
���±�ţ�1004-0609(2015)-03-0626-08
���ڲ��ϷǾ����������Ԥ�������Ӧ����Ԥ�ⷽ��
�ع���1���� ��1�������1, 2
(1. �ϲ����մ�ѧ �������칤��ѧԺ���ϲ� 330063��
2. �Ͼ����պ����ѧ ����ѧԺ���Ͼ� 210016)
ժ Ҫ��
ժ Ҫ��������ɢ��˼�뽫����廮��Ϊ���ɲ㣬���ݴ�����Ӧ���������ĵ�Ч����Ӧ�䣻ͨ���������Ӧ��-Ӧ�����ߵ����Խ��ƺ��ݵ�Ч����Ӧ���Ƶ���������2%���������ֲ�ģ�͡����⣬���ݵ���ģ�������Ա��ν�չ�����ϱ仯��ʵ�����ݣ���ϳ�����ģ���ı仯���ߡ��Դ��7075������Ԥ����Ϊ�������Ǵ������������������뵯��ģ���ķǾ����ԣ��ֱ����Ԥ������Ϊ1.8%��2.2%��2.5%�IJ���Ӧ������Ԫ���棬�����Ƿֲ�������Ӧ���Ĵ�С������Ӧ������ֵ��ʵ�����ֵ���Ƚ��Ǻϣ��ֲ����߹յ㴦����Ӧ����ƽ������Ϊ13.5%��
�ؼ��ʣ�
���Ͻ����������Ԥ���������ϷǾ�����������Ӧ����
��ͼ����ţ�TG156��TP391.9���� ���ױ�־�룺A
Prediction approach of residual stress distribution in aluminum alloy pre-stretched thick plate based on material non-uniformity
QIN Guo-hua1, LIN Feng1, ZUO Dun-wen1, 2
(1. School of Aeronautical Manufacturing Engineering, Nanchang Hangkong University, Nanchang 330063, China;
2. College of Mechanical and Electrical Engineering,
Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China)
Abstract: The discretization method was employed to separate the aluminum alloy thick plate into several levels. The equivalent plastic strain was defined for each level according to the residual stress during quenching. With the linear approximation of the stress-strain curve, the yield strength model with less than 2% difference was formulated as a function of the equivalent plastic strain. Moreover, the curve of elasticity modulus according to the variation of elasticity modulus with plastic deformation was fitted. Finally, by considering the non-uniformity of yield strength as well as elasticity modulus, the pre-stretching of the 7075 quenched aluminum alloy thick plate was simulated for the residual stresses when the pre-stretching rates are 1.8%, 2.2% and 2.5%, respectively. Whether the distribution curve or the stress magnitude, the simulated residual stresses obtained by the proposed method are in good agreement with the experimental data. The average error of the simulated residual stresses at the inflection points of the distribution curve is only 13.5%.
Key words: aluminum alloy thick plate; quenching; pre-stretching; material non-uniformity; residual stress
����ṹ���ں��������ʹ���ܹ���������������Ч�ʡ����ͳɱ�����߿ɿ��Եȣ����ڷɻ����ͻ���չ�������µõ���Խ��Խ�㷺��Ӧ��[1]����Al-Zn-Mg-Cuϵ�Ͻ��������ڲ�ͬ���ȴ���������ʵ�ֲ������ܵĶ����ԣ����㲻ͬ��ǿ�Ⱥ���ʴ�Ե����ܵ�Ҫ����ŷ�������б��㷺Ӧ��������ṹ����[2]����Щ���ҹ�Ҳ������������������˳����������IJ�Ʒȴ�������㺽��Ҫ��[3]����ɸ��������Ҫԭ����ë�������еIJ���Ӧ�����»�е�ӹ��г��ֱ�����������[1]��������ʵ�����������о������ܲ��������10%�ڵ����ܾ�����Ҫ��[4]��Ϊ�˴ﵽ���Ƽӹ����ε�Ŀ�ģ�Ԥ������Ϊ��Ҫ�ֶα��㷺��������������Ӧ��������[5]���ݹ���2015���������Ͷ����Լ55̨���Ԥ��������ҹ�ռ�еı������Լ21̨����������������13̨[6]����ˣ��ڿ������������о�����ܲ����ͬʱ��Ԥ���������Ԥ�����IJ���Ӧ���ֲ��������Ż��ӹ���������������ļӹ������ͷ������ܾ�����Ҫ���塣
��ӳ�ֵ�[7]��ʹ��ABAQUS���7075���Ͻ���Ĵ�����Ӧ�������ϣ�ģ���˲�ͬԤ�������Դ�����Ӧ��������Ч�������ݴ���ӹ���Ԥ�����ӹ��Ĺ������β���ʵ�飬����ƶϳ�Ԥ���������˳���3%����������[8]ʹ��PATRAN���������������ƹ��̣���������Ʋ���Ӧ����ѹ�����ı仯���ɣ���Ϊ������Ϊ2%���Ծ���ϸ���������������Ʋ���Ӧ��������ΰ��[9]����MARC��7B04���Ͻ���Ĵ��ѹ���������̽����˷��棬�����˴���IJ���Ӧ���ֲ���ѹ��Բ���Ӧ��������Ч������Ժ��������Ӱ�죬�����������Ȼѹ����ܲ�������������Ӧ�������ǽ�����Ԥ��������������Ӧ����Ч����ʹ�����յIJ���Ӧ������������ˣ�Ϊ�˴ﵽ��ѵIJ���Ӧ������Ч����Ӧ����ȥѹ�ⲽ�裬����Ԥ�����ʿ�����2.5%��Ԭ��毵�[10]ʹ��MARC��7075���Ͻ�������˴���Ԥ����ģ�⣬�����˲�ͬ����´�����Ӧ���ķֲ����ɺͲ�ͬԤ�������Ĵ�����Ӧ������Ч������Ϊ���Խ������Ӧ��Խ��Ϊ����Ч������������Ӧ����Ԥ������Ҳ��֮������ų���[11]ʹ��ABAQUSģ����7075���Ͻ����Ԥ������̣������˲�ͬ�������Բ�ͬ�����������Ӧ��������Ч������Բ��Ͼ�������Ӱ�죬��Ϊ���ź�ȵ����ӣ�Ԥ�������;���������֮���ӣ��Ҳ������г��ļг���������ӦΪ��ĺ�ȵ�60%~70%��Τ�ܽܵ�[12]����MARC�������ϡ��±��治ͬ����ϵ����7075���Ͻ�����ε�Ӱ�죬���о��˲�ͬԤ�����������Ͻ���Ľ�ֱЧ������Ϊ�ϡ��±�����ǿ�ȵIJ����ı��ε�Ӱ��ܴ���Ԥ�����ľ��кܺõĽ�ֱЧ����������������3%ʱ��ֱЧ���������ԡ�Ȼ���������о��������ں��������������ֵIJ������ܲ��죬��Ԥ����������һ���������������ƫ��ʵ�ʽ����
ZHANG��[13]������7075���������غ�ȷ���������������ܲ������ȻʱЧ�����е���ģ���ı仯�������������˲�ͬԤ�������ķ�����㣬�ƶϳ������������ܵķǾ����Լ����Ӱ����Ԥ������������Ӧ����Ч�����÷�����һ���̶��������Ԥ��������Ӧ���ķ��澫�ȣ���û�н�һ����������嵯��ģ�������ܲ��죬��Ȼ����Ԥ�⾫�ȵ͡��ֲ�����ƫ�������⡣ʵ���ϣ�����ģ�������Ա��εı仯���仯���������Ѿ���֤�����������Ļص����кܴ�Ӱ��[14]�����ڴ���Ԥ������̾����������Ա��Σ�Ϊ�ˣ����������ڿ��ǵ���ģ���仯�Ļ����ϣ�����˺�ȷ�������������λӦ��-Ӧ�����ߵ�����������ͨ��7075���Ͻ��ڲ�ͬ�������µ�������ѧʵ�飬����˵���ģ��-���Ա��ε����ߣ�����ظ�����Ԥ������̵ķ���ģ�ͣ�����ܹ�����ȵ����Ԥ�������Ʒ������Ӧ����Ԥ�⾫�ȣ�ʵ��Ԥ��������Ӧ���ֲ�����������ʵ����ͬ�ԡ�
1 ���ϷǾ����Է�������
���ȴ��������Ͻ���Ĺ��ܴ�������ƽ���˴��ǰ������������еIJ���Ӧ��[15]�����Ԥ����ǰ�IJ���Ӧ����Ҫ�ɴ�������������ڴ������д����¶ȳ��ݶȣ���ɸ���λ��ȴ���ߵIJ�ͬ�����¸���λ����ѧ�����������졣���������¶ȡ�����֯��Ӧ��/Ӧ�����ϵı仯����[16]�����ǿ��ȴ���ǿ�����Ͻ������ǿ����ҪԴ�ڴ����ʱЧ�����������ڴ������н���Ѹ����ȴ�����ڱ������ܴ�����Ĺ�����״̬����˶��ڽ���Ϊ20���ˮ��˵�������ڴ���������ȴѸ�٣��ɺ������Ӱ�졣���������о�����ܲ����ȵ���Ҫԭ�����ڴ������и���λ��ȴ���ߵIJ��졣���ǴӴ��Ԥ�����ʱ����ͨ���̣ܶ��ڼ����ȻʱЧ�����������ԡ���˿ɺ���ʱЧ����ǿ����Ӱ�죬��ΪԤ��������в������ܵIJ�����ҪԴ�ڴ������еIJ��������Ա��Ρ�
����������Ʒ�����������ϵijߴ�Զ�Ⱥ�ȷ����ϵĴ������к�ȷ����ϵ��¶��ݶ����ԣ����Ʒ������������ڱ��ش��������Ե��¶��ݶȡ��ϸߵ��¶��ݶȳ�����ɲ����ȵ����α��Σ����ڱ��ش���������α�����������������ĺ�С��һ��ʵ��������Ժ������Ʒ�������������α��εIJ����ȣ���Ϊ���������α��ν��غ�ȷ�����ɲ��ϵ����ܲ��졣
1.1 ��Ч�������Ӧ��
������ɢ��˼�뽫�����غ�ȷ���ָ�Ϊһ���ı��壬�����������屻�ָ�Ϊn�㡣����������ȷ��������Ӧ��ʱ��û�п��Dz��Ϻ�ȷ����ϵ����ܲ��죬ʹ�õ��Ǵ���������������ܵĵ���ģ�� ����˷���Ӧ����ʱͬ��ʹ�øõ���ģ��������������������ɢ�������ĵ���Ӧ�����ɱ�ʾΪ
����˷���Ӧ����ʱͬ��ʹ�øõ���ģ��������������������ɢ�������ĵ���Ӧ�����ɱ�ʾΪ
 (1)
(1)
ʽ�У�i��ʾ�غ�ȷ���ĵ�i��(1��i��n)�� Ϊ��i��ĵ���Ӧ������
Ϊ��i��ĵ���Ӧ������ Ϊ���Ʒ����ϵ�i��IJ���Ӧ����
Ϊ���Ʒ����ϵ�i��IJ���Ӧ���� Ϊ�������ϵ�i��IJ���Ӧ������
Ϊ�������ϵ�i��IJ���Ӧ������ �ֱ�Ϊ����ģ���벴�ɱȡ�
�ֱ�Ϊ����ģ���벴�ɱȡ�
�����������Ӧ����ѹ������Ӧ��������ȣ��ʼٶ��������Ա��κ�ѹ�����Ա���Ҳ��Ч�سɶԳ��֡�Ϊ��ȷ�����㱡����������Ա�������������㵯��Ӧ������ƽ��ֵ Ϊ
Ϊ
 (2)
(2)
�����ÿ�����ƽ������Ӧ������Ӧ������ֵ���ɶ����������ĵ�Ч����Ӧ��������
 (3)
(3)
1.2 ����ģ���ķǾ�����
���Ա�����ɵ���ģ���仯�Ľ��ͺܶ�[17]��Ŀǰ�������۵���Ϊ������ģ��������Ӧ�����ĸı�����Ϊ������λ���ܶȵ����ӣ�������λ���ܶȵ���һ���������Լ������ӣ�����ģ����һ��ֵ��������[14]���������Ա��ι���λ��ԭ�ӻ����µ�λ��Ǩ ��[18]������ģ��������ʱ����ӳ����ֻظ������ҵ���ģ���Ļ����ٶ��ɼ����Ϊ������
���Ͻ������Ա��κ���ģ�����������½������ڽ��������ٴμ��ع����е���ģ�������˴���Ȼ���[17]���༴���Ͻ���ģ���Ļظ��ٶȺܿ졣����μ��غ͵��μ��ص�����ͬ���Ա���ֵʱ����μ���������ɵ���ģ���½�����[14, 18]����ˣ���Ȼ����ģ�������Ա��κ�����˻ظ������DZ��ε����Ա��ι��̶��´����Ա��ι��̵���ģ���Ľ���Ч����������Ӱ�졣Ϊ�˶�Ԥ��������еĵ���ģ���������º����ļ��衣
1) �������е����Ա�����ɵĵ���ģ���غ�ȷ����ϵIJ��죬��Ԥ����ǰ�Ѿ���ȫ�ظ���Ҳ����˵��Ԥ����ǰ����ģ���غ�ȷ��仯��
2) Ԥ�������ģ�����ڶ�ʱ���ڻظ���ԭ��ˮƽ��
Ϊ����������������ģ��������Ҫ��Ԥ��������еĵ���ģ������ȷ�������ڴ�������Ӧ��ԶС��Ԥ���������Ӧ����һ��ʵ��Ԥ��������еĵ���ģ������Ҫ����������ɣ�һ�Ǵ�������Ӧ��Ե���ģ����ɵ�Ӱ�죬���Dz����Ǵ��Ӱ��ġ���Ԥ��������б仯�ĵ���ģ������ˣ�Ԥ��������еĵ���ģ��������Ϊ
 (4)
(4)
ʽ�У� ΪԤ��������е�i��ĵ���ģ����
ΪԤ��������е�i��ĵ���ģ���� ��
�� �ֱ�Ϊ��Ԥ��������Ӧ��
�ֱ�Ϊ��Ԥ��������Ӧ�� ����������Ӧ��
����������Ӧ�� �仯�ĵ���ģ����
�仯�ĵ���ģ����
1.3 �������ķǾ�����
����������ָ�������������´ﵽһ���ı���Ӧ��������ʼ�ӵ���״̬�Ǿ��ȵ���-����״̬���ȣ�����־�ź�����Ա��εĿ�ʼ��ֱ��Ӱ�������յ����Ա�����������Ӱ��Ԥ�����������и�������ɳ��ȼ�����Ӧ���Ĵ�С����ʽ(1)��֪�������������Ա������dz�С��Ϊ�˿���ƽ��Ӧ��-Ӧ�����ߵĵ��Խκ����Խ��ٽ紦����������AB���Ƶ�������Խε����ߣ���ͼ1��ʾ����������AB��б��Ϊk�����䷽��Ϊ
 (5)
(5)
ʽ�У� ��
�� Ϊ�ܹ�����������������ܵ��������ޣ���Ϊ���ƺ���������ޡ�
Ϊ�ܹ�����������������ܵ��������ޣ���Ϊ���ƺ���������ޡ�
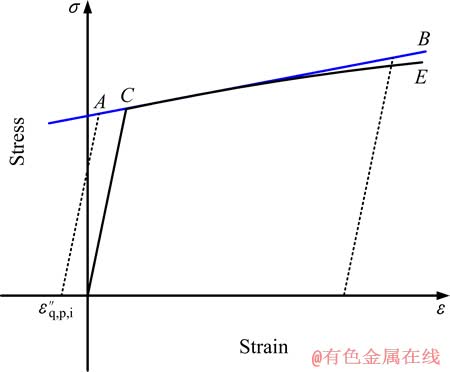
ͼ1 ���Ͻ�����Ӧ��-Ӧ���ϵ����
Fig. 1 Stress-strain curve of stretching aluminum alloy
�Ե�i�����ĵ�Ч����Ӧ����Ϊ���㣬���ݵ���ģ��E��ƽ��ֱ����Ӧ��-Ӧ�������ཻ������A��Ӧ��Ӧ��������Ϊ�ò���������ޡ���ʽ(5)�ɵô�������Ӧ����������Ϊ
 (6)
(6)
2 Ԥ�������ֵģ��
7075���Ͻ���ߴ�Ϊ1200 mm��220 mm��50 mm�������غ�ȷ���IJ���Ӧ���ֲ�[13]��ͼ2��ʾ��ʵ���жԸ���������Ԥ���촦����Ԥ�����ʷֱ�Ϊ1.8%��2.2%��2.5%��
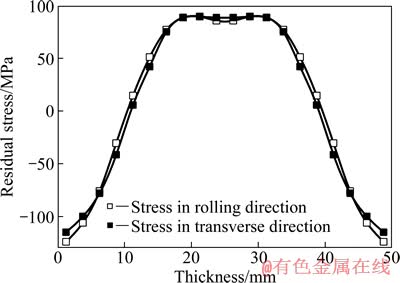
ͼ2 ����7075�ٺϽ��غ�ȷ���IJ���Ӧ���ֲ�
Fig. 2 Residual stress distribution along thickness direction for 7075 aluminum alloy after quenching
2.1 ���ϲ���
��1����ΪԤ����ʱ���ܹ�����������������ܵIJ��ϲ���[13]���������ָ�Ϊn=20�㣬ÿ��ĺ�Ⱦ�Ϊ2.5 mm������ͼ2�ɵø���IJ���Ӧ�������ڴ���IJ���Ӧ�����ں�ȷ����������Գƣ�Ϊ�˼��������0~25 mm��Χ��(��������ȷ����ϵ�һ��)����������Ԥ������������
��1 7075���Ͻ�IJ��ϲ���[13]
Table 1 Material parameters of 7075 aluminum alloy[13]
2.2 ���ϷǾ�����
Ϊ�˻�õ���ģ��������Ӧ��ı仯���ߣ�Ӧ��7075��������������顣��7075���Ͻ�����475 ���½��й��ܴ�������2 h��Ȼ����20 ���ˮΪ���ʽ��д��Ϊ��֤�����¶Ȳ�����ߣ����ִ�����һ���������ԡ�
�������������ļӹ��������������������������ڶ�ʱ������ɣ�����ڴ�����ٽ����������飬����ģ��������������Ʊط����ϴ�仯������Ӱ���Ų������ȡ���ˣ���������ѡ�ڴ���72 h�����������ȶ�����С�
������Լ�����72 h���������Լ��ļӹ����ߴ�����GB/T 228-2002ȷ�����Լ��ߴ�ʾ��ͼ��ͼ3��ʾ������������WAW-2000D�����Ƶ�Һ�ŷ�����������Ͻ��У������ٶ�����GB/T 228ȷ��Ϊ5 MPa/s��ʵ����Խ����ͼ4��ʾ��
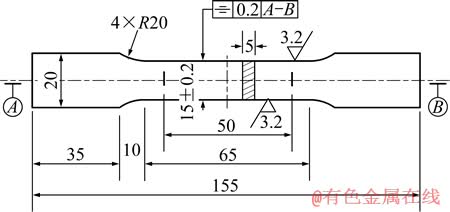
ͼ3 7075���Ͻ��������������ߴ�ʾ��ͼ
Fig. 3 Schematic diagram of sample for stretching experiment of 7075 aluminum alloy (Unit: mm)
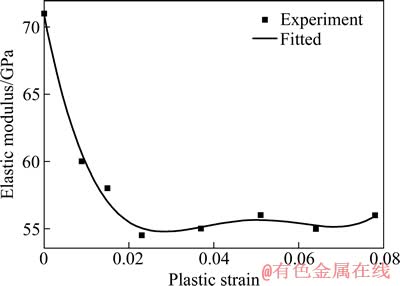
ͼ4 7075���Ͻ���������Ӧ��-����ģ����ϵ����
Fig. 4 Plastic stress-elasticity modulus curve of stretched 7075 aluminum alloy
���������ݽ�����Ͽɸ߾��ȵر�ʾΪ�Ĵζ���ʽ����
 (7)
(7)
ʽ�У�ϵ��ak(1��k��5)�ֱ�Ϊ4057350��-797878.14299��55548.18636��-1596.19567��70.95154��
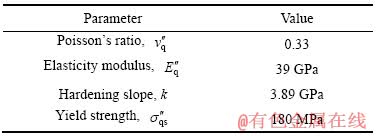
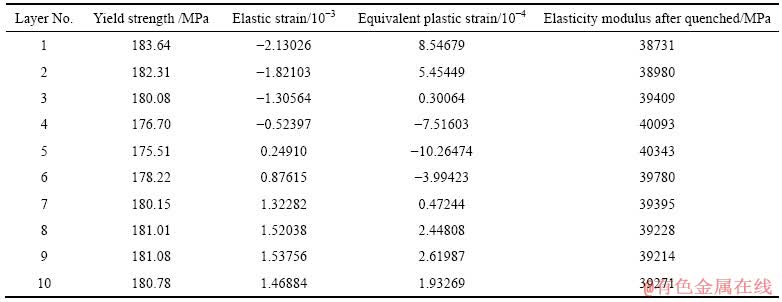
��2 7075���Ͻ����и��������Ӧ�䡢���������뵯��ģ��
Table 2 Plastic strain, yield strength and elasticity modulus at each layer of 7075 aluminum alloy thick plate
��Ϊ���Ͻ����غ�ȷ����ϵ�ÿ�����ͬ��������ʱЧ������Ϊÿ���ʱЧЧ����ͬ����ÿ�㵯��ģ�������������ͬ�� ��
�� �ֱ�ΪԤ�����ʱЧ���ƽ������ģ������Ԥ�����ʱЧǰ����ĵ���ģ��Ϊ
�ֱ�ΪԤ�����ʱЧ���ƽ������ģ������Ԥ�����ʱЧǰ����ĵ���ģ��Ϊ
 (8)
(8)
����1�еij�ʼ�����ֱ����ʽ(1)��(3)��(6)��(7)�У���ø�����������ޡ�����ĵ���Ӧ�䡢��Ч�������Ӧ�估����ĵ���ģ�������2���С�
���ݱ�2���е����ݣ�ͨ������ʽ��Ͽɵ��غ�ȷ����ϵ������������ߣ���ͼ5�е�ʵ����ʾ��ͼ5�е�������ΪZHANG��[13]����ʵ����Խ����ͨ���������ŷ�����õ�Ԥ����ʱ���غ�ȷ����ϵ��������ޡ����ߵ����������2%���Ӷ���֤��ʽ(6)�Ŀ����ԡ�
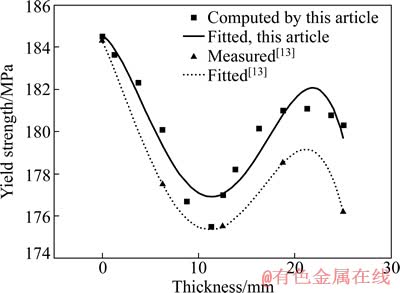
ͼ5 7075���Ͻ����غ�ȷ����ϵ�����ǿ��
Fig. 5 Yield strength of 7075 aluminum alloy thick plate along thickness direction
2.3 ����Ԫ����
������д������Ӧ����Ԥ���������������Ʒ����������Գƣ����ֻ��ȷ����Ӧ�ı߽������Ϳɽ�ģ�ͼ�Ϊԭ����1/8���з����������Ϊ������̷dz������������������ٶȵ�Ӱ�졣��������C3D8R��Ԫ�������֣�����Static General���������з�����������ͼ6��ʾ��
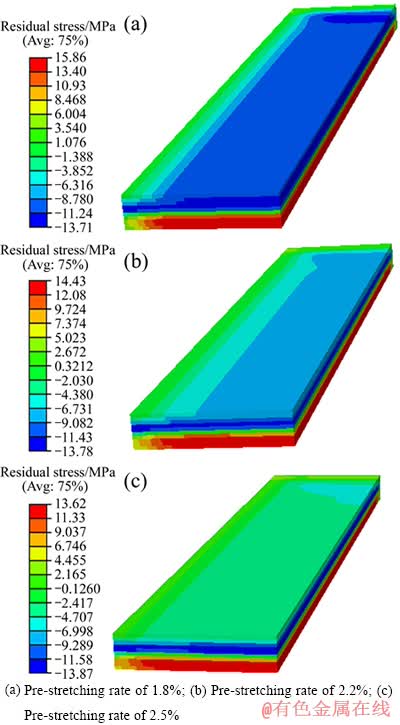
ͼ6 Ԥ��������Ӧ����ͼ
Fig. 6 Cloud chart of pre-stretching residual stresses
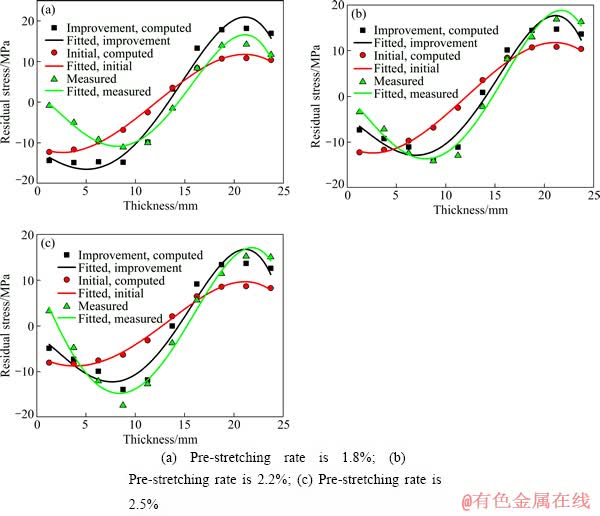
ͼ7 7075���Ͻ���Ԥ������غ�ȷ���IJ���Ӧ��
Fig. 7 Pre-stretching residual stresses of 7075 aluminum alloy thickness plate along thickness direction
���ڷ���ʱ�������Բ��������仯�ģ����Բ���Ӧ���ķ������ʽ����ηֲ���ÿһ�����ݵIJ���Ӧ��ֵ�����ò����Ӧ����ƽ��ֵ������ȡ�����е㴦�IJ���Ӧ��ֵΪ��һƽ��ֵ�����ݷ������ò���Ӧ���ֲ�������ͼ7��ʾ��
2.4 ʵ��Աȷ���
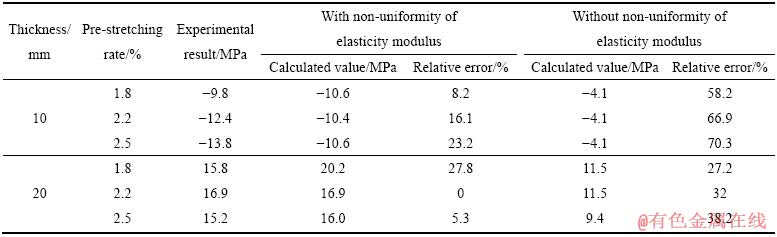
�����Ʒ�������������м䲿λ����ȡ�ߴ�Ϊ120 mm��120 mm��50 mm��Ӧ���ֲ�������������������ȷ��غ�ȷ����ϲ�������Ӧ�������������ͼ7��ʾ[13]����ͼ7��֪�������Ʒ����ϣ�����Ӧ���������ơ�W���ε����߷ֲ��������յ�ֱ��ں��Ϊ10 mm��20 mm������
�÷����ķ�����������ƽ�Ϊ�Ǻϣ�������3���С�
���˿��ǵ�����ģ���Ļص����������ķǾ�����֮�⣬����һ�����ǵ���ģ���Ǿ����ԵĻ��������Dz���Ӧ���ķֲ����ɣ����Dz���Ӧ���ķ�ֵ��Ԥ��������ȷ�Ծ��д���ȵ���ߡ�������ˣ��ڷ�����Ϊ20 mm��Ԥ������Ϊ1.8%�������Ԥ����ʱ���������ﵽ27.8%����Ҫԭ�����¡�
��3 7075���Ͻ���Ԥ�������Ӧ������ֵ��ʵ�����ıȽ�
Table 3 Comparison of simulated values of pre-stretched 7075 aluminum alloy thick plate with experimental data
1) ʵ��������������ȷ���������[13]���÷�����������ҪΪ�ֲ���ȷ����ϵIJ���Ӧ��������������Ա��⡣
2) Ԥ���췢���ڴ��1 h����ȻʱЧ�Բ��ϵķǾ����Կ��ܴ���һ��Ӱ�졣
3) ���������Ļ����ܶȣ�������Ԫ�ķ�������һ��Ӱ�졣
4) �����ϷǾ����Խ�����ɢ�����Ƕ����������ı仯�����һ����
3 ����
1) ������������ĵ���Ӧ�䣬����˵�Ч����Ӧ��ĸ�����ݸ���������Ӧ��IJ������ԣ����������������뵯��ģ���ļ���ģ�ͣ������������˲��ϵķǾ����ԡ�
2) �����Ʒ����ϣ�����ģ���������ǵ��²���Ӧ����Ԥ�����ʳ���һ������ʱ���֡�W���ηֲ�����Ҫ���ء����ǵ�����ģ���ķǾ����ԣ���ʹԤ��IJ���Ӧ����ʵ��õ��ġ�W�����θ������ϡ�
3) �ڿ������������뵯��ģ���ķǾ��ȵĻ����ϣ��ܹ���Ч��������Ʒ����ϲ���Ӧ���ķ��澫�ȡ��ڲ���Ӧ���ֲ����ߵĹյ㣬�����Ϊ10��20 mm�����벻���ǵ���ģ���Ǿ�������õIJ���Ӧ�����бȽϡ�
4) ������Ӧ������ĵ���ģ���仯����Ԥ�������Ļص������У�ʹԤ�������������ʵ�����Ǻϡ��ɴ˿ɼ����÷���������ʵ�ʾ��нϺõ�ָ�����塣
REFERENCES
[1] ����÷, ������, ��ʤ��, �η���. Ԥ����� 7050 ���Ͻ�������Ե�Ӱ��[J]. �й���ɫ����ѧ��. 2010, 20(11): 2088-2093.
HAN Nian-mei, ZHANG Xin-ming, LIU Sheng-dan, SONG Feng-xuan. Effect of prestretching on fracture toughness of 7050 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(11): 2088-2093.
[2] ��Ͽ�, ������, ������, ��ʤ��, ������, ������. ԤʱЧ�¶ȼ��ع��������7055���Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(5): 1141-1150.
FENG Di-kou, ZHANG Xin-ming, DENG Yun-lai, LIU Sheng-dan, WU Ze-zheng, GUO Yi-wen. Effect of pre-ageing temperature and retrogression heating rate on microstructure and properties of 7055 aluminium alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1141-1150.
[3] ��ף��. �Ե�ǰ������������ѹ�Ͳ���ĿͶ���ȵķ���[J]. ������ɫ����, 2012(1): 58-60.
WANG Zhu-tang. Analysis of current investment boom for hot rolling and large extrusion of aluminum alloy thick plates[J]. World Nonferrous Metals, 2012(1): 58-60.
[4] ������, ̸ ��, ��ʤ��, ��ԥ¤, �η���, ������. ������ʶ� 7085 ���Ͻ�ʱЧ��Ϊ��Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(4): 870-877.
ZHANG Xin-ming, TAN qi, LIU Sheng-dan, WU Yu-long, SONG Feng-xuan, LIU Xing-xing. Effect of quenching rate on aging behavior of 7085 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 870-877.
[5] KO M, CULP J, ALTAN T. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes[J]. Journal of Materials Processing Technology, 2006, 174(1/3): 342-354.
M, CULP J, ALTAN T. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes[J]. Journal of Materials Processing Technology, 2006, 174(1/3): 342-354.
[6] ������, ��ף��. ���Ͻ��徫����Ԥ����[J]. ��Ͻ�ӹ�����, 2014, 42(2): 9-17.
WANG Mei-qi, WANG Zhu-tang. Finishing and prestretching of aluminum alloy heavy plates [J]. Light Alloy Fabrication Technology, 2014, 42(2): 9-17.
[7] ��ӳ��, ����Ծ. 7075���Ͻ���Ԥ����ģ����������ڴ�����Ӧ�������е�Ӧ��[J]. �й���ɫ����ѧ��, 2004, 14(4): 639-645.
KE Ying-lin, DONG Hui-yue. Pre-stretching process and its application in reducing residual stress of quenched 7075 aluminum alloy thick-plates[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(4): 639-645.
[8] �����������Զ�. Ԥ���������-�������Ӧ���ļ��������[J]. �������պ����ѧѧ��, 2004, 30(7): 606-609.
ZHAO Li-li, ZHANG Yi-du. Computer simulation of residuals tress for cold rolling prestrectching board [J]. Journal of Beijing University of Aeronautics and Astronautics, 2004, 30(7): 606-609.
[9] ����ΰ, ����Ԩ, ������, �� ��. 7B04 ���Ͻ������������Ż�����ֵ����[J]. ���Ͽ�ѧ�빤��, 2005, 3(1): 70-74.
WANG Gui-wei, FANG Hong-yuan, FAN Cheng-lei, NIE Bo. Numerical simulation of the manufacturing procedure optimize of the thick 7B04 aluminum alloy [J]. Materials Science & Technology, 2005, 3(1): 70-74.
[10] Ԭ���, ������. ����Ԥ���칤�յ����Ͻ������Ӧ����������[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2011, 42(8): 2303-2308.
YUAN Wang-jiao, WU Yun-xin. Mechanics about eliminating residual stress of aluminum alloy thicken-plates based on pre-stretching technology [J]. Journal of Central South University: Science and Technology, 2011, 42(8): 2303-2308.
[11] ��ų�, ��Ԫ, ����, ������, �� ��. 7075���Ͻ��Ԥ���칤���о�[J]. ��е����ѧ��, 2011, 47(24): 57-62.
ZHU Cai-cao, LUO Jia-yuan, LI Da-feng, DING Hua-feng, ZHONG Yu. Numerical simulation and experimental investigation of the aluminium alloy quenching process by considering the flow stress characteristic[J]. Journal of Mechanical Engineering, 2011, 47(24): 57-62.
[12] Τ�ܽ�, �� ��, �� ��. Ԥ��������Ͻ�������εĽ�ֱ�����о�[J]. �ȼӹ�����, 2013, 42(9): 128-130.
WEI Shao-jie, LIAO Kai, CHEN Lei. Simulation on influence of pre-stretching on straightening process of quenched aluminum alloy thick plate[J]. Hot Working Technology, 2013, 42(9): 128-130.
[13] ZHANG S Y, WU Y X, GONG H. A modeling of residual stress in stretched aluminum alloy plate[J]. Journal of Materials Processing Technology, 2012, 212(11): 2463-2473.
[14] LIU Y L, ZHU Y X, DONG W Q, YANG H. Springback prediction model considering the variable Young��s modulus for the bending rectangular 3A21 tube[J]. Journal of Materials Engineering and Performance, 2013, 22(1): 9-16.
[15] ��ų�, ��Ԫ, ����, �� ��, �� ��. ��������Ӧ�����Ե����Ͻ������Ӧ����ֵģ�⼰�����о�[J]. ��е����ѧ��, 2010, 46(22): 41-46.
ZHU Cai-chao, LUO Jia-yuan, LI Da-feng, ZHONG Yu, LI Yun. Numerical simulation and experimental investigation of the aluminum alloy quenching-induced residual stress by considering the flow stress characteristic[J]. Journal of Mechanical Engineering, 2010, 46(22): 41-46.
[16]  . 3D FEM simulation of steel quenching and investigation of the effect of asymmetric geometry on residual stress distribution[J]. Journal of materials processing technology, 2008, 207(1/3): 211-221.
. 3D FEM simulation of steel quenching and investigation of the effect of asymmetric geometry on residual stress distribution[J]. Journal of materials processing technology, 2008, 207(1/3): 211-221.
[17] ZANG S L, GUO C, WEI G J, CHEN F, DONG W, ZHANG K. A new model to describe effect of plastic deformation on elastic modulus of aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(3): 1314-1318.
[18] MORESTIN F, BOIVIN M. On the necessity of taking into account the variation in the Young modulus with plastic strain in elastic-plastic software[J]. Nuclear Engineering and Design, 1996, 162(1): 107-116.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51165039��51465045)������ʡ�Ƽ�֧�żƻ��ص���Ŀ(2010BGB00300)������ʡ��Ȼ��ѧ����������Ŀ(2014GZC1410)
�ո����ڣ�2014-07-10�������ڣ�2014-11-14
ͨ�����ߣ��ع��������ڣ���ʿ���绰��0791-83863038��E-mail��qghwzx@126.com
[3] ��ף��. �Ե�ǰ������������ѹ�Ͳ���ĿͶ���ȵķ���[J]. ������ɫ����, 2012(1): 58-60.
[6] ������, ��ף��. ���Ͻ��徫����Ԥ����[J]. ��Ͻ�ӹ�����, 2014, 42(2): 9-17.
[8] �����������Զ�. Ԥ���������-�������Ӧ���ļ��������[J]. �������պ����ѧѧ��, 2004, 30(7): 606-609.
[9] ����ΰ, ����Ԩ, ������, �� ��. 7B04 ���Ͻ������������Ż�����ֵ����[J]. ���Ͽ�ѧ�빤��, 2005, 3(1): 70-74.
[11] ��ų�, ��Ԫ, ����, ������, �� ��. 7075���Ͻ��Ԥ���칤���о�[J]. ��е����ѧ��, 2011, 47(24): 57-62.
[12] Τ�ܽ�, �� ��, �� ��. Ԥ��������Ͻ�������εĽ�ֱ�����о�[J]. �ȼӹ�����, 2013, 42(9): 128-130.
