
���±�ţ�1004-0609(2011)03-0663-06
�Ѻ�TiC������ǿ����Ϳ�����֯������
������1, 2, �Ƽ̻�1, ������3, �ι���4
(1. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������100083�� 2. ����ְҵѧԺ ���繤��ϵ������264210��
3. Ϋ��ѧԺ ���繤��ϵ��Ϋ��261041�� 4. ����ְҵѧԺ ְҵ����ʵѵ���ģ�����264210)
ժ Ҫ����TiFe�ۡ�Cr�ۡ�Ni�ۡ�Fe�ۡ�����ʯī��Ϊԭ�ϣ����úϽ�����Ѻ�������Q235�ֱ���ԭλ��Ӧ�ϳ�TiC������ǿFe������Ϳ�㡣����SEM��XRD ��EDS�ȷ�����Ϳ�������֯���������¸ɻ���ĥ�������²��Ը�Ϳ�����ĥ���ܡ�������������úϽ�����Ѻ�����������ԭλ�ϳ�������2 ��m���¡���ɢ�ֲ���TiC������Ϳ����֯��TiC������������Ͱ����幹�ɡ�Ϳ��ƽ����Ӳ�ȴ�601HV0.2��Լ��̼�ֻ����3��������TiC������������Ŀ�ĥ������ʹͿ������������ĥ���ܣ����Ϳ��ĥ������Լ�ǻ��������1/10���Ѻ�˫��Ϳ���뵥��Ϳ����ȣ������庬�����٣��������TiC�������ӣ���ĥ�Ը��á�
�ؼ��ʣ�
��ͼ����ţ�TG425 ���� ���ױ�־�룺A
Microstructure and performance of submerged-arc weld clad TiC particle reinforced composite coating
LIU Jun-hai1, 2, HUANG Ji-hua1, LIU Jun-bo3, SONG Gui-xiang4
(1. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Department of Mechanical and Electronic Engineering, Weihai Vocational College, Weihai 264210, China;
3. Department of Mechanical and Electronic Engineering, Weifang University, Weifang 261041, China;
4. Department of Vocational Skills Training Center, Weihai Vocational College, Weihai 264210, China)
Abstract: TiC particle reinforced Fe-based composite coatings were in situ synthesized on the surface of Q235 steel by submerged-arc welding(SAW) using mixture of TiFe, Cr, Ni, Fe and colloidal graphite powers, etc. Microstructures of the coatings were observed by scanning electron microscopy (SEM), the phases in the coatings were determined by X-ray diffractometery (XRD), and the wear resistance of the composite coatings was evaluated under dry sliding wear test conditions at room temperature. The results indicate that the fine TiC particles with diameter less than 2 ��m are synthesized by using submerged-arc welding process and distributed in the matrix. The coating consists of TiC particles, martensite and austenite. The microhardness of the coating is 601HV0.2, which is 3 times larger than that of the base material. The wear mass loss of Q235 base material is 10 times more than that of the coating. Compared with the single-layer composite coating, the double composite coating shows better wear resistance due to the increase of austenite and TiC content and the decrease of martensite content.
Key words: submerged-arc welding; TiC; coating layer; in situ synthesis
����TiC�����߱�Ӳ�ȸߡ��۵�ߡ����ȶ��Ժõ��ص㣬����ͨ��Ti�ۻ�TiFe����C��Ӧ�ϳɣ���ˣ����������Ʊ�TiC������ǿ���������ϲ��ϵ��о���Ϊ�ȵ�[1-4]��TiC�ڸ��ϲ����ж���ϸ��������������ɢ�ֲ����Ի��������������С��TiC������ǿ�ĸ���Ϳ����ǿ������ı���ǿ�Ⱥ��ۺ�����[2]��Ŀǰ���Ʊ�TiC������ǿ����������Ϳ���Ϳ�㼼����Ҫ�У������۸����������۸����ټ�벻��۸��͵�������Ϳ��[5-13]����Ϳ���Ʊ������У������۸����������۸��豸Ͷ�ʶ࣬���ո��ӣ��Ͻ�������ʲ��ߣ��ټ�벻��۸��豸Ͷ�ʲ��ߣ����Ʊ�Ϳ��Ĺ��ո��ӣ�Ч�ʵͣ���������Ϳ�ͻ�����Ϳ��Ȼ�豸Ͷ���٣�ʹ�÷��㣬��Ϳ������ĵĽ��ǿ�ȵ͡�ҩо��˿�ij��ֽ���˸�Ӳ����ĥ���ϲ����Ʊ���˿�����⣬������̼���屣�������Ѻ����Ʊ���ĥͿ�㷽����Ϊ�ȵ�[14]�����绡�������У�������ۻ�������һ���մ����γ��۳ء��۳ر������������ڼ��Ⱥͷ�Ӧ��������������룬�����˺Ͻ�Ԫ�ص����������𣬶��Ҳ�����Ч�ʸߣ��Ѻ��������ȶ�����Ϊ�Ʊ�ҩо��˿�豸Ͷ�ʶ࣬�Ʊ�����Ҫ��ϸߣ��������Ѻ���Ӧ�÷�Χ�����úϽ�����Ѻ������Խ�����ܲ��Ϻ�Ӳ����ĥ���Ͽ������ڻ����ϣ�������������ŵ㣬�Ʊ�������ܵ�Ϳ�㡣�������Ѿ��������ֶѺ���������������ĥ�Ͻϸְ壬��Ѻ��Ͻ���ø߸��Ͻ�����[15]��Ŀǰ�����ڲ����Ѻ������Ʊ�TiC������ǿ����������Ϳ����о���δ��������
�������߽��Ͻ�����Ѻ�������ԭλ�ϳɼ������ϣ�����̼ͨ�ֱ����Ʊ������Ƶ�ԭλ�ϳ�TiC��ǿ����Ϳ�㣬̽��һ���µ�Ϳ���Ʊ�������
1 ʵ��
���������ɻ��ġ��Ͻ��ĩ�ͺ�˿3������ɡ�����ѡȡQ235̼�֣��仯ѧ�ɷ�(��������)ΪC��0.18%��Mn0.35%~0.80%��Si��0.30%��S��0.040%��P��0.040%������ߴ�Ϊ100 mm��200 mm��20 mm���Ͻ��ĩ����ѡȡ��ҵTiFe�ۡ�Cr�ۡ�����Ni�ۡ�Fe�ۺͽ���ʯī�ȷ�ĩ���仯ѧ�ɷ����1��ʾ������TiFe��35%��Cr��35%��Ni��10%��Fe��10%��ʯī��10%�ı������úϽ�ۣ�����Ͼ��ȡ�
�����豸ѡ������ר����С���������ֿ�����DC-1000���Ѻ�ԭ����ͼ1��ʾ���ںϽ�����Ѻ�ʱ�����Ƚ��Ͻ���������ڹ����ϣ��绡�ں�˿�빤��֮��ȼ�գ��绡�Ƚ���˿�͵绡�������ĺϽ����?�����ͺ����ۻ����۳����̺��γɶѺ���?�����൱һ���ֵ绡���������ۻ��Ͻ�����ϣ����Դ����ϡ���ʣ�����˶Ѻ��ٶ�?��˿ѡ��ֱ��Ϊ4 mm��H08A��ͨ��˿������HJ402�ľ���ɷ����2���С��Ѻ����ղ�������������550 A��������ѹ33 V���ͷ��ٶ�11.2 g/s����˿�ٶ�19 mm/s�������ٶ�5.6 mm/s���ڶѺ���㺸ʱ���Ѻ�ÿ����ǰ�����䵽���£��ٰ�ͼ2��ʾʾ��ͼ���ж��Ѻ���

ͼ1 �Ͻ�����������Ѻ�ʾ��ͼ
Fig.1 Schematic diagram of deposition by submerged-arc welding adding of alloy powders
����S-4300��ɨ��羵�۲�����Ϳ������֯������Rigaku D/max 2200 PC �Զ�X���������Dz����LinkISIS�����Ƕ�Ϳ������������������Leica VMHT 30M��Ӳ�ȼƲⶨͿ���ز�������Ӳ�ȷֲ����غ�19.6 N�����ر���ʱ��20 s��ĥ��ʵ����MM200��ĥ��������Ͻ��У���Ϳ�������������и���и�ɳ�10 mm����10 mm����10 mm�������塣ѡ��Ӳ�ʺϽ�ĥ������Q235�ֻ�����Ϊ������
��1 ԭ�Ϸ�ĩ�Ļ�ѧ�ɷ�
Table 1��Chemical compositions of powders for raw materials(mass fraction, %)

Բ��ת��200 r/min(���ٶ�0.471 m/s)���غ�ѡȡ392 N��ĥ��ʱ��ѡ300��900 s���þ���Ϊ0.1 mg�ķ�����ƽ��ȡ������������ĥ��������ʧ����������Ϊ3��������ƽ��ֵ��
��2 �Ѻ������Ļ�ѧ�ɷ�
Table 2 Chemical compositions of submerged arc welding flux(mass fraction, %)
![]()

ͼ2 ���Ѻ�ʾ��ͼ
Fig.2 Schematic diagram of multiple surface-welding
2 ��������
ͼ3��ʾΪ�Ѻ�TiC������ǿFe������Ϳ��ĺ����ò����ͼ3(a)��(b)�ɼ����Ͻ�����Ѻ�TiC������ǿFe������Ϳ�����⻬��û�����ơ���ͼ3(c)�ɼ����Ͻ�����Ѻ�TiC������ǿFe������Ϳ�㵥������Ŀ���ԼΪ21 mm������Ϊ5.77 mm������Ϊ3.11 mm������ͼ�������������㣬�����ۺϱ�Ϊ58.8%�������ĩ�ں�������ռ����Ϊ15.7%����ͼ3(d)�ɼ����Ѻ�˫��Ϳ�������Ѻ�����Ϳ��������ֶѺ���һ��õ��ġ�
ͼ4��ʾΪ����TiFe-Cr-Ni-C�Ͻ��ĩ��Q235̼�ֱ����Ѻ��Ʊ��ĸ���Ϳ���XRD�ס���ͼ4�ɼ���Ϳ�����Ҫ�����ΪTiC��������Ͱ����塣
ͼ5��ʾΪ���㡢˫��Ͻ�����Ѻ�����Ϳ���ڲ�ͬ�Ŵ����µ���֯�ṹ����ͼ5(a)��(b)���Կ�����Ϳ����֯�ṹΪ���͵İ�״�ᾧ�ṹ���ְ�״������ƽ��״̬��ָ��Ϳ����档�����Ѻ���һ�ֿ��ټ��ȡ��������̹��̣�Һ̬�ɷֱ仯�ϴ����۳������ɷֲַ������ȣ�����۸����о���������̬�Ķ����Ժ�������֯�Ķ����ԡ�Ϳ��Ͻ�Ľᾧ��̬���۳���Һ��ɷֺ���״���ӵ�Ӱ��[16]����״�����ǽᾧ�����ϵ��¶��ݶ�G�������ٶ�R֮��G/R���ɽ�ϴ����۳��ڲ����¶��ݶ�G��С�γ�С�ijɷֹ���������Һ�̽����ϲ������γ���

ͼ3 ����Ϳ��ĺ����ò
Fig.3 Macro-morphologies for composite coating layer sections: (a) Single layer; (b) Double layer; (c) Cross-section of single surfacing layer; (d) Cross-section of double layer
״�������۳��в����ϲ�������G��G/R�Ľ�һ����С���ɷֹ�����������������γɰ�״����֦״����̬�����۳�����������ͬ�������γɲ�ͬ����֯��̬��
ͼ5(b)�и���ɷ�������������3���С����ͼ4�ͱ�3��֪��ͼ5(b)��ʾͿ����֯��A�㡢B���C��ֱ�Ϊ�������ࡢ�������TiC�ࡣ��ͼ5(b)�л����Կ�����Ϳ����֯��Ϊ�����塢�����������TiC������TiC�������������ڰ������У�Ҳ��

ͼ4 ����Ϳ���XRD��
Fig.4��XRD pattern of composite coating
��3 ͼ5(b)�и���ɷֵ����������
Table 3 EDS composition test results of points in Fig.5(b)

�����������С�TiC������ΪϸС����״��Ϊ�������Լ2 ��m������1 ��m���ҡ�
�Ƚ�ͼ5(a)��(c)��ͼ5(b)��(d)���Եó���˫��Ϳ���еİ����塢TiC���������ȵ���Ϳ���к����ߣ������庬�������෴��˫��Ϳ���TiC�����ߴ���ڵ���Ϳ���е�TiC�����ߴ硣
���Ѻ������У��绡��һ��Ϻ�ĺ�������ȼ�գ����ֺ����ڵ绡�������������ۻ����γ�Һ̬���������ݣ���Χ������������Һ̬�۳أ�������Χ�Ŀ��������������õı������á�ͬʱ��Ti��C�������е����������ﵽ��Ӧ��Ũ������ʱ������ͨ��ԭλ��Ӧ�ϳ�TiC������Ti��Cԭ�����Ϊ21:50, ԶԶ�����ϳ�TiC�����1?1����ˣ������Cԭ�ӻ��ܽ��������С�
�绡��������Ž���ȵĹ�ͬ���ÿ��Դٽ������е�Cr��Ni��C���ھ��ʻ���Ϳ���к��н϶��Cr��Ni��C��TiԪ�أ���ЩԪ���ܹ�ʹC�������ƣ��������������ת���¶�Ms���Mf�㡣���ڵ���Ϳ���е�Cr��Ni��C��TiԪ�صĺ�����˫��Ϳ����Cr��Ni��C��TiԪ�ص��٣�������������ת���¶�Ms��Mf��Ӱ���С���ڰ�����ת��Ϊ������Ĺ����У�������ͨ���б乲������γ������塣����������ת��ʱ����������ͣ���δת��İ��������ѹӦ����ʹδת��İ���������ת��Ϊ�����壬���Ϳ���в�����

ͼ5 ����Ϳ������֯�ڲ�ͬ�Ŵ����µ�SEM��
Fig.5 SEM images of microstructures of composite coatings with different magnifications: (a) Single layer with low magnification; (b) Single layer with high magnification; (c) Double layer with low magnification; (d) Double layer with high magnification
��3 ͼ5(b)�и���ɷֵ����������
Table 3 EDS composition test results of points in Fig.5(b)

��������塣���⣬Ti��O�������ܴ�Ϳ���е�Ti���Կ������������ʽ(TiO)��ɢ�ֲ���Ϳ���У����Դٽ�Ϳ���������ϸ�����ɴ˿ɼ�������Ϳ�㲻���ѿ���������Ϊ������Щ��֯�ṹ��������������õ����Ժ���չ�ԣ�������ת��ʱ����������ͻ����Ϳ��������Ӧ�����ѵ�����TiԪ��ϸ��Ϳ������������ϳ�������Ӳ����TiC�������Ϳ������ԣ���СͿ�㿪������
ͼ6��ʾΪ�Ѻ�TiC������ǿFe������Ϳ���ۺ�����SEM��ͼ6(a)�п��Կ������ۺ����ϲ��������壬���Ѻ���һ��Ϳ�����֯���²����ǻ�����֯���������������֮֯�������ף�����ұ���ϡ���ͼ6(b)�п��Կ������ۺ����ϲ�����������֯���������֯���²���Ҫ����������֯���ϲ���������֯���²���������֯���ۺ�����֯��һ�𣬳���ұ���ϡ�
һ����˵�����Ħ��ʱ��ĥ��������Ӵ�Ӧ��������ٶȡ���������Ħ�����IJ����йء������ϵ���ĥ�������Ӳ�ȼ�����֯�йء���ˣ����Ϳ��ı���Ӳ������߲������ܵ���Ҫ;����ͼ7��ʾΪͿ���غ�ȷ������Ӳ�ȷֲ�����ͼ7��ʾ���ӱ��浽�ۺ�����Ӳ��������Ӳ����575~617HV֮�䣬Լ�ǻ��������3����
ͼ8��ʾĥ���������������ڸɻ���ĥ�����������£�Ϳ���ĥ��������ʧ��С������Ϳ��������õ���ĥ�ԡ��ر�ֵ��ע����ǣ�����ĥ��ʱ����ӳ���Q235��������ĥ��������ʧ�������ߣ���Ϳ���ĥ��������ʧ��ĥ��ʱ����ӳ�ȴ�仯��С��Ϳ���ĥ������Լ�ǻ��������1/10��������ΪTiC������������Ŀ�ĥ���Դ�������Ϳ��Ŀ�ĥ�����ܡ���ĥ�������������Կ������Ѻ�˫��Ϳ�����ĥ�Աȵ���Ϳ�����ĥ�Ըߣ�������Ϊ����Ե���Ϳ���ϡ���ʱȶ�˫��Ϳ���ϡ���ʸ��͡�

ͼ6 ����Ϳ���ۺ�����SEM��
Fig.6 SEM images of fusion zones of composite coatings: (a) Fusion zone between first layer and substrate; (b) Fusion zone between second layer and first layer
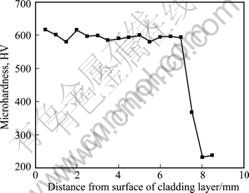
ͼ7��Ϳ���غ�ȷ������Ӳ�ȷֲ�
Fig.7��Microhardness(HV) of cladding layer testing along thickness direction

ͼ8 �Ѻ�Ϳ���Q235��ĥ��������ʧ
Fig.8 Wear mass loss as function of time for composite coating as well as Q235 steel
3 ����
1) ���úϽ�����Ѻ�������Q235�������ԭλ�ϳ���TiC������ǿFe������Ϳ�㣻���躸ǰԤ�ȼ������䣬��Ϳ�������ơ����ӡ�����ȱ�ݡ�
2) ���úϽ�����Ѻ�����������ԭλ�ϳ�������2 ��m��������ɢ�ֲ���TiC������Ϳ����֯������TiC�����Ͱ����弰���������幹�ɡ�
3) Ϳ��ƽ����Ӳ�ȴ�601HV0.2��Լ��̼�ֻ����3����Ϳ��������õ���ĥ���ܣ���ĥ��������ʧԼ�ǻ��������1/10��
4) �Ѻ�˫��Ϳ���뵥��Ϳ����ȣ��������TiC�����������ӣ������庬�����٣���ĥ����ǿ��
REFERENCES
[1] ������, �Ƽ̻�, �ι���, �Ž���. TiC/���ȸָֽ�Ӳ�ʺϽ�ԭλ��Ӧ�ϳ��о�[J]. ��ĩұ����, 2005, 23(3): 199-203.
LIU Jun-hai, HUANG Ji-hua, SONG Gui-xiang, ZHANG Jian-gang. A study on in situ reactive synthesis of TiC/heat resistant steel-steel bonded carbides[J]. Powder Metallurgy Technology, 2005, 23(3): 199-203.
[2] ����», ���ͽ�. �����۸�ԭλ�ϳ�TiC-TiB2/Ni�������մ�Ϳ�����֯��Ħ��ĥ������[J]. ������ѧ��, 2003, 31(12): 1221-1224.
SUN Rong-lu, YANG Xian-jin. Microstructure, friction and properties of in situ synthesized TiC-TiB2/Ni-based metallic ceramic coating by laser cladding[J]. Journal of the Chinese Ceramic Society, 2003, 31(12): 1221-1224.
[3] ����Ԩ, �Ƽ̻�, κ����, �� ��, ���˿�. ��Ӧ������ͿTi-Ni-Cϵ�մ�/��������Ϳ��[J]. ���ղ���ѧ��, 2007, 27(1): 23-24.
LIU Hui-yuan, HUANG Ji-hua, WEI Shi-zhong, ZHANG Hua, ZHAO Xing-ke. Ceramet composite coating synthesized and deposited from Ti-Ni-C system composite powder for reactive flame spray[J]. Journal of Aeronautical Materials, 2007, 27(1): 23-24.
[4] ROBERTA L, ROBERTO O, GIACOMO C. Self-propagating combustion synthesis and plasma spraying deposition of TiC-Fe powder RPS[J]. Ceramics International, 2003, 29(5): 519-526.
[5] TONDU S, SCHNICK T, PAWLOWSKI L. Laser glazing of FeCr-TiC composite coatings[J]. Surface and Coatings Technology, 2000, 123(2/3): 247-251.
[6] CUI Cheng-yun, GUO Zuo-xing, WANG Hong-ying, HU Jian-dong. In situ TiC particles reinforced grey cast iron compostie fabricated by laser cladding of Ni-Ti-C system[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 380-385.
[7] �쿡��, �Ƽ̻�, κ����, ������, �� ��, ���˿�. TiC/Fe�����մɸ���Ϳ�㷴Ӧ��������Ϳ�о�[J]. ϡ�н��������빤��, 2007, 36(3): 688-691.
XU Jun-long, HUANG Ji-hua, WEI Shi-zhong, WANG Hai-tao, ZHANG Hua, ZHAO Xing-ke. Study of TiC/Fe-Ni metal ceramic composite coated by reactive plasma spray[J]. Rare Metal Materials and Engineering, 2007, 36(3): 688-691.
[8] ��˼��, ���º�, ������, ����Ң. 벻�ԭλ�ϳ�TiC������ǿFe�����ϲ�[J]. ����ѧ��, 2006, 27(2): 39-42.
SONG Si-li, WANG Xin-hong, ZOU Zeng-da, QU Shi-yao. In situ formation TiC particles reinforced Fe-based alloy composite coating by GTAW[J]. Transactions of the China Welding Institution, 2006, 27(2): 39-42.
[9] LIU Jun-bo, WANG Li-mei, LI Hui-qi. Reactive plasma cladding of TiC/Fe cermet coating using asphalt as a carbonaceous precursor[J]. Applied Surface Science, 2009, 255: 4921-4925.
[10] WANG X H, ZHANG M, LIU X M, QU S Y, ZOU Z D. Microstructure and wear properties of TiC/FeCrBSi surface composite coating prepared by laser cladding[J]. Surface & Coatings Technology, 2008, 202: 3600-3606.
[11] �쾯��, �Ƽ̻�, ������, �� ��, ���˿�. ��Ӧ��������ͿTiC/Fe-Ni�����մɸ���Ϳ�������֯[J].�й���ɫ����ѧ��, 2008, 18(1): 36-41.
ZHU Jing-lei, HUANG Ji-hua, WANG Hai-tao, ZHANG Huan, ZHAO Xing-ke. Microstructures of TiC/Fe-Ni metal ceramic composite coatings by reactive plasma spray[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(1): 36-41.
[12] ����Ƽ, ��Ƽ��, ����. �������۸�ԭλ�ϳ�TiC�մɿ�����ǿ����Ϳ�����֯������[J]. �й���ɫ����ѧ��, 2004, 14(8): 1335-1339.
WU Yu-ping, LIN Ping-hua, WANG Ze-hua. Microstructure and properties of in-situ synthesis of TiC particle reinforced composite coating by plasma cladding[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(8): 1335-1339.
[13] TAKAMURA S, HAYASHI K, OHNO N. Static and dynamic erosion behavior of TiC coated graphite in high heat flux plasma[J]. Journal of Nuclear Materials, 1998, 258(10): 961-966.
[14] ��ѩ��, �����, ������, ����ѫ. �Ѻ�ҩо��˿������[J]. �ȼӹ�����, 2008, 37(23): 84-86.
NI Xue-hui, ZHANG Qing-hui, REN Li-chen, GONG Jian-xun. Research on flux-cored wire for submerged overlaying[J]. Hot Working Technology, 2008, 37(23): 84-86.
[15] ���ǽ�, ����ϲ, �� ��. ����������[M]. ����: ��ѧ��ҵ������, 2008: 134-171.
LI Ya-jiang, ZHANG Yong-xi, WANG Juan. Welding repair technology[M]. Beijing: Chemical Industry Press, 2008: 134-171.
[16] ������, ʯ����. �����۸�������������������֯�����о�[J]. Ӧ�ü���, 2001, 20(3): 164-166.
WANG Xin-lin, SHI Shi-hong. Study on solidification feature and the solidification microstructure control of laser cladding layer[J]. Applied Laser, 2001, 20(3): 164-166.
������Ŀ��ɽ��ʡ�Ƽ�������Ŀ(2007GG30003003)
�ո����ڣ�2010-03-09�������ڣ�2010-03-30
ͨ�����ߣ��ι��㣬��ʦ��˶ʿ���绰��0631-5700479��E-mail: junhailiu@sina.com
