
������Ӧ�淨�Ĺ�β�����������ն�Ŀ���Ż�
����壬���Ժ죬֣�������°
(�����ѧ ���Ͽ�ѧ�빤��ѧԺ�����죬400044)
ժ Ҫ��
��ij�ͺŹ�β�����������г��������غɹ����������Լ�ƽ������䱡���ص����⣬���һ�����ͺ�彥�����������ա��Խ��������غɡ��������������������Լ���֤��β��ƽ���Ⱥ���Ϊ�Ż�Ŀ�꣬����ģ�ٶȡ������ߴ硢�������ϼ�Ħ�������Լ��������ڸ߶Ⱥ�ˮƽ����ľ���Ϊ�Ż���������������ʵ����Design-expert����������Ӧ��(RSM)��Ͻ�ģ�������õ�3��Ŀ�����Ķ�����Ӧ��ģ�ͣ���ͨ����ֵģ����֤����������Ӧ��ģ��ȷ�ԣ���������С��8%�������ں����Ż�������ʵ�����������ͨ����Ŀ���Ż���β�����ͽ�������ģ�ṹ���������غ�������40%���ܹ���Ч�����������������Ʊ�֤ƽ����С��ȡ�
�ؼ��ʣ�
�������������������������Ԫģ������Ӧ�淨����Ŀ���Ż���
��ͼ����ţ�TG316 ���ױ�־�룺A ���±�ţ�1672-7207(2014)09-2977-08
Multi-object optimization of incremental hot bending process of hook tail frame based on RSM
XIA Yufeng, YANG Xianhong, ZHENG Xiaokai, CHEN Banghua
(College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China)
Abstract: According to the issue that too large bending load, root injury and severe thinning of tablet root would emerge during the process of a certain type of hook tail frame produced by a forging factory, a novel thick plate incremental hot bending process was put forward. The optimization goal was to reduce the bending load and crack trend in the roots, and to ensure the thickness of hook tail frame. The punch velocity, the size of auxiliary roller, the friction factor between roller and billet, the distance of auxiliary roller in the direction of the height and level were the optimization variables. The orthogonal experiment and the design-expert software were made to analyse the response surface model (RSM) and the second order response surface model of three goals and optimal value were obtained. The production practice results show that through multi-objective optimization, the new incremental bending structure model of hook tail frame can reduce the forming load force by 40%, effectively lessen the trend of cracks on the roots and ensure the minimum thickness of plates.
Key words: plate hot bending; incremental bending; finite element simulation; response surface model (RSM); multi-object optimization
��β����Ϊ������Ҫ�����Ӳ�������ʹ������Խ��Խ�ܵ���ע[1]���������о�������ʵ��ʹ�����ݱ�������β����ҪʧЧ�Ǹ�����������[2]�����й��ڵ���Ҫ����·���Ƕ�����������ʵ�ָò�Ʒ�����죬ͨ������ʵ�����ֹ�β����������Թ�β��ؼ���λ�ij�������������Ҫ�����á���Թ�β����һ������������⣬Wang��[3]�Աȷ�����Reissner��Mindlin���ۣ����ں��������һ������������о���Frederic ��[4]����Ӧ���߽��������������ε�Ӱ��������о����ŵ���[5]����������������ѧ�������Ϸ�ʽ�������˰��仯��Ӧ��Ӧ�����Բ���������ղ�����Ӱ�죬Ф����[6]�о�þ�Ͻ��Ͳ�����������ǰ������֯��֯�����ݱ���ɡ������µ�[7]�Թ�β��ѹ����̽���ģ�⣬����ѹ������жͼ����¶ȳ��ֲ���Ӧ��-Ӧ��ֲ��������������[8]��������Ԫģ���17��β�����������г������ơ�����������ƽ��Ť����������е�Ŀ��������Ż��������ܽܵ�[9]��������˼�벢����ֵģ��ķ����������Լ�С�������������������ƣ�����������Ӧ�ķ������о��������о����������Ǵӵ����ط��浥Ŀ��������Ԥ���������̡������ڹ�β����һ����������غɹ��������������Լ������䱡֮���������ϱ����������Ļ���ijһ���ܵ��Ż������ᵼ����һ���ܵĽ��͡��������Ŀ���Ż��������ǻ���ijһ���ܵĶ�Ŀ���Ż�������δ�ܿ������ߵ���Ϲ�ϵ[10]�����ڴˣ������������ij���쳧������ij�ͺŵĹ�β�����������г��ֵ������غɹ������������ơ�ƽ��ֲ��䱡����������������ˡ����������������ͺ�����������ա��ڶԸ����ͽ�������ģ�ṹ�Ż������в�����Эͬ�Ż�����Ӧ�淨��Ϊ�Ż��������÷�����һ���ܹ�ͬʱȷ�������غɺ��ʡ����������������������Լ�������С��Ⱥ�����Эͬ�Ż�����������һ�ֵ��͵Ķ�ѧ����Ʒ���[11]�������������غɹ��������������Լ������䱡�ĸ���ָ����ж�Ŀ���ƽ����Ż���
1 �����������ս���
1.1 ��ʼ����ģ�ͷ���
�������о���Deform-3d����ģ���ǻ��ڹ���ʵ�ʵ�ģ�߽ṹ���������������ʼģ�߽ṹ��ͼ1(a)��ʾ����ֵģ�����ز�������Ϊ���ͼ�����ΪAISI-1045(45��)������������ģ�ͷ���װ�õ�Ħ������Ϊ0.3���������Ħ������Ϊ0.15��ģ�߲�������Ϊ�����壻ģ���¶�Ϊ���£�����ģ���ٶ�Ϊ12 mm/s����Ԫ������Ϊ10 000�����뾶Ϊ60 mm���������ϳ�ʼ�¶�Ϊ1 000 �棻�����ж�ģ��ͬ�����������Դ���Cockcroft and Lathamģ�͡�����Ӧ��ģ��ѡ�������Դ���Ӧ��ģ����ʽ(1)��ʾ��
 (1)
(1)
ͨ��ģ�������β�������غɡ�������˵����˱仯�����Լ�ƽ�������ȱ仯����������ͼ1(b)��1(c)��ʾ����ͼ1��֪����������غ�Ϊ386 t���������ֵΪ0.54����β�����������������̬���U���������룬�ܽܵ�[9, 12]�о���������β���������й��ղ����������غɵ�Ӱ����ͨ�������ϲ���������ﵽ�ģ��������غɶ���������ƵIJ����Լ��䱡����������Ҫ��Ӱ�죬���������غ��о��Ե�������Ҫ����ͼ1(b)������֪����ʼʱ�غɼ�����������������������ʼʱ����β��ƽ�岿�ִ�ˮƽλ��Ҫ��������ֱλ�ã�ƽ�������������ģ�����ϵĽӴ���Զ��������Ҫ���������رȽϴ�Ӧ�ĸ������˱����������һ���̶�ʱ�����غ���ƽ�����������������С�������غ�����������йأ�������������������ֽϴ����ʱ�������غɼ������ӣ�����ֵҲ���ӣ����������������������ӣ�����ƽ���ȱ䱡���ԡ�
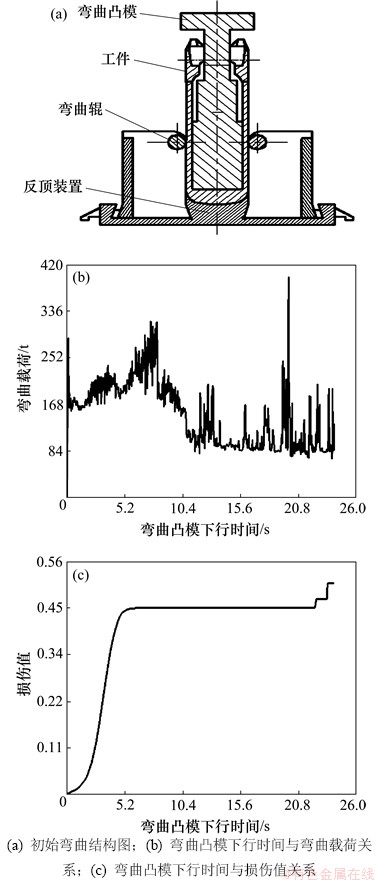
ͼ1 ��ʼ����ģ�ṹ����ֵģ����
Fig. 1 Initial bending mold structure and numerical simulation result
1.2 ���������������
���ڶԳ�ʼ����������֪������ͨ����������ʱ�������������Ч���������غɣ�����֤���������������ڴ˱����������ԭ������ģ�ṹ������1�Ը�����ʵ�ֽ���������Ŀ�ģ���ģ�߽ṹ��ͼ2��ʾ��
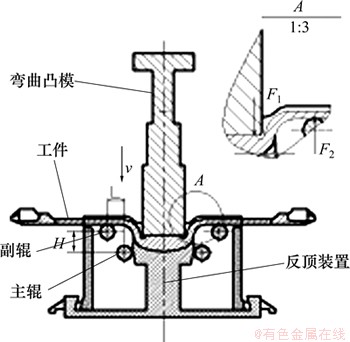
ͼ2 ��������ģ�ṹͼ
Fig. 2 Graph of new bending mold structure
���ڸ�����ģ���ǻ�������ʵ���Ļ�������������칳β���ʼ�¶��������������ص�ȷ���ˣ�������������Ϊ���平β����ι����е�һ���֣����¶���ǰ��������ģ����ʱ���Ӱ�죬����о��¶ȶ��������ճ����غ������˵�Ӱ���������ʵ�ʵ�Ӧ�����岻���ԡ���������ʵ���ù�β���������յ��¶Ȼ���ά����950~1 020 �淶Χ��������Ż�ʱ�������������¶�ȡΪ1 000 �档�����ڶ�������Ż�����ʱ��û�п���2������֮��ļ�϶�������ijߴ硢�����¶ȶԹ���Ŀ���Ӱ�졣����Ҫ��Ը�����������Ĵ�ֱ����ľ���H��ˮƽ����ľ���L��������������֮���Ħ�����ئ̡�����ģ���ٶ�V�������뾶R��5�����ղ����Թ�β��������Ӱ�졣
2 ������Ӧ�淽���Ż�
2.1 �������
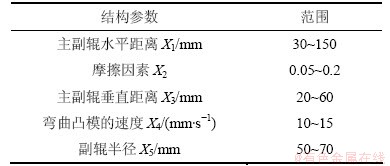
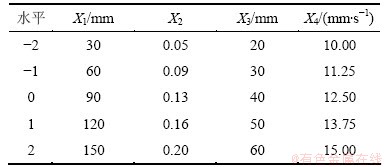
��Ӧ�淨��ʹ�ñ�����ȷ�������������Լ���Ӧ��ˮƽ����[13]��Ϊ�˺���ʵ����Ʒ��㣬����������ˮƽ����L��Ħ�����ئ̡���������ֱ����H������ģ���ٶ�v�������뾶R�������غɡ��������ֵ��������С��ȷֱ�Ϊ��1����2����3����4����5����1����2�ͣ�3������������ʵ���Ļ����Ͻ�����ֵģ���5�����ؽ��е������Ż�������ȷ���������غ�����Χ���䷶Χ���1��ʾ��
��1 �ṹ�����Ż���Χ
Table 1 Optimized scope of structural parameters
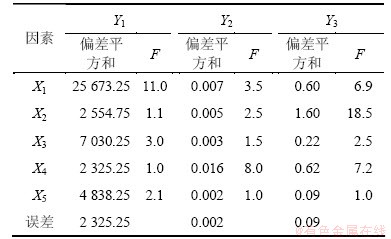
�������ȶ�5�����ؽ�����L16(54)������ʵ����ƣ���ѡ�����������أ��ڷ��������Fֵ��F�����ͳ��������ֵԽ���������Ӧͳ������������ˮƽԽ�ߡ��䷽������Ľ�����2��ʾ���ӱ�1��֪��Y1�ĸ�������������Ӱ���ϵΪ��X1��X3��X5��X2��X4��Y2��������������Ӱ���ϵΪ��X4��X1��X2��X3��X5��Y3�ĸ������������Թ�ϵΪ��X2��X4��X1��X3��X5���ۺ϶Աȸ���������3����ӦĿ���������Թ�ϵ������ѡ��X1��X2��X3��X4��4����������Ϊ3����ӦĿ�������Ż����أ�����X5ȡΪ50 mm��
��2 �������صķ���������
Table 2 Variance analysis results of different factors
�������Ż�����4�����Ż�Ŀ��3������˶�����Ӧ��ģ�͵Ļع�ϵ������ ����Ϊ�˵õ������Ļع鷽�̣�ÿ��������ȡ��ˮƽ��Ϊ5�������Ҫ������������Ƚ϶࣬ʵ�ֱȽ����ѡ�Ϊ�˽����һì�ܣ����IJ������ĸ������[14]��������飬������רҵ���������Design-Expert v8.0����˺�������Ӧ���������ǰ������Ļ����Ͻ�����4����5ˮƽ�����ĸ�����ƣ�������30�����顣����ˮƽ���3��ʾ������ʵ�鷽����������ʾ�ڱ�4��
����Ϊ�˵õ������Ļع鷽�̣�ÿ��������ȡ��ˮƽ��Ϊ5�������Ҫ������������Ƚ϶࣬ʵ�ֱȽ����ѡ�Ϊ�˽����һì�ܣ����IJ������ĸ������[14]��������飬������רҵ���������Design-Expert v8.0����˺�������Ӧ���������ǰ������Ļ����Ͻ�����4����5ˮƽ�����ĸ�����ƣ�������30�����顣����ˮƽ���3��ʾ������ʵ�鷽����������ʾ�ڱ�4��
��3 ����ˮƽ�����ĸ������
Table 3 Central composite design of factor levels
��4 �������鷽����������
Table 4 Part of test program and results

2.2 ��Ӧ��ģ��������������
���ö���ģ�ͽ���3��Ŀ����ӦY������Ʊ�����Ԥ��ģ�͡�����4�������飬����ʽģ�ͱ�ʾ���£�


 (2)
(2)
����ʽ(2)��Ӧ����С���˷��Ա�4�����ݽ��лع�������ֱ�õ�����3��Ŀ����Ӧ�������£�


 (3)
(3)



 (4)
(4)



 (5)
(5)
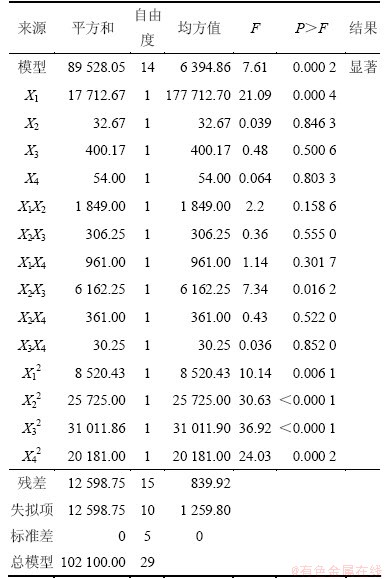
Ϊ����֤��������Ӧ��ģ���Ƿ���������ӳ��Ӧ����������ؼ��ͳ�ƹ��ɣ���ʽ(3)~(5)���з���������������������5~7��ʾ��
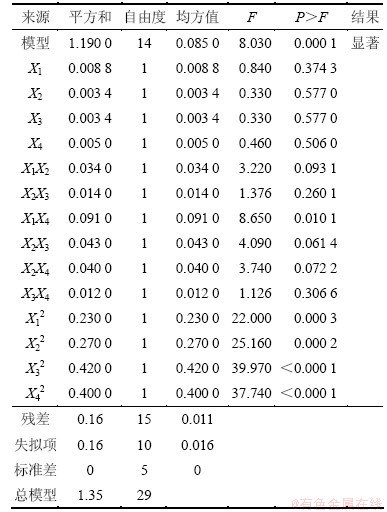
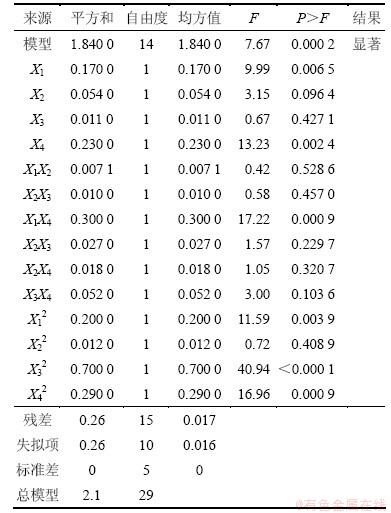
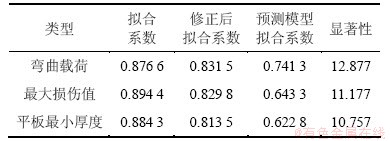
���ݱ�5~7��֪��3��ģ�͵�F�ֱ�Ϊ7.61��8.03��7.67��˵��3��ģ���������ġ���Ӧ�ġ�P��F��ֵ����Ϊ0.000 2��0.000 1��0.000 2��ԶС��0.05��3��ģ���Ƿdz������ġ���F����֮�⣬��ͨ��S��R2�� ����һ�����鹹��Ԥ��ģ�͵Ŀɿ��ԣ�ͨ��R2��Խ�ع�ģ�͵���ϳ̶�Խ�á��ӱ�8��֪��3��ģ��R2�ֱ�Ϊ87.66%��89.44%��88.43%��˵����ģ�͵�Ԥ�⾫�ȽϺá�����������3��Ԥ��ģ�ͿɽϺõ������������Y������Ʊ���X1��X2��X3��X4����Ӧ�����ܵõ��ܺõľ��ȣ��������ں��������Ż���
����һ�����鹹��Ԥ��ģ�͵Ŀɿ��ԣ�ͨ��R2��Խ�ع�ģ�͵���ϳ̶�Խ�á��ӱ�8��֪��3��ģ��R2�ֱ�Ϊ87.66%��89.44%��88.43%��˵����ģ�͵�Ԥ�⾫�ȽϺá�����������3��Ԥ��ģ�ͿɽϺõ������������Y������Ʊ���X1��X2��X3��X4����Ӧ�����ܵõ��ܺõľ��ȣ��������ں��������Ż���
��5 �����غɷ���������
Table 5 Variance analysis results of bending load
��6 �������ֵ����������
Table 6 Variance analysis results of maximum damage
��7 ƽ����С��ȷ���������
Table 7 Variance analysis results of minimum plate thickness
��8 3��Ŀ����ȷ��ϵ���������
Table 8 Determine coefficient analysis of three target quantity results
�Ӹ���ģ�ͷ��������֪������4�����ؽ��������£��������غ��������Ľ�������Ϊ��X2*X3�������������ֵӰ���������Ľ�������Ϊ��X1*X4������ƽ����С��ȵ���������������Ϊ��X1*X4��Ϊ�˽�һ�������������ղ�����3����Ӧ�Ż�����Ӱ�죬��ѡȡӰ�������Ӧ�Ż����������Ľ���������������ͼ3(a)~(c)�ֱ��ʾ��ˮƽ����Ϊ90 mm�������ٶ�12.5 mm/sʱ�����غ��롰X2*X3���ĵȸ���ͼ��Ħ������Ϊ0.13����Ը߶�40 mmʱ�������ֵ��X1*X4���ĵȸ���ͼ��Ħ������Ϊ0.13����Ը߶�40 mmʱƽ����С����롰X1*X4���ĵȸ���ͼ��
��ͼ3(a)���Կ�������ˮƽ����Ϊ90 mm�������ٶ�Ϊ12.5 mm/sʱ����Ӧֵ�����غ�������Ը߶ȵ����������غ����͡�������Ը߶ȴﵽ40 mmʱ�������غ�����Ը߶ȵ����Ӷ����ӣ�ͬʱ������Ħ�����ص����������غɽ��͡���Ħ�����شﵽ0.13ʱ������Ħ���������������غ����ӡ����⣬�ɵȸ���ͼ��֪�����������ղ�����Χ�ڣ������غ���Ҫ�ֲ���200~300 t�ڡ��Ա�ԭʼģ�Ϳ�֪�������ͽ���ģ���ڽ��������غ������������ơ�
ͼ3(b)���Կ�������Ħ������Ϊ0.13����Ը߶�Ϊ40 mmʱ����Ӧֵ�������ֵ���������ٶȵ������������ʧֵҲ���ӣ����ﵽ13 mm/sʱ�����������ٶ������������ʧֵ���͡�����ˮƽ����仯������Ӧֵ�����ʧֵ����ˮƽ��������Ӷ����ӣ���ˮƽ����ﵽ90 mmʱ��ʼ���͡��ӵȸ���ͼ��֪���������ٶ�С��13 mm/s��ˮƽ����ΪС��90 mmʱ�������ʧֵС��0.6��
��ͼ3(c)��֪����Ħ������Ϊ0.13����Ը߶�Ϊ40 mmʱ�����������ٶȵ�����ƽ����С������ӣ�����ˮƽ��������ƽ����С���Ҳ���ӣ���ˮƽ����ﵽ102 mmʱ������ˮ�߾��������ƽ����С��Ƚ��͡�ƽ����С��ȴ���34.5 mmռ������Ӧ��ͼ�����������ֵΪ34.85 mm��û�г��������������ֵ��������֪�������ͽ�������ģ�������Ķͼ��ܴﵽ����Ҫ��
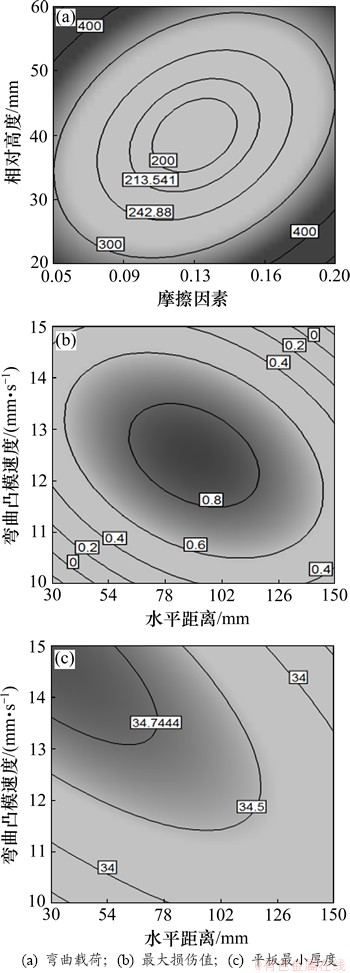
ͼ3 �����غɡ��������ֵ��ƽ����С��ȵȸ���ͼ
Fig. 3 Contour images of bending load, maximum damage value and minimum plate thickness
3 ���鷽���Ż�����֤
��ʵ����������ģ����ϵĻ����ϣ�������Design-Expert8.0�����������һ�������Ż�[15]�����������غɡ��������ֵ��ƽ����С�������֮��ȡ��һ�����Ŀ������£��������ղ���ȡֵ�����ŷ�������9��ʾΪ��֤�����غ�С��250 t���������ֵС��0.4�Լ�ƽ����С��ȴ���34.5 mm�Ļ����ϻ�õ��Ż�������
��9 �Ż����շ���
Table 9 Program of process optimization
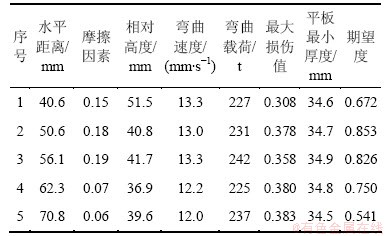
Ϊ�˽�һ����֤���Ż���������ȷ�ԣ�Ϊ���������ṩʵ�����ݣ���9��5���Ż�����������������Ԫģ��֮�У��������10��ʾ��
��9��Ԥ��ֵΪͨ����Ӧ���Ż��õ��ĸ���Ӧ���ӵ�ֵ��ģ��ֵΪ�Ѷ�Ӧ�Ż��Ĺ��ղ�����������ֵģ��õ��ĸ���Ӧֵ��������ļ���ʽΪ
 (6)
(6)
�ɱ�10�ɼ���5���Ż������и�����Ӧֵ����������ڡ�8%�ڣ�˵��ͨ����Ӧ���Ż��õ��Ż����շ������Ŷȸߣ����ⷽ��4������Ӧֵ���������ڡ�5%�ڣ��ȶ��ԱȽϺã���˰ѷ���4��Ϊ���ͽ�������ģ�߽ṹ�����Ź��ղ�������������ʵ��֮�С�Ϊ�˸��õ�������ʵ�ʽ�ϣ������豸���ֳ�ʵ��������Ż��õ��Ĺ��ղ�������Բ����������Ĺ��ղ���Ϊ��ˮƽ����Ϊ62.5 mm��Ħ������Ϊ0.07����Ը߶�Ϊ37 mm�������ٶ�Ϊ12.5 mm/s��
��10 ��֤���������������
Table 10 Test parameters validation and result analysis

ͼ4(a)��(b)��ʾ�ֱ��ʾԭʼģ�������ͽ�������ģ���������õļ�����ͼ4��֪�����ͽ�������ģ�������ļ�����������û�г��ֱ����˵��������������Ϊ34.8 mm����ԭʼģ�͵�33.8 mm�������ڹ������Ҫ��34.5 mm���Դ�֤����ܺõ����㹤�պ�������������ʵ�ʹ����в�ø����ͽ�����������������豸������Ϊ250 t���ȳ�ʼģ�͵ĵ���130 t���ң������������������������������ʹ�����������������������ͽ��������ṹģ���ڹ�β�����������������н��������غɡ����������������Լ���Ч�ر�֤����������ȵ����ơ�
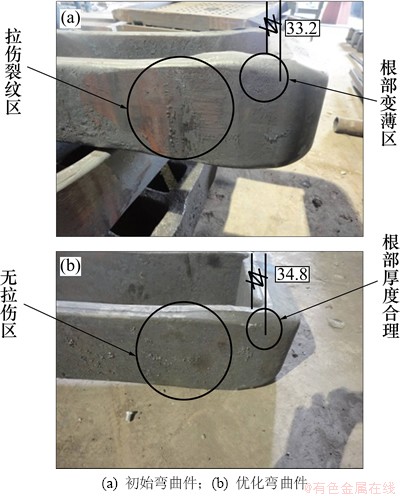
ͼ4 ��ʼ���������Ż��������Ա�
Fig. 4 Comparison of initial bending parts with optimized bending parts
4 ����
1) ���ij������β���������ճ��ֵ����⣬�����һ�����ͽ����������գ����Ը����ͽ����������ս����˶�Ŀ���Ż�������
2) ����Design-Expert8.0���������ͽ����������ս���������ơ�����������Ż������õ��˶�Ŀ���Ż���ѧģ�͡�
3) ͨ������Ż�����������ʵ����֤�ˣ������ͽ�������ģ�ṹ����Ч�ؽ��������غ��Լ�����β������������Ƶ����ƣ�������Ч�ر�֤��β���ճߴ磬��Ϊ���ƹ�β�������������յ��ṩ��һ������ʵ����ָ�����á�
�ο����ף�
[1] ��ٻ, л����, ������, ��. ���ڵ�����ʧ�Ļ�����β�����ƣ����������[J]. ����ѧ��, 2002, 24(1): 19-22.
XU Qian, XIE Jilong, MIAO Longxiu, et al. Analysis of multi-axial fatigue life based on single axial stress condition of the coupler yoke[J]. Journal of the China Rail Way Society, 2002, 24(1): 19-22.
[2] ����. 17�ų�������β��ƣ���������ɿ��Է���[D]. ����: ������ͨ��ѧ��е����ӿ��ƹ���ѧԺ, 2009: 38-50.
YU Zhaohua. 17 coupler hook tail frame fatigue life and reliability analysis[D]. Beijing: Beijing Jiaotong University. School of Mechanical, Electronic and control Engineering, 2009: 38-50.
[3] Wang C M, Lim G T, Reddy J N, et al. Relationships between bending solutions of Reissner and Minding plate theories[J]. Engineering Structures, 2001, 23: 839-849.
[4] Frederic Y M. Wan. Stress boundary conditions for plate bending[J]. International Journal of Solids and Structures, 2003: 4107-4123.
[5] �ŵ���. ������������Ĺ��������о�[D]. ����: ������ͨ��ѧ���Ͽ�ѧ�빤��ѧԺ, 2007: 39-47.
ZHANG Dezhi. Investigation on the technological theory of sick metal sheet bending[D]. Liaoning: Dalian Jiaotong University. Institute of Material Science and Engineering, 2007: 39-47.
[6] Ф��, �ι�ʤ, �ϲ�, ��. �����������ι�����AZ31þ�Ͻ��Ͳĵ���֯���ݱ�[J]. �й���ɫ����ѧ��, 2011, 21(8): 1814-1819.
XIAO Han, SONG Guangsheng, YAN Cao, et al. Microtexture evolution of AZ31 magnesium alloy profile during warm bending process[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(8): 1814-1819.
[7] ������. ��β����ι��ռ�ʵ���о�[D]. ����: �����ѧ���Ͽ�ѧ�빤��ѧԺ, 2005: 11-44.
LUO Zhengzhang. Frame of trail hook form technics and research of experiment[D]. Chongqing: Chongqing University. Department of Material Science and Engineering, 2005: 11-44.
[8] ������, ֣����, ����, ��. 17�Ͷ��칳β�����������ι�������ģ��[J]. ��ѹ����, 2009, 34(3): 22-25.
FU Dianeyu, ZHENG Leqi, JIANG Peng, et al. FEM analysis of hot bending process for 17 type of coupler yokes[J]. Forging & Stamping Technology, 2009, 34(3): 22-25.
[9] �ܽ�, ���, ����־, ��. ���칳β������б����ģ�ṹ�IJ���[J]. ��е����ѧ��, 2010, 46(8): 25-30.
ZHOU Jie, LI Lu, HU Zhenzhi, et al. Parameters of slanting newing bending die structure of frame of trail hook made by forging[J]. Chinese Journal of Mechanical Engineering, 2010, 46(8): 25-30.
[10] ��ʿʿ, ������, ���Ĺ�, ��. ������Ӧ�淽���ij�����Ŀ��Эͬ�Ż�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(7): 2586-2592.
LIU Shishi, GU Zhengqi, WU Wenguang, et al. Multi- objective collaborative optimization of vehicle based on response surface methodology[J]. Journal of Central South University (Science and Technology), 2012, 43(7): 2587-2592.
[11] Zhao W T, Qiu Z P. An efficient response surface method and its application to structural reliability and reliability-based optimization[J]. Fininte Elements in Analysis and Design, 2013, 67: 34-42.
[12] ������, ����̩, ��˶��. U�μ������������ļ��㼰Ӱ�����ط���[J]. ���Թ���ѧ��, 1998, 5(1): 34-39.
QIN Siji, HU Futai, LI Shuoben. Calculation of free bending for u-type parts and analysis of influence factors[J]. Journal of Plasticity Engineering, 1998, 5(1): 34-39.
[13] Palanivel R, KoshyMathews P. Prediction and optimization of procrss parameter of friction stir welded AA5083-H111 aluminum alloy using response surface methodology[J]. Journal of Central South University of Technology (English Edition), 2012, 19: 1-8.
[14] Mohamed M N, Amgad A A, Hamdani S, et al. Optimization of reaction parameters of radiation induced grafting of 1-vinylimidazole onto poly(ethylene-co-tetraflouroethene) using response surface method[J]. Radiation Physics and Chemistry, 2011, 80: 1222-1227.
[15] ����, �ź�, ʯ��. ����Design-Expert V7��ƵIJ���ּ��������Ӻ������Ż��о�[J]. ��е����ѧ��, 2011, 47(16): 52-60.
LIU Jia, ZHANG Hong, SHI Yan. Technology optimizing research on laser nonpenetration lap welding of stainless steel based on design-expert V7[J]. Journal of Mechanical Engineering, 2011, 47(16): 52-60.
(�༭ �°���)
�ո����ڣ�2013-11-12�������ڣ�2014-03-05
������Ŀ�������У��������ҵ��ѿ���ר���ʽ�������Ŀ(CDJZR12130045)
ͨ�����ߣ������(1972-)���У��Ĵ�Ӫɽ�ˣ������ڣ���ʿ�����½������Գ��μ����о�������ģ���о����绰��13452877856��E-mail: xyfeng@cqu.edu.cn
ժҪ������ij���쳧����ij�ͺŹ�β�����������г��������غɹ����������Լ�ƽ������䱡���ص����⣬���һ�����ͺ�彥�����������ա��Խ��������غɡ��������������������Լ���֤��β��ƽ���Ⱥ���Ϊ�Ż�Ŀ�꣬����ģ�ٶȡ������ߴ硢�������ϼ�Ħ�������Լ��������ڸ߶Ⱥ�ˮƽ����ľ���Ϊ�Ż���������������ʵ����Design-expert����������Ӧ��(RSM)��Ͻ�ģ�������õ�3��Ŀ�����Ķ�����Ӧ��ģ�ͣ���ͨ����ֵģ����֤����������Ӧ��ģ��ȷ�ԣ���������С��8%�������ں����Ż�������ʵ�����������ͨ����Ŀ���Ż���β�����ͽ�������ģ�ṹ���������غ�������40%���ܹ���Ч�����������������Ʊ�֤ƽ����С��ȡ�
[1] ��ٻ, л����, ������, ��. ���ڵ�����ʧ�Ļ�����β�����ƣ����������[J]. ����ѧ��, 2002, 24(1): 19-22.
[2] ����. 17�ų�������β��ƣ���������ɿ��Է���[D]. ����: ������ͨ��ѧ��е����ӿ��ƹ���ѧԺ, 2009: 38-50.
[5] �ŵ���. ������������Ĺ��������о�[D]. ����: ������ͨ��ѧ���Ͽ�ѧ�빤��ѧԺ, 2007: 39-47.
[7] ������. ��β����ι��ռ�ʵ���о�[D]. ����: �����ѧ���Ͽ�ѧ�빤��ѧԺ, 2005: 11-44.
[8] ������, ֣����, ����, ��. 17�Ͷ��칳β�����������ι�������ģ��[J]. ��ѹ����, 2009, 34(3): 22-25.
[9] �ܽ�, ���, ����־, ��. ���칳β������б����ģ�ṹ�IJ���[J]. ��е����ѧ��, 2010, 46(8): 25-30.
[12] ������, ����̩, ��˶��. U�μ������������ļ��㼰Ӱ�����ط���[J]. ���Թ���ѧ��, 1998, 5(1): 34-39.
