
Trans. Nonferrous Met. Soc. China 31(2021) 1930-1938
Effect of aging treatment on evolution of S�� phase in rapid cold punched Al-Cu-Mg alloy
Ze-yi HU1, Cai-he FAN1,2, Tong SHEN1, Ling OU1, Nan-shan DAI3, Lu WANG2
1. Colleage of Materials and Advanced-manufacturing, Hunan University of Technology, Zhuzhou 412007, China;
2. Anhui Jianye Science and Technology Co., Ltd., Huaibei 235000, China;
3. CRRC Zhuzhou Special Equipment Technology Co., Ltd., Zhuzhou 412000, China
Received 15 July 2020; accepted 16 January 2021
Abstract:
High-resolution transmission electron microscopy (TEM), X-ray diffractometer (XRD), and hardness test were used to study the evolution of long plate-shaped S�� phase in the spray-formed fine-grained Al-Cu-Mg alloy during aging after rapid cold punching deformation. Results show that the long plate-shaped S�� phase in the extruded Al-Cu-Mg alloy undergoes evident distortion, brittle failure, separation and redissolution, during rapid cold punching deformation, leading to the transformation of long plate-shaped S�� phase into short rod or even redissolution and disappearance, causing the matrix to become a supersaturated solid solution. After the aging treatment, the reprecipitation of the phases occurs, and these aging phases are mainly long plate-shaped and granular. The incompletely dissolved S�� phase acts as nucleation core, promoting uphill diffusion of the surrounding solute atoms. The S�� phase gradually grows with increasing the aging time. The completely dissolved S�� phase forms the incoherent equilibrium phase with the matrix to reduce its free energy. After rapid cold punching, the aging response of the deformed Al-Cu-Mg alloy is accelerated, and the hardness of the alloy is substantially increased.
Key words:
aging treatment; Al-Cu-Mg alloy; rapid cold punching; dissolution; reprecipitation;
1 Introduction
Grain refining is the main method for improving strength and toughness of metal. Severe plastic deformation as an effective method to refine grain has always been a hot research point in the field of materials [1-9]. Researchers have found that in addition to refining grain, severe plastic deformation induces distortion, brittle failure and even redissolution of second-phase in the alloy, which transform the matrix into a supersaturated solid solution [10-15]. NOURBAKHSH and NUTTING [16] have found that the acicular �ȡ� phases are completely broken into small spherical particles as rolling reduction exceeds 60% in the Al-4%Cu alloy, and high density and uniform dislocations are also observed. MURAYMA et al [17] have discovered that the matrix of equal- channel angular-pressed Al-Cu alloy transforms to supersaturated solid solution after precipitation redissolution. During aging, the precipitation of equilibrium phase �� directly differs from the regular order of aging precipitation. FAN et al [18] have reported that rapid cold punching deformation causes the breakage of thick long strip-shaped S�� phase and needle-like �ȡ� phase in the as-extruded alloy and promotes the dissolution of the nano-precipitate phase. The high-distortion free energy of the matrix promotes the precipitation of the equilibrium �� phase after redissolution and reprecipitation. ZHANG et al [19] have observed the redissolution of precipitation in the multi- directional forged Al�CCu alloy, and have found that the strain-induced precipitation in supersaturated solid solution is greatly accelerated during re-aging. The precipitation sequence is related to heating temperature, deformation degree, and grain size after deformation. XU et al [20] have investigated the redissolution and reprecipitation behavior of �ȡ� phase in Al-Cu alloy via equal-diameter extrusion deformation at a normal temperature. They have found that when the heating temperature is sufficiently high to counteract the high internal stress resulting from severe plastic deformation, the precipitation sequence is from metastable phase to stable phase. When the heating temperature is insufficiently high to counteract the high internal stress and the grains are ultra-refined, the precipitation sequence is that equilibrium phases are formed directly instead of metastable phases. In addition, the supersaturated solid solutions are formed after redissolution of precipitated phases induced by severe deformation. On this basis, the aging treatment is expected to obtain the precipitated phase with significantly dispersion-strengthened effect to achieve the effective unity of fine grain strengthening, deformation strengthening, and precipitation hardening.
In-depth research on the reprecipitation behavior in the aging process after precipitation redissolution during severe deformation has great significance for the study about the strengthening mechanism of the Al-Cu alloy. However, the existing literature focuses on the influence of plastic deformation on the characteristics of �� phase in the Al-Cu alloy and the redissolution mechanism. The influence of aging treatment on the evolution of S�� phase in severe plastic deformation of Al-Cu-Mg alloy is rarely discussed. To explore this phenomenon, the aging reprecipitation behavior after dissolution of the precipitated phase during rapid cold punching deformation was studied with rapid solidified fine-grained Al-Cu-Mg alloy billet by spray forming as basis.
2 Experimental
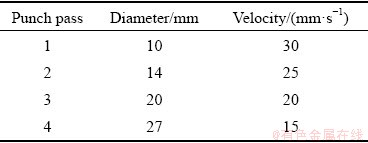
A rapidly solidified fine-grained Al-Cu-Mg alloy cylindrical ingot was prepared on a self-developed SD380 large-scale injection molding apparatus. Table 1 shows the chemical composition of the alloy. The cylindrical ingot was extruded into a d30 mm round bar on a 1250 T extruder at 450 ��C with an extrusion ratio of 15:1. The round bar was cut into a small cylinder of d30 mm �� 20 mm. The extruded sample was placed in a self-designed punching mold for 1-4 passes of rapid cold punching at 25 ��C. The sketch maps of rapid cold punching are illustrated in Fig. 1. The samples after various passes of rapid cold punching were artificially aged at 181 ��C for 1-20 h and air cooled. The process parameters of rapid cold punching are listed in Table 2.
The samples were obtained on the central wall of the rapid cold forming cylinder for micro- structure observation. The morphology, size, and distribution of the nano-precipitated phase of the sample were analyzed through a JEM-F200 transmission electron microscope (TEM). The sample for TEM observation was mechanically pre-thinned to approximately 80 ��m, and then twin-jet electro-polished with a solution of nitric acid and methanol (volume ratio of 1:3) at a temperature lower than -25 ��C. The electron microscopy parameters of the high-angle annular dark field scanning transmission electron microscope were as follows: acceleration voltage of 200 keV, electron beam half-convergence angle of 10 mrad, high-angle annular probe for collecting the inner half angle of 36 mrad, and a beam spot diameter of 0.20 nm. The phase identification was analyzed by a D/max 2500 18 kW target X-ray diffractometer. Vickers microhardness was measured using a pyramid diamond indenter to track the evolution of aging hardening with a load of 100 g and a holding time of 10 s. At least 15 points were measured for each sample and the measurement position was the middle area of the outer surface of the cylinder wall.
Table 1 Chemical composition of Al-Cu-Mg alloy (wt.%)

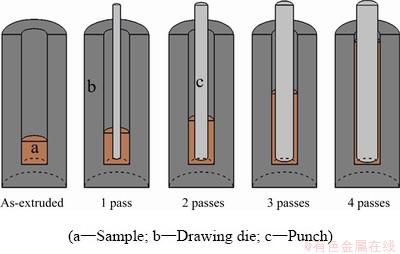
Fig. 1 Schematic of rapid cold punching
Table 2 Process parameters of rapid cold punching
3 Results
3.1 Aging hardening curves
Figure 2 shows the hardening curves of extruded Al-Cu-Mg alloys after various rapid cold punching passes subjected to aging treatment at 181 ��C. During aging, the extruded samples with rapid cold punching show higher hardness than those without rapid cold punching. As the number of rapid cold punching pass increases, the peak hardness of aging samples substantially increases, and the aging response is greatly accelerated. It can be seen that the aging sample with 4 rapid cold punching passes exhibits the largest peak hardness (HV 193) and the shortest aging response time (2 h). Thus, rapid cold punching deformation not only improves the hardness of the Al-Cu-Mg alloy, but also shortens the time to reach peak hardness.
3.2 XRD patterns
Figure 3 depicts the XRD patterns of the peak-aged Al-Cu-Mg alloy samples after various rapid cold punching passes. The diffraction peaks show that the main precipitates are ��(Al) phase and S�� phase (Al2CuMg), and the diffraction peak intensity of S�� phase tends to increase with increasing the number of rapid cold punching passes.
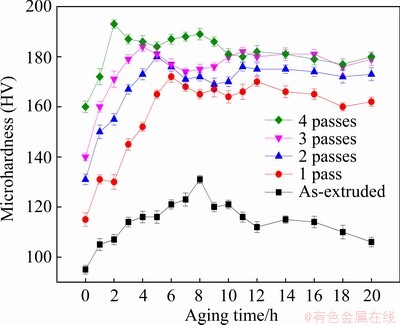
Fig. 2 Evolution of microhardness of extruded Al-Cu-Mg alloy subjected to aging treatment after various passes of rapid cold punching
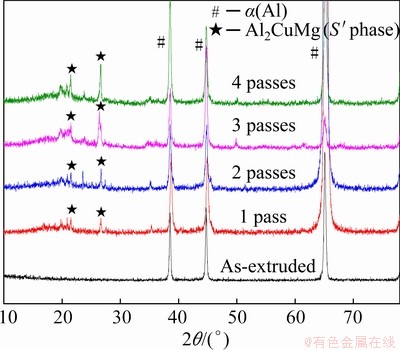
Fig. 3 XRD patterns of peak-aged Al-Cu-Mg alloy samples after various rapid cold punching passes
3.3 TEM observation
Figure 4 presents the TEM bright field images of the peak-aged Al-Cu-Mg alloy samples after various rapid cold punching passes. The precipitated phase in the extruded sample is mainly long plate-shaped S�� phase. With increasing the number of rapid cold punching passes, the size of the S�� phases shortens, the density increases and the distribution becomes more uniform in the peak-aged samples. The elongated S�� phases in the as-extruded alloy are large and regularly distributed along the extrusion direction. After one and two passes of rapid cold punching, the size of long plate S�� phases in peak-aged samples evidently shortens, the dislocation density increases considerably, and is mainly distributed surrounding S�� phases as shown in Figs. 4(b) and (c), respectively. The S�� phases in peak-aged samples are refined, and the number is further increased up to 3 passes, as shown in Fig. 4(d). After 4 passes, the size of the S�� phases is significantly refined, and the distribution is more uniform (see Fig. 4(e)). Figure 4(f) shows the HAADF-STEM image of the square area in Fig. 4(e), which reveals that the morphology of the S�� phases is mainly long plate and granular. The insets in Figs. 4(a-e) are the electron diffraction patterns along the ��001��Al crystal ribbon axis. The orientation relationship between the S�� phase and the aluminum matrix is [001]S�� //[001]Al.
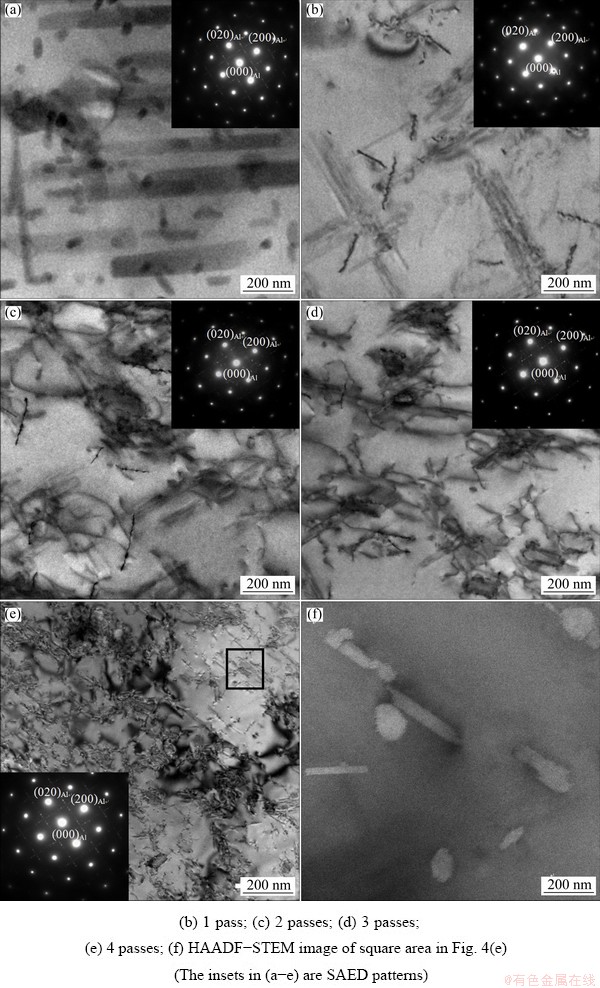
Fig. 4 TEM bright field images (a-e) and HAADF-STEM image (f) of peak-aged samples of S' precipitated phase undergoing extrusion (a) and various passes of rapid cold punching deformation
4 Discussion
4.1 Evolution mechanism of S' phase during rapid cold punching
The main strengthening phase in extruded Al-Cu-Mg alloy is the S�� (Al2CuMg) phase, which is regularly distributed in the aluminum matrix. The S�� phase is flat with the aluminum matrix (Fig. 5(a)). After rapid cold punching deformation, the long plate-shaped S�� phase is distorted under strong shear deformation force, causing the high tendency of the solute atoms located in the region of the S�� phase with high distortion energy to be redissolved into the aluminum matrix (Fig. 5(b)).
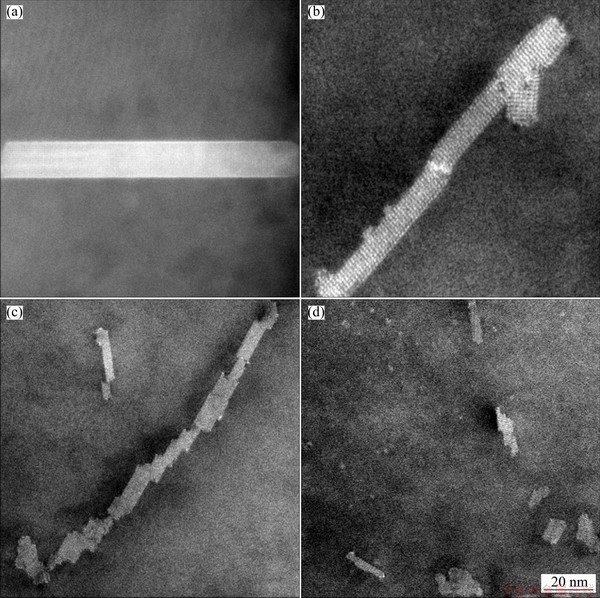
Fig. 5 HAADF-STEM images of S�� precipitated phase undergoing extrusion (a), 2 passes (b), 3 passes (c), and 4 passes (d) of rapid cold punching deformation, viewed along [001]Al direction
As deformation continues, the distortion of the long plate-shaped S�� phase further intensifies, and a significant ��resolved step�� appears on the S�� phase. As the ��resolved step�� continues to increase (Fig. 5(c)), the brittle interfaces increase evidently, which then substantially increase the contact surface between the precipitated phase and the aluminum matrix. This situation promotes the dissolution on the S�� phase, leading to a considerable reduction in the size of the S�� phase in this region and forming necking. The necking further increases the interface distortion energy between the S�� phase and the aluminum matrix, accelerating the redissolution at the necked position until it disappears. The disappearance of the necking separates the two parts of the precipitated phase, forming many short rod-like precipitated phases that are distributed in the aluminum matrix (see Fig. 5(d)). The contact surface between the precipitated phase and the aluminum matrix is evidently increased, and the interfacial distortion energy between the precipitated phase and the aluminum matrix is improved. The free energy of the S�� phase becomes higher than that of the matrix. The energy balance between the pre-precipitated phase and the matrix is broken, creating conditions for the solute atoms to redissolve into the matrix. In addition, the average grain size of the experimental alloys fabricated by the spray-forming rapid solidification technology is roughly 5 ��m with uniform structure.
During rapid cold punching deformation, the grains are further refined to nano scale. Thus, the grain boundary area increases, which provides more atomic diffusion channels for the redissolution of the precipitated phase and greatly promotes the redissolution of S�� phase.
4.2 Dissolution mechanism of S' phases during rapid cold punching
Based on the contact dislocation mechanisms of the phase dissolution after the metal deformation [21], severe plastic deformation creates massive dislocations that are hindered by the precipitated phase during the movement. This situation promotes dislocation pileup and forms Cottrell atmosphere that absorbs numerous heterogeneous solute atoms. Such an atmosphere provides a channel for the redissolution of the precipitated phase. The model is shown in Fig. 6.
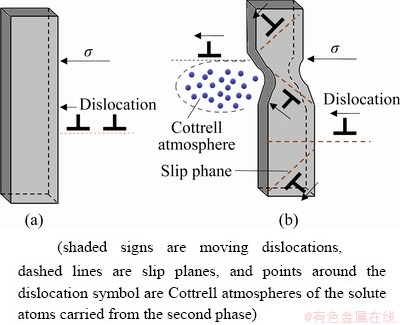
Fig. 6 Mechanism of dissolution of second phases upon contact interaction with dislocations
During rapid cold punching deformation, the twist and brittle fracture of long plate-shaped S�� phase evidently increases the contact surface between the precipitated phase and the aluminum matrix. The interfacial distortion energy between the two is improved as well, providing energy for the migration of Cu and Mg atoms. As the number of passes of rapid cold punching increases, dislocations also increase considerably. Those dislocations are hindered and piled up by the S' phase during the movement, leading to more and more Cottrell atmospheres of the solute atoms carried from the second phase. At last, massive Cu and Mg atoms are redissolved to Al matrix.
Moreover, upon the plastic deformation, dislocations are easily generated by a great number of Frank-Read dislocation sources, which continuously generate new dislocations under strain [22]. The Cottrell atmospheres are generated around dislocations and locally eliminate the solute atoms. This process, in turn, disrupts the equilibrium distribution of the solute atoms in the volume of the matrix. This results in the generation of diffusion fluxes directed toward the dislocation atmospheres, which attempt to equalize the solute atom concentration in the entire volume of the solid solution. However, the equilibrium between the precipitated phase and the matrix is broken, because the solute atom concentration balance between the precipitated phase and the matrix is disrupted. Thus, a thermodynamic stimulus arises for the dissolution of the phase back into the matrix [23]. The model is shown in Fig. 7. Figure 5(c) shows that the S�� phase dissolution begins at the corners, indicating that the Cu and Mg atoms are dissolved from the corners into the aluminum matrix. This phenomenon proves that the S�� phase dissolution during rapid cold punching is consistent with the non-contact mechanism of the dislocation-induced phase dissolution [21].
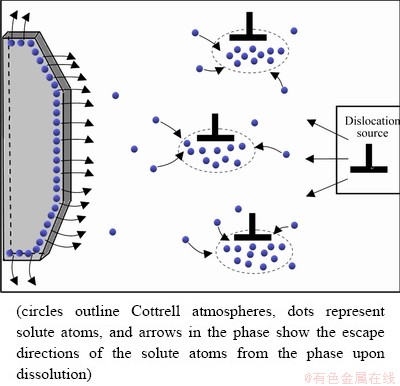
Fig. 7 Schematic diagram showing phase-dissolution mechanism upon noncontact interaction with dislocation
4.3 Precipitation behavior of S' phase during artificial aging after rapid cold punching deformation
Under the condition of rapid cold punching deformation, the long plate-shaped S' phase in the extruded Al-Cu-Mg alloy undergoes intense distortion, brittle fracture, redissolution, necking, and separation. Consequently, the long strips of S�� phases transform into short rods or even redissolve and disappear. The experimental results show that after dissolution of the S' phase induced by rapid cold punching, reprecipitation occurs during aging, and the morphology of the aged precipitate phase is mainly long plate-shaped and granular (see Fig. 4(f)).
Given that the diffusion in solids relies on thermally activated motion of atoms, atoms can be activated for the migration only at high temperatures [24]. Rapid cold punching is carried out under low temperature, high strain, and high strain rate, so atom diffusion is weak, diffusion distance is short, and most of the Cu and Mg atoms remain clustered around S' phase before redissolution. The size of the S' phase in the extruded sample is different, so the extent of redissolution during rapid cold punching deformation is also different. When the deformation stops, a small part of the S' phase will not be completely dissolved. During aging, the incompletely dissolved S' phase acts as nucleation core, promoting uphill diffusion of the surrounding solute atoms. As aging time increases, the S' phase will gradually grow. Figure 4(f) shows that the long plate-shaped S' phase having a semi-coherent relationship with the matrix is precipitated during aging, as well as the granular S phase that is incoherent with the matrix. The increase of distortion-free energy caused by the fracture of the long plate-shaped S' phase and the deformation energy stored during rapid cold punching deformation substantially increases the free energy of the system. The aging temperature is insufficient to eliminate the severe lattice distortions of the matrix after deformation. However, the precipitation of coherent or semi-coherent transition phases cannot be spontaneously performed because the interfacial relationship between these transition phases and the matrix causes further increase of strain energy in the alloy, which results in a high free energy of the system. Therefore, the formation of an equilibrium phase having no coherent relationship with the matrix at the grain boundary is advantageous for reducing the free energy.
In addition, the grains are further refined into nano scale, and lattice defects such as grain boundaries and dislocations increase geometrically during rapid cold punching deformation. Thus, the non-uniform nucleation rate of the S phase also increases geometrically. The solute atoms in the inner matrix quickly diffuse to the heterogeneously nucleation to meet the growth of the heterogeneous nucleated stable phase, causing rapid disappearance of the solute supersaturation required to form the GP region and metastable phase in the crystal. Moreover, the driving force for phase transformation strongly declines. The dislocation density increases substantially in the rapid cold deformation of the experimental alloy. Numerous vacancies are produced in the matrix during delivery and movement of the dislocation. Existence and movement of vacancies create conditions for atomic diffusion. Every pass of a newly rapid cold punching deformation produces numerous vacancies, which promote the diffusion of solute atoms. The amount of S' phases considerably increases, and the size is smaller in the aged samples with rapid cold punching than that without rapid cold punching.
5 Conclusions
(1) After rapid cold punching, the aging response of the deformed Al-Cu-Mg alloy is accelerated, and the hardness of the alloy is substantially increased. Compared with the extruded sample, which reaches the peak hardness of HV 131 after 8 h aging, the peak hardness of the extruded sample with 4 passes of rapid cold punching increases to HV 193 (about 47.3% increment) at aging time of 2 h (shortened by 6 h).
(2) During rapid cold punching deformation, the dissolution mechanism of the long plate-shaped S' phase in the deformed Al-Cu-Mg alloy mainly includes contact dislocation mechanism and non-contact dislocation-induced mechanism.
(3) After dissolution of the S' phase induced by rapid cold punching, the matrix becomes resaturated. The reprecipitation of the phases occurs, and these aging phases are mainly long plate-shaped and granular. The incompletely dissolved S' phase acts as nucleation core, promoting the uphill diffusion of the surrounding solute atoms. The S�� phase gradually grows with increasing the aging time. The completely dissolved S' phase forms the incoherent equilibrium phase with the matrix to reduce the free energy of the matrix.
Acknowledgments
This work was financially supported by the Major Special Projects in Anhui Province, China (No. 202003c08020005), and the Key Projects in Hunan Province, China (No. 2020GK2045).
References
[1] LU Ke, LU Lei, SURESH S. Strengthening materials by engineering coherent internal boundaries at the nanoscale [J]. Science, 2009, 324(5925): 349-352.
[2] HU Ze-yi, FAN Cai-he, ZHENG Dong-sheng, LIU Wen-liang, CHEN Xi-hong. Microstructure evolution of Al-Cu-Mg alloy during rapid cold punching and recrystallization annealing [J]. Transactions of Nonferrous Metals Society of China, 2019, 29(9): 1816-1823.
[3] CHEN Xiang, HUANG Guang-sheng, LIU Shuai-shuai, HAN Ting-zhuang, JIANG Bin, TANG Ai-tao, ZHU Yun-tian, PAN Fu-sheng. Grain refinement and mechanical properties of pure aluminum processed by accumulative extrusion bonding [J]. Transactions of Nonferrous Metals Society of China, 2019, 29(3): 437-447.
[4] DOBATKIN S V. On the increase of thermal stability of ultrafine grained materials obtained by severe plastic deformation [J]. Materials Science Forum, 2003, 426: 2699-2704.
[5] KANG S B, LIM C Y, KIM H W, MAO J F. Microstructure evolution and hardening behavior of 2024 aluminum alloy processed by the severe plastic deformation [J]. Materials Science Forum, 2002, 396-402: 1163-1168.
[6] WU Cui-lan, ZHOU Bin, NIU Feng-jiao, DUAN Shi-yun, GONG Xiang-peng, CHEN Jiang-hua. Deformation-induced �� phase precipitation strengthening of AlCuMg alloy with high Cu/Mg atomic ratio [J]. Journal of Hunan University, 2018, 45(6): 1-10. (in Chinese)
[7] CABIBBO M, EVANGELISTA E, VEDANI M. Influence of severe plastic deformations on secondary phase precipitation in a 6082 A1-Mg-Si alloy [J]. Metall Mater Trans A, 2005, 36(5): 1353-1364.
[8] OHASHI K, FUJITA T, OH-ISHI K. Microstructural control of a precipitate-hardenable Al-Ag alloy using severe plastic deformation [J]. Materials Science Forum, 2003, 426: 2637-2642.
[9] SALEM H G, GOFOTH R E, HARTWIG K T. Influence of intense plastic straining on grain refinement, precipitation, and mechanical properties of Al-Cu-Li-based alloys [J]. Metallurgical and Materials Transactions A, 2003, 34(5): 1153-1161.
[10] GAZIZOV M, KAIBYSHEV R. Effect of pre-straining on the aging behavior and mechanical properties of an Al-Cu-Mg-Ag alloy [J]. Materials Science and Engineering A, 2015, 625(14): 119-130.
[11] WANG Jian-qiu, ZHANG Bo, ZHOU Yang-tao, MA Xiu-liang. Multiple twins of a decagonal approximant embedded in S-Al2CuMg phase resulting in pitting initiation of a 2024Al alloy [J]. Acta Materialia, 2015, 82(1): 22-31.
[12] WANG Jian-qiu, ZHANG Bo, WU Bo, MA Xiu-liang. Size-dependent role of S phase in pitting initiation of 2024 Al alloy [J]. Corrosion Science, 2016, 105(2): 183-189.
[13] STYLES M J, MARCEAU R K W, BASTOW T J, BRAND H E A, GIBSON M A, HUTCHINSON C R. The competition between metastable and equilibrium S(Al2CuMg) phase during the decomposition of Al-Cu-Mg alloys [J]. Acta Materialia, 2015, 98(1): 64-80.
[14] MOGHANAKI S K, KAZEMINEZHAD M. Effects of non- isothermal annealing on microstructure and mechanical properties of severely deformed 2024 aluminum alloy [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(1): 1-9.
[15] ZHOU Ze-peng, ZHANG Jing, DENG Yun-lai, ZHANG Xin-ming. Creep forming heat treatment technology of Al-Cu-Mg alloy [J]. The Chinese Journal of Nonferrous Metals, 2017, 27(8): 1607-1614. (in Chinese)
[16] NOURBAKHSH S, NUTTING J. The high strain deformation of an Al-4%Cu alloy in the supersaturated and aged conditions [J]. Acta Metallurgica, 1980, 28(3): 357-365.
[17] MURAYMA M, HORITA Z, HONO K. Microstructure of two-phase Al-1.7at.%Cu alloy deformed by equal-channel angular pressing [J]. Acta Mater, 2001, 49(1): 2l-29.
[18] FAN Cai-he, OU Ling, HU Ze-yi, YANG Jian-jun, CHEN Xi-hong. Re-dissolution and re-precipitation behavior of nano-precipitated phase in Al-Cu-Mg alloy subjected to rapid cold stamping [J]. Transactions of Nonferrous Metals Society of China, 2019, 29(12): 2455-2462.
[19] ZHANG Zi-zhao, XU Xiao-chang, LIU Zhi-yi, XIA Qing-kun, ZENG Su-min. Re-precipitate behavior of supersaturated solid solution of Al-Cu alloy caused by severe plastic deformation during subsequent deformation [J]. TheChinese Journal of Nonferrous Metals, 2009, 19(11): 1962-1968. (in Chinese)
[20] XU Xiao-chang, LIU Zhi-yi, LI Yun-tao. Evolution of precipitates of Al-Cu alloy during equal-channel angular pressing at room temperature [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(5): 1047-1052.
[21] VASIL��EV L S, LOMAEV I L, ELSUKOV E P. On the analysis of the mechanisms of the strain-induced dissolution of phases in metals [J]. The Physics of Metals and Metallography, 2006, 102(2): 186-197.
[22] YU Yong-ling. Principles of metallography [M]. 2nd ed. Beijing: Metallurgical Industry Press, 2013: 322-328. (in Chinese)
[23] CUI Zhong-qi, QIN Yao-chun. Metallurgy and heat treatment [M]. 2nd ed. Beijing: China Machine Press, 2007: 214-218. (in Chinese)
[24] CLYNE T W, KURZ W. Solute redistribution during solidification with rapid solid state diffusion [J]. Metallurgical and Materials Transactions A, 1981, 12(6): 965-971.
ʱЧ�����Կ������Al-Cu-Mg�Ͻ�S�����ݱ���ɵ�Ӱ��
������1�����ź�1,2���� ͮ1��ŷ ��1������ɽ3���� ·2
1. ���Ϲ�ҵ��ѧ �������Ƚ�����ѧԺ������ 412007��
2. ���ս�ҵ�Ƽ�����˾������ 235000��
3. �����г�����װ���Ƽ�����˾������ 412000
ժ Ҫ�����ø߷ֱ���羵(TEM)��X����������(XRD)��Ӳ�Ȳ��Ե��ֶΣ��о���������ʱЧ�������������ϸ��Al-Cu-Mg �Ͻ��г�Ƭ״S' ����ݱ���ɡ��о���������������������У���ѹ̬Al-Cu-Mg �Ͻ��г�Ƭ״S' ������Ե�Ť�����ƶϡ�����ͻ��ܣ����³�Ƭ״S' ���ɶ̰�״��������ȫ���ܣ�ʹ�����Ϊ���������塣��ʱЧ����������������ʱЧ��������ò�Գ�Ƭ״�Ϳ���״Ϊ������ʱЧ������δ��ȫ���ܵ�S' ����Ϊ�κ˺��ģ�ʹ��Χ����ԭ�ӷ���������ɢ������ʱЧʱ����ӳ���S' ��������S' ����ȫ���ܺ���ʱЧ��������������岻�����ƽ���࣬�Խ��ͻ���������ܡ���ѹ̬Al-Cu-Mg�Ͻ�������ʱЧ��Ӧ�ٶȼӿ죬�Ͻ�Ӳ���������ӡ�
�ؼ��ʣ�ʱЧ������Al-Cu-Mg�Ͻ𣻿�����壻���ܣ�������
(Edited by Wei-ping CHEN)
Corresponding author: Cai-he FAN, Tel: +86-731-22183432, E-mail: 369581813@qq.com
DOI: 10.1016/S1003-6326(21)65627-3
1003-6326/ 2021 The Nonferrous Metals Society of China. Published by Elsevier Ltd & Science Press
2021 The Nonferrous Metals Society of China. Published by Elsevier Ltd & Science Press
Abstract: High-resolution transmission electron microscopy (TEM), X-ray diffractometer (XRD), and hardness test were used to study the evolution of long plate-shaped S�� phase in the spray-formed fine-grained Al-Cu-Mg alloy during aging after rapid cold punching deformation. Results show that the long plate-shaped S�� phase in the extruded Al-Cu-Mg alloy undergoes evident distortion, brittle failure, separation and redissolution, during rapid cold punching deformation, leading to the transformation of long plate-shaped S�� phase into short rod or even redissolution and disappearance, causing the matrix to become a supersaturated solid solution. After the aging treatment, the reprecipitation of the phases occurs, and these aging phases are mainly long plate-shaped and granular. The incompletely dissolved S�� phase acts as nucleation core, promoting uphill diffusion of the surrounding solute atoms. The S�� phase gradually grows with increasing the aging time. The completely dissolved S�� phase forms the incoherent equilibrium phase with the matrix to reduce its free energy. After rapid cold punching, the aging response of the deformed Al-Cu-Mg alloy is accelerated, and the hardness of the alloy is substantially increased.
