
���±�ţ�1004-0609(2008)04-0703-07
���̬AZ91Dþ�Ͻ�ע����ι���
��ֵģ�⼰�����Ż�
���ѷ������±�����ռ�壬�� ������ٻٻ
(���ִ�ѧ ���Ͽ�ѧ�빤��ѧԺ���������Ͻ������ص�ʵ���ң����� 130022)
ժ Ҫ��
Ϊ�о����̬���ϴ���ע����ι����У���Ͳ�¶ȡ�ע���ٶȡ�ģ���¶��Լ��ݸ�ת�ٶ��̬�Ͻ��Ʒ�����������ܵ�Ӱ�죬������ϵij�ʼճ�Ⱥͼ�����ճ�ȹ�ϵʽ������Carreauճ��ģ�ͣ�ģ���˲�ͬ���������µİ��̬AZ91Dþ�Ͻ�ע����ι��̡������������Ͳ�¶Ⱥ��ݸ�ת�ٿ���Ӱ�콬�ϵ�ճ�Ȳ��Ժ������ι����е�������������Ӱ�졣��ע���ٶ���Ҫ������ͽ��ڵļ���������Ӱ�죬ģ���¶ȶ�ʵ����Ӱ�첻��ͨ����ģ��ʵ�����ķ������Ż��Ĺ��ղ��������£����ϵij�����ƽ�ȡ�˳������ȫ���ͣ���������仯�ϴ�λ�������ڽ��ڲ�λ�����岿λ����������仯��С���ҷֲ����ȡ�
�ؼ��ʣ�
���̬��AZ91D������ע������ֵģ���������Ż���
��ͼ����ţ�TG 146.2���� ���ױ�ʶ�룺A
Numerical simulation and parameters optimization of thixomolded process for semisolid AZ91D magnesium alloy
ZHANG You-fa, LIU Yong-bing, CAO Zhan-yi, ZHANG Liang, ZHANG Qian-qian
(Key Laboratory of Automobile Materials of Ministry of Education, Department of Materials Science & Engineering,
Jilin University, Changchun 130022, China)
Abstract: To study the influence of barrel temperature, injection velocity, mold temperature and screw rotation speed on the quality and properties of products during molding process of thixomolded semisolid slurry, based on the initial and ultimate viscosities and the Carreau viscosity model, a series of thixomolded processes for semisolid AZ91D products were simulated under different processing conditions. The results show that the key parameters of simulated results are influenced by the viscosity that is controlled by barrel temperature and screw rotation speed during the preparation of semisolid slurry before the injection. However, the results for different injection velocities demand on the role of shear process of injection nozzle and gate, while the mold temperature has a weak effect on the results. Through the analysis of simulated results, using the optimized parameters, the results of the numerical simulation of the filling process demonstrate that the cavity is filled smoothly and completely. The differences of the results are mainly located at the cold plug catcher of runner system, and the results are almost constants and the distributions are uniform at the shell.
Key words: semisolid; AZ91D; thixomolded; numerical simulation; parameter optimization
þ�Ͻ���Ϊ21���͵���ɫ���̲��ϣ������̬�ӹ�����Ϊ21��������ǰ;�IJ��ϳ��μӹ�����[1]������þ�Ͻ�ҵ�����İ��̬����ע����μ���(Thixomolding?)��չ����������Ŀ�����Ʒ���������ᡢ��ǿ�ȸߡ�����ɱ��͡������γ��Ρ��������Ϳɻ��յ�����������Ӧ��Խ��Խ�㷺[2-3]������ע����ι�����Ҫ���������ȶ���Ͳ��ԭ����AZ91Dþ�Ͻ�������м��ȣ�ֱ����������¶ȣ�ͬʱ�����ݸ˵ļ��н��裬�Ӷ��Ʊ������̬���ϣ������ݸ����������ͽ��ϡ����ϣ����ͨ��ע�䡢��ѹ�����̡���ģ�ȹ��������������Ʒ�������Ҫ���ղ�������Ͳ�¶ȡ��ݸ�ת�١�ע���ٶȺ�ģ���¶�[4-6]����Ͳ�¶�������Ҫ��һ�����ղ����������Ű��̬���ϵĹ����������Ӱ����̬�����й������ò������Ӱ���Ʒ������������[4-5, 7]���ݸ�ת������Ͳ�а��̬���������ܵļ����ʡ�Ħ�����Լ����ϵ������ʡ�����ʱ���йأ�����Ӱ�콬�ϵ��ṹ[4-5]�����ϵ�ע���ٶȶ���֯Ӱ���С[4-5, 8]����Ҫ���̬���ϳ������е�����ģʽ�Լ��������нϴ�Ӱ�죬�Ӷ�Ӱ���Ʒ�����������ܣ�ģ���¶ȶԲ�Ʒ����֯������Ӱ���С[4-5]��������ֵ�����ķ���ģ�ⲢԤ����̬�������ι��̶Թ۲���̬���ϸ��ӵij����̣��˽���̬�������ԣ����Ʋ�Ʒ��ģ������Լ���߹�������������ṩ�˺ܺõİ�������ȡ���˺ܴ�Ľ�չ[9-11]��BARKHUDAROV��[12-13]���ڼ�ճ������ģ�ͣ����̬Sn-15%Pb�Ͻ伷ѹ���̽�����ģ�⣬�����ͺ�������ʵ������Ϊ�����KAPRANOS��[14]�ֱ���̬A357�Ͻ�Ŀ���ѹ������ѹ���仯�����˶Աȷ�������Ϊ���̬��������ʱ�ı���ճ����������ʺͼ���ʱ��������ء����ǿ��[15]��þ�Ͻ�����������е��Ʊ����̽�������ά��ֵģ�⣬������Ʊ������а��̬���ϵ��������ɣ�Ϊ������ܷ�ģ����Ƽ����ղ������Ż��ṩ����Ч������ָ����
�������߸������е��������ݣ�����ƽ�а��ѹ������Couette������[16-18]���ֱ��о��ͼ������ʺ�������״̬�°��̬AZ91D�����估�������ԣ��Ӷ���ϳ��ݸ�ת�ٺ���Ͳ�¶ȶ��̬AZ91D�Ͻ�ij�ʼճ���Լ�������ճ�ȵ�Ӱ�죻������ֵģ�⼼�����䴥��ע����̽����о����۲���̬�Ͻ��ϳ��������¶Ⱥ��ٶȵȵķֲ������Ԥ��ȱ�ݳ��ֵIJ�λ���ɴ��Ż���Ӧ�Ĺ��ղ�����
1 ģ��ʵ��
1.1 �������Ʒ���
��������ѧ�Ƕȳ��������̬AZ91D���ϳ����̽���ģ�⣬��������Ʒ���������Һ̬����̬����һ�������������غ㷽�̡������غ㷽�̡������غ㷽�̺����ɱ�����Ʒ��̡�
1) �����Է���

2) ��������

3) ��������

4) �������
![]()
1.2 ����ѡ��ģ��������趨
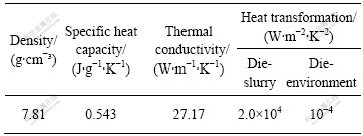
���о�ѡ��AZ91Dþ�Ͻ�Ϊģ����̵İ��̬���ϣ�ģ�߲���ѡ��SKD61�������Բ������1���С�
��1 ģ��SKD61���Բ���
Table 1 Physical parameters of die of SKD61
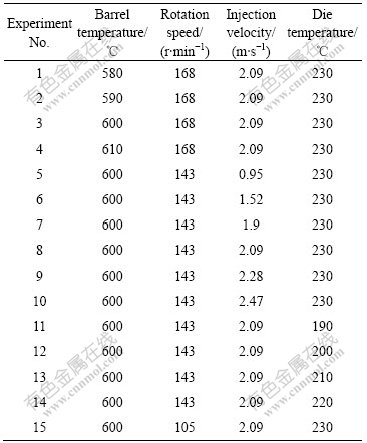
ͨ����Ӱ�촥��ע��������ϴ����Ͳ�¶ȡ��ݸ˼������ʡ�ע���ٶȺ�ģ���¶�4����������̽�֣��о���Ҫ���ղ����Դ���ע���Ӱ�죬ģ����̻���������ͼ1��ģ������������2���С�

ͼ1 ģ���������ͼ
Fig.1 Flow chart of thixomolding simulation
��2 ��Ҫ���ղ�������
Table 2 Setting of main processing parameters
1.3 ���̬AZ91D�Ͻ������ģ��
���̬AZ91D�������ڷ�ţ�����壬����ͱ���ճ����������ʱ仯��ͼ2��ʾ�����Կ�����ʵ�ʰ��̬���ϵ��������߿��Է�Ϊ3������һţ����������ճ��Ϊͨ����Ϊ��ʼճ��ճ�Ȧ�0����![]() ��0��ճ�ȣ�������������ճ��Ϊ����ճ�Ȧ�a������
��0��ճ�ȣ�������������ճ��Ϊ����ճ�Ȧ�a������![]() ������a��С���ڶ�ţ��������ʱ��ճ��Ϊ������ճ�Ȧ���������
������a��С���ڶ�ţ��������ʱ��ճ��Ϊ������ճ�Ȧ���������![]() ������a�仯��С��
������a�仯��С��
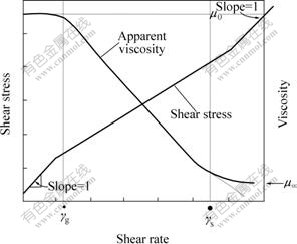
ͼ2 ���̬����Shear thinning����ʾ��ͼ
Fig.2 Schematic diagram of shear thinning of semisolid slurry
Ϊ�о����̬AZ91D��������Ͳ�����ݸ�ת���ļ��н�����̣����о�����Ͳ�ݸ˵Ľ����Ч����ͼ3��ʾ��ͬ���Ͳ������̣���Чֱ��deΪ
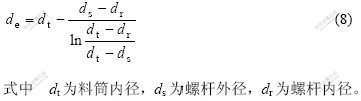
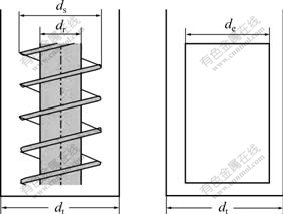
ͼ3 �ݸ˵�Ч��ͬ��˫Ͳʾ��ͼ
Fig.3 Schematic diagram of relation for screw and barrel
���Զ���ЧӦ������Ӱ�죬�������ʿɸ�����ʽ���Ƽ��㣺

��ˣ����������趨���ݸ�ת��105��143��168 r/min�������㣬���Ӧ�ļ������ʷֱ�Ϊ361.72��491.94��578.76/s��
Ӧ��ƽ�а��ѹ������GEBELIN��[16]�о��˵ͼ��������°��̬AZ91D��ʼճ�ȵı仯����ͼ4��ʾ��Ӧ��Couette�����ǣ�����ʤ��[17]�Ը��������°��̬AZ91D������ճ�ȵı仯�������о�����ͼ5��ʾ����������ʵ�����ݣ����о���ϳ����̬AZ91D�Ͻ�ij�ʼճ�Ⱥͼ�����ճ�ȹ�ʽ(��3)��

ͼ4 �ͼ��������°��̬AZ91Dճ�ȱ仯[16]
Fig.4 Viscosities of semisolid AZ91D under low shear rate[16]
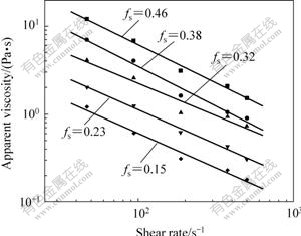
ͼ5 ���������°��̬AZ91Dճ�ȱ仯[17]
Fig.5 Viscosities of semisolid AZ91D under high shear rate[17]
��3 ��ʼճ�Ⱥͼ�����ճ����Ϲ�ϵʽ
Table 3 Modeled equation of initial viscosity and ultimate viscosity

���о�����Carreauģ������������ճ�ȵı仯������ϴӵ͵��ߵ�������������ͬʱ����ë���� ��[18]��ʵ���������˼���ʱ��Ȳ������̬AZ91D�����Ե�Ӱ�졣���ڴ���ע����ι��̳���ʱ�伫�̣������¶ȱ仯Ҳ��С����˽��ϳ���ʱ�������¶ȱ仯�Ա���ճ�ȵ�Ӱ�졣

2 ��ֵģ����������
���ձ�2��ʾ�Ĺ��ղ��������Դ���ע����ι��̽���ģ�⣬������4���У������������¶ȱ仯�������ʡ�����ȱ���ʡ�ճ�ȱ仯������ѹ���ͳ���ʱ�䡣
��4 ��ֵģ��ʵ����
Table 4 Results of numerical simulation
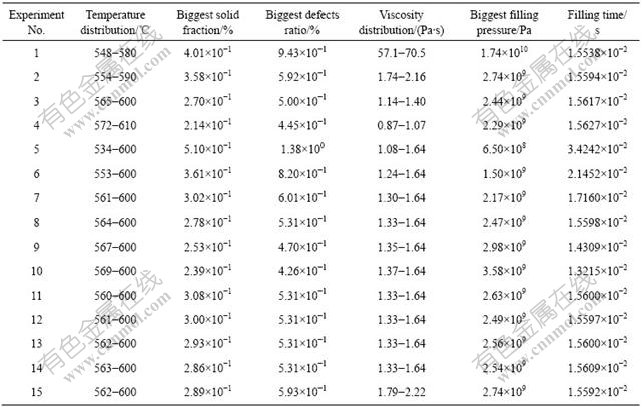
��4��ʵ��1��ʵ��4Ϊ��Ͳ�¶Ȳ������ߵĹ��̣����ݰ��̬AZ91Dþ�Ͻ���������ʵ����۷��������̬���ϵĹ����ʽ��ή�ͣ��̶�����ճ�ȵĽ��ͣ�ͬʱ���������켰���ڵȲ�λ�ڽ��ϳ������еļ������ã�Ҳ�ᵼ�½���ճ�ȵĽ��͡���ˣ���Ͳ�¶�����������ճ�Ƚ��ͣ�����ѹ����С�����յ��³���ʱ������ӡ���ʵ��1~4�Ľ�����Կ� ����������Ͳ�¶ȵ����ӣ������ʡ�����ȱ���ʡ�ճ�ȡ�����ѹ�������ͣ�����ʱ���������ӣ���ȫ�����۷������Ǻϡ��������Ϸ��������о��нϼѵ���Ͳ�¶ȿ�ѡ��Ϊ600 �棬�Ա�������¶����ȱ�������ӣ��������Ͳ�¶ȶ�ģ�ߵ��ȳ���Լ������ɱ������ӡ�ͼ6��ʾΪӦ��ʵ��3�Ĺ��ղ�������ģ��õ��IJ���ʵ��������ͼ��֪�����¶ȷֲ��������ʷֲ���ȱ�ݷֲ��Լ�ճ�ȷֲ������ȵ�λ�ã�����Ҫ�����������岿λ��˵���˲�Ʒ��ģ�����ʮ�ֺ� ������Ȼ��Ҳ����岿�������С����Ƚϱ��������ע�����ʱ�����һ����ϵ�������������ʹ˽��й���ص��о�[11]��
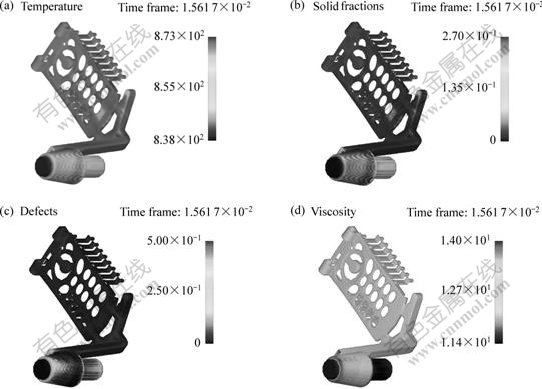
ͼ6 ʵ��3�������ʱģ����
Fig.6 Results of simulation at end of filling process: (a) Temperature distribution; (b) Distribution of solid fraction; (c) Defects distribution; (d) Viscosity distribution
ʵ��5��ʵ��10Ϊע���ٶȲ������ӵĹ��̡�����ע���ٶȵ����ӣ������̵��¶ȱ仯Խ��ԽС������������Ӧ��С������ȱ���ʼ�����ʱ�䶼�������ͣ�ͬʱ����ѹ���������ӣ���ճ�ȱ仯��С�����仯�����Ǻܴ���˵��ע��������У����켰ģ�߶Խ��ϵļ������ò����Ǻ�ǿ�ҡ����ڳ����ٶȽϵ�ʱ������ѹ����С�����ܻ���ɲ�Ʒ�������۽Ӻۡ���Ʒ����������������ģ����ǻ�䲻������Ʒȱ�ϲ��ܳ��ε�ȱ�ݣ��������ٶȹ���ʱ�����϶�ģ�ߵij������ͬʱ������ɳ������г����������Ӷ�Ӱ���Ʒ�ı������������ܡ���ˣ����ǵ��������أ�ͬʱ��ϱ��о�ʵ�������������ע���ٶ�Ϊʵ��8��2.09 m/s��ʵ��9��2.28 m/s��
�ɱ�4��֪��ʵ��3��8��15Ϊ�ݸ˼������ʲ��Ͻ��͵Ĺ��̡��ݸ˼������ʵ�Ӱ����Ҫȡ����ע��ǰ�Խ���ճ�ȵ����á���ǰ��ķ�����֪�����ż������ʵļ�С�����ϵ�ճ�����Ӷ���ע��������е��¶ȵȲ�������Ӱ�죬ʹ���¶ȱ仯�����ɴ˵��¹�����������ȱ�����ࡢ����ѹ�����Ӽ���������ij���ʱ��ļ�С����Щ����������ֵģ���������ֳ����ˡ���ˣ��ϼѵ��ݸ˼�������ѡ��ʵ��3��578.76/s����Ӧ���ݸ�ת��Ϊ168 r/min��
�ɱ�4��֪��Ϊ�۲�ģ���¶ȶԳ����̵�Ӱ�죬ʵ��11~14��ʵ��8Ϊģ���¶Ȳ������ߵĹ��̡�ʵ������ʾ��ģ���¶ȶ�ʵ������Ӱ�첢���Ǻܴ�ȱ�ݺ�ճ�ȶ�δ�����仯����ģ���¶Ƚϵ�ʱ�����ϵ���ȴ�ٶȽϴ�����ȴ�ٶȲ����������ӣ���Ʒ����λ�²�ϴ���ʵ�����������Ϊ���ֲ�Ʒ��������������Ƶ�ȱ�ݡ���ˣ��ϼѵ�ģ���¶�Ϊ230 �档
�ۺ�����ʵ����������ʵ��3��Ӧ�Ĺ��ղ�����Ϊ���롣�¶ȳ���ʾ���ϳ������¶ȱ仯Ϊ565~600 �棬���²�ϴ�λ��Ҫ������������ͽ�����λ�����岿λ�¶ȱ仯��С�ҷֲ�����(ͼ6(a))�������ʷֲ�ͼ(ͼ6(b))���¶ȳ�(ͼ6(a))�ķֲ������Ϊ���ơ�ȱ�ݼ�ճ�ȱ仯��Ҫλ�������岿��(ͼ6(c)��(d))�����岿λȱ�ݽ��٣��ӽ����㣬��ճ������һ����Ϊ�ȶ���ֵ�������������������ж��Բ�����ʽ���ͣ�������ƽ�ȡ�˳������ȫ��Ӧ��ʵ��3���еİ��̬AZ91D����ע�����ʵ�飬���ڱ�����������������������Բ���[5, 19]������������ڴ˹��ղ��������³��εIJ�Ʒ����֯����ѧ���ܶ���Ϊ���룬��֯�й��������ƽ����Ч�ߴ�Ϊ28.71 ��m������ǿ�ȴﵽ239.24 MPa��
3 ����
1) ����������AZ91Dþ�Ͻ�ƽ�а�ѹ������Couette�����ǵ�������ݣ���ϳ����о�ʵ�������ļ������ʡ������ʶ��̬AZ91D�Ͻ�ij�ʼճ�Ⱥͼ�����ճ��Ӱ��Ĺ�ϵʽ��
2) ��Ͳ�¶Ⱥͼ��������ڽ����Ʊ������ж�ճ���кܴ�Ӱ�죬�̶�Ӱ����ι����е�����������ע������У�ע���ٶ�ʹ����ͽ��ڶԽ��ϵļ��������Լ�����ѹ�������仯���Ӷ�Ӱ������������ģ���¶ȶ�ʵ����������Ӱ�첻��ʵ��������Ҳ���ɺ��ӡ�
3) �Աȷ�����ͬ���ղ���������ģ���ʵ�������ڱ��о�ʵ�������£��ϼѵ���Ͳ�¶ȡ�ע���ٶȡ�ģ���¶ȡ��ݸ�ת�ٵĹ��ղ����ֱ�Ϊ600 �桢2.09 m/s��2.28 m/s��230 ���143 r/min��
4) ��Ʒģ����ƺ������ϼѹ��ղ���ģ��Ľ����ʾ������ƽ�ȡ�˳������ȫ���������ͣ��¶ȼ������ʱ仯��ȱ�ݶ��Լ�ճ�ȱ仯��IJ�λ�������������壬���岿λ����������������䣬�ҷֲ����ȡ�
REFERENCES
[1] FAN Z. Semisolid metal process[J]. International Materials Reviews, 2002, 47(2): 49-85.
[2] Czerwinski F. Injection molding magnesium alloys[J]. Advanced Materials & Processes, 2002, 160(11): 31-33.
[3] �����, ������, �� ��, ������. þ�Ͻ�ע����μ�������[J]. ����, 2006, 55(8): 763-766.
HU Hong-jun, YANG Ming-bo, PENG Dong, WANG Chun-huan. Summary of magnesium alloy thixo-molding technology[J]. Foundry, 2006, 55(8): 763-766.
[4] CUI X P, LIU Y B, CAO Z Y, YANG X H, LIANG W. Influence of process conditions of thixomolding on the microstructure of magnesium mobile phone housing[J]. Materials Science Forum, 2005, 488/489: 377-380.
[5] ZHANG Y F, LIU Y B, ZHANG Q Q, CAO Z Y, CUI X P, WANG Y. Microstructural evolution of thixomolded AZ91D magnesium alloy with process parameters variation[J]. Mater Sci Eng A, 2007, 444: 251-256.
[6] KIM L K, KANG T H, KIM Y S, JEONG Y D , KWAK J S. Analytic and experimental method for making magnesium alloy products based on an injection moulding process[J]. International Journal of Advanced Manufacturing Technology, 2004, 23: 566-571.
[7] CZERWINSKI F, ZIELINSKA L, PINET P J, OVERBEEK J. Correlating the microstructure and tensile properties of a Thixomolded AZ91D Magnesium alloy[J]. Acta Materialia, 2001, 49: 1225-1235.
[8] GHOSH D, KANG K, BACH C, ROEMER J G. Development of ductile thixomolded magnesium alloys[C]//Proceedings of the 34th Anniversary Congregation of Metallurgists ��Recent Metallurgical Advances in Light Metals Industries��. Canada, 1995: 473-479.
[9] ��Խ��, ë����, �� ǿ. ���̬������������ֵģ�⼼�����о���չ[J]. ���켼��, 2004, 25(12): 962-965.
BAI Yue-long, MAO Wei-min, LI Qiang. Research and development of the numerical simulation technology about filling process with semi-solid metallic materials[J]. Foundry Technology, 2004, 25(12): 962-965.
[10] ATKINSON H V. Modeling the semisolid process of metallic alloys[J]. Progress in Materials Science, 2005, 50: 341-412.
[11] ZHANG Y F, LIU Y B, CUI X P, CAO Z Y. Filling analysis for thixomolded process of AZ91D magnesium alloy[J]. Transaction Nonferrous Metals Society of China, 2006, 16: s117-s121.
[12] BARKHUDAROV M R, BRONISZ C L, HIRT C W. Three-dimensional thixotropic flow model[C]//KIRKWOOD D H, KAPRANOS P. Proceedings of the 4th International Conference on Semi-Solid Process of Alloys and Composites. Sheffield: University of Sheffield, 1996: 110-114.
[13] BARKHUDAROV M R. High pressure die casting simulation using FLOW-3D[J]. Die Cast Engineering, 1997, 5/6: 36-40.
[14] KAPRANOS P, KIRKWOOD K H. Modeling of structural breakdown during rapid compression of semisolid alloy slugs[C]//BHASIN A K. Proceedings of the 5th International Conference on Semi-Solid Process of Alloys and Composites. Golden: Colorado School of Mines, 1998: 11-19.
[15] ���ǿ, лˮ��, �� ��, �ƹ���. ������ܷ��Ʊ����̬���Ϲ��̵���ֵģ��������Ż�[J]. �й���ɫ����ѧ��, 2006, 16(3): 488-494.
YANG Hao-qiang, XIE Shui-sheng, LI Lei, HUANG Guo-jie. Numerical simulation and parameters optimization of preparation of AZ91D magnesium alloy semi-solid slurry by damper cooling tube method[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 488-494.
[16] GEBELIN J C, SUERY M, FAVIER D. Characterisation of the rheological behaviour in the semi-solid state of grain-refined AZ91 magnesium alloys[J]. Mater Sci Eng A, 1999, 272: 134-144.
[17] ����ʤ, ë����, ��ʱ��, ����, ����, ��ѩ��. ������ȴ�����°��̬AZ91Dþ�Ͻ���֯����������[J]. ����ѧ��, 2003, 39(1): 71-74.
ZHEN Zi-sheng, MAO Wei-min, YAN Shi-jian, GUI Cheng-lin, ZHAO Ai-min, ZHONG Xue-you. Microstructure and rheological behavior of semi-solid state AZ91D alloy in continuously cooling process[J]. Acta Metallurgica Sinica, 2003, 39(1): 71-74.
[18] ë����, ��ʱ��, ����ʤ, ��ѩ��. ���̬AZ91Dþ�Ͻ�Ĵ�����[J]. ����ѧ��, 2005, 41(2): 191-195.
MAO Wei-min, YAN Shi-jian, ZHEN Zi-sheng, ZHONG Xue-you. Thixotropic properties of semi-solid AZ91D magnesium alloy[J], Acta Metallurgica Sinica, 2005, 41(2): 191-195.
[19] ���ѷ�, ���±�, ��ٻٻ, ��ռ��. þ�Ͻ�ע����ι����Ż�������ֵģ��[J]. �����Ƽ���ѧѧ��, 2006, 28(s1): 94-96.
ZHANG You-fa, LIU Yong-bing, ZHANG Qian-qian, CAO Zhan-yi. Process optimization and numerical simulation for thixomolded magnesium alloy[J]. Journal of University of Science and Technology Beijing, 2006, 28(s1): 94-96.
������Ŀ�����ִ�ѧ��985���̡�������Ŀ
�ո����ڣ�2007-07-10�������ڣ�2007-11-29
ͨѶ���ߣ���ռ�壬���ڣ��绰��0431-85095874�����棺0431-85095876��E-mail: caozy@jlu.edu.cn
ժ Ҫ��Ϊ�о����̬���ϴ���ע����ι����У���Ͳ�¶ȡ�ע���ٶȡ�ģ���¶��Լ��ݸ�ת�ٶ��̬�Ͻ��Ʒ�����������ܵ�Ӱ�죬������ϵij�ʼճ�Ⱥͼ�����ճ�ȹ�ϵʽ������Carreauճ��ģ�ͣ�ģ���˲�ͬ���������µİ��̬AZ91Dþ�Ͻ�ע����ι��̡������������Ͳ�¶Ⱥ��ݸ�ת�ٿ���Ӱ�콬�ϵ�ճ�Ȳ��Ժ������ι����е�������������Ӱ�졣��ע���ٶ���Ҫ������ͽ��ڵļ���������Ӱ�죬ģ���¶ȶ�ʵ����Ӱ�첻��ͨ����ģ��ʵ�����ķ������Ż��Ĺ��ղ��������£����ϵij�����ƽ�ȡ�˳������ȫ���ͣ���������仯�ϴ�λ�������ڽ��ڲ�λ�����岿λ����������仯��С���ҷֲ����ȡ�
