
���±�ţ�1004-0609(2012)09-2608-06
ͭ�벻��ֽ���Ħ������ӽ�ͷ������֯
�ص������ٻ��������죬�� �������
(���ϴ�ѧ �����ܸ�����������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
���ý���Ħ��������ʵ��T2��ͭ�Ͳ�������ֽ����ĺ��ӣ��õ���۳������á�����С�Ĵ�ӽ�ͷ��ͨ�����ࡢ����ɨ��������ӽ�ͷ��֯�������������ͭ-����ִ�ӽ�ͷ���˲����ԽϺõ���ͭ�������ϴ������������γɲ�״���ߣ��ں��콻�紦�����Խϲ�IJ���ֽ��������γɾ���ģ�����ߵ�������֯���������ϱ�����֯ΪϸС�ĵ��ᾧ����ͭ����֯�����ܸ���ʱ��ϳ���Ϊ�ִ�ĵ��ᾧ���ֲ���֯�ܽ�����˲������γ��ٽᾧ���������紦��������������״��ǰ������������֯��ò����ͭ����������ֻ������������ͭ-��������ֲ��Ϻ���ʱ�ڲ���ֲ���ڽ���ͷĥ��������Ԫ�سɷ֡�
�ؼ��ʣ�
T2��ͭ�������������Ħ��������ӽ�ͷ������֯��
��ͼ����ţ�TG456.9���� ���ױ�־�룺A
Microstructure of friction stir welding lap joint between
pure copper and stainless steel
HE Di-qiu, XU Shao-hua, PENG Jian-hong, WANG Jian, HE Shu-jun
(State Key Laboratory of Complicated Equipment Design and Extreme Manufacturing,
Central South University, Changsha 410083, China)
Abstract: The dissimilar metals of copper (T2) and stainless steel (304) were jointed by friction stir welding (FSW), and the lap joints with good appearance, small deformation were obtained. The microstructure of welded joint was studied by optical microscopy and energy disperse spectroscopy (EDS). The results show that the copper metal with good ductility of the retreating side in the lap joint flows from top to bottom, forms layered streamline. In the interfacial region, regional organizations with vague boundaries are generated with stainless steel metal, which has poor plasticity. On the surface in nugget, the organization shows fine equiaxed grain, the copper side in nugget shows coarse equiaxed grain due to the long high temperature, while the stainless steel side in nugget shows the recrystallization grains originated from the effect of the pin end, and the organization in the juncture shows eddy overlap shape. The organization in advanced side has two morphologies: hybrid striped strap based on steel and hybrid striped strap based on copper. In copper and stainless steel welding process, there are some element worn from the pin tool in the stainless steel base metal.
Key words: T2 copper; stainless steel; friction stir welding; lap joint; microstructure
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2010CB731704)
�ո����ڣ�2011-08-02�������ڣ�2011-11-15
ͨ�����ߣ��ص����ڣ�˶ʿ���绰��13974973948��Email: hdqzzp@163.com
��ͭ��һ����Ҫ����ɫ���������������õĵ����ԡ������ԡ������ԡ����º͵������ԡ�304�������Ӧ����Ϊ�㷺��һ�ָ�-������֣����к�ǿ����ʴ�ԣ���Լ���Һ�����л����������������õ���ʴ���������һ������õ������ԡ�����ǿ�Ⱥ���ѧ���ܡ��ںܶ�̽ṹ�У�����пװ���еĵ���ͷ�Լ����������������Ⱦ�������ͭ�벻��ֵĺ��Ӽ�����������ͬʱ���в���֡���ͭ���ߵ�����,�������ֲ��ϵĺ���һֱ��һ�����⡣Ŀǰ����ͭ�벻��ֵĺ�����Ҫ����ǥ�����Ѻ����ۺ��Ⱥ��ӷ���[1-3]����־����[4]�����ټ�벻�������ʵ������ͭ�벻��ֵĺ��ӣ���������������֤��������ͺ�����[5]��������-��Ȳ���ͭǥ�����սϺõ�ʵ������ͭ�벻������ֲ��ϵĺ��ӣ����˺��ӷ��������Ѷȴ����׳�������ͭ��������ͭ��ͭ�Ĺ�ͬ�壬ʩ��ʱ�׳������ס����Ӻͺ������Ƶ�ȱ�ݣ���־��[6]����Z308�Ѻ��ڲ�����ϣ�����T107����ͭ�봿Ni�㣬����Ni�ڹ̡�Һ̬�¾�����ͭ�����ܣ�����������Cu���к����ã���Ч�ط�ֹ���ƣ���߽�ͷ����ѧ���ܣ����ú��ӷ����ڲ���ֲ��׳���ȱ�ݣ��ҽ�ͷ���ܡ����Խϵͣ��ɱ�̫��[7]��
����Ħ����(Friction stir welding��FSW)�ǹ�̬��ɢ���ӷ��������Բ��ϵ�������ѧ���ܺ���ѧ���ܵ�Ӱ�첻���У��ܽϺõؿ˷���ͬ���Ϻ������ܲ�������ĺ������ѡ����ڽ���Ħ�������ڵ��ڲ����۵��¶��½��еģ���������Ч�ر����ۻ�����һЩȱ�ݣ����ٴ��Խ����仯������γɣ��Ƚ��ʺ����ֲ��ϵĺ���[8]��LEE��JUIVG[9]�о���ͭ�Ľ���Ħ������ͷ���ܣ���С�ĵ�[10]����ϣ����[11]�о�����ͭ-��ͭ�Ľ���Ħ������������[12]���ý���Ħ���������˵�̼������ͭ���ֽ����������亸�������֯�����˷�����XUE��[13]����-ͭ���ֺϽ�Ľ���Ħ������������ ��[12]��CHEN��[14]����贵�[15]�����ֲ��ϵĽ���Ħ��������;ֲ���ѧ���ܺ�����֯�����˸�������Ŀǰ��δ������ͭ�벻��ִ��FSW���о��������������߶���ͭ�벻��ִ�ӵĽ���Ħ���������о���������ͷ������֯��̽�ֲ��������ͭ��ӽ�ͷ���γɻ��ƣ�����Ϊ��һ��������ͭ-����ֺ��Ӽ��ĸ������ܴ��ṩ�о�������
1 ʵ��
�������Ϊ4 mm���T2��ͭ���1 mm���304����ְ壬�仯ѧ�ɷ����1���С����������ƵĽ���Ħ�������Ͻ���FWS���飬����ͷ�ø��ºϽ��Ƴɣ�������Ϊ������Բ̨�Σ�������ʽΪ������Ӻ������������ͭ�ϱ�����롣����ǰ�Ա���ʹ��������ϸ�������������ר����Ƶļо߽�����Ч�н���
�����ٶ�Ϊ100 mm/min������ͷ��ת�ٶ�Ϊ1 000 r/min������ͷ���Ϊ2?�������ش�ֱ�ں������淽���ȡ������������ĥ����������Ȼ���������Һ(2 g FeCl +10 mL����HCl+40 mL H2O)�ֿ���ʴ��ͷ�IJ�ͬ��λ����ʴʱ���ý�ͷ�ι�������ӷ�����ʴ304����ֲ㣬������������ʴ����ͭ�࣬Ȼ��Ѹ�ٸ�����ʴҺ��ʴ��ͭ������ͭ��ɫ������������ˮ��ϴ��Ȼ���þƾ���ˮ���ɡ���Leicaͼ������ǹ۲��ͷ��ͬ��λ������֯�ṹ�������������Ƿ�����ͷ���ⲿλ��Ԫ�طֲ���
��1 ������Ҫ��ѧ�ɷ�
Table 1 Main chemical composition of copper (T2) and stainless steel (304)

2 ��������
2.1 ����ı������
ͼ1��ʾΪ��ͭ-�����FSW��Ӻ���ı�����ò����ͼ1���Կ������������ȽϹ⻬���ں��ӹ��������ڽ���ͷ���ļ�ѹ���ã������γ�������ϸ�ܵ�˿��״�����ƣ��ɱ߽��٣����ӱ���С��

ͼ1 ��ͭ-�����FSW����ı�����ò
Fig. 1 Appearances of friction stir welded seam of pure copper-stainless steel: (a) Top side; (b) Flank side
���ù�ѧ�����۲캸������ĺ����ò�������ͼ2��ʾ�������ϲ�Ϊ��ͭ���²�Ϊ����֡���ͼ2���Կ��������콻�紦��������Ч���ܵĽ�ϡ����˲������ԵIJ�״���ߴ����������������紦�����������粿�ֳ�����������״������ò��ǰ�����Ǻڰ����ġ���桱״��������Ϊ���Ժ�������㣬�ڴ˽�ǰ���ࡢ�����������˲�ֱ���ΪA����B�����C����������ֲཻ�紦���ΪD����������ͼ2��ʾ��
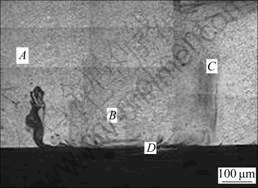
ͼ2 �ϸ�-�����FSW��ͷ�Ľ�������ò
Fig. 2 Macroscopic overview of cross-section in pure copper- stainless steel FSW joint
2.2 ���������֯
ͼ3��ʾΪ��ͭ-�����FSW��ͷ�����ĸ�ĺ���ͭĸ�Ľ�����֯����ͼ3���Կ����������ĸ��Ϊ��������֯�������ܵ����Եļ�ѹ�������ã�������������ͭĸ����֯�����ִ�������ĸ�ĵIJ���ܽϵͣ����Դ����Ͼ���֯��
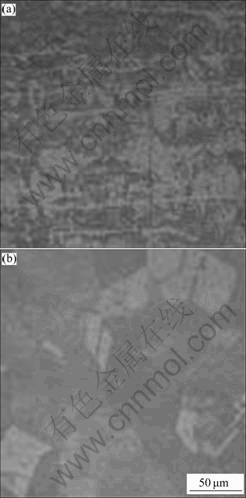
ͼ3 ��ͭ-�����FSW��ͷĸ�ĵ�����֯
Fig. 3 Microstructures of base metals in pure copper-stainless steel FSW joint: (a) Stainless steel; (b) Pure copper
2.2.1 ǰ���������֯
ǰ����(A����)����֯��ͼ4��ʾ����ͼ4���Կ�����ǰ��������˻��״���ߣ��ֲ�����ھ��ҵĽ�����������£����ڡ���״̬����������ͭ��ĸ���ڲ���������1.5 mm����λ�ã�ͭ��ĸ�ĵ�����������������ﵽƽ�⣬�ֻ���������ֹͣ������������ͭ�����������γ���������֯��ò��ͭ����������ֻ���������������Ŀ�խ��һ���ڰ����,��ɫ����Ϊͭ�����������ͭ���γ��˾��ȵĻ���ΪϸС�ĵ��ᾧ����ɫ������Ϊ�ֻ�����������ں��������ʵ���л�����з�����
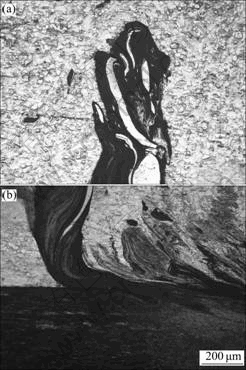
ͼ4 ��ͭ-�����FSW��ͷǰ���������֯
Fig. 4 Microstructures of advanced side of pure copper- stainless steel FSW joint: (a) Central organization; (b) Junction organization
2.2.2 ������������֯
������(B����)���ϵ��¿��Է�Ϊ4�������� �缷ѹ����������ͭ�ࡢ���������������ֲࡣ�����������֯�ֱ���ͼ5(a)~(d)��ʾ����ͼ5���Կ�������缷ѹ���������ҵ������£����Ϸ�����ǿ�ҵļ�ѹ���Σ���֯������ȫ���γ��˷dz�ϸС�ĵ��ᾧ����������ͭ�ྦྷ�����ֳ�������������Ϊ��ͭ�벻��ֵ��ȴ���ϵ�����ܴ���ͭ�ĵ���ϵ���ߣ��������ȴ���ͭһ�ഫ�ݳ�ȥ�����ں���Ľ��紦������ֵĵ���ϵ���ͣ������ϲ���ͭ�������ͣ��ʱ�䳤����ͭ��������Ϊ�ִ�ĵ��ᾧ���ں������Ľ��紦��Ȯ����������״���������ĺ������������߾�����չ���ҳ��ֳ����Ե����ͷ�����������Dz���ְ�ġ�Ӳ��ЧӦ����ʹ�������������γɵģ��������ֲ�ֱ���ܵ�������˲���Ħ���������ã���ͷ�벻��ְ塰Ӳ�����������£������������鲢�����ٽᾧ�������dz�ϸС���벻���ĸ���γ������ԵĽ��ޡ�����ֺ���ͭ�ڽ��紦�γɵĻ��������������ɫ��dz��һ����ɫ��������ͭĸ�Ľ���Ϊ�������Ȼ���˲���ֽ������ϣ���ɫ�������Dz���ֻ������о��Ȼ������ͭ�������ϣ����ֲ��ϼ䷢���˳�ֵĻ�ϣ��γ��˿ɿ������ӡ�
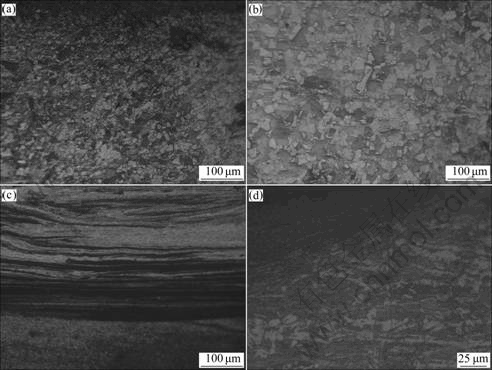
ͼ5 ��ͭ-�����FSW��ͷ������������֯
Fig. 5 Microstructures of center zone of pure copper-stainless steel FSW joint: (a) Squeeze shoulder area; (b) Copper side of center zone; (c) Junction area; (d) Stainless steel side of center zone
2.2.3 ���˲������֯
���˲�(C����)������֯��ͼ6��ʾ����ͼ6���Կ��������˲���֯�dz�ϸС���γ������ԵIJ�״���ߣ������֮�������Ե����Լ��б��κۼ������ֲ�״�����뺸���Ҳ���������������Ǻϡ����ڽ�����������ƣ������ں��ӹ����к����Ҳ�����ܵ��������µļ�ѹ���ͽ�����ĸ��ٽ��������ڻ�е�����¶ȳ��������£������Ҳ�����������������鲢����������������δ�����������ĸ����״̬��ͬ���γ����Խ��ޡ����ԽϺõ���ͭ�������ڽ��紦�����ܻ��̶Ƚϲ�IJ���ֽ�����һ����������״����������ֲ࣬�γ�������ľ���ģ�����ߵ�������֯����һ�����γ�����ͭ���еĻ��״������������������ǿ�ȡ�
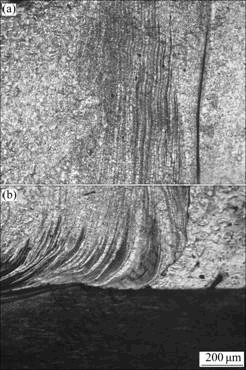
ͼ6 ��ͭ-�����FSW��ͷ���˲������֯
Fig. 6 Microstructures of retreating side of pure copper- stainless steel FSW joint: (a) Central organization; (b) Junction organization
2.3 �����������
Ϊ�˷��������Ԫ�طֲ���ѡȡ������������ֱ����������������λ����ͼ7��ʾ������ͼ7(a)��(b)�ֱ��Ӧͼ2�е�A����D�����������2���С���ͼ7(a)��ʾ��A�����������Եĺڰ����Ļ����������������5Ϊ��ͭ��ĸ�ģ����к�������FeԪ�أ�����1��2��3��4��������ͭ�Ͳ���ֻ����Ԫ�سɷ֣�����Ħ���ȸ�����ͬ������1��3�в���ֻ���ɷ�ռ����������ֻ���ɷ���Cu��Ħ���Ƚӽ�9:1������2��Cu��Ħ����������60%������ֻ���ɷ���Cu��Ħ���Ƚӽ�2:3������4�в���ֻ���ɷ���Cu��Ħ���Ƚӽ�2:1����ˣ������������Fe-Cu-Cr-Ni�����仯�������ͭĸ�ġ������ĸ�ĵĻ������а�ɫ����ΪFe-Cu-Cr-Ni�����仯�������ͭĸ�ĵĻ�����ɫ����ΪFe-Cu-Cr-Ni�����仯����Ͳ����ĸ�ĵĻ�����ͼ7(b)��ʾ��D������û�з���CuԪ�أ���˵���ں��ӹ����У�CuԪ�ز�����ɢ������������8�ijɷ�Ϊ�����ĸ�ijɷ֣�����6��7Ϊ�ɷ�ƫ����������Co��W��Mo��Ti��Ni��Ԫ�سɷ֣��������ͷ���õĸ��ºϽ���ϵijɷֽӽ�����ˣ��������н���ͷĥ����Ԫ�سɷ֣�˵��������ͭ-��������ֲ��Ϻ���ʱ������ͷ�����һ���̶ȵ�ĥ�𡣴��⣬���������У� û�з���OԪ�صĴ��ڣ���˵�����ý���Ħ����������ͭ�벻��ֿ�����Ч�ر�����ͭ�����������ĸ���ȱ�ݡ�

ͼ7 ��ͭ-�����FSW��ͷ��SEM��
Fig. 7 SEM images of pure copper-stainless steel FSW joint: (a) Copper side; (b) Stainless steel side
3 ����
1) ���ý���Ħ��������������ͭ�벻��ִ�Ӻ��ǿ��еģ��õ��˱���������á�����С�Ĵ�ӽ�ͷ��
��2 ��ͭ-�����FSW��ͷ��ͬλ�õ�Ԫ�غ���
Table 2 Chemical composition of different zones in copper-stainless steel FSW joint

2) ��ͷ�������ϴӺ��˲�����ǰ���࣬�γ������ԵIJ�״���ߣ�������ǰ�����γ���������֯��ò��ͭ����������ֻ�����������������������������γ���ϸС�ĵ��ᾧ���ִ�ĵ��ᾧ���ٽᾧ�������ڽ��紦�γ�������״������ò��
3) ������ͭ-��������ֲ��Ϻ���ʱ���ڲ���ֲ���ڽ���ͷĥ��������Ԫ�سɷ֡�
REFERENCES
[1] �й�����ѧ��. �����ֲ�(��2��)[M]. ����: ��е��ҵ������, 1992
Chinese Welding Society. Welding manual(Volume 2)[M]. Beijing: Machinery Industry Press, 1992
[2] ������. ���ֲ��ϵĺ���[M]. ����: ��ѧ������, 1990: 76-83
LIU Zhong-qing. Welding dissimilar materials [M]. Beijing: Science Press, 1990: 76-83.
[3] �����. ����ұ�����������[M]. ����: ��е��ҵ������, 1988.
ZHOU Zhen-feng. Welding metallurgy and welding of metal [M]. Beijing: Machinery Industry Press, 1988.
[4] ��־��, �� ��, ������. ͭ�벻��ֵ�벻����ӵ�����֯����[J]. ��е�������Զ���, 2010, 10(5): 95-96.
ZHANG Zhi-ji, JI Hua, SHAO Wen-ming. Microstructure analysis of argon arc welding joints of copper and stainless steel [J]. Mechanical Engineering and Automation, 2010, 10(5): 95-96.
[5] ������, ������. ��ͭ�Ͳ���ֵĺ���[J]. ú̿����, 2002, 6: 53-54.
WANG Xiang-tian, HAO Qing-yong. Welding red copper on stainless steel [J]. Coal Technology, 2002, 6: 53-54.
[6] ��־��. ���ù��ɲ㷨���Ӳ��������ͭ[J]. ���Ӽ���, 1979, 1: 28-32.
WANG Zhi-de. Welding stainless steel with copper by interlayer method [J]. Welding Technology, 1979, 1: 28-32.
[7] ���, ţ��̩, ������. ��ͭ�벻��ֵĺ���[J]. ���Ͽ�ѧ�빤��, 2000, 8(2): 46-50.
L? Lian-chun, NIU Ji-tai, GUO Xu-ming. Welding red copper on stainless steel [J]. Materials Science and Technology, 2000, 8(2): 46-50.
[8] ����, ������, �� Ȫ, ������. �ѺϽ�/���Ͻ����Ħ������ͷ������֯[J]. �й���ɫ����ѧ��, 2010, 20(1): 211-214.
CHEN Yu-hua, DONG Chun-lin, NI Quan, KE Li-ming. Microstructure of friction stir welding joint between titanium and aluminum dissimilar alloys [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 211-214.
[9] LEE W B, JUNG S B. The joint properties of copper by friction stir welding [J]. Materials Letters, 2004, 58(6): 1041-1046.
[10] ��С��, ������, ��ҫ��. ��ͭ-��ͭ����Ħ������ͷ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2005, 15(5): 700-704.
LIU Xiao-wen, YANG Ning-ning, MU Yao-zhao. Microstructure and mechanical properties of friction-stir welded joint of pure copper to brass [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(5): 700-704.
[11] ��ϣ��, �ﳯ��, �� ��. T2��ͭ��H62��ͭ���ֲ��ϼ�Ľ���Ħ���������о�[J]. ����������ѧѧ��, 2007, 33(1): 29-33.
WANG Xi-jing, DA Zhao-bing, LI Jing. Investigation of the technology of friction-stir welding for dissimilar materials of T2 copper to H62 brass [J]. Journal of Lanzhou University of Technology, 2007, 33(1): 29-33.
[12] �� ��, �� ��, ������. ��̼������ͭ����Ħ������ͷ����֯����[J]. ����ѧ��, 2007, 28(2): 17-20.
XING Li, LI Lei, KE Li-ming. Microstructural investigation on friction stir welds of dissimilar metals between mild steel and copper [J]. Transactions of the China Welding Institution, 2007, 28(2): 17-20.
[13] XUE P, XIAO B L, NI D R, MA Z Y. Enhanced mechanical properties of friction stir welded dissimilar Al-Cu joint by intermetallic compounds [J]. Materials Science and Engineering A, 2010: 5723-5727.
[14] CHEN A A Z, JOS S, RINZE B. Global and local mechanical properties and microstructure of friction stir welds with dissimilar materials and/orthicknesses [J]. Materials and Materials Transactions A, 2110: 3365-3378.
[15] �� �, �� Ӱ, ���ƽ, ��. ���ֽ������Ͻ���Ħ�������о���״��չ��[J]. �纸��, 2010, 40(6): 53-56.
SHEN Lu, CHEN Ying, GE Ji-ping, SHEN Chang-bin. Research status and prospect on friction stir welding of dissimilar metals [J]. Electric Welding Machine, 2010, 40(6): 53-56.
ժ Ҫ�����ý���Ħ��������ʵ��T2��ͭ�Ͳ�������ֽ����ĺ��ӣ��õ���۳������á�����С�Ĵ�ӽ�ͷ��ͨ�����ࡢ����ɨ��������ӽ�ͷ��֯�������������ͭ-����ִ�ӽ�ͷ���˲����ԽϺõ���ͭ�������ϴ������������γɲ�״���ߣ��ں��콻�紦�����Խϲ�IJ���ֽ��������γɾ���ģ�����ߵ�������֯���������ϱ�����֯ΪϸС�ĵ��ᾧ����ͭ����֯�����ܸ���ʱ��ϳ���Ϊ�ִ�ĵ��ᾧ���ֲ���֯�ܽ�����˲������γ��ٽᾧ���������紦��������������״��ǰ������������֯��ò����ͭ����������ֻ������������ͭ-��������ֲ��Ϻ���ʱ�ڲ���ֲ���ڽ���ͷĥ��������Ԫ�سɷ֡�
