
Trans. Nonferrous Met. Soc. China 23(2013) 1890-1897
Effect of nano TiN/Ti refiner on as-cast and hot-working microstructure of commercial purity aluminum
Si-qi CAI1, Yu-jie LI2, Yuan CHEN2, Xin-wei LI2, Li-hong XUE2
1. School of Mechanical Science and Engineering, Huazhong University of Science and Technology, Wuhan 430074, China;
2. School of Materials Science and Engineering, Huazhong University of Science and Technology, Wuhan 430074, China
Received 31 December 2012; accepted 8 May 2013
Abstract:
A novel type nano TiN/Ti composite grain refiner (TiN/Ti refiner) was prepared by high energy ball milling, and its effect on as-cast and hot-working microstructure of commercial purity aluminum (pure Al) was investigated. The results show that TiN/Ti refiner exhibits excellent grain refining performances on pure Al. With an addition of 0.2% TiN/Ti refiner, the average grain size of pure Al decreases to 82 ��m, which is smaller than that of pure Ti and Al-5Ti-1B master alloy as refiners. The microstructure of weld joint of pure Al with 0.1% TiN/Ti refiner is fine equiaxed grains and the hardness of weld joint is higher than that of the base metal. For pure Al with 40% cold deformation and recrystallization at 250 ��C for 1.0 h, the grains of the sample added 0.1% Ti powder have an obvious grain growth behavior. In contrast, oriented grains caused by deformation have been eliminated, and there is no obvious grain growth in pure Al refined with 0.1% TiN/Ti refiner, indicating that nano TiN in the refiner inhibits the growth of grain during recrystallization.
Key words:
nano TiN/Ti composite grain refiner; commercial purity aluminum; grain refinement; weld joint; deformation and recrystallization;
1 Introduction
Grain refinement is one of the most effective ways to achieve high-quality aluminum ingots, improve aluminum quality and enhance both mechanical properties and processing performance [1-3]. It is widely used in modern aluminum fabrication by adding grain refiners to refine the grains of aluminum and its alloys. Master alloys based on the Al-Ti-B system exhibit good grain refining performances on pure aluminum and some aluminum alloys and have been widely used in cast aluminum and its alloys [4-6]. However, there exist some problems in the application of Al-Ti-B refiner, such as greater size of TiB2 grain (about 3 ��m) and poisoned by trace elements of Zr, Cr, Mn, etc. in the aluminum melt [7,8]. These problems not only decrease the refining effect of master alloy, but also reduce the quality of deformation processing products of aluminum ingots [9,10].
In the common techniques of grain refinement, adding ultra-fine ceramic particles as nucleation agent can provide a large number of dispersed particles in order to promote heterogeneous nucleation, and the particles can refine the microstructure of metals and their alloys in the process of solidification and rolling deformation. This method has good controllability, and can overcome the uncertainty and difficulty to control the amount and size of endogenetic particles, which is suitable for industrial production and gradually attracts considerable attention of home and aboard scholars [11-13]. However, because of the poor wettability between adding ceramics particles and liquid metal, the development of this technology is restricted. Therefore, it is significant to improve the wettability and enhance nucleating effect for refining the microstructure of aluminum and its alloys.
In this work, a novel type nano TiN/Ti composite grain refiner (abbr. TiN/Ti refiner) was prepared by high energy ball milling, and its influence on as-cast and hot-working (welding, deforming and recrystallizing) microstructure of commercial purity aluminum was investigated.
2 Experimental
2.1 Preparation of grain refiner
The TiN/Ti refiner consisting of nano TiN (30-50 nm) and micron Ti powder as auxiliary material in definite proportion was mixed by a high energy ball mill (QM-SP4). In order to compare the refining effects between the TiN/Ti and other refiners, nano TiN, micron Ti powder and Al-5Ti-1B master alloy were selected as refiners.
2.2 Preparation of as-cast samples
For grain refinement study of each refiner, 750 g commercial purity aluminum (abbr. pure Al) was melted in a graphite crucible using an electrical resistance furnace. When the temperature of molten aluminum reached 720 ��C, degassing process was conducted by submerging dry C2Cl6 into molten aluminum. After degassing, the temperature of molten aluminum was raised to 750 ��C and maintained for 2 min. The grain refiners wrapped with aluminum foil, such as TiN/Ti refiner, nano TiN, micron Ti powder and bulk master alloy Al-5Ti-1B were added to the molten alloy at 750 ��C. The addition amount of refiners was in the range from 0.01% to 0.20% (mass fraction). As the refiners were added, the molten was stirred with a graphite rod, and then kept at 725 ��C for 2 min. After cleaning off the dross, molten aluminum was poured into a permanent mold as shown in Fig. 1. Before casting, the mold was pre-heated up to 250 ��C. The samples used for microstructure observation, weld, deformation and recrystallization were taken at the interception away from the bottom of 35 mm.
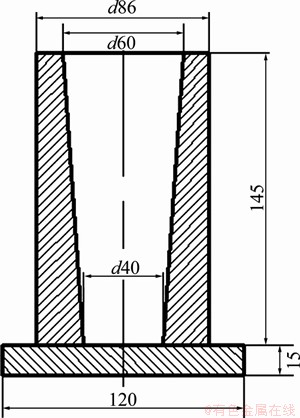
Fig. 1 Schematic diagram of permanent mold (Unit: mm)
2.3 Preparation of welding samples
The thickness of welding samples was 4 mm. Welding tests were conducted by fibre laser (IPG 4 kW) at a welding speed of 10 m/min, power of 3.0 kW, and beam spot diameter of 0.3 mm. The welding process was performed in the protection of argon at a flow rate of 1.5 m3/h.
2.4 Deformation and recrystallization
Samples for deformation and recrystallization were cut in the form of rectangular blocks (10 mm��10 mm�� 15 mm) at a distance of 35 mm from the bottom. Cold deformation test was carried out by double- action computer numerical control (CNC) hydraulic press (Y28K-400/400), and the compression rate was 40%. The samples were recrystallized at 250 ��C for 1.0 h, and then air cooled to room temperature.
2.5 Observation of microstructure
The cross section of aluminum ingots treated with different refiners was polished and then etched by high-concentration Keller��s reagent (5 mL HF, 20 mL HCl, 20 mL HNO3 and 20 mL H2O) to reveal the macrostructure. To observe the microstructure, as-cast, weld, deformed and recrystallized specimens were polished and then etched by low-concentration Keller��s reagent (2 mL HF, 3 mL HCl, 5 mL HNO3 and 190 mL H2O). The microstructure characteristics of the specimens were examined by an optical microscope (DMM-440C), and the average grain sizes of the specimens were measured using line transect method.
2.6 Hardness test
The hardness of the specimens was measured by a HV-1000 Vickers hardness tester under a load of 1.96 N and duration time of 10 s.
3 Results and discussion
3.1 As-cast structural characteristic
The macrostructures of pure Al unrefined, and treated with nano TiN, micron Ti powder, TiN/Ti refiner and Al-Ti-B master alloy are shown in Fig. 2. The macrostructure of unrefined pure Al (Fig. 2(a)) is composed of outer columnar grains and centric coarse equiaxed grains. The macrostructure of pure Al treated with nano TiN (Fig. 2(b)) is similar to that of unrefined pure Al. Because of the poor wettability between nano TiN particles and liquid aluminum, nano TiN particles cannot enter liquid aluminum and have no refining effect. During the refining treatment process, nano TiN particles are adhered on the wall of graphite crucible, preventing nano TiN particles dispersed in the liquid aluminum.
As shown in Figs. 2(c) and (d), the macrostructures of pure Al treated with 0.1% Ti powder and TiN/Ti refiner are fine equiaxed grains. However, under the condition of the same amount of addition, pure Al with TiN/Ti addition has much finer grains than that with Ti powder. This indicates that TiN/Ti refiner exhibits more excellent grain refining performances than the micron Ti power.
The macrostructures of pure Al with 0.2% TiN/Ti addition (Fig. 2(e)) and 0.2% Al-5Ti-1B addition (Fig. 2(f)) are finer equiaxed grains, and the grain size of aluminum adding TiN/Ti refiner is smaller than that adding Al-5Ti-1B. Therefore, the TiN/Ti refiner has better grain-refining performances than Al-5Ti-1B master alloy.
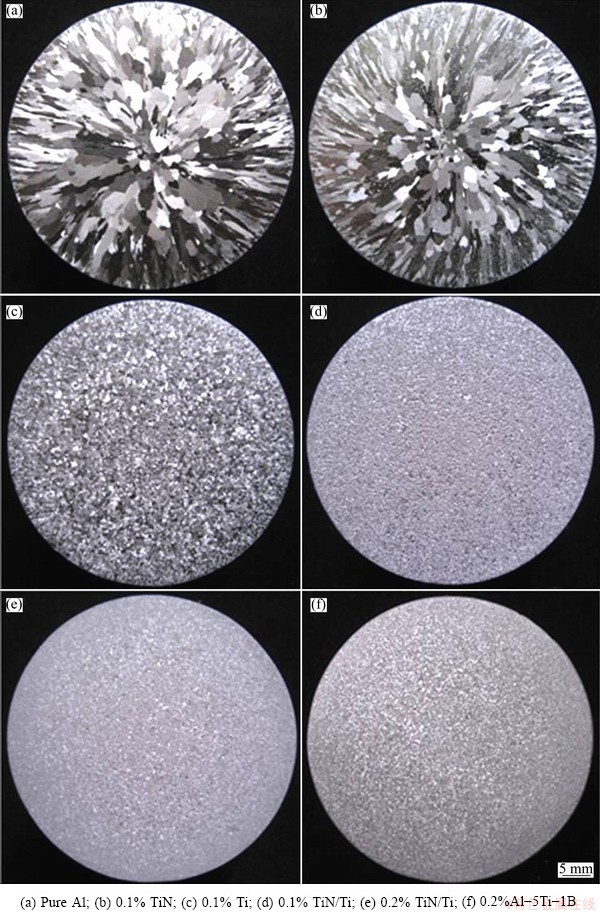
Fig. 2 Macrostructure of pure Al with different refiners
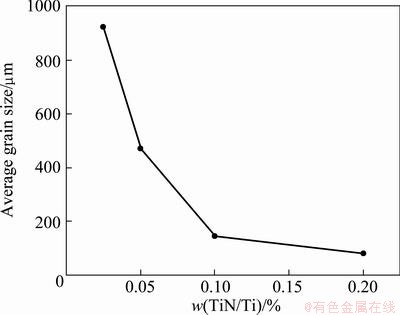
Fig. 3 Effect of content of TiN/Ti refiner on average grain size of pure Al
Figure 3 shows the average grain size curve of pure Al with different contents of TiN/Ti refiner. As the amount of TiN/Ti refiner increases, the average grain size decreases gradually. With 0.2% addition of TiN/Ti refiner, the average grain size of pure Al decreases to 82 ��m.
Figure 4 shows the effect of TiN/Ti refiner and Al-5Ti-1B master alloy content on the grain size of pure Al. With the same content of 0.05% TiN/Ti refiner and Al-5Ti-1B master alloy, similar grain refining efficiency is obtained. However, with the increment of refiner amount, the difference of pure Al grain size between TiN/Ti and Al-5Ti-1B addition enlarges gradually. When the addition of refiners is 0.2%, the grain size of pure Al is 178 and 82 ��m for Al-5Ti-1B and TiN/Ti refiners, respectively.
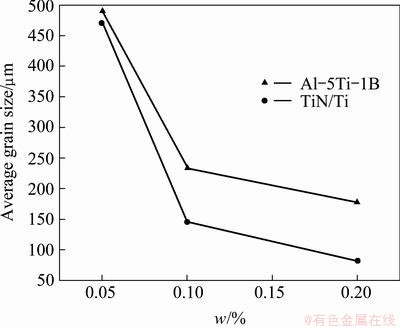
Fig. 4 Effect of refiner content on average grain size of pure Al
Based on the results above, TiN/Ti refiner exhibits excellent grain refining effect on pure Al. The refining mechanism is as follows: 1) During ball-milling process, nano TiN particles are uniformly dispersed and inset on the surface of micron Ti powders, which provids the condition for the distribution of TiN particles in liquid aluminum; 2) Both TiN and Al are face-centered cubic crystals, and the lattice constants are 0.4240 and 0.4049 nm, respectively. Because the misfit of lattice constants is 4.72% between TiN and Al crystals, TiN keeps a good coherent relation with ��(Al) crystal and acts as effective nucleation particles; 3) Micron Ti powder as auxiliary material reacts with liquid aluminum and releases a lot of heat. This effect decreases the interface tension to facilitate the homogenous distribution of TiN particles throughout molten aluminum, which improves the wettability between nano TiN particles and aluminum melts. Owing to the low activity of Ti in aluminum molten, the segregation of Ti takes place, and forms the ��Ti-rich�� zone at interface between TiN particles and liquid aluminum [14,15]. The formation of ��Ti-rich�� zones improves the structural adaptability of nano TiN particles and ��(Al) phase to enhance the wettability between TiN and Al matrix. Therefore, when aluminum molten is treated with TiN/Ti refiner, a large amount of TiN particles as heterogeneous nucleus with high stability in liquid aluminum produce excellent grain refining efficiency for pure Al.
TiB2 particles in Al-5Ti-1B master alloy have micron size (about 3 ��m), with the same addition of TiN/Ti and Al-5Ti-1B, the amount of nano TiN is far larger than that of TiB2. On the other hand, TiB2 is inclined to aggregate and grow in liquid aluminum, and poisoned by trace elements such as Cr, Zr and Mn. Therefore, TiN/Ti refiner exhibits more excellent efficiency than Al-5Ti-1B master alloy in decreasing the grain size of pure Al.
3.2 Structure and hardness of weld joint
The macrostructures of weld joint of unrefined pure Al and 0.1% TiN, Ti and TiN/Ti addition refined Al are shown in Fig. 5. As shown in Figs. 5(a) and (b), both the macrostructures of weld joint pure Al and refined with 0.1% nano TiN are coarse columnar crystals, which are similar to those of the base metals. This is because the great temperature gradient in molten pool results in the formation of coarse columnar crystals during solidification in weld pool. From Fig. 5(b), it is obvious that crack is developed in the center line of the weld joint of pure Al with nano TiN addition. The columnar crystals distribution is symmetrical to the center line of weld joint, which is just the weakest zone of the whole joint. The heat crack generates at the end of solidification.
Figure 5(c) shows the macrostructure of weld joint of pure Al with 0.1% Ti powder addition, which is still columnar crystal. Because the grain size of base metal refined by Ti powder is smaller, the size of columnar crystals of weld joint is smaller than that with TiN addition. Compared with the weld joint with Ti powder addition, the grain size of weld joint with TiN/Ti addition is much finer (see Fig. 5(d)), and the grains from the middle to bottom part of the weld joint are hardly to be perceived by the naked eye.
Figure 6 shows the microstructure of the weld joint of pure Al refined with 0.1% Ti powder and 0.1% TiN/Ti refiner. As shown in Fig. 6(a), the microstructure of pure Al with 0.1% Ti powder addition is paralleled columnar crystals in the direction of heat dissipation. When weld pool solidifies, the nucleation of ��(Al) phase is based on the aluminum grains of base metal, and then the preferential growth of grains occurs because of greater temperature gradient in weld pool and unidirectional cooling along the base metal. There is no free nucleation in weld pool, directional growth of columnar crystal leads to the formation of transcrystalline grain in weld joint.
The microstructure in Fig. 6(b) indicates that the columnar crystal zone of pure Al refined with 0.1% TiN/Ti refiner is narrow on the side of weld joint, and the microstructure in joint mainly consists of finer equiaxed crystals. Finer equiaxed crystals originate from a large amount of nano TiN particles in the aluminum ingots by adding TiN/Ti refiner, as substrates of heterogeneous nucleation during the solidification of fusion zone, facilitating the nucleation of ��(Al) phase and inhibiting the growth of columnar crystals. Owning to the high cooling speed of molten pool, the grain size in weld joint is finer than that of the base metal. ��(Al) phase grains in weld joint are refined by nano TiN particles, which demonstrates that nano TiN particles in as-cast pure Al refined with TiN/Ti exhibit excellent stability and hereditary.
The Vickers hardness of weld joint with different refiners is shown in Fig. 7. As seen, the hardness in base metal, heat-affected zone and weld joint of pure Al unrefined and refined with 0.1% TiN are basically the same. This is because of the same grain size in various zones of sample. The hardness of sample refined with 0.1% Ti powder shows a general change trend of the common weld joint [16], namely, the hardness is symmetrical to the center line of the weld joint. This shows that Ti powder has no grain refining effect on the weld joint of pure Al. However, for the sample refined with 0.1% TiN/Ti, the highest hardness appears in the center line of the weld joint, the formation of hardness distribution is derived because the notably refined grains and the strengthening effect of nano TiN segregated at the center of weld joint.
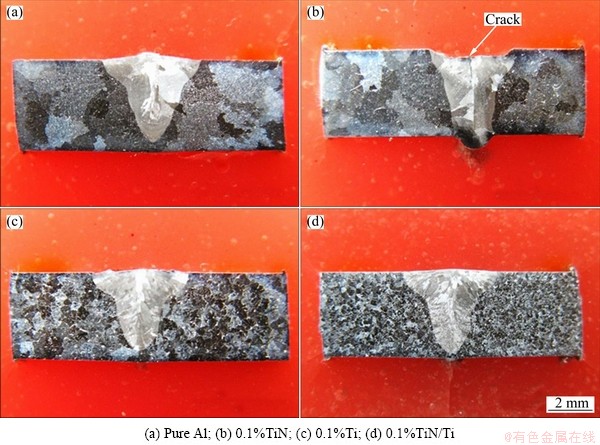
Fig. 5 Macrographs of weld joint with different grain refiners
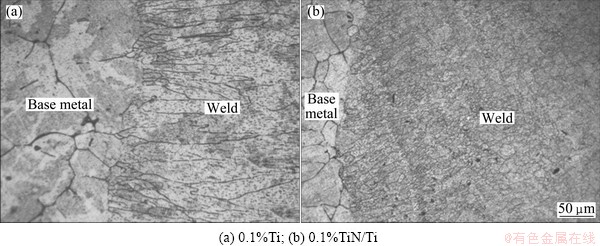
Fig. 6 Microstructure of weld joint with different grain refiners
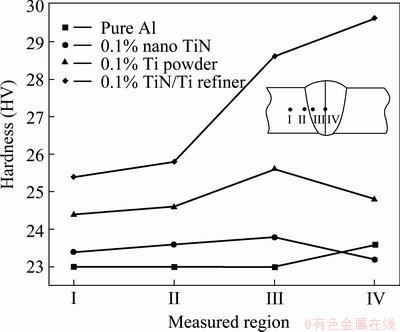
Fig. 7 Vickers hardness curves of aluminum weld with different grain refiners
3.3 Microstructure of deformation and recrystalliza- tion
The morphologies of deformational aluminum samples are shown in Fig. 8. Coarse grains of pure Al blocks unrefined and refined with TiN result in rough sides which is caused by deforming plastically unevenly, and show relatively poor performance of plastic processing. However, the sample refined by 0.1% TiN/Ti has smooth sides and flat outline after deforming uniformly, due to its smaller grain size. The grains are finer, and the number of grains in a given volume within is larger. Under the same level of plastic deformation, specimens as a whole are deformed uniformly and have smooth surface morphology because intragranular deformations have occurred in more grains. This is why grain refining is required before deep processing of aluminum and its alloy.
The microstructures of deformation and recrystallization of pure Al with different refiners are shown in Fig. 9. As shown in Figs. 9(a) and (c), after plastic deformation of 40%, the aluminum grains are elongated and oriented arranged. Because the grain size of the sample added TiN/Ti is significantly smaller than that with Ti addition, the deformation and directionality of the crystal grains are more obvious. As can be seen from Figs. 9 (b) and (d), after heat preservation at 250 ��C for 1.0 h, the grain growth of sample by adding 0.1% Ti powder is more obvious. For the sample with 0.1% TiN/Ti addition, the grain orientation distribution as a result of deformation is eliminated and the grains have no significant growth. Nano TiN particles, which reveal perfect coherent relationship with Al matrix, are dispersed uniformly in the aluminum matrix with TiN/Ti refiner. TiN particles can effectively tack dislocations and subcrystalline crystal boundaries, stabilize the substructure and strongly inhibit the recrystallization of aluminum.
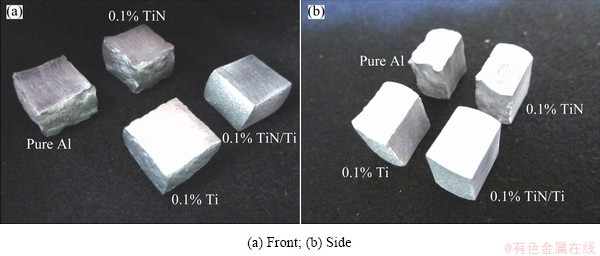
Fig. 8 Morphology of deformational aluminum samples with different grain refiners
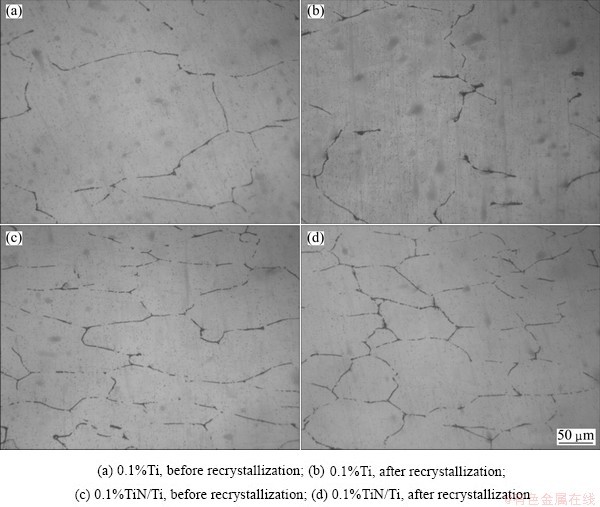
Fig. 9 Microstructures of deformation and recrystallization of pure Al with different refiners
4 Conclusions
1) The nano TiN/Ti composite refiner exhibits excellent grain refining effects on pure Al, which is better than micron Ti powder and Al-5Ti-1B master alloy. With 0.2% addition of TiN/Ti composite refiner, the average grain size in the pure Al decreases to 82 ��m.
2) The macrostructures of weld joint of pure Al unrefined and refined with 0.1% TiN are coarse columnar crystals, the grain size of which is similar to the base metal. For the sample with 0.1% TiN/Ti addition, there is narrow columnar crystal zone near the side of the joint, and the joint is mainly composed of fine equiaxed grains. The grain size is significantly smaller than that of base metal, and its hardness is also higher than that of the base metal.
3) Pure Al sample refined with TiN/Ti refiner is deformed uniformly and its plastic deformability is improved. Uniformly dispersed nano TiN particles in the as-cast sample with TiN/Ti refiner inhibit the dislocation motion in the recrystallization process and refine the recrystallization grains.
References
[1] MONDAL D P, NIDHI J H A, ANSHUI BADKUL, DAS S. Effect of Al-Ti-B master alloy addition on microstructure, wear and compressive deformation behaviour of aluminum alloys [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(5): 1001-1011.
[2] EASTON M, StJOHN D. Grain refinement of aluminum alloys [J]. Metallurgical and Materials Transactions A, 1999, 30: 1613-1633.
[3] YAN You-wei, LIU Sheng-fa, FAN Xiao-ming, FU Zheng-yi, WEI Bo-kan. SHS of Al-TiC grain refiners and their grain refining performances for commercially pure aluminum [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(5): 897-901. (in Chinese)
[4] HAN Yan-feng, SHU Da, WANG Jun, SUN Bao-de. The size distribution of TiB2 particles and grain refining performance of an Al-5Ti-1B master alloy prepared under ultrasonic vibration [J]. Journal of Shanghai Jiaotong University, 2007, 41(4): 604-608. (in Chinese)
[5] MURTY B S, KORI S A, CHAKRABORTY M. Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying [J]. International Materials Reviews, 2002, 47(1): 3-29.
[6] HU Yong-mei, LIU Zheng. Effect of compound additive Al-5Ti-B and Y on solidification microstructure of semi-solid A356 aluminum alloy [J]. Foundry, 2011, 60(9): 869-874. (in Chinese)
[7] ABDEL HAMID A A, ZAID A I O. Poisoning of grain refinement of some aluminium alloys [C]//MOHAMED F H, SAID M M. Current Advances in Mechanical Design and Production VII. Oxford: Pergamon, 2000: 331-338.
[8] XIAO Zheng bing, DENG Yun lai, TANG Jian guo, CHEN Qi, ZHANG Xin-ming. Poisoning mechanism of Zr on grain refiner of Al-Ti-C and Al-Ti-B [J]. The Chinese Journal of Nonferrous Metals, 2012, 22(2): 371-378. (in Chinese)
[9] McCARTNEY D G. Grain refining of aluminum and its alloys using inoculants [J]. International Materials Reviews, 1989, 34(5): 247-260.
[10] LI H, SRITHARAN T, SEOW H P. Grain refinement of DIN226 alloy at high titanium and boron inoculation levels [J]. Scripta Materialia, 1996, 35(7): 869-872.
[11] ARRIBAS M, LOPEZ B, RODRIGUEZ-LBABE J M. Additional grain refinement in recrystallization controlled rolling of Ti-microalloyed steels processed by near-net-shape casting technology [J]. Materials Science and Engineering A, 2008, 485: 383-394.
[12] NEDJAD S H, FARZANEH A. Formation of fine intragranular ferrite in cast plain carbon steel inoculated by titanium oxide nanopowder [J]. Scripta Materialia, 2007, 57: 937-940.
[13] FAZACKERLEY R L, GRAY J M, FAZACKERLEY W J. The use of stable particles for the prevention of grain coarsening in the heat affected zone of steel weldments [C]//WEILAND H, ADAMS B L, ROLLETT A D. Grain Growth in Polycrystalline Materials III. Warrendale PA: Minerals, Metals & Materials Society, 1998: 607-613.
[14] MOHANT P S, GRUZLESKI J E. Mechanism of grain refinement in aluminum [J]. Acta Metallurgica et Materialia, 1995, 43(5): 2001-2012.
[15] YU Li-na, LIU Xiang-fa. Ti transition zone on the interface between TiC and aluminum melt and its influence on melt viscosity [J]. Journal of Materials Processing Technology, 2007, 182(3): 519-524.
[16] TIAN Fu-quan, FU Guo-feng, ZHOU Chuan-liang, JIANG Lan. Microstructure and properties of weld joints on Al-alloy sheets for high-speed train carriages [J]. Journal of Northeastern University: Natural Science, 2006, 27(1): 49-52. (in Chinese).
����TiN/Ti����ϸ�����Թ�ҵ������̬���ȼӹ�̬��֯��Ӱ��
��˼��1�������2���� Ԯ2������ε2��Ѧ����2
1. ���пƼ���ѧ ��е��ѧ�빤��ѧԺ���人 430074��
2. ���пƼ���ѧ ���Ͽ�ѧ�빤��ѧԺ���人 430074
ժ Ҫ�����ø�����ĥ���Ʊ�һ������TiN/Ti���Ͼ���ϸ�������о���ϸ�����Թ�ҵ��������̬���ȼӹ�̬��֯��Ӱ�졣���������TiN/Ti����ϸ�����Թ�ҵ�����������Եľ���ϸ�����ã���TiN/Ti����ϸ����������Ϊ0.2%ʱ(��������)��ƽ�������ߴ�ϸ����82 ��m����ϸ��Ч�����ڴ�Ti��Al-5Ti-1B�м�Ͻ�����0.1% TiN/Ti���������ĺ�����֯��ϸС�ĵ��ᾧΪ��������Ӳ�����Ը���ĸ�ġ��������Ϊ40%�Ĵ���������250 ��C���ٽᾧ����1.0 h������0.1% Ti�۵��������������Ϊ���ԡ�������0.1% TiN/Ti������������ε��µľ�������������������û���������֣�����ϸ�����е�����TiN�������ٽᾧ�����еľ�������
�ؼ��ʣ�����TiN/Ti���Ͼ���ϸ��������ҵ����������ϸ�������죻���κ��ٽᾧ
(Edited by Jing-hua FANG)
Corresponding author: Si-qi CAI; Tel: +86-27-87544677; E-mail: k.sai@163.com
DOI: 10.1016/S1003-6326(13)62674-6
Abstract: A novel type nano TiN/Ti composite grain refiner (TiN/Ti refiner) was prepared by high energy ball milling, and its effect on as-cast and hot-working microstructure of commercial purity aluminum (pure Al) was investigated. The results show that TiN/Ti refiner exhibits excellent grain refining performances on pure Al. With an addition of 0.2% TiN/Ti refiner, the average grain size of pure Al decreases to 82 ��m, which is smaller than that of pure Ti and Al-5Ti-1B master alloy as refiners. The microstructure of weld joint of pure Al with 0.1% TiN/Ti refiner is fine equiaxed grains and the hardness of weld joint is higher than that of the base metal. For pure Al with 40% cold deformation and recrystallization at 250 ��C for 1.0 h, the grains of the sample added 0.1% Ti powder have an obvious grain growth behavior. In contrast, oriented grains caused by deformation have been eliminated, and there is no obvious grain growth in pure Al refined with 0.1% TiN/Ti refiner, indicating that nano TiN in the refiner inhibits the growth of grain during recrystallization.
