
Trans. Nonferrous Met. Soc. China 28(2018) 487-494
Structure and cavitation erosion behavior of HVOF sprayed multi-dimensional WC-10Co4Cr coating
Xiang DING1, Xu-dong CHENG1, Xiang YU2, Chao LI2, Cheng-qing YUAN2, Zhang-xiong DING2
1. State Key Laboratory of Advanced Technology for Materials and Processing, Wuhan University of Technology, Wuhan 430070, China;
2. School of Energy and Power Engineering, Wuhan University of Technology, Wuhan 430063, China
Received 20 September 2016; accepted 21 April 2017
Abstract:
A new kind of multi-dimensional WC-10Co4Cr coating which is composed of nano, submicron, micron WC grains and CoCr alloy, was developed by high velocity oxy-fuel (HVOF) spraying. Porosity, microhardness, fracture toughness and cavitation erosion resistance of the multi-dimensional coating were investigated in comparison with the bimodal and nanostructured WC-10Co4Cr coatings. Moreover, the cavitation erosion behavior and mechanism of the multi-dimensional coating were explored. Results show that HVOF sprayed multi-dimensional WC-10Co4Cr coating possesses low porosity (��0.32%) and high fracture toughness without obvious nano WC decarburization during spraying. Furthermore, it is discovered that the multi-dimensional WC-10Co4Cr coating exhibits the best cavitation erosion resistance which is enhanced by approximately 28% and 34%, respectively, compared with the nanostructured and bimodal coatings in fresh water. The superior cavitation resistance of multi-dimensional WC-10Co4Cr coating may originate from the unique micro-nano structure and excellent properties, which can effectively obstruct the formation and propagation of cavitation erosion cracks.
Key words:
WC-10Co4Cr; cavitation erosion; multi-dimensional coating; high velocity oxy-fuel (HVOF) spraying; microstructure;
1 Introduction
Cavitation erosion is the predominant cause for overflow part failure and can be frequently observed in fluid machinery such as ship propellers, rudder blades, turbine impellers and various pumps. It has become the key technical problem which affects the safety of fluid equipment, reduces the efficiency and increases the production cost [1,2]. Up to date, surface engineering and coating techniques are the most effective protection methods because cavitation erosion occurs only on component surface [3]. Thermally sprayed WC based cermet coatings have shown excellent wear resistance on different industrial components, which has drawn much attention in the research of cavitation protection since the coatings demonstrate high hardness and high toughness [4]. In comparison with WC-Co coatings, WC-CoCr coating possesses more excellent corrosion resistance and higher coating strength, making it a promising solution to the cavitation erosion problem [5].
WC grain size is one of the most critical factors to influence the mechanical properties and wear performance of WC based cermet coatings [6,7]. It is suggested that WC based cermet coatings with a high volume fraction of ultrafine WC particles would exhibit high wear performance [8,9], leading to extensive studies of nano WC based coatings [10,11]. Although some researches showed that the hardness and toughness of nanostructured materials can be improved simultaneously [12,13], other researchers presented some controversial and much disputed results due to different coating fabrication processes and parameters [14,15]. Several researches also revealed the decrease in the fracture toughness of coating with decreasing WC size because of decarburization of nano WC owing to the formation of unwanted carbides such as W2C, complex Co-W-C and W, which can also lower other mechanical properties of nano WC based coatings [16-18]. In order to prevent the decarburization and reduce the high cost of nano coatings, a bimodal WC based coating composed of nano and micron WC particles has been proposed [19,20], which can achieve denser structure, more excellent abrasive wear resistance and anti- cavitation performance [21,22]. Nevertheless, it was found that decarburization still occurred to certain extend and the fracture toughness of coatings was below satisfaction [19]. Furthermore, the structures and properties of such coatings, e.g. hardness, fracture toughness and mechanism of cavitation erosion, have not been fully understood.
WC based cermet coatings are mainly deposited by thermal spraying processes. Among these processes, HVOF spraying can result in less decarburization of WC phase due to the characteristics of high velocity and moderate temperature of flame during spraying, therefore HVOF process is an ideal method to prepare various structured WC-CoCr cermet coatings [22-25].
In this work, a new multi-dimensional WC- 10Co4Cr cermet coating in which the carbides are composed of nano, submicron and micron WC grains was deposited by HVOF spraying. Reduction of nano sized WC decarburization, improvement of the hardness and toughness, and enhancement of the coating cavitation erosion are expected to be obtained by the multi-dimensional coating simultaneously. Analysis of the cavitation erosion behavior and the mechanism of the multi-dimensional coating were carried out. The results can provide important reference for WC-CoCr anti-cavitation coating design and application.
2 Experimental
2.1 Materials
Multi-dimensional, bimodal and nanostructured WC-10Co4Cr cermet powders containing nano-sized WC were used as feedstock (marked as MP, BP and NP, respectively) in the present work, and were manufactured by an agglomeration-sintering method. In the multi- dimensional WC-10Co4Cr powder (T64T440, Ganzhou Achteck, China), the WC original crystal grains are composed of 20% nano WC (80-180 nm), 30% submicron WC (0.4-0.6 ��m) and 50% micron WC (~2.5 ��m) (volume fraction). The procedure of multi-dimensional powder fabrication involved ball milling of a mixture of different sized WC, Co, Cr3C2 and some addictive, followed by spray drying and sintering. The multi-dimensional powder size is in the range of 20-53 ��m, while the bimodal and nanostructured WC-10Co4Cr powder sizes are in the range of 15-45 ��m. In the bimodal powder (T64D530, Ganzhou Achteck, China), the volume ratio of WC original crystal of micro-sized (~1.5 ��m) to nano-sized (80-180 nm) WC particles is 7:3. In nanostructured WC-10Co4Cr powder (S7410, Inframat, USA), the WC original crystal size is 100-500 nm. Figure 1 illustrates the SEM micrographs of the multi-dimensional WC-10Co4Cr cermet powders. It can be observed that the powder is highly spherical (Fig. 1(a)). Meanwhile, nano, submicron, micron WC grains and some voids on the surface can be observed clearly at high magnification (Fig. 1(b)).
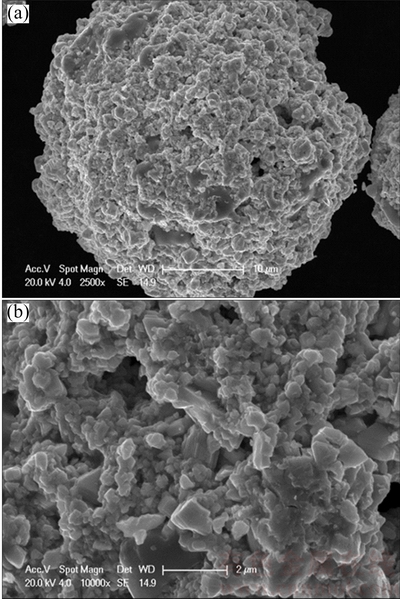
Fig. 1 Micrographs of multi-dimensional WC-10Co4Cr powder at different magnifications
2.2 Coating fabrication
The multi-dimensional, bimodal and nanostructured WC-10Co4Cr coatings (marked as MC, BC and NC, respectively) were deposited with JP8000 HVOF system (Praxair, USA), using kerosene fuel and oxygen gas, and optimized parameters are listed in Table 1. 304 stainless steel was chosen as coating substrate material and counterpart material for evaluating the cavitation erosion resistance of various HVOF sprayed WC-10Co4Cr coatings.
Prior to spraying, the surface of the substrate was degreased and grit blasted with 60 mesh Al2O3. The thickness of the coatings was controlled in (420��20) ��m. All the samples were ground and polished to an average surface roughness of Ra��0.02 ��m before coating characterization.
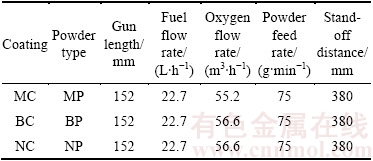
Table 1 Main spray parameters of WC-10Co4Cr coatings by HVOF spraying
2.3 Characterization
The morphology and microstructures of the powders and the coatings were observed with VHX-2000 digital optical microscope (OM), and FEI Quanta 250 scanning election microscope (SEM). Phase identification for the powders and the coatings was carried out with a D/max-2550 X-ray diffractometer (XRD) using Cu K�� radiation of ��=0.154 nm. Microhardness measurement of the coatings was performed via HVS-1000 Vickers microhardness tester at the load of 3 N for a loading time of 15 s, and the microhardness was evaluated using the average value of random ten point tests on the cross section of coatings. The porosity was measured with metallographic photos by Axiovet 40 MAT metallographic microscope, followed by porosity calculation using IQ materials software (the value was the average value of six points). The fracture toughness Kc was calculated according to the Wilshaw equation [26] and the result was the average value of ten measurements.
2.4 Cavitation erosion
Cavitation erosion tests were performed on a J93025 ultrasonic cavitation vibratory apparatus according to standard GB/T 6383��2009. The schematic diagram of the cavitation erosion test apparatus is shown in Fig. 2 in which the specimen (d16 mm) was attached to the free end of the horn. The cavitation specimen was ground to the surface roughness Ra��0.2 ��m before cavitation erosion tests. The cavitation test parameters were set with frequency of 20 kHz and amplitude of 40 ��m. Fresh water at 25-28 ��C was used as the test liquid in 1000 mL beaker. The tip of the specimen was immersed into the water 3 mm deep. TG328 electronic balance with a sensitivity of 0.1 mg was used to weigh the mass loss of the samples. The tested samples were weighed at 15 min, 30 min and every hour during 12 h test. The volume loss (��V) is calculated by ��m/��, where ��m and �� are mass loss (average value of three specimen tests) and material density, respectively, and cavitation rate (Rc) is calculated by volume loss per hour. For comparison, the austenitic stainless steel AISI 304 samples were tested under the same test conditions.
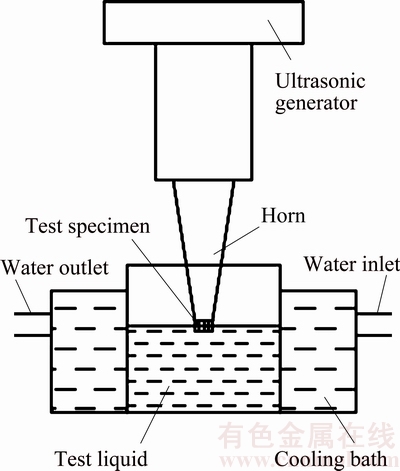
Fig. 2 Schematic diagram of cavitation erosion test apparatus
3 Results and discussion
3.1 Microstructures of WC-10Co4Cr coatings
The cross-sectional micrographs of the multi- dimensional WC-10Co4Cr coatings deposited by HVOF spraying are shown in Fig. 3. It can be observed from Fig. 3(a) that the microstructure of the multi-dimensional coating is dense, and the porosity value (0.31��0.09)% is less than bimodal one (0.47��0.15)%, as shown in Fig. 4, which is attributed to the fact that the gap between submicron and micron WC particles is filled with dissolved nano WC and melted CoCr binding phase. Nanostructured coating demonstrates the lowest porosity of (0.26��0.05)% due to the best melting state obtained by the nano WC particles.
Fig. 3 Cross-sectional structures of multi-dimensional WC- 10Co4Cr coating at different magnifications
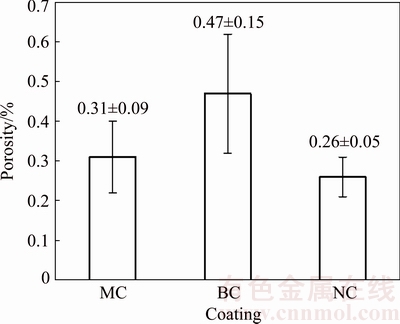
Fig. 4 Porosity of various structured WC-10Co4Cr coatings
From Figs. 3(b) and (c), nano, submicron, micron sized WC particles and CoCr alloy can be observed in the multi-dimensional WC-10Co4Cr coating and the microstructure is obviously different from the bimodal and nanostructured WC-10Co4Cr coatings deposited by HVOF spraying reported by HONG et al [5], THAKUR et al [24] and HU [25]. Different sized WC and CoCr alloy will gain various melting degree and kinetic energy during the spraying. Among them, as a result of the large specific surface area and high activity that nano-sized WC particles possess, a considerable portion of nano WC particles can be dissolved and CoCr alloy is also melted due to its low melting point, but the submicron and micron WC particles can only be melted or semi-melted. The particles containing dissolved nano WC and melted CoCr alloy could fill in molten or semi-molten submicron and micron WC particles, forming the micron-nano structure with the multi-dimensional WC particles. The multi-dimensional WC-10Co4Cr coating is expected to have high mechanical properties.
3.2 Phase composition analysis
Figure 5 represents the XRD patterns of the multi-dimensional, bimodal and nanostructured WC-10Co4Cr powders and coatings. The XRD patterns of bimodal and nanostructured WC-10Co4Cr powders show no difference, which are mainly composed of WC, Co and Co3W3C crystalline phases, as shown in Fig. 5(a). Co3W3C generates from insufficient carbon balance in certain area where the combination of Cr and C occurs during the sintering due to their high affinity. But the phase composition in the multi-dimensional powder is a little different which mainly consists of WC and Co phases. This is probably caused by the distinction in Cr element adding methods in the powder fabrication.
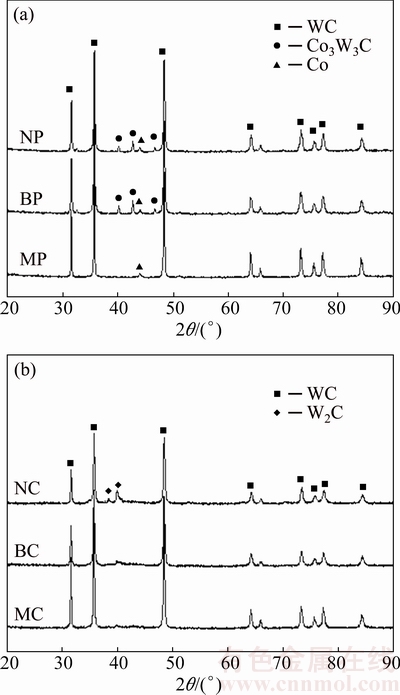
Fig. 5 XRD patterns of WC-10Co4Cr powders (a) and coatings (b)
In the XRD patterns of the bimodal and nanostructured coatings, Co3W3C phase disappears and a small amount of W2C can be observed, especially in the nanostructured coating which shows a sharp W2C peak (Fig. 5(b)). Since Co3W3C phase of the powders is unstable, when it is heated by flame during HVOF spraying, following chemical reaction would happen:
Co3W3C��Co+W2C+W (1)
Metallic W dissolves into molten Co-Cr binding phase, forming the amorphous Co-Cr-W phase after quick solidification. However, in the multi-dimensional WC-10Co4Cr coating, the carbides are mainly composed of WC without obvious decarburization. It is demonstrated that the decarburization degree of the multi-dimensional powder is the lowest during HVOF spraying among these three powders.
3.3 Mechanical properties of WC-10Co4Cr coatings
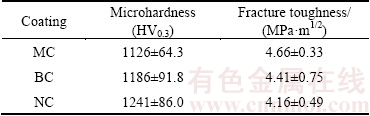
Mechanical properties of the multi-dimensional, bimodal and nanostructured WC-10Co4Cr coatings sprayed by HVOF process including microhardness and fracture toughness are given in Table 2. Among these three coatings, the bimodal coating possesses medium microhardness and fracture toughness. All three coatings have microhardness higher than HV0.3 1100. As the nanostructured WC-10Co4Cr coating contains a lot of nano-sized WC and some hard and brittle W2C forming during the coating deposition, the coating possesses the highest microhardness and the lowest fracture toughness. Meanwhile, the multi-dimensional coating obtains the highest fracture toughness of ~4.66 MPa��m1/2, 12% higher than that of nanostructured coating. This outstanding property can provide obstacles to the formation and propagation of cracks during cavitation erosion.
Table 2 Mechanical properties of WC-10Co4Cr coatings
3.4 Cavitation erosion properties
Figure 6 illustrates the cavitation erosion properties of three WC-10Co4Cr coatings and 304 stainless steel in fresh water. It can be discovered that the multi- dimensional, bimodal and nanostructured coatings all possess excellent cavitation erosion resistance compared with 304 stainless steel, and the cavitation volume loss of these three coatings only is 20%�C30% that of 304 stainless steel after 12 h cavitation. Among these three coatings, the multi-dimensional coating demonstrates the best cavitation resistance which is enhanced respectively by about 34% and 27% in comparison with bimodal and nanostructured coatings (Fig. 6(a)).
It can also be observed from Fig. 6(b) that the cavitation rate curves of 304 stainless steel and three WC-CoCr coatings have obvious difference. The cavitation erosion of 304 stainless steel has an incubation period with low cavitation rate. After 3 h incubation, the cavitation erosion enters the developing period and the cavitation rate eventually reaches 0.87 mm3/h after 12 h cavitation test. On the contrary, the cavitation rates of three kinds of WC-CoCr coatings have a maximum value at the beginning of cavitation, there is no typical cavitation developing period and the cavitation erosion quickly enters a stable period after 1 h. The average of cavitation rate of the multi-dimensional, bimodal and nanostructured WC-10Co4Cr coatings are 0.115, 0.177 and 0.168 mm3/h during 11 h stable cavitation. Not only does multi-dimensional WC-10Co4Cr coating possess the most excellent cavitation erosion resistance, but also it has the smallest cavitation rate fluctuations.
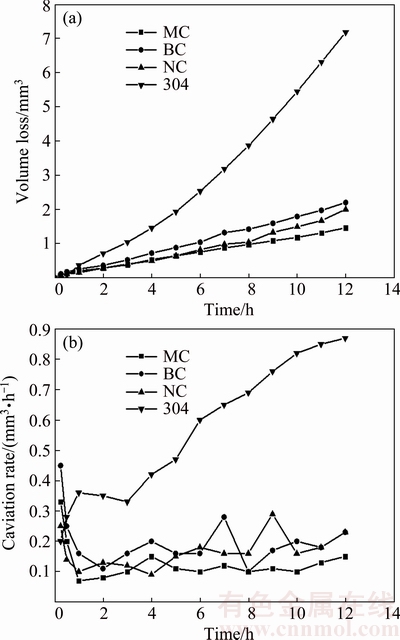
Fig. 6 Volume loss (a) and cavitation rate (b) of WC-10Co4Cr coatings and 304 stainless steel in fresh water
3.5 Cavitation erosion behavior and mechanism
Figure 7 shows the surface morphologies of the multi-dimensional WC-10Co4Cr coating at the initial period of the test with different cavitation time (0, 15 min, 30 min and 1 h) which present a typical cavitation developing process of WC-10Co4Cr coatings. The dark parts in the images are the zones in the coating eroded by cavitation erosion. In Fig. 7(a), a small amount of pores can be observed on the surface of the coating before the cavitation test after polishing. Some eroded zones in the coating have appeared after 15 min cavitation (Fig. 7(b)), and the eroded zones obviously expand as test time increases (Fig. 7(c)). After 1 h of ultrasonic cavitation test, some cavitation zones become connected and even develop vertically inside coating (Fig. 7(d)). The cavitation erosion developing processes of the bimodal and nanostructured WC-10Co4Cr coatings are similar to those of the multi-dimensional coating, but the developing rates of cavitation erosion are different [5,25].
Cavitation erosion is produced under the alternating stress caused by bubble generation and collapse during ultrasonication. In the initial stage of cavitation, the stress concentrates at the pores and defects of coating surface, leading to the plastic deformation of nearby material. Due to the difference of various crystal structures between WC hard phase and CoCr binding phase, deformation is not coordinated at the interface, generating the local high-stress field. When the cumulative stress reaches the threshold, a cavitation source forms as microcracks and subsequently extends under repeated cycle of alternating stress, as shown in Fig. 7(b). The formation rate of the cavitation source of the WC-10Co4Cr coatings mainly depends on the coating porosity; therefore, the low porosity of the nanostructured coating significantly reduces the amount of the cavitation sources and the coating possesses the lowest cavitation rate in the initial stage of cavitation, as shown in Fig. 6(b).
The cavitation source further develops under the stress caused by bubble collapse and the repeated impacts of micro jet, along some preferable angles inside the coating, leading directly to the interlamination detachment, the exfoliation of WC particles and the formation of large-scale cavitation erosion. Cross- sectional micrographs of the multi-dimensional WC-10Co4Cr coating after 12 h cavitation erosion can be seen in Fig. 8 which demonstrates a typical process of crack propagation and crater formation of WC-10Co4Cr coatings. It can be observed that the cavitation erosion cracks prefer to propagate in parallel to the coating surface (Fig. 8(a)). The coalescence of cracks is the main cause of material exfoliation and formation of craters. The craters develop further deeply into the coating (Fig. 8(b)). Although the propagation speed of cavitation cracks is influenced by many factors such as microstructure, microhardness and fracture toughness of the coating, it is mainly controlled by the fracture toughness. The multi-dimensional WC-10Co4Cr coating with the highest fracture toughness can effectively obstruct the extension of the cavitation cracks and enables its most excellent resistance to cavitation erosion.
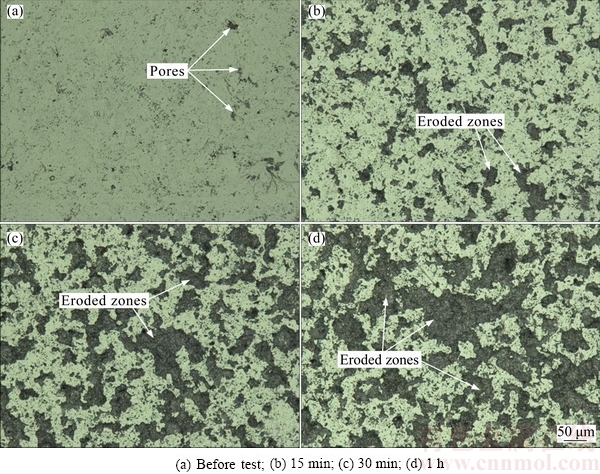
Fig. 7 Surface micrographs of multi-dimensional WC-10Co4Cr coating in different periods of cavitation erosion
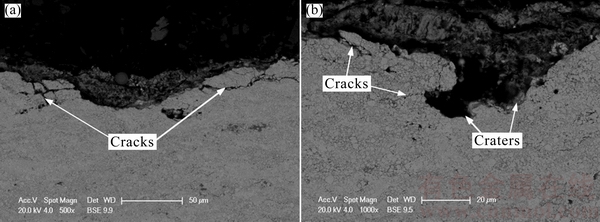
Fig. 8 Cross-sectional SEM images of multi-dimensional WC-10Co4Cr coating after 12 h cavitation erosion
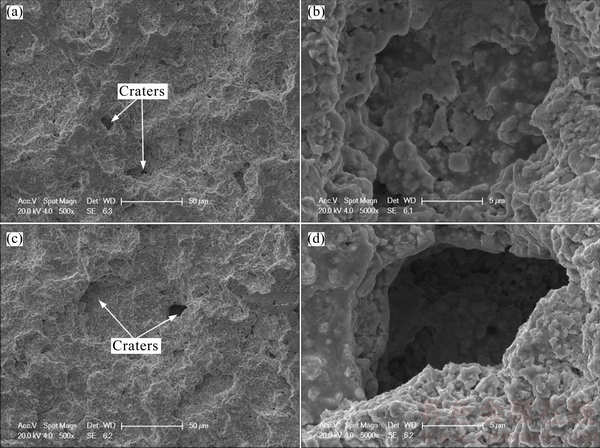
Fig. 9 Crater micrographs of WC-10Co4Cr coating with MC (a, b) and BC (c, d) after 12 h cavitation erosion
Figure 9 shows SEM images of multi-dimensional and bimodal WC-10Co4Cr coating after 12 h cavitation erosion in fresh water, and various cavitation erosion craters can be observed on the eroded surface of the coatings. The multi-dimensional coating shows shallower craters (Figs. 9(a) and (b)) in comparison with the bimodal WC-10Co4Cr coating (Figs. 9(c) and (d)).
It is understood from above tests and comprehensive analysis that the cavitation erosion performance of the multi-dimensional WC-10Co4Cr coating sprayed by HVOF process is influenced by several factors, such as the coating microstructure, microhardness and fracture toughness. Coating porosity and fracture toughness are especially critical, as the former determines the formation quantity and rate of cavitation source in the initial period of cavitation erosion, while the latter determines the propagation speed of cavitation crack. The low porosity of the multi-dimensional coating can significantly reduce the amount of cavitation sources and its high hardness and toughness can effectively obstruct the propagation of the cavitation cracks, which enables the coating to possess excellent cavitation erosion resistance.
4 Conclusions
1) In multi-dimensional WC-10Co4Cr coating deposited by HVOF spraying, carbides are mainly composed of WC with no obvious WC decarburization.
2) Compared with the bimodal and nanostructured WC-10Co4Cr coatings, multi-dimensional WC- 10Co4Cr coating exhibits the highest fracture toughness, which is 12% higher than that of the nanostructured one.
3) Multi-dimensional WC-10Co4Cr coating possesses the most excellent cavitation erosion resistance which is enhanced respectively by about 34% and 27% in comparison with bimodal and nanostructured coatings in fresh water.
4) Superior resistance cavitation erosion of HVOF sprayed multi-dimensional WC-10Co4Cr coating originates from its high fracture toughness, low porosity and high hardness, which can effectively hinder the formation and propagation of cavitation erosion cracks.
References
[1] SINGH R, TIWARI S K, MISHRA S K. Cavitation erosion in hydraulic turbine components and mitigation by coatings: Current status and future needs [J]. Journal of Materials Engineering and Performance, 2012, 21(7): 1539-1551.
[2] JASIONOWSKI R, ZASADA D, PRZETAKIEWICZ W. Cavitation erosion resistance of alloys used in cathodic protection of hulls of ships [J]. Archives of Metallurgy and Materials, 2014, 59(1): 241-245.
[3] KIM S J, LEE S J, KIM I J, KIM S K, HAN M S, JANG S K. Cavitation and electrochemical characteristics of thermal spray coating with sealing material [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(4): 1002-1010.
[4] HONG Sheng, WU Yu-ping, ZHANG Jian-feng, ZHENG Yu-gui, ZHENG Yuan, LIN Jin-ran. Synergistic effect of ultrasonic cavitation erosion and corrosion of WC-CoCr and FeCrSiBMn coatings prepared by HVOF spraying [J]. Ultrasonics Sonochemistry, 2016, 31: 563-569.
[5] HONG Sheng, WU Yu-ping, ZHANG Jian-feng, ZHENG Yu-gui, QIN Yu-jiao, LIN Jin-ran. Ultrasonic cavitation erosion of high- velocity oxygen-fuel (HVOF) sprayed near-nanostructured WC-10Co-4Cr coating in NaCl solution [J]. Ultrasonics Sonochemistry, 2015, 26: 87-92.
[6] GHABCHI A, VARIS T, TURUNEN E, SUHONEN T, LIU X W, HANNULA S P. Behavior of HVOF WC-10Co4Cr coatings with different carbide size in fine and coarse particle abrasion [J]. Journal of Thermal Spray Technology, 2010, 19(1-2): 368-377.
[7] MA Ning, GUO Lei, CHENG Zhen-xiong, WU Huan-tao, YE Fu-xing, ZHANG Ke-ke. Improvement on mechanical properties and wear resistance of HVOF sprayed WC-12Co coatings by optimizing feedstock structure [J]. Applied Surface Science, 2014, 320: 364-371.
[8] JIA K, FISCHER T E. Abrasion resistance of nanostructured and conventional cemented carbides [J]. Wear, 1996, 200: 206-214.
[9] LI Chan-gjiu, OHMORI A, TANI K. Effect of WC particle size on the abrasive wear of thermally sprayed WC-Co coatings [J]. Materials and Manufacturing Processes, 1999, 14(2): 175-184.
[10] GEE M G, GANT A, ROEBUCK B. Wear mechanism in abrasion and erosion of WC/Co and related materials [J]. Wear, 2007, 263: 137-148.
[11] GUILEMANY J M, DOSTA S, MIGUEL J R. The enhancement of the properties of WC-Co HVOF coatings through the use of nanostructured and microstructured feedstock powders [J]. Surface and Coatings Technology, 2006, 201(3-4): 1180-1190.
[12] ZHAO Xiao-qin, ZHOU Hui-di, CHEN Jian-min. Comparative study of the friction and wear behavior of plasma sprayed conventional and nanostructured WC-12%Co coatings on stainless steel [J]. Materials Science and Engineering, 2006, 431(1-2): 290-297.
[13] CHEN Hui, GOU Guo-qing, TU Ming-jing, LIU Yan. Characteristics of nano particles and their effect on the formation of nanostructures in air plasma spraying WC-17Co coating [J]. Surface and Coatings Technology, 2009, 203(13): 1785-1789.
[14] SHIPWAY P, HOGG J J. Dependence of microscale abrasion mechanisms of WC-Co hardmetals on abrasive type [J]. Wear, 2005, 259(1): 44-51.
[15] HE Jian-hong. LIU You-rong, QIAO Yun-fei, FISCHER T E, LAVERNIA E J. Near-nanostructured WC-18 pct Co coatings with low amounts of non-WC carbide phase: Part I. Synthesis and characterization [J]. Metallurgical and Materials Transactions A, 2002, 33(1): 145-157.
[16] BABU P S, BASU B, SUNDARARAJAN G. Abrasive wear behavior of detonation sprayed WC-12Co coatings: Influence of decarburization and abrasive characteristics [J]. Wear, 2010, 268: 1387-1399.
[17] DENT A H, DEPALO S, SAMPATH S. Examination of the wear properties of HVOF sprayed nanostructured and conventional WC-Co cermets with different binder phase contents [J]. Journal of Thermal Spray Technology, 2002, 11(4): 551-558.
[18] YANG Qiao-qin, SENDA T, OHMORI A. Effect of carbide grain size on microstructure and sliding wear behavior of HVOF-sprayed WC-12%Co coatings [J]. Wear, 2003, 254: 23-34.
[19] SKANDAN G, YAO R, SADANGI R, SADANGI R. Multimodal coatings: A new concept in thermal spraying [J]. Journal of Thermal Spray Technology, 2000, 9(3): 329-331.
[20] JI Gang-chang, WANG Hong-tao, CHEN Xiao, BAI Xiao-bo, DONG Zeng-xiang, YANG Fen-gen. Characterization of cold-sprayed multimodal WC-12Co coating [J]. Surface and Coatings Technology, 2013, 235: 536-543.
[21] WANG Qun, CHEN Zhen-hua, LI Luo-xing, YANG Gui-bing. The parameters optimization and abrasion wear mechanism of liquid fuel HVOF sprayed bimodal WC-12Co coating [J]. Surface and Coatings Technology, 2012, 206(8-9): 2233-2241.
[22] DING Zhang-xiong, CHEN Wei, WANG Qun. Resistance of cavitation erosion of multimodal WC-12Co coatings sprayed by HVOF [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10): 2231-2236.
[23] ZHANG Wen-chao, LIU Li-bin, ZHANG Meng-ting, HUANG Guo-xing, LIANG Jia-si, LI Xian, ZHANG Li-gang. Comparison between WC-10Co-4Cr and Cr3C2-25NiCr coatings sprayed on H13 steel by HVOF [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(11): 3700-3707.
[24] THAKUR L, ARORA N. A study on erosive wear behavior of HVOF sprayed nanostructured WC-CoCr coatings [J]. Journal of Mechanical Science and Technology, 2013, 27(5): 1461-1467.
[25] HU Yi-ming. Structure and resistance of cavitation erosion of micro-nano WC-based coatings sprayed by HVOF [D]. Wuhan: Wuhan University of Technology, 2015. (in Chinese)
[26] SAHRAOUI T, GUESSASMA S, JERIDANE M A, HADJI M. HVOF sprayed WC-Co coatings: Microstructure, mechanical properties and friction moment prediction [J]. Materials and Design, 2010, 31(3): 1431-1437.
HVOF��Ϳ�Ʊ��Ķ�߶�WC-10Co4CrͿ�����֯���ʴ��Ϊ
�� ��1������1���� ��2���� ��2��Ԭ����2��������2
1. �人������ѧ ���ϸ����¼��������ص�ʵ���ң��人 430070��
2. �人������ѧ ��Դ�붯������ѧԺ���人 430063
ժ Ҫ�����ó����ٻ���(HVOF)��Ϳ�Ʊ���һ�����͵������ס����ס���WC������CoCr�Ͻ���ɵĶ�߶�WC-10Co4Cr�����մ�Ϳ�㣬�Ա���˫������ṹWC-10Co4CrͿ�㣬�ڷ�����Ϳ����֯�Ļ����ϣ��о��˶�߶�Ϳ��Ŀ�϶�ʡ���Ӳ�ȡ��������ԺͿ���ʴ���ܣ��������˶�߶�WC-10Co4CrͿ��Ŀ�ʴ��Ϊ�ͻ��������������HVOF��Ϳ�Ʊ��Ķ�߶�WC-10Co4CrͿ����С�0.32%�Ŀ�϶�ʺߵĿ������ԣ�Ϳ����δ�������Ե�����WC��̼������˫�������ṹͿ����ȣ���߶�WC-10Co4CrͿ����ֳ�������Ŀ���ʴ���ܣ��ڵ�ˮ�еĿ���ʴ���ֱܷ��˫��Ϳ������ṹͿ������˴�Լ28%��34%����߶�WC-10Co4CrͿ������쿹��ʴ���ܹ��������ص����ṹ�����������ܣ�����Ч�谭��ʴ���Ƶ��γɺ���չ��
�ؼ��ʣ�WC-10Co4Cr����ʴ����߶�Ϳ�㣻�����ٻ�����Ϳ������֯
(Edited by Bing YANG)
Foundation item: Projects (51422507, 51379168) supported by the National Natural Science Foundation of China
Corresponding author: Zhang-xiong DING; Tel/Fax: +86-27-86581992; E-mail: zx_ding@163.com
DOI: 10.1016/S1003-6326(18)64681-3
Abstract: A new kind of multi-dimensional WC-10Co4Cr coating which is composed of nano, submicron, micron WC grains and CoCr alloy, was developed by high velocity oxy-fuel (HVOF) spraying. Porosity, microhardness, fracture toughness and cavitation erosion resistance of the multi-dimensional coating were investigated in comparison with the bimodal and nanostructured WC-10Co4Cr coatings. Moreover, the cavitation erosion behavior and mechanism of the multi-dimensional coating were explored. Results show that HVOF sprayed multi-dimensional WC-10Co4Cr coating possesses low porosity (��0.32%) and high fracture toughness without obvious nano WC decarburization during spraying. Furthermore, it is discovered that the multi-dimensional WC-10Co4Cr coating exhibits the best cavitation erosion resistance which is enhanced by approximately 28% and 34%, respectively, compared with the nanostructured and bimodal coatings in fresh water. The superior cavitation resistance of multi-dimensional WC-10Co4Cr coating may originate from the unique micro-nano structure and excellent properties, which can effectively obstruct the formation and propagation of cavitation erosion cracks.
