
���±�ţ�1004-0609(2012)1-0121-07
��Բ��Ť�ܷ������۷��Ʊ����̬A356���Ͻ���
�� ��1, 2��лˮ��2����־��1�����ǿ1������1
(1. �㽭��ѧ ��������ѧԺ������ 315100��2. ������ɫ�����о���Ժ������ 100022)
ժ Ҫ��
������Բ��Ť�ܷ������۷��Ʊ����̬A356���Ͻ��ϡ������������Բ��ť�ܷ������ۼ���������Ťǿ�ƶ����ٽ������������롢�Խ����ǿ������С��������۴ٽ��κ˵����ã���ʹ�����������ݱ�Ϊ���λ�����ξ�������Բ�ܳ�����ȡ���Ťǿ���Լ�����Ƶ�ʶ��̬���ϵ�����֯������Ӱ�졣���ų�����ȡ���Ťǿ�Ⱥ�����Ƶ�ʵ�������ϸ����Բ��Ч��������ߣ���������ȹ�������������������Ťǿ�ȳ���13.5 (��)/cmʱ������ϸ����Բ��Ч��û��������ߣ�������Ƶ�ʳ���40 ��m-1ʱ������ϸ�����ò�����ǿ��Բ���ȷ������͡�����Բ�������Ϊ1.8:1����Ťǿ��Ϊ13.5 (��)/cm������Ƶ��Ϊ40 ��m-1�������¿��Ƶþ���ֱ��ϸС����״Բ���İ��̬���ϡ�
�ؼ��ʣ�
A356���Ͻ�����Բ��ť�����������۷������̬������֯��
��ͼ����ţ�TG146.4���� ���ױ�־�룺A
Preparation of semi-solid A356 Al alloy slurry by repeated heating-cooling method with elliptical-twisted tubes
LIU Wen1, 2, XIE Shui-sheng2, JIA Zhi-xin1, LI Ji-qiang1, WU Hong-bing1
(1. Ningbo Institute of Technology, Zhejiang University, Ningbo 315100, China;
2. Beijing General Research Institute for Nonferrous Metals, Beijing 100088, China)
Abstract: The semi-solid slurry of A356 aluminum alloy was prepared by the repeated heating-cooling method with the elliptical-twisted tubes. The results indicate that by the repeated heating-cooling method with elliptical-twisted tubes the microstructures of primary grains are transformed from dendritic or rosette-shaped to fine net-globular under the action of grains detachment due to the forced convection, shear caused by self-stirring and heterogeneous nucleation because of repeated heating/cooling. The axial ratio, twisting strength and heating-cooling frequency have significant influences on the microstructure of the semi-solid slurry. With the increase of axial ratio, twisting strength and heating-cooling frequency, the grain refinement and sphericity of particles have remarkable improvement. However, at the twisting strength over 13.5 (��)/cm and heating-cooling frequency over 40 ��m-1, the grain refinement does not have a much improvement and the sphericity decreases on the contrary. At the axial ratio of 1.8:1, twisting strength of 13.5 (��)/cm and heating-cooling frequency of 40 ��m-1, the favorable microstructure of semi-solid A356 aluminum alloy can be generated by the repeated heating-cooling method with the elliptical-twisted tubes.
Key words: A356 Al alloy; elliptical-twisted tube; repeated heating-cooling method; semi-solid; microstructure
���ϵ��۽ṹ�Dz��Ͽ�ѧ�빤�̵ĺ������ݣ��Dz��ϼӹ��Ͳ�����Ϊ֮���Ŧ������������֯��ò�������γ�����������ǰ��Һ����������״�������Լ��ڹ�̬��ȴʱ�������̡������������ǰ����һ�����ɱ߽�����⣬�����̹����е��ݻ�ʮ�ָ���[1-2]�����й����߶������̹����е��������أ�������������ų��ͳ������ȶ�����֯��Ӱ�����������㷺���о������������ڻ�е���衢��Ž��衢��Һ���߷��ƽ����۵Ļ������ֿ��������ְ��̬�ƽ����գ�����б�彽������[3-5]��ֱ�ܷ�[6]��ת��б�� ��[7]��������ȴ�ܷ�[8-9]����������б��[10]�Ͷ�������ιܽ��������Ʊ����̬A356���Ͻ���[11]����Щ���յĹ�ͬ�ص��Dz���Ҫ��������Ϳ��ԶԽ��Ͻ��н��裬������Խ�ʡ�����豸��Ͷ�ʷ��ã������Ʊ��ɱ����봫ͳ�Ļ�е����͵�Ž����ƽ�����ȣ������ƽ���������㡢�����кܴ�ķ�չDZ����
�������߸��ݽ������̵�ԭ�������һ����ӱ����Բ��Ť�ܷ������۽����Ʊ�װ�á����ùܱڴ���������������Բ��Ť��������ʱ����Ť�ڵ�����������ܱڵ�ԭ�����ܱں��IJ��������ǿ�����������¶ȳ������ʳ��ľ��Ȼ�ʹ�ó����������ڸ�������������ٶȻ���һ�£���״Բ����ͬʱ��Һ�����߷���Ťתʹ�����ڲ����ڼ��У�Ȼ��������ѭ�����ٽ��κ˺;���ϸ�����Ʊ��İ��̬��������֯������ͨ���ı���Բ�ܳ�����ȡ���Ťǿ���Լ�����Ƶ���Ʊ����̬A356���Ͻ��ϣ��о�������ȡ���Ťǿ�Ⱥ�����Ƶ�ʶ��̬�����֯�г�����������Ӱ�죬̽�ָù��������³������������ɡ�
1 ʵ��
1.1 ����
ʵ�����ѡ��A356���Ͻ𣬾����������仯ѧ�ɷּ���1��
��1 ʵ����A356���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of experimental A356 Al alloy (mass fraction, %)

1.2 ʵ�鷽��
���������豸Ϊ��������з�����Բ��Ť�ܷ��������ƽ�װ�ã���ͼ1��ʾ����Բ��ť�ܵIJ���Ϊ����֣��ۻ��豸Ϊ����ʽ����¯������Ϊ45#�֣���ߴ�Ϊd 80 mm��150 mm���ں�Ϊ2 mm��
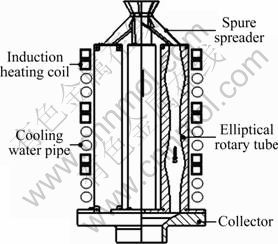
ͼ1 ��Բ��Ť�ܷ������۷����̬�����Ʊ�װ��
Fig. 1 Schematic diagram of preparing semi-solid A356 Al alloy slurry by repeated heating-cooling method with elliptic twisted tube
�Ƚ�A356���Ͻ����Ϸ������¯�е�ʯī�������ۻ������ȵ�700 ��ʱ���о�������������20 min�����ﵽԤ���Ľ�ע�¶Ⱥ�Ѹ�ٽ����Ͻ�Һ������Բ��Ť���У��ڷ���������������������4����Բ��Ť�ܲ����ս���45#�������С���4����Ť�ܵ�ĩ�˷ֱ�ȡ��������ˮ�㡣���������ĥƽ���������0.5%HFˮ��Һ��ʴ����GX40-V���������۲������Ľ�����֯����Image Toolͼ����������ⶨ����
��ƽ��ֱ����ƽ���ܳ������ù�ʽD=![]() ��F=
��F=
4��A/l2�ֱ������������ƽ������ֱ��D����״����F [12]��ʽ�У�AΪ���������lΪ�����ܳ���nΪ�ӳ��п�����ͳ����Ŀ��
2 ��������
�Ʊ����̬A356���Ͻ��ϵ��������鹤�ղ�������2���ɱ�2���Կ��������������Ʊ��İ��̬���������֯�����������Բ��졣������������������Բ������ȶԾ���ϸ����Բ������Ӱ���������Ƶ�ʵ�Ӱ���֮������Բ�������Ϊ1.8:1����Ťǿ��Ϊ4.5 (��)/cm������Ƶ��Ϊ40 ��m-1ʱ�����Ʊ�����ֱ��Ϊ39.5 ��m��Բ����Ϊ0.84�����ʰ��̬���ϡ�
Ϊ���о�������������֯��Ӱ�죬��һ���Ż����ղ��������ù̶��������������ر仯��ʵ�鷽������ʵ�飬���õİ��̬����������֯��ͼ2��4��ʾ��
��2 �Ʊ����̬A356���Ͻ��ϵĹ��ղ������������������֯����
Table 2 Process parameters of preparing semi-solid A356 Al alloy slurry and microstructure characteristics of slurries
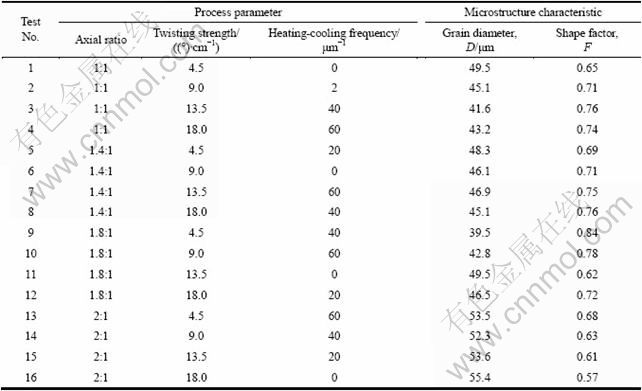
ͼ2 ��Ťǿ��Ϊ18.0 (��)/cm������Ƶ��Ϊ40 ��m-1����ͬ��Ť�ܳ�������»�õİ��̬����֯
Fig. 2 Semi-solid microstructures obtained at twisting strength of 18.0 (��)/cm, heating-cooling frequency of 40 ��m-1 and different axial ratios: (a) 1:1; (b) 1.4:1; (c) 1.8:1; (d) 2:1

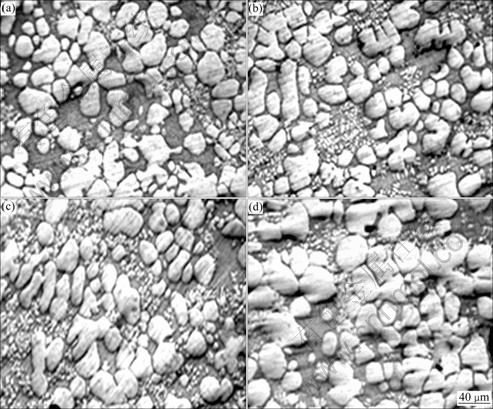
ͼ3 �������Ϊ1.8:1������Ƶ��Ϊ40 ��m-1����ͬ��Ťǿ���»�õİ��̬����֯
Fig. 3 Semi-solid microstructures obtained at axial ratio of 1.8:1, heating-cooling frequency of 40 ��m-1 and different twisting strengths: (a) 4.5 (��)/cm; (b) 9.0 (��)/cm; (c) 13.5 (��)/cm; (d) 18.0 (��)/cm
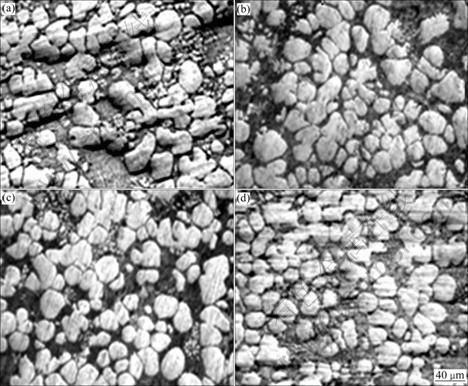
ͼ4 �������Ϊ1.8:1����Ťǿ��Ϊ18.0 (��)/cm����ͬ����Ƶ���»�õİ��̬����֯
Fig. 4 Semi-solid microstructures obtained at axial ratio of 1.8:1, twisting strength of 18.0 (��)/cm and different heating-cooling frequencies: (a) 0 ��m-1; (b) 20 ��m-1; (c) 40 ��m-1; (d) 60 ��m-1
3 ����
3.1 ��Բ��Ť�ܷ������۷��Ʊ���������ϵ�����֯�ݻ�����
��Բ��Ť�ܷ������۷��Ʊ����̬������������Ť����Բ��ʹҺ̬����������ʱ�������ҵļ��б��Σ�ͨ���������ۣ��γɳ�����ϸС�Ҿ��ȡ�Բ���İ��̬���ϡ���Բ��ť�ܷ������ۼ���������Ťǿ�ƶ����ٽ������������롢�Խ����ǿ������С��������۴ٽ��κ˵����ã���ʹ�����������ݱ�Ϊ���λ�����ξ�����
����Բ��Ť���ڣ��������˵��γ��������κ�Ϊ������Բ��Ť���������Ũ���ݶȡ��¶��ݶȺ�-Һ����ǰ�ص��Ӷ�ǿ�Ⱦ����������˵�����״̬[13]����Բ����Ťǿ�Ⱦ����ܱں��IJ�����ǿ�����ij̶ȣ��༴�¶ȳ������ʳ��ľ��Ȼ��̶ȡ����ݷѿ˵�һ���ɣ�����ͬ��ɢ�������ɢʱ���£���ɢ������Ũ���ݶȳ����ȣ�Ũ���ݶ�Сʱ�����ʵ���ɢ������Ӧ��С�����������ٶ�Ҳ��Ӧ���������Ծۼ����š��¶ȳ������ʳ��ľ��Ȼ�ʹ�ó����������ڸ�������������ٶȻ���һ�£�������[14]��
���Ͻ�����������Բ��Ť��ʱ�ܵ���·��״��Ӱ����ı�����������������ؽ�����������ٶȲ��죬���������������á�������ʹ��֦���۱��κ��۶ϣ����뾧����Ŀ���ӣ�������Ť�������������뵽�ܵ��IJ�����ͼ5��ʾ����Ϊ�¾��˵ijĵף��½ӽ��ܱڵ��������ڼ����������κˣ�������Ŀ�������ࡣ��Ŀ�ڶ�����뾧����������������������Ũ�ȳ����¶ȳ���ϵ��ص�ЧӦ����״����״�ķ�ʽ�� ��[15-16]�����֡���ת�Խ��衱���������شٽ��˳������������ξ������ݱ䡣
���ʵ�����Ƶ�������ھ�����ϸ����Բ�����������¹����У���һ���������ڲ����¶ȵ�����ʹ�ɷ־��Ȼ������ܶ���ߣ�֦�����ʰ뾶��С������֦���۸���������Ũ�Ƚ��ͣ�����������֦��֮��ͽ�����һ����ɢż������Ũ���ݶȵĴ��ڽ���ʹ���ʴӴ�֦����ϸ֦����ɢ�����ϸ֦�ۻ����ܽ⣬������ϸ֦�����۶�[17]���Ͻ���۽�ӹ�����֯��ʼ������ʱ����ӳ���Һ��������࣬���ۻ���Һ�����뾧���ڣ�ʹ��С�������벢��ͬʱ����ż���ʱ��Ƶ�ų�������Ҳ��һ���Ľ������ã�ʹ�Ͻ�Һ���¶ȳ����ȣ��Ӵ�ͬʱ���̵�����Ҳ������ϸ�������������������������ȴ��ǰ�������¶ȿ�����Һ��������5~10 �棬�����¶ȳ����ȣ��ڽ�����ȴ��ǰ�����������Ѿ����ڹ���״̬���������뾧�˾��ȵ����ɡ�ǿ����ȴʱ������ˮ������ʹ���������Թ��ȵĽ���ҺѸ����ȴ����������������������ˣ���ˣ��γɾ���ϸС�ij���������[18]��

ͼ5 ��Բ��Ť���ںϽ������о�������ʾ��ͼ
Fig. 5 Schematic diagram of ionization of particles in elliptic- twisted tubes
����Բ��Ť�ܷ��������ƽ���ԭ����֪����Ťǿ�ȡ���Բ�ܳ�����Ⱥ�����Ƶ����Ӱ����������֯�ݻ�����Ҫ���ء�
3.2 ��Ťǿ�ȶ�����֯��Ӱ��
����Բ�ܳ������Ϊ1.8:1������Ƶ��Ϊ40 ��m-1ʱ����Ťǿ�ȶԾ���ֱ����Բ���ȵ�Ӱ����ͼ6��ʾ���ɼ���������Ťǿ�ȵ�����ƽ������ֱ����4.5 (��)/cmʱ��49.5 ��m����13.5 (��)/cmʱ��39.2 ��m��ϸ����20.8%��Բ������0.65��ߵ�0.83������� 27.7%����ˣ�������Ťǿ������������ƽ�������������Ťǿ����13.5 (��)/cm����18.0 (��)/cmʱ������ϸ�������ԣ�Բ����ȴ��0.83����0.81������Ťǿ��ȡ13.5 (��)/cm��ѡ�
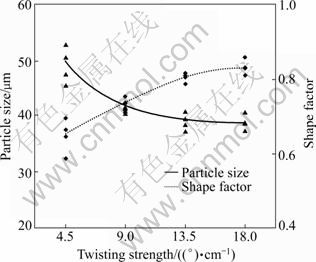
ͼ6 ��Ťǿ�ȶ���彬������֯������Ӱ��
Fig. 6 Influence of twisting strength on microstructural characteristics of semi-solid slurry
����Fluent������������ֵģ�⣬����Բ�������Ϊ1.8:1ʱ����������ʱ��Ħ������ļ���Ӧ��������Ťǿ�ȵ����Ӷ�������ͼ7��ʾ�������Խ������õ���ǿ���ܱں��IJ�����Ҳ��֮�Ӿۣ��ٽ����¶ȳ������ʳ��ľ��Ȼ�����-Һ����ǰ�صĸ���Ƶ�������������ڳ������������ݱ䡣
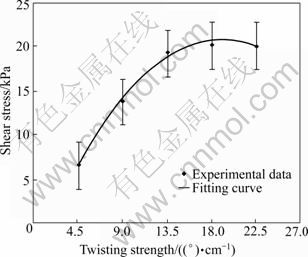
ͼ7 ��Ťǿ�ȶ���彬�ϼ�������Ӱ��
Fig. 7 Influence of twisting strength on shear stress of semi- solid slurry
3.3 ��Բ�ܳ�����ȶԽ�������֯��Ӱ��
����Բ����Ťǿ��Ϊ18.0 (��)/cm������Ƶ��Ϊ40 ��m-1ʱ����Բ������ȶ��ƽ�Ч����Ӱ����ͼ8��ʾ��ͼ�й⻬����������ʵ�����ݵ�ƽ��ֵ�ع�õ��ġ����ų�����ȵ�����ƽ������ֱ���ɳ������1:1ʱ��49 ��mϸ��Ϊ1.8:1ʱ��39 ��m��ϸ����Ϊ20%��Բ����Ҳ��0.68��ߵ�0.83�������22%����������ȼ�������2:1ʱ��ƽ������ֱ������С1.5 ��m����Բ���Ƚ�����0.3������ϸ����Բ��Ч�������ԡ��ʵ���Բ�������Ϊ1.8:1ʱ���ƽ�Ч����ѡ���������ȹ��ܵ�������խʱ��������ɹܵ����� ������
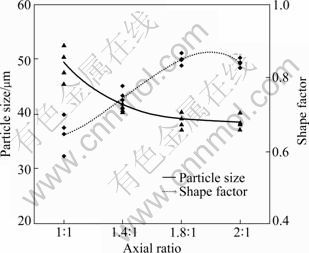
ͼ8 ������ȶ���彬������֯������Ӱ��
Fig. 8 Influence of axial ratio on microstructural characteristics of semi-solid slurry
�������ֱ��Ӱ����Բ����Ť�ij̶ȣ����������Ϊ1:1ʱ����ʱ������������Բ�ܣ���������ʱû������������ĸı���������У���ʱ���йܱڴ������ܵ����Ⱥͼ������ã��IJ�����Ӱ�첻�����ų�����ȵ�������Բ����Ť�����ӣ��������Ӧ�����ӣ��������ٲ��죬����ܱڲ�ͬ��������巢��λ�õĽ����������ⲿ���������£������õ�ϸ���� Բ����
3.4 ����Ƶ�ʶ��Ͻ�����֯��Ӱ��
����Բ�ܳ������Ϊ1.8:1����Ťǿ��Ϊ18.0 (��)/cmʱ������ֱ����Բ����������Ƶ�ʵı仯��ͼ9��ʾ����������Ƶ�ʵ�������ֱ����Բ���Ⱦ���С�����ҿ�����Ŀ�����ࡣ������Ƶ��Ϊ40 ��m-1ʱ��ƽ������ֱ��Ϊ33 ��m����û������ʱ��49 ��mϸ����33%��ƽ��Բ����Ϊ0.85�������35%��������Ƶ��Ϊ60 ��m-1ʱ��������ôִ�ƽ������ֱ��Ϊ43.5 ��m������Բ���Ƚ�Ϊ0.73��ϸ����Բ��Ч�����͡�
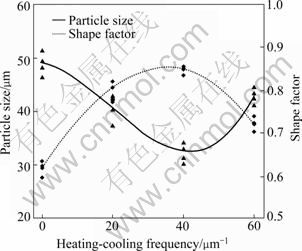
ͼ9 ����Ƶ�ʶ���彬������֯������Ӱ��
Fig. 9 Influence of heating-cooling frequency on micro- structural characteristics of semi-solid slurry
����Բ�ܳ�����Ⱥ���Ťǿ�ȶ���ͬ������£�������Ƶ�ʹ�С�����ڼ��ȶ��п���ʹ�����¶ȹ��ߣ�����������ȫ�ۻ���ǿ����ȴʱ�����̿������ڹܱڴ��γɲ���ܵ����ķ�չ����ˣ���������������ð��̬���ϵ��������٣�����ʱ����ͨ���ں��ʵ�ת��Ƶ���£�����ʹ�����¶����ߣ���ʹ����֦�����۶ϣ�������Ŀ���࣬����ֱ����С����ȴ�ιܱڴ��ϴ�Ĺ���������ڴ����κˡ���˷������������������˳��֣�ͬʱ��������ԭ���ľ��˳���Ͷ���֦���۵����ɣ���ˣ��Ʊ��Ľ��Ͼ�����Ŀ���࣬����ֱ����С����Բ���Ƚϸߡ�������Ƶ�ʹ���ʱ�����Ȼ���ȴЧ�������ԣ������ڹܱڴ�������������ۺܱڼ����κˡ�
4 ����
1) ������Բ��Ť�ܷ������۷��Ʊ����̬A356���Ͻ��ϡ�����Բ�������Ϊ1.8:1����Ťǿ��Ϊ13.5 (��)/cm������Ƶ��Ϊ40 ��m-1ʱ�����Ƶþ���ֱ��ϸС����״Բ���İ��̬���ϡ�
2) ��Բ��ť�ܷ������ۼ���������Ťǿ�ƶ����ٽ������������롢�Խ����ǿ������С��������۴ٽ��κ˵����ã���ʹ�����������ݱ�Ϊ���λ�����ξ�����
3) ��Բ�ܳ�����ȡ���Ťǿ���Լ�����Ƶ�ʶ��̬A356���Ͻ��ϵ�����֯������Ӱ�졣���ų�����ȡ���Ťǿ�Ⱥ�����Ƶ�ʵ�������ϸ����Բ��Ч����������������ȹ���ʱ������������������ŤƵ�ʳ���13.5 (��)/cmʱ������ϸ����Բ����Ч��û��������ߣ�������Ƶ�ʳ���40 ��m-1ʱ������ϸ�����ò�����ߣ�Բ���ȷ������͡�
REFERENCES
[1] KURZ W, TRIV EDI R. Overview, solidification microstructures: Recent developments, future directions[J]. Acta Metall Mater, 1990, 38(1): 1-17.
[2] DAVIS S H. Theory of solidification[M]. London: Cambridge University Press, 2001: 20-36.
[3] LUKASSON M, APELIAN D, DASGUPTA R. Alloy characterization for the new UBE rheocasting process[J]. AFS Transactions, 2002, 110: 271-284.
[4] CARDOSO L E, ATKINSON H V, JONES H. Cooling slope casting to obtain thixotropic feedstock: I. Observation with a transparent analogue [J]. Journal of Materials Science, 2008, 43(16): 5448-5455.
[5] ̷����, ��־��, ��־��. ��б��ȴ��������������̬AlSi9Mg�Ͻ���֯��Ӱ��[J]. �й���ɫ����ѧ��, 2009, 19(4): 607-612.
TAN Jian-bo, LI Zhi-yong, WANG Zhi-jie. Effect of parameters of incline cooling and shearing on microstructure of semi-solid AlSi9Mg alloy [J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 607-612.
[6] YANG Xiao-rong, MAO Wei-min, PEI Sheng. Preparation of semi-solid A356 alloy feedstock cast through vertical pipe [J]. Material Science and Technology, 2007, 23(9): 1049-1053.
[7] GUO H M, YANG X J. Rheocasting of aluminum alloy A356 by low superheat pouring with a shear field [J]. Acta Metallurgica Sinica, 2006, 19(5): 328-344.
[8] XIE S S, HUANG G J, ZHANG X L. Study on numerical simulation and experiment of fabrication magnesium semi-solid slurry by damper cooling tube method [J]. AIP Conference Proceedings, 2007, 908(1): 557-562.
[9] ��С��, лˮ��, ��͢��. ������ȴ�ܷ��Ʊ�A356���Ͻ���̬���ϵ��о�[J]. ϡ�н��������빤��, 2007, 36(5): 915-919.
ZHANG Xiao-li, XIE Shui-sheng, LI Ting-ju. A356 aluminum alloy semi-solid slurry prepared by damper cooling tube process [J]. Rare Metal Materials and Engineering, 2007, 36(5): 915-919.
[10] ���ʹ�, �ƽ, ������. ��������б�������кϽ���֯���γɻ���[J]. �����о�ѧ��, 2008, 22(4): 363-368.
GUAN Ren-guo, LI Jian-ping, CHEN Li-qing. Mechanism of alloy microstructure formation during vibrating wavelike sloping plate process [J]. Chinese Journal of Materials Research, 2008, 22(4): 363-368.
[11] ������, ë����, ���ڴ�. ��������ιܽ�ע���Ʊ����̬A356���Ͻ���[J]. �й���ɫ����ѧ��, 2011, 21(1): 95-101.
CHEN Zheng-zhou, MAO Wei-min, WU Zong-chuang. Semi-solid A356 Al-alloy slurry prepared by serpentine pipe with multiple curves casting [J]. The Chinese Journal of Nonferrous Metals, 2011, 21(1): 95-101.
[12] ̷����, ������, ������. ���̬A356�Ͻ�����֯�����Գ���������Ӱ��[J]. �й���ɫ����ѧ��, 2006, 16(4): 612-617.
TAN Jian-bo, XING Shu-ming, LI Li-xin. The influences of semi-solid A356 alloy microstructure characteristic on the filling ability [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(4): 612-617.
[13] LIU Y Q, FAN Z. Magnesium alloy selection for semi-solid metal processing [C]// Proceedings of the 7th Inter Conf Semi- solid Processing of Alloys and Composites. Tsukuba: National Institute of Advanced Industrial Science and Technology, Japan Society for Technology of Plasticity, 2002: 587-592.
[14] DAS A, FAN Z. Morphological development of solidification structures under forced fluid flow: A Monte-Carlo simulation [J]. Acta Mater, 2002, 50: 4571-4585.
[15] VOGEL A, CANTOR B. Stability of a spherical particle growing from a stirred melt [J]. Journal of Crystal Growth, 1977, 37: 309-316.
[16] DOHERTY R D, HOZIN L, FEEST E A. Microstructure of stir- cast metals [J]. Materials Science and Engineering A, 1984, 65: 181-189.
[17] NAFISI S, GHOMASHCHI R. The microstructural characterization of semi solid slurries [J]. JOM, 2006, 58: 24-30.
[18] MARTINEZ R A, FLEMINGS M C. Evolution of particle morphology in semi-solid processing [J]. Metallurgical and Materials Transactions A, 2005, 36: 2205-2210.
(�༭ ����Ƽ)
������Ŀ����������Ȼ��ѧ����������Ŀ(2011A610165); �����в�ʿ���������������Ŀ
�ո����ڣ�2011-04-08�������ڣ�2011-07-22
ͨ�����ߣ��� �ģ���ʿ���绰��0574-88130078; E-mail: davynjtu@126.com
ժ Ҫ��������Բ��Ť�ܷ������۷��Ʊ����̬A356���Ͻ��ϡ������������Բ��ť�ܷ������ۼ���������Ťǿ�ƶ����ٽ������������롢�Խ����ǿ������С��������۴ٽ��κ˵����ã���ʹ�����������ݱ�Ϊ���λ�����ξ�������Բ�ܳ�����ȡ���Ťǿ���Լ�����Ƶ�ʶ��̬���ϵ�����֯������Ӱ�졣���ų�����ȡ���Ťǿ�Ⱥ�����Ƶ�ʵ�������ϸ����Բ��Ч��������ߣ���������ȹ�������������������Ťǿ�ȳ���13.5 (��)/cmʱ������ϸ����Բ��Ч��û��������ߣ�������Ƶ�ʳ���40 ��m-1ʱ������ϸ�����ò�����ǿ��Բ���ȷ������͡�����Բ�������Ϊ1.8:1����Ťǿ��Ϊ13.5 (��)/cm������Ƶ��Ϊ40 ��m-1�������¿��Ƶþ���ֱ��ϸС����״Բ���İ��̬���ϡ�
