
DOI: 10.11817/j.issn.1672-7207.2016.12.008
������ֵģ��ĵ��¼�ѹ�ٶ�������ȡ����
���Ƿǣ�̷��ƽ������躣�����
(���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
����ʹ125 MN��ʽ��ѹ��ʵ�ֵ��¼�ѹ������һ������ʵ�֡����ĵ��¼�ѹ�ٶ�������ȡ���������Ƚ�����ѹ����ֵģ�����ģ�ͣ�Ȼ���ڲ�ͬ��ѹ�ٶ��·ֱ������е��ټ�ѹ���̷��棬�õ�һϵ����Ʒ�����¶����ߡ����ó����¶��������趨�¶Ƚ���һ������㣬�Ը�����������������ϵõ����г̱仯�ļ�ѹ�ٶ����ߣ���һ��ת��Ϊ�ٶ���ʱ�亯�����ߣ��ú�������Ϊ���¼�ѹ�ٶ����ߡ����ո��ٶ����߽��м�ѹ���̷���ʵ�顣�о������������Ʒ�����¶����߱仯ƽ��������ʵ���˵��¼�ѹ����֤����������ٶ�������Ч�Ժͻ�ȡ�����ĺ����ԡ�
�ؼ��ʣ�
��ͼ����ţ�TG375 ���ױ�־�룺A ���±�ţ�1672-7207(2016)12-4016-05
Isothermal extrusion speed curve and acquisition method based on numerical simulation
WANG Yafei, TAN Jianping, XU Hongtao, YANG Wu
(School of Mechanical and Electronical Engineering, Central South University, Changsha 410083, China)
Abstract: In order to improve the quality of product and realize the isothermal extrusion on the 125 MN horizontal extruder, an isothermal extrusion speed curve and the acquisition method which were easy to be implemented were provided. Firstly, the simulation model of the horizontal extruder was built to simulate multiple iso-speed extrusion processes in different speeds and a series of outlet temperature curves were generated. The curves intersected with the increase of the setting temperature at a group of coordinate points, and a speed curve changing with the stroke was obtained by fitting these points, which was to be converted to the isothermal extrusion speed curve changing with time. The obtained speed curve was used in the extrusion simulation. The results show that the outlet temperature changes gradually and slightly, and the isothermal extrusion is mostly achieved, which verifies the effectiveness of the speed curve and the rationality of the acquisition method.
Key words: isothermal extrusion; speed curve; numerical simulation
���¼�ѹ���Լ�С��ѹ��Ʒ�ڳߴ硢��״����֯�����ܵ���������IJ�������[1-2]��Ŀǰ����ҵ��ʵ�ֵ��¼�ѹ�ķ�ʽһ���Ϊ3�֣�һ�Dz��������¶��ݶȷֲ������Ͻ��м�ѹʵ��[3-5]������ʹ���¶�-�ٶȱջ�����ϵͳ��ͨ���Գ����¶Ⱦ�ȷ������ʵʱ�������ڿ��Ƽ�ѹ�ٶȣ�ʵ�ֵ��¼�ѹ[6]������ͨ���ı����г̱仯�ļ�ѹ�ٶȷ�ʽʵ��[7-8]����ȶ��ԣ���1�ַ�ʽ�����¶��ݶ�����ȷ����ʵʩ���ѣ���2�ַ�ʽ�ij����¶����Բ������Կ���ϵͳ��ʵʱ��Ҫ��ߣ�����3�ַ�ʽ���ý϶ࡣSEDAT��[9]��2.5 mm/s����ģ�⼷ѹ��ʵ�ֳ����¶Ⱥ㶨������ѹЧ�ʽϵͣ������[10]����ʵ�ֵ��¼�ѹ���ٶ����Ժ�ָ���ݼ���������û�жԲ�����ȷ���ṩ�ɿ��ķ��������Һ����Բ�ͬ��������Ӧ�ԽϲTAPAS��[11-13]������ݼ��ټ�ѹģ�ͣ����������ٶȱ�û��ʵ�ֵ��¼�ѹ�����ݣ��Ծ���Ҫ��ϸߣ�CARLOS��[14]���ڷ�����ģ��Ԥ����Ƶķ�������˿���ʵ�ֵ��¼�ѹ���ٶ����ߣ�PENG��[15]���ڼ�ѹ��������Ԫģ��ֱ�ӿ����¶Ⱥ㶨���������[16]��������ʽ����PID�����㷨������Ԫģ������ʵ�ֵ��¼�ѹ��������[17]��ƻ����Ŷ����������Ͳĵ��¼�ѹ����������¶ȿ��ƾ��ȡ���Щ�������ǽ�����Ԫģ�����¶ȿ��Ʋ��Խ�ϵķ�������ٶ����ߣ�����������ģ���̸��ӣ���������Ϊ�ˣ���������Ϊ���¼�ѹ�ٶ����ߵĻ�ȡ�ṩһ�ּ����������ݡ���������Ԫ����ģ�ͣ�ͨ���Բ�ͬ��ѹ�ٶ��µĵ��ټ�ѹ����ģ�⣬�õ�һϵ�г����¶����г̱仯���ߣ��趨��������Ʒ���ܵij����¶ȣ��Գ����¶ȱ仯���������趨�ij����¶ȵĽ��������ϣ��õ����¼�ѹ�ٶȱ仯���ߡ�
1 ģ�ͽ���
1.1 ���߲��Ϻͳߴ�
ͼ1��ʾΪʵ����Ʒ�ļ�ѹ����ʾ��ͼ��
��ģ�͵ijߴ������ȷ���ǻ���125 MN��ʽ��ѹ�������1��ʾ��
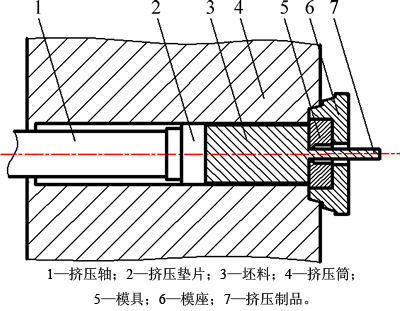
ͼ1 ��ѹ����ʾ��ͼ
Fig. 1 Diagram of extrusion process
��1 ��ѹ���߲��ϼ�ģ�ͳߴ�
Table 1 Extrusion tool material and parameters of model
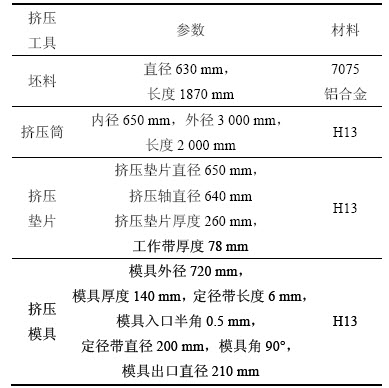
1.2 ���ղ�����߽�����
�趨����¶�Ϊ490 �棬����Ϊ�����壬����Ϊ�����壬�������߱���֮���Ħ�����ü���Ħ�����͡�ģ�⼷ѹ�ı߽��������2��ʾ��
1.3 ����¶�
���ݲ�������������ֵģ��ģ�ͣ���ͼ2��ʾ��ģ�⼷ѹ�������¶ȷֲ�����ͼ3��ʾ����ͼ3��֪����ѹ��������¶�������ͨ��ģ�߿�λ�á���ˣ������¶ȿ�����Ϊ����Ʒ�ӹ������е�����¶ȡ�
��2 ģ�⼷ѹ�߽�����
Table 2 Boundary conditions of simulation extrusion
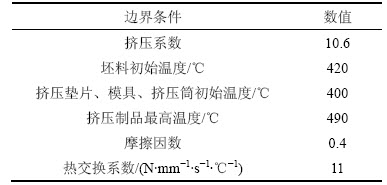
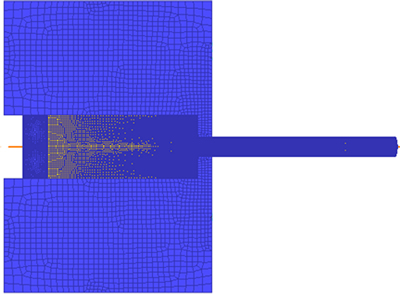
ͼ2 ��ѹ����ģ��
Fig. 2 Model of extrusion simulation
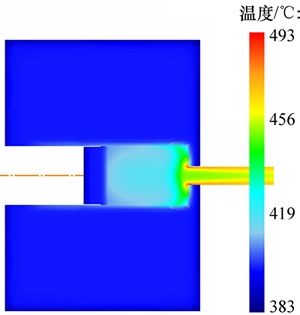
ͼ3 ģ���¶ȷֲ�
Fig. 3 Temperature distribution of model
2 ���ټ�ѹ����������
���ǵ�125 MN��ʽ��ѹ������Ϊ0~30 mm/s��������ģ����ȡ5��10��15��20��25��30 mm/s����ģ����ټ�ѹ���趨��ѹ�г�Ϊ1 850 mm���ڲ�ͬ�ٶ��£�ģ������¶��漷ѹ�г̱仯������ͼ4��ʾ����ͼ4��֪��ģ�͵��ټ�ѹ�����¶��������Ҽ�ѹ�ٶ�Խ���¶�����Խ�죬����Խ���ٶ�Ϊ5 mm/sʱ���ȶ���ѹ���¶ȱ仯�dz�ƽ������Ʒ�¶ȱ�����475 �����ҡ�
�����¶��趨ֵ490 �棬��ͬ�ٶȵ��¶ȱ仯�������趨�¶ȵĽ��㼴Ϊ���¼�ѹ�ٶȵĿ��ƽڵ㡣
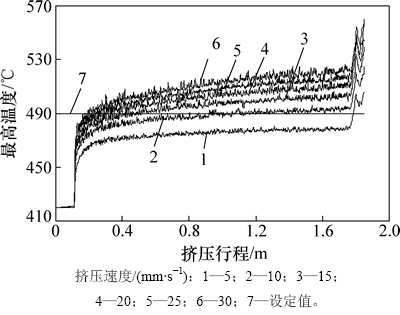
ͼ4 ��ͬ��ѹ�ٶȵ�ģ������¶����г̱仯����
Fig. 4 The highest temperature of different extrusion velocities curves changing with stroke for model
3 ��ϵ��¼�ѹ�ٶ�����
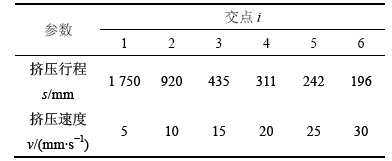
�Խ�������������������ý������3��
��3 �¶ȱ仯�������趨ֵ�Ľ�������
Table 3 Coordinates of temperature curve and setting value
�ٶ����г����߽��Ʒ�����ģ�ͣ�����ѹ�г�s�뼷ѹ�ٶ�v֮��Ĺ�ϵ����(���У�A��BΪ2������ϵ��)��
 (1)
(1)
��ʽ(1)����ȡ������
 (2)
(2)
����������ת��Ϊ1������ģ�͡��ٶ�������Ͻ������4��
��4 ģ���ٶ�������Ͻ��
Table 4 Fitting results of speed curve of model
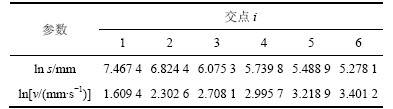
�Ա�4�����ݽ���������ϣ���
ln v=7.504 9-0.780 9ln s (3)
�����A=1 816.924��B=0.780 9���õ���ϵ��ٶ��г�����Ϊ
v=1 816.924s-0.780 9 (4)
���ǵ�125 MN��ʽ��ѹ�������ѹ�ٶ�Ϊ 30 mm/s����������ټ�ѹ+���ټ�ѹ��ʵ�ֵ��¼�ѹ�ķ�ʽ������1��֮ǰ����30 mm/s���ټ�ѹ��֮���ٶȼ�ѹ���ۺ������г̵ļ�ѹ�ٶȣ��õ����߷������£�
 (5)
(5)
�䷽��Ϊ2.77�����Ч���Ϻã���ͼ5��ʾ��
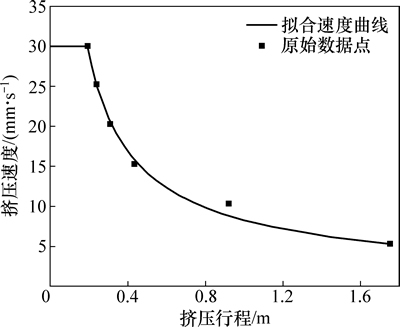
ͼ5 ģ���г�-�ٶ��������
Fig. 5 Fitting curve of stroke-speed for model
4 ��ϵ��ٶ����߷������
����Ϻ���ٶ�����ʩ�ӵ��趨�ļ�ѹģ���У�������������ټ�ѹ������̵�����һ�¡�
4.1 ��ѹ�ٶ���ʱ������
����ϵ��ٶ��г̺������������ּ���ת��Ϊ�ٶ�v��ʱ��t�ĺ���Ϊ
 (6)
(6)
�ڷ���������ݺ�������ģ�͵ļ�ѹ�ٶ���ʱ���ϵ������ͼ6��ʾ���ݺ���ģ���ٶ����߹⻬������������ͻ���������ѹ�������ƽ�ȡ�
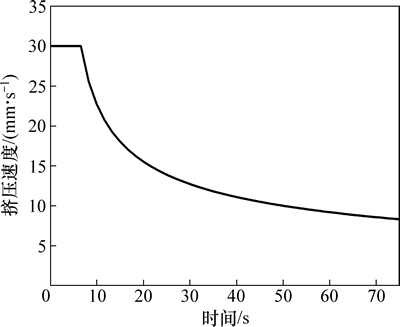
ͼ6 ģ���ٶ���ʱ��Ĺ�ϵ
Fig. 6 Relationship between speed and time for model
4.2 ���ѹ�¶ȱ仯����
������ϵõ���ģ���ٶ����߽���ģ�⼷ѹ������¶ȱ仯������ͼ7��ʾ����ͼ7�ɼ�������ٶ�����ѹ�������¶ȱ仯ƽ�ȣ��ܿ����趨ֵ490 �渽������������ʵ���˵��¼�ѹ���ﵽ����Ч����
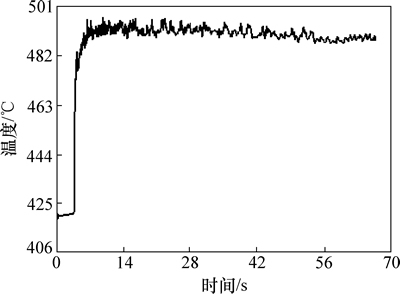
ͼ7 ģ�����ѹ�¶ȱ仯����
Fig. 7 Relationship between the highest extrusion and temperature for model
5 ����
1) �����һ�����͵Ļ�����ֵģ��ĵ��¼�ѹ�ٶ�����ȡ�������÷����������������飬����Ҫ�������ӵ���ѧģ�ͣ�����ʵ�֡�
2) �÷�����õ��ݺ���ģ�ͽ���������ʵ���˵��¼�ѹ����Ʒ�����¶ȱ仯ƽ�ȣ��Թ�ҵ��ѹ���̵ļ�ѹ�����Ż���һ��������塣
�ο����ף�
[1] ����, ������. ���Ͳĵ��¼�ѹ��������[J]. ������ҵ��ѧѧ��, 2004, 16(1): 56-61.
LENG Yan, JING Zuojun. Isothermal extrusion of aluminum profiles[J]. Journal of North China University of Technology, 2004, 16(1): 56-61.
[2] ������, ������, ���ı�. ��ҵ���Ͳĵ��¼�ѹ�������о���չ[J]. ��Ͻ�ӹ�����, 2009, 32(12): 11-14.
WU Xikun, LIANG Yiqing, LENG Wenbin. Research progress of isothermal extrusion technology of industrial aluminum profiles[J]. Light Alloy Fabrication Technology, 2009, 32(12): 11-14.
[3] AMIN F, TROND A, SVERRE B. Optimization of flow balance and isothermal extrusion of aluminum using finite-element simulations[J]. Journal of Materials Processing Technology, 2011, 211(4): 650-667.
[4] ������, Ԭ���, ����, ��. 6061���Ͻ�ڰ��Ͳĵ��¼�ѹ���о�[J]. �����о���Ӧ��, 2012, 6(1): 29-33.
HUANG Zetao, YUAN Gecheng, LIU Hong, et al. The study on isothermal extrusion of 6061 aluminum alloy plate[J]. Materials Research and Application, 2012, 6(1): 29-33.
[5] ������, ������, �����, ��. �������Ͳ������Ż������¼�ѹ�����������ֵģ��[J]. ��ѹ����, 2014, 39(11): 33-39.
XU Yongli, WANG Yuwen, PANG Zugao, et al. Numerical simulation of aluminum alloy square tube gradient temperature optimization and metal rheology of isothermal extrusion process[J]. Forging & Stamping Technology, 2014, 39(11): 33-39.
[6] ��־��, ��־��, �»�, ��. ���Ͻ���¼�ѹ������װ���о���״[J]. �����о���Ӧ��, 2011, 5(3): 173-176.
HUANG Zhiqi, YIN Zhimin, CHEN Hui, et al. Research status of isothermal extrusion technology & equipment for aluminum alloy[J]. Materials Research and Application, 2011, 5(3): 173-176.
[7] ZHOU J, LI L, DUSZCZYK J. Computer simulated and experimentally verified isothermal extrusion of 7075 aluminum through continuous ram speed variation[J]. Journal of Materials Processing Technology, 2004, 146(2): 203-212.
[8] ������. ����ѹ��ģ����¼�ѹ����ϵͳ[J]. ��ѹװ�������켼��, 2007, 42(5): 52-54.
QIN Yueming. Simulated isothermal extrusion control system in aluminum extrusion press[J]. China Metal Forming Equipment & Manufacturing Technology, 2007, 42(5): 52-54.
[9] SEDAT K, MUZAFFER Z, MUHARREM Y. Investigation extrusion ratio effect on mechanical behavior of extrude alloy AA-6063[J]. Journal of Materials processing Technology, 2003, 135(1): 101-108.
[10] ����, ���ĺ�, ������. ��ԳƼ�ѹ�������ٶȺ��¶ȹ�ϵ�ļ���[J]. Ӧ�ÿ�ѧѧ��, 1998, 16(1): 121-126.
HUANG Xiang, LIAO Wenhe, ZHOU Rurong. Calculation of the speed-temperature relationship in axisymmetric extrusion process[J]. Journal of Applied Sciences, 1998, 16(1): 121-126.
[11] TAPAS C, ZHOU J, JUREK D. A Comparative study on iso-speed extrusion and isothermal extrusion of 6061 Al alloy using 3D FEM simulation[J]. Journal of Materials Processing Technology, 2001, 114(2): 145-153.
[12] ����, �����. ����DMC��ģ��PID��ģ����¼�ѹ����ϵͳ�о�[J]. ��ѹ����, 2013, 38(2): 151-155.
YANG Lei, LI Haowen. Research on simulated isothermal extrusion control system based on DMC-fuzzy PID[J]. Forging & Stamping Technology, 2013, 38(2): 151-155.
[13] ����, ������, κ��, ��. Һѹ��ѹ����ѹ�ٶȵ�Ԥ�����[J]. �й���ɫ����ѧ��, 1996, 6(3): 164-168.
PENG Hui, PENG Xiaoyan, WEI Liang, et al. Predictive control of extrusion velocity for hydraulic extrusion press[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(3): 164-168.
[14] CARLOS F. Modeling and control for the isothermal extrusion of aluminum[D]. Zurich: Swiss Federal Institute of Technology, 1999: 36-55.
[15] PENG Zhi, TERRY S. A study on material flow in isothermal extrusion by FEM simulation[J]. Modeling Simul Mater Sci Eng, 2004, 12(5): 745-763.
[16] ������, ������, Ī����, ��. AZ31þ�Ͻ��ȼ�ѹ���ι����¶ȱ仯�����[J]. ��ҵ����, 2007, 27(4): 83-86.
HU Jigui, LI Luoxing, MO Jianhu, et al. Variation and adjusting of the exit temperature during hot extrusion process of AZ31 magnesium alloy[J]. Mining and Metallurgical Engineering, 2007, 27(4): 83-86.
[17] ����, ����. ���ڶ�̬���������Ͳĵ��¼�ѹ������[J]. �ȼӹ�����, 2014, 43(7): 112-116.
ZHOU Li, LIU Yan. isothermal extrusion controller of aluminum profile based on dynamic compensation[J]. Hot Working Technology, 2014, 43(7): 112-116.
(�༭ �²ӻ�)
�ո����ڣ�2015-12-11�������ڣ�2016-02-20
������Ŀ(Foundation item)�����ҿƼ��ش�ר��(2009ZX04005-031)(Project(2009ZX04005-031) supported by the National Science and Technology Major Project of China)
ͨ�����ߣ�̷��ƽ����ʿ�����ڣ������ִ�����Һ���������뼼��������ϵͳ״̬��������ϡ��������е��������������о���E-mail��jptan@163.com
ժҪ��Ϊ�������Ʒ������ʹ125 MN��ʽ��ѹ��ʵ�ֵ��¼�ѹ������һ������ʵ�֡����ĵ��¼�ѹ�ٶ�������ȡ���������Ƚ�����ѹ����ֵģ�����ģ�ͣ�Ȼ���ڲ�ͬ��ѹ�ٶ��·ֱ������е��ټ�ѹ���̷��棬�õ�һϵ����Ʒ�����¶����ߡ����ó����¶��������趨�¶Ƚ���һ������㣬�Ը�����������������ϵõ����г̱仯�ļ�ѹ�ٶ����ߣ���һ��ת��Ϊ�ٶ���ʱ�亯�����ߣ��ú�������Ϊ���¼�ѹ�ٶ����ߡ����ո��ٶ����߽��м�ѹ���̷���ʵ�顣�о������������Ʒ�����¶����߱仯ƽ��������ʵ���˵��¼�ѹ����֤����������ٶ�������Ч�Ժͻ�ȡ�����ĺ����ԡ�
[1] ����, ������. ���Ͳĵ��¼�ѹ��������[J]. ������ҵ��ѧѧ��, 2004, 16(1): 56-61.
[2] ������, ������, ���ı�. ��ҵ���Ͳĵ��¼�ѹ�������о���չ[J]. ��Ͻ�ӹ�����, 2009, 32(12): 11-14.
[4] ������, Ԭ���, ����, ��. 6061���Ͻ�ڰ��Ͳĵ��¼�ѹ���о�[J]. �����о���Ӧ��, 2012, 6(1): 29-33.
[6] ��־��, ��־��, �»�, ��. ���Ͻ���¼�ѹ������װ���о���״[J]. �����о���Ӧ��, 2011, 5(3): 173-176.
[8] ������. ����ѹ��ģ����¼�ѹ����ϵͳ[J]. ��ѹװ�������켼��, 2007, 42(5): 52-54.
[10] ����, ���ĺ�, ������. ��ԳƼ�ѹ�������ٶȺ��¶ȹ�ϵ�ļ���[J]. Ӧ�ÿ�ѧѧ��, 1998, 16(1): 121-126.
[12] ����, �����. ����DMC��ģ��PID��ģ����¼�ѹ����ϵͳ�о�[J]. ��ѹ����, 2013, 38(2): 151-155.
[13] ����, ������, κ��, ��. Һѹ��ѹ����ѹ�ٶȵ�Ԥ�����[J]. �й���ɫ����ѧ��, 1996, 6(3): 164-168.
[16] ������, ������, Ī����, ��. AZ31þ�Ͻ��ȼ�ѹ���ι����¶ȱ仯�����[J]. ��ҵ����, 2007, 27(4): 83-86.
[17] ����, ����. ���ڶ�̬���������Ͳĵ��¼�ѹ������[J]. �ȼӹ�����, 2014, 43(7): 112-116.
