

Plastic deformation behavior of Mg97Zn1Y2 extruded alloys
K. HAGIHARA1, A. KINOSHITA1, Y. SUGINO1, M. YAMASAKI2,
Y. KAWAMURA2, H.Y. YASUDA1, Y. UMAKOSHI3
1. Division of Materials and Manufacturing Science, Graduate School of Engineering,
Osaka University, 2-1, Yamada-oka, Suita, Osaka 565-0871, Japan;
2. Department of Materials Science, Kumamoto University,
2-39-1, Kurokami, Kumamoto 860-8555, Japan;
3. National Institute for Materials Science, 1-2-1, Sengen, Tsukuba, Ibaraki 305-0047, Japan
Received 23 September 2009; accepted 30 January 2010
Abstract:
The mechanical properties of the Mg97Zn1Y2 extruded alloy containing the long-period stacking ordered phase, the so-called LPSO-phase, with a volume fraction of 24%-25%, were examined by compression tests and cyclic tension-compression deformation tests. The plastic behavior of the extruded alloys with compositions of Mg99.2Zn0.2Y0.6 and Mg89Zn4Y7 (molar fraction, %), which were almost the same compositions of Mg matrix phase and LPSO phase in Mg97Zn1Y2 Mg/LPSO two-phase alloy, respectively, were also prepared. By comparing their mechanical properties, the strengthening mechanisms operating in the Mg97Zn1Y2 extruded alloy were discussed. Existence of the LPSO-phase strongly enhanced the refinement of Mg matrix grain size during extrusion, which led to a large increment of the strength of alloy. In addition, the LPSO-phases, which were aligned along the extrusion direction in Mg97Zn1Y2 extruded alloy, acted as hardening phases, just like reinforced fibers.
Key words:
plastic deformation; yield stress; LPSO-phase; dislocation; twinning;
1 Introduction
Aggressive usage of magnesium wrought alloys for industrial applications, especially in automotive field, is very promising for reducing the weight of vehicles, leading to an increase in fuel efficiency. However, their practical application is still limited up to now because of their lower strength, low corrosion resistance, and poor formability. In order to overcome some of these disadvantages, recently the Mg-alloys containing long-period stacking ordered phases, so-called LPSO-phases, have been paid attention especially because of their excellent mechanical properties[1-2]. In this study, we focused on the Mg97Zn1Y2 extruded alloy (the compositions are expressed all in molar fraction, unless otherwise stated) with Mg/LPSO-phase two-phase microstructure, and its mechanical properties were examined by compression tests and cyclic tension-compression deformation tests. For references, the extruded alloys with compositions of Mg99.2Zn0.2Y0.6 and Mg89Zn4Y7, which have almost the same composition of Mg matrix phase and LPSO phase as Mg97Zn1Y2 Mg/LPSO two-phase alloy, respectively, were also prepared and the mechanical properties were elucidated. In the present work, the temperature dependence, orientation dependence, and tension-compression asymmetry of the yield stress were particularly investigated. By comparing the mechanical properties of those three extruded alloys, the strengthening mechanisms operating in the Mg97Zn1Y2 extruded alloy are discussed.
2 Experimental
Three alloys with compositions of Mg89Zn4Y7, Mg97Zn1Y2, and Mg99.2Zn0.2Y0.6 (molar fraction, %) were focused in the present study as the representative of LPSO-phase, Mg/LPSO two-phase, and Mg solid solution alloys, respectively. The mother alloys were prepared by high-frequency induction melting followed by casting in a carbon crucible. The as-cast ingots were all extruded under the same conditions: at 450 �� under a ram speed of 2.5 mm/s in air. The reduction rate was set to be 10?1 in all alloys. The microstructure of the specimens was observed by an optical microscope (OM) and a scanning electron microscope (SEM, JEOL JSM-6500F). The volume fractions of LPSO-phase in alloys after extrusion were estimated to be approximately 85%-90%, 24%-25%, and 0-5% in Mg89Zn4Y7, Mg97Zn1Y2, and Mg99.2Zn0.2Y0.6 alloys, respectively. The distribution of the LPSO phase in alloys was also examined by elemental mapping analyzed by SEM-EDS (energy dispersive X-ray spectroscopy). Crystallographic textures in alloys were analyzed by pole figures taken by an X-ray diffractometer (D8-DISCOVER with GADDS, Bruker AXS).
For compression test, rectangular specimens of approximately 2 mm��2 mm��5 mm in size were cut by electro-discharge machining. Two loading directions were selected for testing: directions parallel to the extrusion direction and inclined at an angle of 45? to the extrusion direction; called 0?- and 45?-orientation hereafter, and the orientation dependence of the plastic deformation behavior was examined at room temperature (RT). At 0?-orientation, temperature dependence of the yield stress was also examined in the temperature range between RT and 400 ��. The tests were performed using an Instron testing machine at a nominal strain rate of 1.67��10-4 s-1 in vacuum. To clarify the tension- compression asymmetry of the plastic deformation behavior, the cyclic tension-compression tests were performed at RT. Plate-like specimens with gauge dimensions of 2 mm��3 mm��7 mm were prepared, of which the loading axes were parallel to the extrusion direction, 0?-orientation. The tests were performed in a symmetrical tension/compression mode at a fixed total strain amplitude (����) of ��1.0% in air, using a Shimadzu EHF-EDS-10L servo hydraulic machine. Strain was measured by a clip-on extensometer at 5 mm intervals on the gauge of specimens. All of the tests were initiated in a tension state. Deformation substructure was observed in a JEOL JEM-3010 transmission electron microscope operating at 300 kV.
3 Results and discussion
3.1 Microstructure in extruded alloys
Fig.1 shows the optical microstructure of Mg89Zn4Y7, Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6 extruded alloys observed on the longitudinal section along the extrusion direction. In Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6 alloys, fine recrystallized Mg grains developed almost throughout the specimens, in addition to the small amount of residual initially worked grains (10%-15% in volume fraction in Mg97Zn1Y2). The average size of Mg recrystallized grains was about 2.6 ��m and 8.3 ��m in Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6, respectively; namely, coexistence of LPSO-phase in the alloy extremely enhanced the refinement of Mg
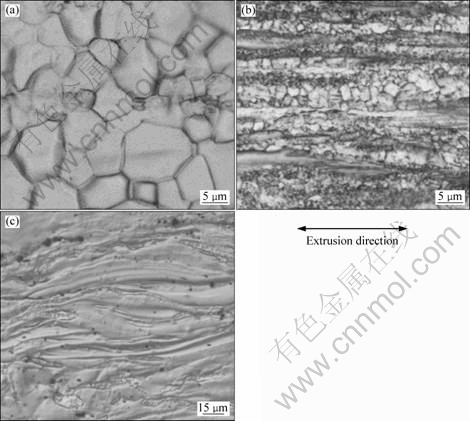
Fig.1 Microstructures of as-extruded alloys at 450 ��, observed on longitudinal section along extrusion direction: (a) Mg99.2Zn0.2Y0.6; (b) Mg97Zn1Y2; (c) Mg89Zn4Y7
recrystallized grains formed during extrusion. This may be due to the acceleration of stress concentration in the vicinity of the interfaces between the LPSO-phases and Mg-phases during extrusion, which was induced by the strong plastic anisotropy of the LPSO-phase[3]. This grain refinement induced by the LPSO-phase must lead to the large increase in yield stress of the alloy. The further details of the features and the mechanism of grain refinement in these extruded alloys depending on the extrusion ratio and initial microstructure of the alloy have been recently discussed by YAMASAKI et al[4] in a separated paper.
In addition to the grain-refinement of Mg matrix-phase, as a notable feature of microstructure in the Mg97Zn1Y2 extruded alloy, the LPSO-phases were aligned such that the interfaces of the plate-like shapes of grains were parallel to the extruded direction. The morphology of the LPSO-phase grains was more clearly identified by the SEM-EDS observation. Fig.2 shows the constituent elemental maps of Mg, Zn, and Y in the Mg97Zn1Y2 extruded alloy. The well aligned LPSO-phases with higher Y and Zn contents are clearly identified along the extrusion direction in the figures. The average length of the LPSO-phase grains was about 55 ��m.
The feature of microstructure in the Mg89Zn4Y7 extruded alloy was different from other two alloys. Recrystallization of the LPSO-phase grains did not occur macroscopically, contrary to the Mg-grains in the other two alloys. Instead, the initial plate-like LPSO-phase grains were rotated so as to align along the extruded direction by extrusion. During extrusion, large torque force may be applied to the LPSO-phase grains due to their plate-like shapes, which assists to the formation of aligned microstructure. The operation of the basal slip, which is known to be the dominantly operative deformation mode in the LPSO-phase[3], may also contribute to the formation of the aligned microstructure.
The crystal structure of the LPSO-phase was examined by the TEM observation. Fig.3 shows the ![]() diffraction pattern obtained from the LPSO-phase in Mg97Zn1Y2 extruded alloy. In the diffraction pattern, the spots were asymmetrically arranged with respect to the [0001] axis at positions that divided the distance between the incident-beam spot and the [0002] fundamental spot of the simple HCP unit cell into 18 parts. This proved that the LPSO-phase in Mg97Zn1Y2 had the 18R structure, in which the close-packed basal planes were stacked 18-fold periodicity along the c-axis and hence the unit cell exhibited rhombohedral crystal symmetry[5]. The LPSO-phase in Mg89Zn4Y7 was also confirmed to have the same 18R structure in the as-extruded alloy. Although the 18R LPSO-phase has a rhombohedral unit cell, in this work, the crystal orientations in it were indexed by hexagonal notation by considering a unit cell of which volume is three times larger than that of the rhombohedral cell, since this helps our to better understand the crystal geometry compared with the Mg matrix phase with HCP structure.
diffraction pattern obtained from the LPSO-phase in Mg97Zn1Y2 extruded alloy. In the diffraction pattern, the spots were asymmetrically arranged with respect to the [0001] axis at positions that divided the distance between the incident-beam spot and the [0002] fundamental spot of the simple HCP unit cell into 18 parts. This proved that the LPSO-phase in Mg97Zn1Y2 had the 18R structure, in which the close-packed basal planes were stacked 18-fold periodicity along the c-axis and hence the unit cell exhibited rhombohedral crystal symmetry[5]. The LPSO-phase in Mg89Zn4Y7 was also confirmed to have the same 18R structure in the as-extruded alloy. Although the 18R LPSO-phase has a rhombohedral unit cell, in this work, the crystal orientations in it were indexed by hexagonal notation by considering a unit cell of which volume is three times larger than that of the rhombohedral cell, since this helps our to better understand the crystal geometry compared with the Mg matrix phase with HCP structure.
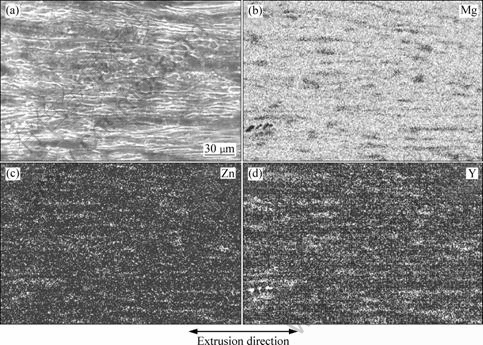
Fig.2 Distributions of Mg, Zn, and Y in Mg97Zn1Y2 extruded alloy, analyzed by SEM-EDS method: (a) Secondary electron image; (b-d) Corresponding elemental maps of Mg, Zn and Y
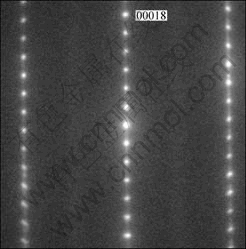
Fig.3 ![]() diffraction pattern obtained from LPSO-phase in Mg97Zn1Y2 extruded alloy showing 18R-structure of LPSO-phase
diffraction pattern obtained from LPSO-phase in Mg97Zn1Y2 extruded alloy showing 18R-structure of LPSO-phase
Fig.4 shows the ![]() pole figures taken on the transverse section along the extrusion direction. For Mg89Zn4Y7,
pole figures taken on the transverse section along the extrusion direction. For Mg89Zn4Y7, ![]() pole figure was estimated instead of the
pole figure was estimated instead of the ![]() pole figure. The procedure is valid since the
pole figure. The procedure is valid since the ![]() is the forbidden reflection in the rhombohedaral unit cell of the LPSO-phase [3]. The difference of angle between
is the forbidden reflection in the rhombohedaral unit cell of the LPSO-phase [3]. The difference of angle between ![]() and
and ![]() planes is as small as about 3.4? in 18R LPSO-phase. In all the three alloys, intensity peaks were detected near the central position in the pole figures, indicating that they all had a texture such that the c-axes in many grains were aligned approximately perpendicular to the extrusion direction. The degree of intensity concentration was slightly different in each alloy. The maximum intensity at the center position was almost the same in Mg99.2Zn0.2Y0.6 and Mg97Zn1Y2 alloys, but the intensity profile was much shaper in Mg97Zn1Y2 alloy than in Mg99.2Zn0.2Y0.6. It should be noted that, however, according to the recent report by YAMASAKI et al[4] based on the SEM-EBSP analysis, the recrystallized Mg grains in Mg97Zn1Y2 exhibited very weak
planes is as small as about 3.4? in 18R LPSO-phase. In all the three alloys, intensity peaks were detected near the central position in the pole figures, indicating that they all had a texture such that the c-axes in many grains were aligned approximately perpendicular to the extrusion direction. The degree of intensity concentration was slightly different in each alloy. The maximum intensity at the center position was almost the same in Mg99.2Zn0.2Y0.6 and Mg97Zn1Y2 alloys, but the intensity profile was much shaper in Mg97Zn1Y2 alloy than in Mg99.2Zn0.2Y0.6. It should be noted that, however, according to the recent report by YAMASAKI et al[4] based on the SEM-EBSP analysis, the recrystallized Mg grains in Mg97Zn1Y2 exhibited very weak ![]() texture than in the other conventional Mg-alloys; and the recrystallized Mg grains showed almost random texture. Therefore, appearance of strong
texture than in the other conventional Mg-alloys; and the recrystallized Mg grains showed almost random texture. Therefore, appearance of strong ![]() texture in the pole figure in Mg97Zn1Y2 is considered to be derived from aligned LPSO-phase, in addition to the influence of the small amount of initially worked grains. This is inferable from the fact that the Mg89Zn4Y7 extruded alloy, which is almost composed of residual (non-recrystallized) LPSO-phases, shows analogous crystallographic texture.
texture in the pole figure in Mg97Zn1Y2 is considered to be derived from aligned LPSO-phase, in addition to the influence of the small amount of initially worked grains. This is inferable from the fact that the Mg89Zn4Y7 extruded alloy, which is almost composed of residual (non-recrystallized) LPSO-phases, shows analogous crystallographic texture.
3.2 Mechanical properties of extruded alloys
Fig.5 shows the stress��strain curves of the three alloys obtained in compression test at RT. The loading
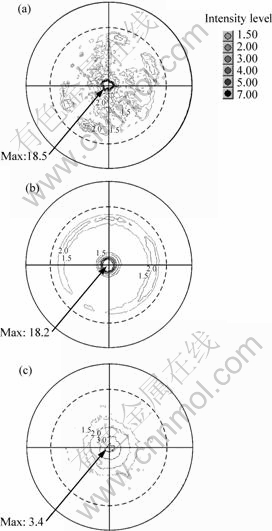
Fig.4 ![]() pole figures taken on transverse section along extrusion direction in Mg99.2Zn0.2Y0.6 (a), Mg97Zn1Y2 (b) and
pole figures taken on transverse section along extrusion direction in Mg99.2Zn0.2Y0.6 (a), Mg97Zn1Y2 (b) and ![]() pole figure in Mg89Zn4Y7 (c) alloys
pole figure in Mg89Zn4Y7 (c) alloys
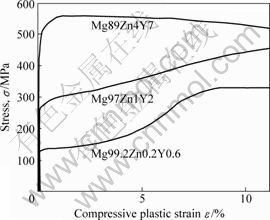
Fig.5 Stress��strain curves of three as-extruded alloys in compression test at RT along 0?-orientation
axis was parallel to the extrusion direction (0?-orientation). The yield stress of Mg89Zn4Y7 alloy was as extremely high as approximately 480 MPa at RT. After yielding, strong work-hardening was accompanied by a few percent of plastic strain. After that, however, the flow stress showed a plateau (about 550 MPa). The yield stress of Mg97Zn1Y2 Mg/LPSO two-phase alloy was about 270 MPa, which was almost twice of the yield stress of Mg99.2Zn0.2Y0.6. This demonstrates that the existence of the LPSO-phase, which accelerates the grain refinement of Mg grains, is extremely effective for the strengthening of the alloy. In Mg97Zn1Y2, considerable work-hardening continuously appeared after yielding and the flow stress at 10% plastic strain reached about 430 MPa.
Fig.6 shows the deformation microstructure observed in the TEM. Many dislocations were visible
when observed with the reflection vector g=![]()
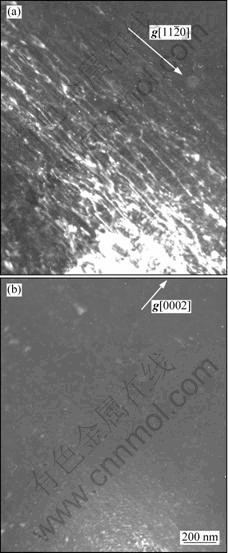
Fig.6 TEM dark field images of deformation microstructure in Mg-grain in Mg97Zn1Y2 extruded alloy deformed at RT along 0?-orientation to about 2% plastic strain, observed with reflection vector of g=![]() (a) and g=[0002] (b) with beam direction parallel to
(a) and g=[0002] (b) with beam direction parallel to ![]()
(Fig.6(a)), but they lost their contrast with g=[0002] (Fig.6(b)), indicating that they are all a-type dislocations. Most of the dislocations seemed to exist on the plane perpendicular to the c-axis. That is, ��![]() ? a-type dislocations were mainly operative on the basal plane as the dominant deformation mode in Mg97Zn1Y2 alloy, although some segments which were extended to non-basal plane were also partially seen. In Mg99.2Zn0.2Y0.6, the work-hardening was somewhat moderate compared with that of Mg97Zn1Y2 in the early stage of deformation, but strong strain-hardening was followed after about 5% deformation. In the OM observation of deformed specimen, the formation of deformation twins was frequently observed, as shown in Fig.7. From their wide lenticular shapes, the deformation twins are supposed to be
? a-type dislocations were mainly operative on the basal plane as the dominant deformation mode in Mg97Zn1Y2 alloy, although some segments which were extended to non-basal plane were also partially seen. In Mg99.2Zn0.2Y0.6, the work-hardening was somewhat moderate compared with that of Mg97Zn1Y2 in the early stage of deformation, but strong strain-hardening was followed after about 5% deformation. In the OM observation of deformed specimen, the formation of deformation twins was frequently observed, as shown in Fig.7. From their wide lenticular shapes, the deformation twins are supposed to be ![]() twin[6]. The initiation stress of the deformation twin is believed to be strongly dependent on the grain size[7], and there are some reports that the formation of twin tends to be hindered in magnesium alloys with fine grain sizes less than several microns[8]. This is in good agreement with the present study. Twinning deformation was not observed in Mg97Zn1Y2 with finer grain size (d=2.6 ��m), although it was confirmed to be operative in Mg99.2Zn0.2Y0.6 (d=8.3 ��m), as shown in Figs.6 and 7. The difference in shapes of compressive stress��strain curves between Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6 should be ascribed to the difference in dominant operative deformation mode in them.
twin[6]. The initiation stress of the deformation twin is believed to be strongly dependent on the grain size[7], and there are some reports that the formation of twin tends to be hindered in magnesium alloys with fine grain sizes less than several microns[8]. This is in good agreement with the present study. Twinning deformation was not observed in Mg97Zn1Y2 with finer grain size (d=2.6 ��m), although it was confirmed to be operative in Mg99.2Zn0.2Y0.6 (d=8.3 ��m), as shown in Figs.6 and 7. The difference in shapes of compressive stress��strain curves between Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6 should be ascribed to the difference in dominant operative deformation mode in them.
Fig.8 shows the temperature dependence of yield stress of the three extruded alloys. The excellent high yield stresses of Mg89Zn4Y7 and Mg97Zn1Y2 observed at RT were maintained up to 200 ��, suggesting a great possibility of the alloys for the usage as heat-resistant Mg alloy. However, the yield stresses of Mg89Zn4Y7
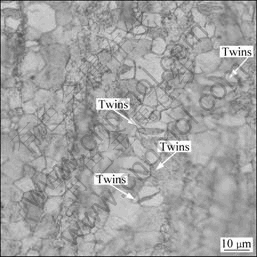
Fig.7 OM image of deformed specimen of Mg99.2Zn0.2Y0.6 extruded alloy deformed at RT along 0?-orientation to about 2% plastic strain
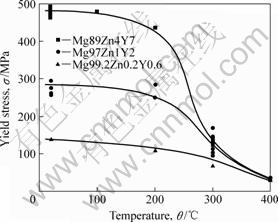
Fig.8 Temperature dependence of yield stresses of three extruded alloys at 0?-orientation
and Mg97Zn1Y2 alloys rapidly decreased above 200 ��, and the difference in yield stress of the three alloys became very small above 300 ��. By changing the applied strain-rate during the compression tests, the strain-rate sensitivity of flow stress (SRS) was examined for the three alloys. The SRS of flow stress was negligible below 200 �� in all alloys, but it gradually increased with increasing temperature. The strain-rate sensitivity parameter, the so-called m-value, m=��lg��/��lg��, increased from 0 to around 0.1 in all alloys at 300 ��. This indicates the controlling mechanism of deformation largely varies at and above 300 ?C, accompanied by a large decrease in yield stress. The controlling mechanisms of the plastic deformation behavior at high temperatures above 300 ��, probably affected by the operation of non-basal slip, grain boundary sliding etc, are now under survey in detail.
Orientation dependence of the plastic deformation behavior was examined at RT by using two specimens with different loading axes: the 0?- and 45?-orientations. Fig.9 shows the variations in yield stress depending on the loading orientation at RT. The yield stress at 45?-orientation showed lower values than that at 0?-orientation in all specimens, although the decreasing rate was different in each alloy. The reducing rate of the yield stress became large in order of Mg89Zn4Y7 (63%), Mg97Zn1Y2 (69%), and Mg99.2Zn0.2Y0.6 (82%). The orientation dependence of yield stress in these extruded alloys stems from the limitation of the operative deformation modes both in Mg and LPSO-phases. It is clarified in the previous study using directionally solidified (DS) LPSO-single phase crystal that the (0001) ��![]() ? basal slip is the unique independent deformation mode in the LPSO-phase at RT [3]. When the Mg89Zn4Y7 extruded alloy was deformed along the 0?-orientation, however, the operation of the basal slip was strongly hindered, since the Schmid factor for the
? basal slip is the unique independent deformation mode in the LPSO-phase at RT [3]. When the Mg89Zn4Y7 extruded alloy was deformed along the 0?-orientation, however, the operation of the basal slip was strongly hindered, since the Schmid factor for the
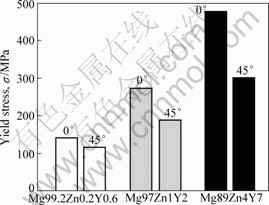
Fig.9 Variations in yield stress at loading axes of 0?- and 45?-orientation in compression test at RT
basal slip was negligible due to the texture in which the c-axes in grains were approximately perpendicular to the loading direction, as shown in Fig.4(c). In this situation, the yield stress showed extremely high values around 480 MPa, and the deformation proceeded accompanied by the formation of deformation kinks, as shown in Fig.10, similar to the DS crystal deformed at A-orientation (see Ref.[3]). When the load was applied at 45?-orientation, on the other hand, the basal slip could be easily operative, since the Schmid factors for them showed much larger values in some grains, resulting in a large decrease in yield stress compared with that at 0?-orientation. It is well known that the basal slip is the dominant deformation mode also in Mg. Therefore, there is a possibility that the strong orientation dependence of yield stress appears also in the other two extruded alloys. Actually, however, in Mg99.2Zn0.2Y0.6, the orientation dependence was observed to be very weak. As the reason of this, first the directionality of ![]() texture was rather weak in Mg99.2Zn0.2Y0.6 compared with that of the conventional Mg extruded alloys, as shown in
texture was rather weak in Mg99.2Zn0.2Y0.6 compared with that of the conventional Mg extruded alloys, as shown in
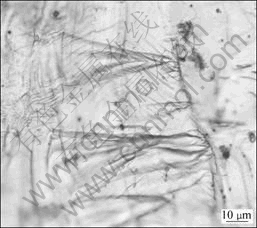
Fig.10 OM image of deformed specimen of Mg89Zn4Y7 extruded alloy compressed at RT along 0?-orientation
Fig.4(a), and hence the basal slip could be operative in some grains even being deformed at 0?-orientation. In addition, ![]() deformation twins could also be frequently operative in grains in Mg99.2Zn0.2Y0.6, as shown in Fig.7 in compression tests. The variations in Schmid factors for
deformation twins could also be frequently operative in grains in Mg99.2Zn0.2Y0.6, as shown in Fig.7 in compression tests. The variations in Schmid factors for ![]() twin at the 0?- and 45?-loading orientations are smaller than those for basal slips in the
twin at the 0?- and 45?-loading orientations are smaller than those for basal slips in the ![]() textured alloy, and hence their frequent operation reduces the orientation anisotropy of the plastic deformation behavior at 0?- and 45?-orientations. On the other hand, the orientation dependence of the yield stress was relatively strong in Mg97Zn1Y2 compared with that of Mg99.2Zn0.2Y0.6. This was exactly due to the effect of the coexistence of LPSO-phase in the alloy. As described in previous section, many LPSO-phase grains were considered to exist such that they aligned along the extrusion direction in which the c-axes in grains were perpendicular to the extrusion direction in Mg97Zn1Y2. The crystallographic feature of the LPSO-phase in Mg97Zn1Y2 alloy was analogous to that in Mg89Zn4Y7. Therefore, the operation of basal slip would be strongly hindered in LPSO-phase grains at 0?-orientation, and hence they would effectively act as a strengthening component in Mg97Zn1Y2 alloy. The effective increment of yield stress was actually confirmed in this study by comparing the mechanical properties between Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6 alloys.
textured alloy, and hence their frequent operation reduces the orientation anisotropy of the plastic deformation behavior at 0?- and 45?-orientations. On the other hand, the orientation dependence of the yield stress was relatively strong in Mg97Zn1Y2 compared with that of Mg99.2Zn0.2Y0.6. This was exactly due to the effect of the coexistence of LPSO-phase in the alloy. As described in previous section, many LPSO-phase grains were considered to exist such that they aligned along the extrusion direction in which the c-axes in grains were perpendicular to the extrusion direction in Mg97Zn1Y2. The crystallographic feature of the LPSO-phase in Mg97Zn1Y2 alloy was analogous to that in Mg89Zn4Y7. Therefore, the operation of basal slip would be strongly hindered in LPSO-phase grains at 0?-orientation, and hence they would effectively act as a strengthening component in Mg97Zn1Y2 alloy. The effective increment of yield stress was actually confirmed in this study by comparing the mechanical properties between Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6 alloys.
Accompanying the strengthening of alloy, the reinforcement by the LPSO-phase enhanced the orientation dependence of the plastic deformation behavior in Mg97Zn1Y2, as shown in Fig.10. Taking the shapes of LPSO-phases into consideration, the strengthening by the LPSO-phase is considered to be brought about via fiber-like reinforcement mechanism[9] in the Mg97Zn1Y2 alloy. The quantitative assessment of strengthening by LPSO-phase via the fiber-like reinforcement is now under survey by using specimens of which the microstructures were controlled by long-time heat-treatment at high temperatures above 400 ��. The detailed results will be described elsewhere.
In order to examine the tension-compression asymmetry of the plastic behavior, cyclic deformation tests were conducted at RT along 0?-orientation. Fig.11 shows the variations in hysteresis loops for Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6 during cyclic deformation tests, in which the total strain amplitude was controlled at ����=��1.0%. The positive and negative flow stresses in cycles mean the tensile and compressive stresses, respectively. The tests were also conducted for the Mg89Zn4Y7 extruded alloy, but the specimens were fractured without showing enough plastic elongation at
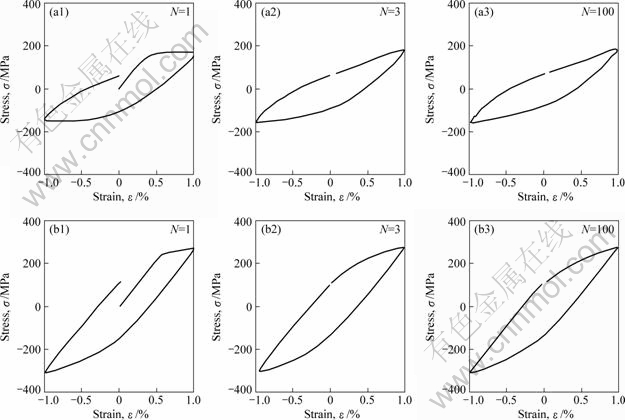
Fig.11 Variations in hysteresis loops with number of cycles (N=1, 3, and 100) in Mg99.2Zn0.2Y0.6 (a) and Mg97Zn1Y2 (b) extruded alloys during cyclic deformation tests at total strain amplitude of ����=��1.0%
the first tensile deformation. The shapes of the loop showed different features between Mg97Zn1Y2 and Mg99.2Zn0.2Y0.6. The maximum flow stress of Mg97Zn1Y2 showed higher value than that of Mg99.2Zn0.2Y0.6 in all cycles, and the hysteresis loop showed the ��ordinary�� lath-like symmetrical shape between tension and compression. While for Mg99.2Zn0.2Y0.6, the shape of loop was largely inclined along the horizontal direction in compressive cycles compared with that in tensile cycles, and hence the hysteresis loops exhibited an asymmetrical shape. This asymmetrical plastic deformation behavior stems from the operation of different deformation modes between tension and compression in Mg99.2Zn0.2Y0.6. As demonstrated in Fig.7, the frequent operation of ![]() twin was observed in compressive test in Mg99.2Zn0.2Y0.6 alloy. However, their operation is considered to be strongly limited in tensile deformation due to the polarization of formation of deformation twin. As summarized in Ref.[10], in case of Mg in which the lattice constant ratio c/a is smaller than 31/2, the formation of
twin was observed in compressive test in Mg99.2Zn0.2Y0.6 alloy. However, their operation is considered to be strongly limited in tensile deformation due to the polarization of formation of deformation twin. As summarized in Ref.[10], in case of Mg in which the lattice constant ratio c/a is smaller than 31/2, the formation of ![]() twins is ideally allowed only under the stress field where the tensile stress is applied along the c-axis; the
twins is ideally allowed only under the stress field where the tensile stress is applied along the c-axis; the ![]() twin is thus sometimes called ��c-axis tensile twin��. Therefore, the formation of
twin is thus sometimes called ��c-axis tensile twin��. Therefore, the formation of ![]() twin would occur more frequently in compressive deformation than in tension when the load is applied along the extrusion direction, since the Mg99.2Zn0.2Y0.6 alloy possesses the
twin would occur more frequently in compressive deformation than in tension when the load is applied along the extrusion direction, since the Mg99.2Zn0.2Y0.6 alloy possesses the ![]() fiber texture, although the directionality is not so strong as shown in Fig.4(a). Regarding on this, it is recently reported that appearance of the tension-compression asymmetry of the yield stress is not limited in textured alloys but is also weakly occurred in cast alloys, in which Mg grains show random texture[11-12].
fiber texture, although the directionality is not so strong as shown in Fig.4(a). Regarding on this, it is recently reported that appearance of the tension-compression asymmetry of the yield stress is not limited in textured alloys but is also weakly occurred in cast alloys, in which Mg grains show random texture[11-12].
In order to analyze the difference of the cyclic deformation behavior more quantitatively, Fig.12 shows the variations in maximum stress, plastic strain and apparent yield stress as functions of the number of cycles. The maximum stress showed slight increase during first several cycles accompanied by the slight decrease in plastic strain in hysteresis loops. After that, however, the maximum stress exhibited almost constant value; and cyclic hardening was little observed in both alloys. In addition to those features, the apparent yield stress showed remarkable changes in cyclic deformation, especially during early cycles. The definition in apparent yield stress in the present study is schematically depicted in Fig.12(d). The apparent yield stress in cyclic deformation was estimated as the 0.2% offset-stress from
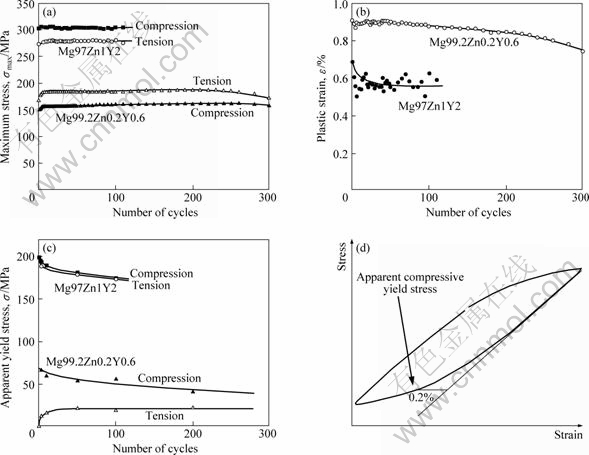
Fig.12 Variations in maximum stress (a), plastic strain (b) and apparent yield stress (c) as functions of number of cycles in cyclic deformation tests at ����=��1.0% and schematic explanation on definition of apparent yield stress in cyclic deformation (d)
the ideal elastic deformation after upsetting the applied stress. In Mg97Zn1Y2, in which a-type dislocations were mainly operative on the basal plane both in tension and compression, the apparent yield stress was gradually decreased with increasing the number of cycles. This was due to the back motion of dislocations assisted by the back stress from the piled-up dislocations, the so-called Bauschinger effect. Since a-type dislocations in magnesium may not so easily cross-slip from the basal slip plane onto the other planes due to the large difference of the CRSS between the basal plane and the other planes, the dislocations must be frequently piled-up at the grain boundaries. Therefore, in an unloading process, a large repulsive force is expected to be generated to induce the reversible motion of dislocations, resulting in an apparent decrease in yield stress. In Mg99.2Zn0.2Y0.6, on the other hand, the apparent yield stress showed different variations between tension and compression. The apparent yield stress showed a gradual decrease in compression, similar to that in Mg97Zn1Y2. In tensile deformation, however, the yield stress showed extremely low value (almost 0 MPa) at first cycle, and it gradually increased with increasing the number of cycles. When the compressive applied stress was unloaded, the plastic strain immediately started to recover apart from the elastic region, and 0.2% plastic strain was confirmed to be recovered even at the zero stress at first cycle. As the number of cycles increased, however, the amount of recoverable plastic strain gradually decreased. Such ��pseudoelastic�� behavior was previously reported in cast AZ91 alloy in compression test, and was ascribed to be reversible motion of ![]() twins by unloading[13]. It is to note that according to their report the pseudoelastic behavior by the reversible motion of
twins by unloading[13]. It is to note that according to their report the pseudoelastic behavior by the reversible motion of ![]() twin is enhanced in alloys with finer grain size. As they pointed out, the behavior seems to contradict the generally accepted observation that twinning is more difficult in the small grained materials[7-8]. They explained the reason of enhancing reversible motion of
twin is enhanced in alloys with finer grain size. As they pointed out, the behavior seems to contradict the generally accepted observation that twinning is more difficult in the small grained materials[7-8]. They explained the reason of enhancing reversible motion of ![]() twin in small grains by focusing on the variations in number and the stability of the twins depending on the grain size. First, the total number of twin nuclei is expected to be proportional to the number of grains for a given strain in a random polycrystalline aggregate, and hence the frequency of the formation of twin will be increased in fine grains. In addition, the interfacial energy per unit volume of twined material is likely to be larger for smaller twins, and small twins will require less accommodation at their ends by dislocation slip, with its concomitant stabilizing effect. Those factors make smaller twins less stable[13]. Their report is in good agreement with the present result that remarkable pseudoelastic behavior appears in Mg99.2Zn0.2Y0.6 with relatively fine grain size of about 8.3 ��m. However, the further refinement of Mg grains must entirely suppress the formation of deformation twins. This is the case observed in Mg97Zn1Y2, and hence the hysteresis loops in cyclic deformation show conventional lath-like shapes.
twin in small grains by focusing on the variations in number and the stability of the twins depending on the grain size. First, the total number of twin nuclei is expected to be proportional to the number of grains for a given strain in a random polycrystalline aggregate, and hence the frequency of the formation of twin will be increased in fine grains. In addition, the interfacial energy per unit volume of twined material is likely to be larger for smaller twins, and small twins will require less accommodation at their ends by dislocation slip, with its concomitant stabilizing effect. Those factors make smaller twins less stable[13]. Their report is in good agreement with the present result that remarkable pseudoelastic behavior appears in Mg99.2Zn0.2Y0.6 with relatively fine grain size of about 8.3 ��m. However, the further refinement of Mg grains must entirely suppress the formation of deformation twins. This is the case observed in Mg97Zn1Y2, and hence the hysteresis loops in cyclic deformation show conventional lath-like shapes.
The recovery process of the twinning (detwinning process) in Mg99.2Zn0.2Y0.6 can supply the plastic strain in a tensile cycle to some extent, but inadequate strain must be carried by the motion of basal dislocation. With an increase in the number of cycle, therefore, the mobility of the twin boundary will be reduced due to the increase in mutual interaction between the twin boundary and the dislocations. This leads to the increase in yield stress as number of cycles rose. These differences in deformation mechanism between tension and compression are responsible for the appearance of asymmetrical shape of hysteresis loop during cyclic deformation in Mg99.2Zn0.2Y0.6.
In these ways, it is demonstrated in the present study that the Mg97Zn1Y2 extruded alloy with Mg/LPSO two-phase microstructure shows much higher strength than the Mg single phase alloys. The LPSO-phase strengthens the alloys via enhancement of the grain refinement of Mg-matrix grains during extrusion. In addition, the LPSO-phase itself also contributes to the strengthening of the alloys as the fiber-like reinforcement.
4 Conclusions
1) Even under the same extrusion condition, the size of Mg matrix grains became much finer in Mg97Zn1Y2 Mg/LPSO two-phase alloy (d��2.6 ��m) than in Mg99.2Zn0.2Y0.6 Mg single phase alloy (d��8.3 ��m) by extrusion. The coexistence of LPSO-phase enhanced the grain refinement of the Mg matrix phase.
2) The yield stress of Mg97Zn1Y2 extruded alloy showed much higher value, almost twice that of Mg99.2Zn0.2Y0.6 alloy at RT. The high yield stress was maintained up to 200 ��, although it was rapidly decreased at and above 300 ��.
3) The yield stress of Mg89Zn4Y7 LPSO-phase alloy showed strong orientation dependence due to the limitation of operative deformation mode mainly by basal slip. The Mg97Zn1Y2 alloy also showed considerable orientation dependence of yield stress due to the reinforcement by the straightly-aligned LPSO-phase along the extrusion direction.
4) Asymmetry of plastic deformation behavior between tension and compression was little observed in Mg97Zn1Y2 alloy, while it strongly appeared in Mg99.2Zn0.2Y0.6. This was due to the frequent operation of deformation twin in Mg99.2Zn0.2Y0.6. On the other hand, the extreme grain refinement in Mg97Zn1Y2 strongly reduced the frequency of formation of deformation twins in Mg grains.
Acknowledgement
This work was supported by the project ��Development of Key Technology for Next-generation Heat-resistant Magnesium Alloys, Kumamoto Prefecture Collaboration of Regional Entities for the Advancement of Technological Excellence�� from Japan Science and Technology Agency, and also by funds from the ��Priority Assistance of the Formation of Worldwide Renowned Centers of Research��The 21st Century COE Program and Global COE Program (Project: Center of Excellence for Advanced Structural and Functional Materials Design)�� and a Grant-in-Aid for Scientific Research and Development from the Ministry of Education, Culture, Sports, Science and Technology of Japan.
References
[1] KAWAMURA Y, HAYASHI K, INOUE A, MASUMOTO T. Rapidly solidified powder metallurgy Mg97Zn1Y2 alloys with excellent tensile yield strength above 600 MPa [J]. Materials Transactions, 2001, 42: 1172-1176.
[2] INOUE A, MATSUSHITA M, KAWAMURA Y, AMIYA K, HAYASHI K, KOIKE J. Novel hexagonal structure of ultra-high strength magnesium-based alloys [J]. Materials Transactions, 2002, 43: 580-584.
[3] HAGIHARA K, YOKOTANI N, UMAKOSHI Y. Plastic deformation behavior of Mg12YZn with 18R long-period stacking ordered structure [J]. Intermetallics, 2010, 18: 267-276.
[4] YAMASAKI M, HASHIMOTO K, HAGIHARA K, NODA M, KAWAMURA Y. Influence of dendrite arm spacing on multimodal microstructure evolution in extruded Mg-Zn-Y alloy with high strength and increased ductility [J]. Submitted to Acta materialia.
[5] LUO Z P, ZHANG S Q. High-resolution electron microscopy on the X-Mg12ZnY phase in a high strength Mg-Zn-Zr-Y magnesium alloy [J]. Journal of Materials Science Letters, 2000, 19: 813-815.
[6] KOIKE J. Enhanced deformation mechanisms by anisotropic plasticity in polycrystalline Mg alloys at room temperature [J]. Metallurgical and Materials Transactions A, 2005, 36: 1689-1696.
[7] MEYERS M A, V?RINGER O, LUBARDA V A. The onset of twinning in metals: A constitutive description [J]. Acta Materialia, 2001, 49: 4025-4039.
[8] CHINO Y, KIMURA K, MABUCHI M. Twinning behavior and deformation mechanisms of extruded AZ31 Mg alloy [J]. Materials Science and Engineering A, 2008, 486: 481-488.
[9] CAHOON J R, PAXTON H W. The mechanical properties of some unidirectionally solidified aluminium alloys. Part 1: Room temperature properties [J]. Transactions of the Metallurgical Society of AIME, 1969, 245: 1401-1409.
[10] YOO M H. Slip, twinning, and fracture in hexaganal close-packed metals [J]. Metallurgical Transactions A, 1981, 12: 409-418.
[11] AGNEW S R, YOO M H, TOMEC N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys containing Li or Y [J]. Acta Materialia, 2001, 49: 4277-4289.
[12] ANDERSSON P, C?CERES C H, KOIKE J. Hall-Petch parameters for tension and compression in cast Mg [J]. Materials Science Forum, 2003, 419/422: 123-128.
[13] C?CERES C H, SUMITOMO T, VEIDT M. Pseudoelastic behaviour of cast magnesium AZ91 alloy under cyclic loading-unloading [J]. Acta Materialia, 2003, 51: 6211-6218.
(Edited by YANG Bing)
Corresponding author: K. HAGIHARA; Tel: +81-6-6879-7496; E-mail: hagihara@mat.eng.osaka-u.ac.jp
DOI: 10.1016/S1003-6326(09)60288-0
