
ʯ���ǽ���ȱø���������¶ȳ�������Ԫ����
�������⣬�������ƽ���ν���
(���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ������ʯ���ǽ����Ҫ������Ȼ��ɻ�����ܺ�������ɷ��IJ��㣬���ȱü���Ӧ����ʯ���ǽ��ĸ����ѡ���Ը����ҽ����¶Ⱥ㶨���ȱø���װ�ã������乤�����̡��ڴ˻����ϣ�����ANSYS�ȷ���ģ��ģ������ҽ����¶�Ϊ70 ��ʱ�������ǽ���ڲ�˲̬�¶ȳ��ֲ����о�������������ȸ���ǰ��ʯ���ǽ�����¿죬��������Ҫ�����������ı߽������ڼ��ȸ������ڣ�ǽ���ڲ��¶������ٶȱ���������6 h��ǽ���¶����غ��¶�����һ�£���ʯ���ǽ���ͷ�ײ�������ǽ���ʵ�����λ��ǽ���¶����ﵽ���غ��¶�һ�£���ǽ�峤�ȷ�����ʯ���ǽ���м���¶��ݶȻ�����Ϊ0 ��/m����ǽ����¶ȳ����з���õ��¶ȳ��仯���ɣ���Ϊǽ��ĸ���װ����ƺ��﹤����������ṩ�ο���
�ؼ��ʣ�
ʯ���ǽ�����ȱ����������¶ȳ�������Ԫ��
��ͼ����ţ�TK173; TK124 ���ױ�־�룺A ���±�ţ�1672-7207(2010)05-1828-06
Finite element simulation of temperature fields of gypsum wallboard in heat pump drying process
ZHU Gui-hua, GAO Xu-guang, LI Kang, HU Jun-ping, HE Jiang-san
(School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: Based on the fact that gypsum wallboard mainly relies on natural air-drying or simple tunnel drying with high energy consumption method, heat pump technology was applied to dry gypsum wallboard and a heat pump drying device was designed to control the drying chamber inlet temperature constant, and the procedure was analyzed. ANSYS thermal analysis module was used to simulate the distribution of transient temperature field of the internal gypsum wallboard in the drying process when the drying chamber for the intake air temperature was 70 ��. The results show that the temperature of gypsum wallboard goes up fast at the pre-heating stage, the high temperature zone is mainly the outside surface��s corner region; at medium-term heating stage, the internal temperature of gypsum wallboard rises slowly. After 6 h, the temperature of gypsum wallboard is the same as the loading temperature; the bottom of rabbet of wallboard that is the thickest part of gypsum wallboard reaches the final steady-state temperature; in the direction of the length of gypsum wallboard middle temperature gradient is 0 basically. Changes of temperature field from simulation of temperature field offer references for improving the drying device and the drying process.
Key words: gypsum wallboard; heat pump; drying; temperature fields; finite element
ʯ���ǽ������ܶȵ͡��ٳɡ����¡��������ͻ���ص㣬���ҶԻ�������Ⱦ����Լ��Դ����һ�ֵ��͵���ɫ���IJ�Ʒ�����������ǽ����ϡ����� �⣬���������ʯ��ǽ������������ǽ����ռ40%~50%(�����ߴ�70%)�����ҹ�����5%��Ŀǰ���ҹ�ʯ��ǽ�彥���õ�Ӧ��[1-2]�������ҹ���ҵ������ǽ���������ͼ�������������ȹ����豸�Ƚ����ʯ��ǽ���������Եõ���֤����������ʯ���ǽ�����������豸����ʮ����Ҫ�����塣������ʯ��ǽ�������е���Ҫ���չ��̡������ĸ���װ����������ǽ��������ʣ���֤ʯ��ǽ���������Schuette��[3]�����˿��ٸ���ʯ���ϵͳ����ϵͳ�ж����ĸ��﷿�����ж�㡢���ܡ��������ص㣬�ȿ����ڸ��﷿����Ϊ������ʴӸ��١�������������������ӹ��ƶ���ʯ��壻��ϵͳ���п�����ѭ���Ĺ��ܣ����з�ֹǽ���Ե���ɼ��ȴ�ʩ��Nowick��[4]�����һ��ʯ��ǽ����﷽�����豸�������豸������ͨ�����ȼ��١��������»�����Ƚ�����ʯ��ǽ���ɳ�ˮ����ɳ��һ���ĿƼ�����˾������һ����ʯ��ǽ���������﷿��ʹʯ��ǽ��õ���Ч�����ʸ������[5]�Դ˸��﷿Ϊԭ�ͣ�ͨ��ʵ��ⶨ���ݣ��õ���ʯ��ǽ������������ߣ��ܽ���ʯ��ǽ���ʧˮ��������¶ȵĹ�ϵ��Ŀǰ�����������ʯ��ǽ��������Դ�������豸������̵��о����١�ʯ���ǽ����ص��ǵ���ϵ��С�������¶ȵͣ�����ʱ�䳤����������Ҫ��ߡ��ȱø���װ����һ������Ч����װ�ã�����Ч�������ȵ��ȱü�������\���л�����[6-7]��Ӧ����ʯ���ǽ�������ж��ص����ơ��ڴˣ��������߶�ʯ���ǽ���ȱø���װ�õĹ������̼��ŵ㡢ǽ���������¶ȳ�ģ��Ƚ����о���
1 ʯ���ǽ��ĸ��﹤��
1.1 ǽ������Ŀ��
ʯ���ǽ������������Ҫ�����Ļ�ѧ��ӦΪ[8]��
Ca2SO4��1/2H2O+3/2H2O= Ca2SO4��2H2O (1)
��ʯ���ǽ��������䷽�У������ˮ��ֻ��һ���ֲμ�����ʽ(1)��ˮ����Ӧ������˽ᾧˮ���������Ϊʣ������״̬��ˮ����ʯ��ǽ���С�ʯ���ǽ�������Ҫ��ͨ�����������ǽ�����ʪ������ǽ��������״̬��ˮ�ų�ȥ��
1.2 ǽ����ﳣ�淽��
ʯ���ǽ����ﳣ������Ȼ���ɻ��ǽ������ר�ŵĸ������ڼ��Ⱥ�ɡ���Ȼ��ɸ���������ڳ���ռ�������������Ӱ��ϴ��ر����Ϸ�������ˮ�࣬ʪ�ȴ����Ա�֤������������������������ɸ������Ч�ʽϸߣ���û���������õĵط���Դ���Ĵ���ɱ��ߡ���Ȼ���Բ���Ҥ¯���ȡ��̵�������ů����������ȿ���Ϊ��Դ����������Щ��Դ����Դ���ȶ��Ի��������豸�ϴ�Ӱ�죬��Դ�¶ȼ�ʪ�ȵı仯����ʹǽ����Ρ�ը�ѡ��ۻ��ȣ����Ҫ���ƶ������ĸ����ƶȣ��ϸ�ִ�й��չ涨���볣�������ȣ��ȱø�����������ŵ㣺��Լ�ܺģ���߲�Ʒ���������������ɵ��ڷ�Χ������Լ����ʱ�䣻�����Ѻá�
1.3 ǽ����﹤��
���ݺ��ϴ�ѧ���ϲ����о����ṩ�����ݣ��ۺϿ��Ǿ����Ժ���Ч�����������¸��﹤�գ��������Ϊ�ȿ�����ͨ���ȱü��Ȼ���������70 �棬�ȷ�������ǽ���ڲ�������ƽ�У�������������������Ч������߸���Ч�ʣ����ٸ���ʱ�䡣�˸������������ʯ��Ļ�ѧ���ʲ���Ӱ�졣�ȿ���ͨ�����ͨ���������ǽ���γ�ǿ�ȶ������ȣ�������ͨ�����ã�������ҿռ��С�����ڽ϶�ʱ��ﵽ70 �棬Ȼ���ָ��﷿�¶Ⱥ���(70 ��)��
ʯ���ǽ������ȡ�ȱø���װ�ã���֤ǽ������ڽ϶�ʱ���ھ����ų���������״̬��ˮ�����ʯ���ǽ���ǿ�ȣ�����ʯ��ǽ�忪�ѣ����ٴﵽ����Ҫ�ﵽ���ʴ�Ч��Ч����
2 ʯ���ǽ���ȱ�װ�õ�ȷ��
�ȱ���һ�ָ�Ч����װ��(����������/���ĵ�����>100%)[9]���������������ȱø���װ���ܹ�����ǽ�����Ĺ���Ҫ�����ʱ�ʽѭ��[10-15]��ϵͳ���ȱú�����2����Ԫ��ɣ�ϵͳ������ͼ1��ʾ��
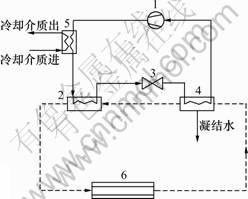
1��ѹ������2����������3����������4����������
5��������������6��������
ͼ1 ʯ���ǽ���ȱø���װ������ͼ
Fig.1 Flow of heat pump device of plaster
2.1 ����װ�õĹ�������
ͼ1��ʾ�ȱø���װ����2����ϵͳ���:�ȱù���ѭ����ϵͳ1��2��3��4��1�Ϳ���ѭ����ϵͳ6��4��2��6���ȱ���ϵͳ����ѹ����1��������2��������3��������4������������5����ɵķ�ջ�·���ȱù���������ѭ���������书�������������н�ѭ������(ʪ����)�е�ˮ�ֳ�ȥ��֮�������������н�����������ȵ����ʵ��¶Ƚ����������������ˮ�֣�����ѭ����ϵͳ�ɸ�����6��������4(������)��������2(������)����ɣ�����������ѭ���������书����ͨ��ѭ������������ʪ���ϵ�ˮ�ִ��ߣ���������ʱ��ˮ�������ų���
��ǽ���ȱø�������У���������2����Ҫ�����ǣ�һ�����������Ը��﷿�����е����Ⱥ�DZ��ʹ����������������ڳ��������������һ�����ǶԿ������н��³�ʪ����߿�������ʪ��������ˣ�������������ѭ���е���Ҫ������ȥʪ��ȴ������ȥʪ��
2.2 �ȱø���װ�õ��ŵ�
��װ���Կ��Ƹ����ҽ����¶Ⱥ�Ϊ70 ��ΪĿ����Ƶġ�������ǽ�����ǰ�ں����ڣ���ʪ��Ҫ�dz�ȥǽ��Ķ��������̬ˮ�֣���ʱ��������������ϵͳ��ʪ�ٶ�Ӱ������ij�ʪ����ȡ���ڸ����ҽ����ڿ�����ʪ����ֵ�����, ��ϵͳ���ô������������ı�ʽ�ȱø���װ�ã����ȱ�ѭ��ϵͳ���������ֳ�2���֣�����һ����Ϊ�������������ȱø���װ�ôﵽ�趨�����¶Ⱥ�Ķ������������������˽ṹ���������ڿ��Ƹ����¶����㣬�ܱ��ָ������ں㶨���¶������У����Ҹ����������Ļ���ϵ���ϸߣ�����Ҫ���⼼���Ļ����������⣬�������ø������������������������Ͻ���Ԥ�ɣ������ⲿ���¶Ƚϸߵ������ȣ��Ƚ�Լ����Դ���������ϵͳ�� Ч�ʡ�
3 ǽ���ڲ��¶ȳ�ANSYS����
���ȸ�����̶���ʯ���ǽ��ĺ�����������Ҫ��Ӱ�죺�¶ȹ����ƻ�ǽ����ڲ��ṹ�����¶ȹ�����ǽ�������Ч�ʡ���ʵ�������У�ǽ���¶��������ڲ��¶�����ͨ�������ķ��������õ���ͨ������Ԫ���棬�����ܵõ�ʯ���ǽ���ڲ��������¶ȱ仯��������һ����ж�ʯ��ǽ�������¶Ⱥ�ʱ�ܹ��ﵽ����һ�£��Ӷ�Ϊ�ȱø���װ�õ�����ṩ�ο���ʯ���ǽ���¶ȳ��ڼ��ȸ����������ʱ�䷢���仯������˲̬�ȷ�����ANSYS�������ȷ���ģ�����֧��˲̬�ȷ�����
���������غ�ԭ����˲̬���ȿ����ù�ʽ���� Ϊ[14]��
![]() (2)
(2)
ʽ�У�KΪ��������������ϵ��������ϵ���������ʺ���״ϵ����CΪ�����ݾ���TΪ�ڵ��¶�������![]() Ϊ�¶ȶ�ʱ��ĵ�����QΪ�ڵ����������������������ɡ�
Ϊ�¶ȶ�ʱ��ĵ�����QΪ�ڵ����������������������ɡ�
3.1 ������ȷ��
3.1.1 ǽ��ߴ����
ǽ��ijߴ�������1��ʾ���ɱ�1��֪��ǽ�峤��Ϊ2.80 m����������ʯ��ǽ��ģ�ʹ�������˵�Ԫ�����������������ٶȣ����ԣ��ڽ�ģ�н�����һ�������ܳ����̵�1.00 m������ʵ�ʷ���Ľ�������ȷ�����ʯ��ǽ���м���¶��ݶȻ�����Ϊ0 ��/m�������������Է�����û��Ӱ�죬���ҿ����ʵ������غɲ��������͵�λ�����ϵ�Ԫ����������߷������ľ��ȡ�
��1 ʯ���ǽ��ijߴ����
Table 1 Size parameters of gypsum wallboard m

3.1.2 ����������߽�����
ʯ�ཨ�ĵĵ���ϵ��Ϊ0.20~0.28 W/(m2?��)����ʯ���ǽ����ʩ�ӵı߽��������ڵ�һ��߽������������¶���������һ�����غɣ��غ��¶�������ʩ�ӵ�ʯ��ǽ�������档
��ʼ������ʯ��ǽ��ij�ʼ�¶ȺͶ������ȱ߽�������ʯ�ཬ�Ͻ�ע�����̺�ѧ��Ӧ�ų�����������ʹʯ���ǽ���¶ȴ�30 �����ң��˼�Ϊ��ʼ�¶ȡ���ǽ����ȸ�������У����������¶�Ϊ70 �� ���ҡ�
�����е�������ͨ�����������ǽ��ĽӴ�������ǽ�崫�ݣ��������ֶ������ȹ���ǿ�ҳ̶ȵ��Ƕ�������ϵ����
��������ϵ����Ҫ���������ؾ�����������������������������䡢���������״̬�����ȱ���ļ������ء�������������ʵȣ���ˣ�ǽ�����������ڿ���Ķ�������ϵ���Dz���ͬ�ġ�ǽ���ڿ����ǿ�ƶ�������ϵ��![]() �ļ��㹫ʽΪ��
�ļ��㹫ʽΪ��
![]() ��
��
��Re��104��0.6��Pr��160ʱ (3)
ǽ��������ǿ�ƶ�������ϵ��![]() Ϊ[15]��
Ϊ[15]��
 ��Re��2��105 (4)
��Re��2��105 (4)
ʽ�У�ReΪ������ʵ���ŵ����PrΪ�����������������eΪ����ϵ������Զ̹�l/d=30~40ʱ(lΪǽ�峤�ȣ�dΪ�ڿ�ֱ��)��eȡֵ��ΧΪ1.02~1.07��![]() Ϊ������ʵ��ȵ��ʣ�W/(m2?��)��uΪ����������٣�m/s��
Ϊ������ʵ��ȵ��ʣ�W/(m2?��)��uΪ����������٣�m/s��![]() Ϊ״̬�µĽ����ܶȣ�kg/m?��
Ϊ״̬�µĽ����ܶȣ�kg/m?��![]() Ϊ������ʶ����ȣ�Pa?s��cpΪ������ʵıȶ�ѹ���ݣ�kJ/(kg?��)��nΪ����ָ������������ʱ���ȴʱ��nȡ0.3��
Ϊ������ʶ����ȣ�Pa?s��cpΪ������ʵıȶ�ѹ���ݣ�kJ/(kg?��)��nΪ����ָ������������ʱ���ȴʱ��nȡ0.3��
3.2 ��ͬʱ�̵��¶ȷֲ���ͼ
����ANSYS�ڵ�post1�������ɵõ�����ʱ��ǽ����¶ȳ��ֲ�ͼ���ֱ�ȡ0.5��2��5 h���¶ȳ��ֲ���ͼ��
ͼ2��ʾΪǽ�����0.5 h���¶ȳ��ֲ�ͼ(ע��ͼ�ұ�ÿ��ɫ���Ӧ���ϡ���2���¶ȷ�Χ����ͬ)����ͼ2���Կ�����ǽ���ڲ����ڷdz����Ե��¶��ݶȷֲ�����41.062~57.905 �治�ȣ�ʯ���ǽ���ڲ����¶Ƚϳ�ʼ�¶�ʱ�������ߡ�
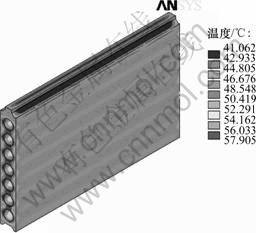
ͼ2 �����¶�Ϊ70 ��ʱ��ǽ����ȸ���0.5 h���¶ȳ��ֲ�
Fig.2 Distribution of temperature field after drying at air temperature 70 �� for 0.5 h
ͼ3��ʾΪǽ�����2 h���¶ȳ��ֲ�ͼ���ɼ���ʯ���ǽ���¶�����Ϊ58.079~68.255 �棬ǽ���¶������ٶȽϼ���ǰ1 h������
ͼ3 �����¶�Ϊ70 ��ʱ��ǽ����ȸ���2 h���¶ȳ��ֲ�
Fig.3 Distribution of temperature field after drying at air temperature 70 �� for 2 h
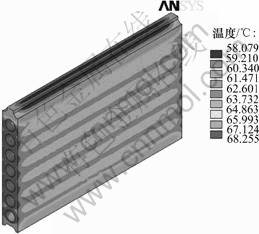
ͼ4��ʾΪǽ�����5 h���¶ȳ��ֲ�ͼ���ɼ���ǽ���¶ȷ�ΧΪ68.268~69.949 �棬�����¶ȳ���������̬���ӽ�70 �档
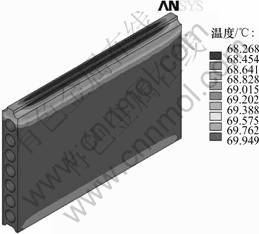
ͼ4 �����¶�Ϊ70 ��ʱ��ǽ����ȸ���5 h���¶ȳ��ֲ�
Fig.4 Distribution of temperature field after drying at air temperature 70 �� for 5 h
3.3 �������
��ͼ2~4�ɿ���ǽ���¶����ߵĹ��̡��ڸ���ǰ�ڣ�ʯ���ǽ�����½Ͽ죬�ڱ����������������������Ӧ�����еĸ��¼��С�������Ϊ��������������������Ӵ��ȿ����ı�����Ƚϴ��Ƚ������еýϳ�֡�ǰ1.5 h������Ϊ�Ǹ���Ԥ���ڡ����˼��ȸ������ڣ�Լ2 h��ǽ���ڲ��¶ȳ�����������������Ϊ�¶ȳ����ȿ������¶�Խ��Խ�ӽ����ⲿ��������Ч�ʽ��ͣ���ʯ��ǽ��ĵ���ϵ���ֺ� С�����ڲ�����Ҳ������������ʱ��Ϊ5 hʱ��ʯ��ǽ���ڲ��¶ȴﵽ68 �����ϣ�����ļ��Ƚ����ڽ���������ʱ������ӣ��¶ȳ��������غ��¶ȳ�һ�¡��ڿ��ǽ��ܵ�����¼���6 h���Խ��ȷ��ٶȽ���2 m/s�����ڼ��ȹ����л������ˮ����������ˮ�����������IJ������ܣ���ˣ�����Ԥ��ʵ��ǽ���¶ȱȷ����¶�ƫ�͡����⣬��ʯ���ǽ��Ľṹ�� �⣬�ϲ��нϺ���ͷ���ò�λ�¶���ͣ��������̬�¶ȵIJ�λ����ͼ6��2602�Žڵ����ڲ�λ�����ڳ��ȷ����ϣ�ʯ���ǽ���м���¶��ݶȻ�����Ϊ0 ��/m��
3.4 ��ͬ��λ�¶���ʱ��ı仯
ij������ϼ�����ͬ�ڵ�λ����ͼ5��ʾ������ANSYS�ڵ�post26ʱ�����̺����������Եó�ʯ��ǽ�����غ��¶�Ϊ70 ��ʱ���ڲ��ڵ����¶ȱ仯���������ͼ6��ʾ��
��ͼ6���Կ�������ͬ�Ľڵ���غ��¶ȵ���Ӧ������ͬ��������˵���ⲿ�ڵ���ڲ��ڵ��¶����߽� �죬ʯ���ǽ�����ڿױ���Ȳ���Ľڵ��¶����߿졣�ڼ���6 h����ʱ��ʯ��ǽ���ڡ����¶Ȼ�����һ�¡�
���﷿��Ҫ��ʯ��ǽ������룬ȷ���Ľ����ƽ�ȣ�Ӧ�ÿ��߽�ʯ��ǽ�嶨λ��ǽ����ǽ��֮��Ҫ���ʵ����ȵļ�ࡣǽ����ﴦҪ���ֽྻ������۳������ǽ��ëϸ�ף�Ӱ��ǽ��ĸ���Ч����

ͼ5 ��ͬλ�ýڵ�λ��ͼ
Fig.5 Location of different node
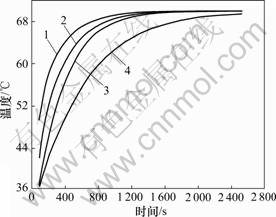
1��19322�Žڵ㣬Ϊǽ���ڿ�����ϵĵ�(��������´��ڵ�)��2��26408�Žڵ㣬Ϊ��������ȡ�ĵ㣻3��39317�Žڵ㣬Ϊǽ���ڲ��Ľڵ㣻4��2602�Žڵ㣬Ϊ�ͷ�ײ��ĵ�
ͼ6 ʯ���ǽ���ϲ�ͬλ�ýڵ��¶ȱ仯ͼ
Fig.6 Variation of node temperature at different positions
4 ����
(1) ���ȱü���Ӧ�õ�ʯ���ǽ��ĸ����о������о����Ϊʯ���ǽ��ĸ����ṩ��һ�ּȽ����ָ�Ч�ķ�����
(2) ������ʯ���ǽ����ȸ����¶ȳ�����Ԫ�ȷ�������ģ�Ͳ�ȷ���������߽��������˷��淽��������������ཨ�����ϵĸ�������¶ȳ�ģ���вο����塣
(3) �ڼ��ȿ�������ǽ�������(�����¶�Ϊ70 ��)�����ż���ʱ�����ӣ�ǽ���¶��������ʽ��͡��ⲿ�ڵ���ڲ��ڵ��¶������졣�ڳ��ȷ�����ǽ���м���¶��ݶȻ���Ϊ0 ��/m�����ȸ��ﵽ5 h��ʯ��ǽ���ڲ��¶ȴﵽ68 �����ϣ�����ļ��Ƚ����ڽ�������ʯ���ǽ���ͷ�ײ���ǽ�����λ��������غ��¶�����һ�£�����ʵ����������������������ָ��ʯ���ǽ�����ϵͳ����ơ�
�ο����ף�
[1] ��־��. ʯ���ǽ��������ѹ�����ͻ����о�[D]. ��ɳ: ���ϴ�ѧ���繤��ѧԺ, 2009: 2-3.
LI Zhi-peng. Molding mechanism research of screw extruder mechanism of plaster[D]. Changsha: Central South University. School of Mechanical and Electrical Engineering, 2009: 2-3.
[2] �����. ����ʯ�༰����Ʒ[M]. ����: �й����Ĺ�ҵ������, 1998: 91-102.
XIANG Cai-wang. Building gypsum and products[M]. Beijing: China Building Material Industry Press, 1998: 91-102.
[3] Schuette H W, Hune R N, Portland. Method and apparatus for high-speed drying of gypsum board: United States, 3529357[P]. 1970-09-22.
[4] Nowick C R, Williamsville, Alfred DeFranza, et al. Method of drying gypsum wallboard and apparatus therefore: United States, 4050885[P]. 1977-09-27.
[5] ����. ����ANSYS��ʯ��������ɹ��̷��漰�����о�[D]. ��ɳ: ���ϴ�ѧ���繤��ѧԺ, 2007: 9-10.
HAN Wei. Simulation of the process of maintaining gypsum wallboard damp-warm circumstances based on ANSYS and theoretical study[D]. Changsha: Central South University. School of Mechanical and Electrical Engineering, 2007: 9-10.
[6] ������, �¶�, л�̺�, ��. �ȱø���װ�����������ϸ����е�Ӧ�÷���[J]. ����װ������, 2004, 25(6): 1-4.
LI Man-feng, CHEN Dong, XIE Ji-hong, et al. The application analysis of heat pump drying device in drying biological materials[J]. Chemical Equipment Technology, 2004, 25(6): 1-4.
[7] Chua K J, Chou S K, Ho J C, Hawlader M N A. Heat pump drying: Recent developments and future trends[J]. Drying Technology, 2002, 20(8): 1579-1610.
[8] ���츻. ʯ��ǽ������豸�Զ���ģ����ϵͳ�о�[D]. ��ɳ: ���ϴ�ѧ���繤��ѧԺ, 2007: 11-19.
LI Tian-fu. The automatic open model system research of shaping devices of plasterboard[D]. Changsha: Central South University. School of Mechanical and Electrical Engineering, 2007: 11-19.
[9] ����ѧ, �¶�, ��ľ. �ȱø���װ�õĽṹ��Ӧ�����Է���[J]. ����װ���뼼��, 2005, 26(5): 1-5.
XU Shu-xue, CHEN Dong, QIAO Mu. The application characteristics and structure of analysis of heat pump drying device[J]. Chemical Equipment Technology, 2005, 26(5): 1-5.
[10] Mujumdar A S. Handbook of industrial drying. Revised and expanded[M]. 2nd ed. Basel: Marcel Dekker Inc, 1995: 1100-1106, 1241-1275.
[11] ��һ̫, �żλ�, ��Զ. �ȱø���ϵͳ�Ż������۷���[J]. ̫����ѧ��, 2000, 21(2): 208-213.
MA Yi-tai, ZHANG Jia-hui, MA Yuan. The optimal analysis of the drying heat pump system[J]. Acta Energiae Solaris Sinica, 2000, 21(2): 208-213.
[12] Oktay Z, Hepbasli A. Performance evaluation of a heat pump assisted mechanical opener dryer[J]. Energy Conversion and Management, 2003(44): 1193-1207.
[13] л�̺�, �¶�. �ȱø���װ�õĽṹ����[J]. �Ṥ��е, 2006, 24(3): 49-52.
XIE Ji-hong, CHEN Dong. Analysis of heat pump dryer structures[J]. Light Industry Machinery, 2006, 24(3): 49-52.
[14] Teeboonma U, Tiansuwan J, Soponronnarit S. Optimization of heat pump fruit dryers[J]. Journal of Food Engineering, 2003, 59: 369-377.
[15] Babas��Haq R F. Forced convection heat transfer from a pipe to air flowing turbulently inside it[J]. Experimental Heat Transfer, 1992, 5(2): 161-173.
�ո����ڣ�2009-11-03�������ڣ�2010-02-01
������Ŀ������ʡ�Ƽ��ش�ר��ƻ���Ŀ(2009FJ10080-4)�������ص��²�Ʒ�ƻ���Ŀ(2007GRD20023)������ʡ�Ƽ�������Ŀ(2008JT1014)
ͨ�����ߣ����(1962-)���У�����˫���ˣ���ʿ�о����������ڣ����»���Һһ�廯�����ͽ���װ���о����绰��0731-88837095��E-mail: zhuguihuaok@163.com
