
ע�ܳ���ģ��Ӳ̬ϳ������ֲڶ��о�
�����ƣ��ƺ��
(�Ϻ����̼�����ѧ ���칤��ϵ���Ϻ���200437)
ժ Ҫ��
ժ Ҫ������AITiNͿ��Ӳ�ʺϽ���ͷ��ϳ����4Cr5MoSiV1�ֵ�ע�ܳ���ģ�߽���Ӳ̬����ϳ���о���ͨ�������ط��������飬���ö�Ԫ���Իع����������ģ��Ӳ̬ϳ���ı���ֲڶ�Ԥ��ģ�ͣ������ֳ��ӹ�ʵ��������ȷ�ԡ���������������ģ������ı���ֲڶȵ�Ӱ�졣�о�����������ڸ�ת�١�С������ʵĽ����ٶ��£�ģ�ӹ����������ã�Ϊ�Ż�ģ��Ӳ̬ϳ�������������ͼӹ����������Ŀ����ṩ�˽Ϻõ����ݡ�
�ؼ��ʣ�
��ͼ����ţ�TH16��TH161+.1 ���ױ�־�룺A ���±�ţ�1672-7207(2009)06-1604-05
Surface roughness of plastic mold parts in finish hard milling
WANG Ling-yun, HUANG Hong-hui
(Department of Manufacturing Engineering and Technology, Shanghai University of Engineering Science,Shanghai 200437, China)
Abstract: Taking the hard milling of the plastic mold parts (cavity) as an example, using a hardened 4Cr5MoSiV1 steel and AITiN coated carbide ball-end-milling tool, the empirical model of surface roughness was carried out with regressing analysis method and a multi-factorial orthogonal test, and the roughness of hard milling of the mold parts was predicted by the proposed model. The results show that better surface roughness can be attained by using higher spindle speed, appropriate feed rate, lower axial and radial depth of milling parameters, which provides the foundation for selecting cutting parameters properly and controlling surface quality of die and mold manufacture.
Key words: hard milling of mold parts; surface roughness regressing; parameters optimization
�ִ��ӹ������ķ�չ�Լ����ټӹ����ġ������ܵĵ��г�ϵͳ����ȫ�ɿ��ĸ�������CAM����ϵͳ����Ӳ���߲��ϵij���[1]��ʹ����ϳ��ĥ����ϳ��EDM���и�Ч�����õ�ģ�ӹ���Ϊ���ܡ�
�ڸߴ�Ӳ�ּ�(HRC45~65)ģ�ߵļӹ������У�����Ӳ����������ֱ�ӽ���Ӳ��һ��װ���ӹ����Σ���Ч�ر�����ģ���������װ������ɵ�װ���� ����������ļ���λ�þ��ȡ����ø���ϳ���ɻ����ϳ�۵ļӹ����棬ʹ����������������ߡ�
����ֲڶ�����������ӹ���������Ҫָ��֮һ���Ի�е��Ʒ��ʹ�������Ϳɿ�������ҪӰ�졣Ӱ�����ֲڶȵ����غܶ࣬�������о���Ա��������Ҫ�о������ǣ���������ֲڶȵ�Ԥ��ģ�ͣ�̽���γɻ�������ʵ�ֶԴֲڶȵĿ��ơ��磺Lee��[2-5]��Ҫ���������̱���������з����������һ�ֱ���ֲڶ�ģ�ⷽ�������ǵ�����ϳ���������Ա���������Ӱ�죬�ü��ٶ��źŴ����������ź��о�����ϳ������ֲڶȣ�Mizugaki��[3]����ͷϳ���ӹ��������������һ���µ�����ϳ���ļ���Ԥ�ⷽ����Kim��[4]���һ��ͨ�������Ч�����߶�Ԥ������ϳ���Ĵֲڶȵķ�������սǿ��[6-10]��Ҫ��������������������з������о�����ϳ�����Ͻ���ͨ��������45��Ӳ��ʱϳ���ٶ���������Լӹ�����ֲڶȵ�Ӱ�죻������[7]��������Ӧ��ģ������ϵͳ(ANFIS)�������Ͻ�ϳ���ӹ�����ֲڶ�Ԥ��ģ�ͣ��ִ��µ�[11-12]�ӹ��������͵��߱�����������о���ͨ��ʸ������������������ϳ�˶���ʸ��ģ�ͣ��ó�����ֲڶȵļ��㹫ʽ��
ͨ������������̽�����������Ը��ټӹ�����������Ӱ����Ŀǰ�ӹ�����ֲڶ��о�����Ҫ�ֶΡ�Ŀǰ���ڶԴ�Ӳ��ģ�߸���ϳ�����о�����[13]���ڴˣ��������߲��ö����ط���������ͻع��������������ģ������ӹ�����ֲڶ�Ԥ��ģ�ͣ��о�ģ��Ӳ̬ϳ���ӹ����ղ�����������������ģ��ʵ�������С�
1 �� ��
1.1 �������
�������Ϊ4Cr5MoSiV1��[14]���仯ѧ�ɷ����1��ʾ��

ͼ1 �Լ��ṹͼ
Fig.1 Drawing of mold product
1.2 ���鷽��
���ö������������飬ͨ����ϡ��ع�������õ�ע�ܳ���ģ������ӹ�����ֲڶȵľ���Ԥ��ģ�͡�
ģ�ӹ���Ҫ��3�ֹ��գ����ӹ���Ӳ�ӹ��͵�ӹ�������ģ�ߵĽṹ��Ӳ�������������õĹ��ա����������õ�ģ�߲����ڴ���һ����ϳ�ɡ�
1.3 ����ϵͳ
�����в��õĵ��߲������䣬�Ҽӹ�ϵͳ�����ȶ�����״̬�����߲���ֱ��Ϊ6 mm��AlTiNͿ��Ӳ�ʺϽ�˫����ͷͷ��ϳ����������Ϊ30?������ֲڶȲ���ϵͳΪMahr M1��Яʽ�ֲڶ���(ȡ������Ϊ0.8 mm����������Ϊ4 mm)������ΪMAKINO������ʽ�ӹ�����V33��������Ұ�ĸ������ᣬת��Ϊ 20 000 r/min�������ٶ�Ϊ 20 m/min������������ ȴ���������ʽ���ɸ��ٻ�ת��������λ������Ϊ��С�ȣ��ӹ������ȶ������⣬����������ת��Ϊһ�廯�Ľṹ����С���ٻ�תʱ����ʵ�ָ�Ʒ�ʵļӹ���ͬʱ���ӳ����ߵ�ʹ��������
HSK�������õ�����б��ͺ����ͬʱ������������ӣ�ͬʱ������1/10���п�б����Ʊ�֤����������װж������ԣ���Ч������������� ����������ʹ�ýϳ��ĵ����ӹ�ʱ���������ԡ�
���鹤���Ǽ��õ�����һע�ܼ���ģ����ǻ����ģ�߲�Ʒ�ijߴ��С������ΪABS���ṹ��ͼ1��ʾ����ǻ����Ϊ4Cr5MoSiV1��Ӳ�֣�Ӳ��(HRC)��55�����òཽ�ڽ�������ģ��ǻ�ṹ��ͼ2��ʾ��
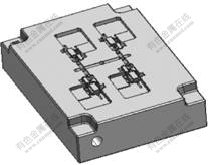
ͼ2 ģ����ǻͼ
Fig.2 Drawing of mold parts (cavity)
��1 4Cr5MoSiV1�ֵĻ�ѧ�ɷ�
Table 1 Chemical compositions of 4Cr5MoSiV1 steel w/%

2 �����������
2.1 ��������
����L16(44)�������������4��4�����飬4����������Ϊ����ת��n(r/min)�������ٶ�vf (mm)�������������ap(mm)�;����������ae(mm)����ˮƽ����Xl��X2��X3��X4���������ݼ�����ֲڶ�ʵ��ֵ���2��ʾ����2�е����������Ǹ���ģ������ӹ������ֳ��ĸ��پ��ӹ�Ҫ��ѡȡ�ģ������ģ������ӹ�����ֲڶ�Ԥ��ģ�͵ľ��ȡ�
��2 ����ֲڶ�ʵ��ֵ
Table 2 Surface roughness experimention data

2.2 ����ֲڶȵ�Ԥ��ģ��
�ڻ����ӹ�ϵͳ�͵����β�����ȷ����ǰ���£��ɽ��������ع������ͨ��ģ��Ϊ��
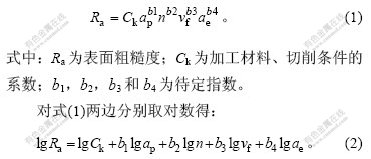

���þ������㷽������������飬���������

���ݱ�2�е�������������MATLAB��������ʽ(3)~(6)����õ��������������µı���ֲڶȾ���Ԥ��ģ��Ϊ��
![]()
��ʽ(7)��֪����������ٶ�����Ч�ؼ�С��������ֲڶȣ�������ת��������ֲڶȼ�С�����������������������ٶ����ֲڶ���������ķ��Ȳ�ͬ������Ӱ��̶ȸ��졣
2.3 ����ֲڶ�Ԥ��ģ�͵�Ӧ��
��һЩ���õ�����Ʒ��ע��ģ������ļӹ� �У���ʽ(7)�еı���ֲڶ�Ԥ��ģ�͵õ���Ԥ��ֵ�빤������ֲڶ�ʵ��ֵ��Ƚϵó�����ģ�͵�Ԥ�⾫�ȴﵽ95.73%��������������ģ�;��нϸߵ�Ԥ�� ���ȡ�
2.4 ���������Ա���ֲڶȵ�Ӱ�����
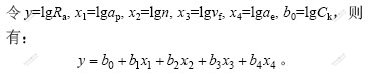
�����ӹ����ضԱ���ֲڶȵ�Ӱ����ͼ3~5��ʾ����ͼ3��֪��������ת�ٽϸߡ����������Сʱ���������ֲڶȽ�С����ת�ٽϵ͡���������ϴ�ʱ���ֲڶȽϴ��������ϲ�������и��پ��ӹ���Ӳģ��ʱ����������Ϊ0.04~0.08 mm��ת��Ϊ19 000 r/min�ǽϺõ���ϡ�
ͼ3 ����ת������������Դֲڶȵ�Ӱ��
Fig.3 Influence of spindle speed and axial depth of cut on surface roughness

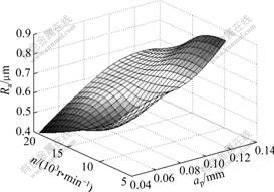
ͼ4 ����ת���뾶������Դֲڶȵ�Ӱ��
Fig.4 Influence of spindle speed and radial depth of cut on surface roughness

ͼ5 ����ת��������ٶȶԴֲڶȵ�Ӱ��
Fig.5 Influence of spindle speed and feed rate on surface roughness
��ͼ4��֪���ϸ�ת�����С�ľ��������������ֲڶȽ�С������������ϴ�ʱ�����������������ӣ��ֲڶ���������������ȡ��Сֵʱ��
�������浶�����ࡣ
��ͼ5��֪���ڵ�ת����ϸ߽����ٶȵ������DZ���ֲڶȽϴ������ת����2.7 m/min�����ٶȸ����������DZ���ֲڶȽ�С������������Ϊ�����ٶ������������ײ�����˺�ѡ�������ֲڶ�����
3 �� ��
a. ���ö����ط���ͨ���������飬���ö�Ԫ���Իع�����������˴�Ӳ��4Cr5MoSiV1ģ���������ϳ���ı���ֲڶȵ�Ԥ��ģ�ͣ�
![]() ��
��
b. �ڽϸߵ�����ת�����С�����������С�ľ�������������ֲڶȽ�С���ڻ���ת�ٸߺͽ����ٶ�Ϊ2.7 m/minʱ��ģ�߱���ֲڶȽϴ�����Ԥ��ģ�Ͷ��ֳ�ģ�ӹ�������֤���������ģ�ӹ����������Ŀ����нϺõ�ָ�����á�
�ο����ף�
[1] �� ��. ��Ч�ӹ���������Ӧ���о�[J]. �й����̿�ѧ, 2000, 11(2): 40-51.
AI Xing. Study on high efficiency machining technology and its applications[J]. Engineering Science, 2000, 11(2): 40-51.
[2] Lee K Y, Kang M C, Jeong Y H, et al. Simulation of surface roughness and profile in high speed end milling[J]. Journal of Material Processing Technology, 2001, 113(1/3): 410-415.
[3] Mizugaki Y, Hao M, Kikkawa K. Geometric generating mechanism of machined surface by ball-nosed end milling[J]. CIRP Annals-Manufacturing Technology, 2001, 50(1): 69-72.
[4] Kim B H, Chu C N. Texture prediction of milled surfaces using texture superposition method[J]. CAD Computer Aided Design, 1999, 31(8): 485-494.
[5] ������, ������, ������. ����ϳ��������ӹ��Ĵֲڶ�Ԥ��[J]. ��е��������칤��, 2000, 29(4): 35-37.
LI Shi-jie, SUN Li-xin, GUO Lan-shen. The forecasting of the roughness about NC milling of the surface[J].Machine Design and Manufacturing Engineering, 2000, 29(4): 35-37.
[6] ��սǿ, �� ��, �� ��. ����ϳ�������б���ֲڶȱ仯���ɵ������о�[J]. �ִ����칤��, 2002(3): 8-10.
LIU Zhan-qiang, WAN Yi, AI Xing. Experimental investigation on surface roughness of high-speed milling[J]. Modern Manufacturing Engineering, 2002(3): 8-10.
[7] �� ��, �� ��, �� ��, ��. ����ANFIS �����Ͻ�ϳ���ӹ�����ֲڶ�Ԥ��ģ���о�[J]. �й���е����, 2005, 16(6): 475-479.
SU Yu, HE Ning, WU Kai, et al. Prediction of surface roughness of milling aluminium alloy based on ANFIS[J]. China Mechanical Engineering, 2005, 16(6): 475-479.
[8] Lin W S, Lee B Y, Wu C L. Modeling the surface roughness and cutting force for turning[J]. Journal of Material Processing Technology, 2001, 108(3): 286-293.
[9] �����, �� ƽ, �ﱣ��. ��������ֲڶȵ��˹�������Ԥ��[J]. ������, 2005, 39(4): 30-32.
CHEN Shu-guang, LIU Ping, TIAN Bao-hong. Forecasting of artificial neural network on cutting surface roughness[J]. Tool Engineering, 2005, 39(4): 30-32.
[10] �� ��, ������. PCBN����Ӳ̬������Ӳ��и�GCr15����ֲڶ�������Ԥ��[J]. �й���е����, 2007, 18(24): 2973-2976.
CHEN-Tao, LIU Xian-li. Surface roughness experiment and prediction in the hard turning of hardened bearing steel GCr15 using PCBN cutting tools[J].China Mechanical Engineering,2007, 18(24): 2973-2976.
[11] �ִ���, ������. ������ϳ�˶���ʸ����ģ������ֲڶȵ������о�[J]. ��е����ѧ��, 2001, 37(3): 152-159.
JIA Chun-de, JIANG Zeng-hui. Vector modeling of orthogonal turn-milling movement and theoretical analysis on roughness of surface[J]. Chinese Journal of Mechanical Engineering, 2001, 37(3): 152-159.
[12] ��ѩ÷, ������. �����������湤����������ģ�͵��о�[J]. ��е, 2001, 28(5): 8-9.
HUANG Xue-mei, WANG Qi-yi. Study of workpiece surface toughness in turning physical simulation[J]. Machinery, 2001, 28(5): 8-9.
[13] �� ��. ����ϳ����Ӳ�ֵ������о�[D] . �Ͼ�: �Ͼ����պ����ѧ����ѧԺ, 2006: 5-8.
XIA Yu. Experimental study of hardened steel milling[D]. Nanjing: College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics Astronautics, 2006: 5-8.
[14] �� ��, ������. 4Cr5MoSiV1�����������ȴ������������о�[J].���ͻ�е, 2006, 1(3): 40-45.
YAN Jie, JIANG Kai-yong. Study on the heat treatment of 4Cr5MoSiV1 steel for hot mill rolls[J]. Heavy Machinery, 2006(3): 40-45.
�ո����ڣ�2009-07-29�������ڣ�2009-10-20
������Ŀ���Ϻ��н�ί���д�����Ŀ(06NZ018)���Ϻ����̼�����ѧ�Ƽ���չ����������Ŀ(2008xy60)
ͨ�����ߣ�������(1963-)��Ů�����������ˣ����ڣ��������ؼ���Ӧ�á��Ƚ����켼����CAD/CAM�ȷ�����о����绰��13501979635��E-mail: wanglyun16@sina.com
