
���±�ţ�1004-0609(2014)01-0001-07
ZK60-2Caþ�Ͻ���̬���ϵIJ�������
�� 溣������㣬��־ǿ���� �ڣ�����
(������ѧ ���ϵ�Ź����о��������ص�ʵ���ң����� 110819)
ժ Ҫ��
���̬�������ϲ��������ǰ��̬����������ι��յ���Ҫ�������ڣ�Ϊ��ʹ���ϻ�ü�ϸС��Բ���ľ�����֯���Խ�Һ��������ZK60þ�Ͻ���̬���Ͻ��в������ۣ�ͨ���ı������¶Ⱥͱ���ʱ�����о�������֯���ݻ����ɡ�����������ʵ����Ƽ����¶Ⱥͱ���ʱ�䣬���ϲ�������ʱ�ɻ����õĴ���ṹ��ʯīģ��עʱ����600~605 �桢����10~15 minʱ�ɻ�ý�����Ĵ���ṹ��ƽ�������ߴ��30.5 ��m��Բ�ȴ�1.5��ˮ��ͭģ��עʱ���ɵó���ͬ�Ľ��ۣ��侧��ƽ��ֱ��Ϊ31.8 ��m��Բ�ȴ�1.6�������Ͻ�Һ��������ʱ����ȴ���ʶԲ������۵Ľ���Ҳ����Ӱ�죬�ʵ�����������ȴ���ʣ�������ʯīģ����߶���������֯�ľ����Ժ��ȶ��ԡ�
�ؼ��ʣ�
ZK60þ�Ͻ�����Һ������������������������֯��
��ͼ����ţ�TG146.2��TG292���� ���ױ�־�룺A
Partial remelting of semi-solid metal ingots of ZK60-2Ca magnesium alloy
CAO Jing, LE Qi-chi, ZHANG Zhi-qiang, BAO Lei, CUI Jian-zhong
(Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education,
Northeastern University, Shenyang 110819, China)
Abstract: Partial remelting is the important part of semi-solid metal (SSM) ingots forming technology. In order to obtain small and round grain organization microstructure, the microstructure evolution of ZK60 magnesium alloy SSM ingots obtained by near-liquidus casting were partially remelted, and the microstructure evolution would be investigated by controlling remelting temperature and holding time. The results indicate that good thixotropic microstructure will be obtained by controlling remelting temperature and holding time suitably. Using the graphite mould, optimizing thixotropic microstructure can be obtained at 600-605 �� for 10-15 min, the average diameter of grain is 30.5 ��m and the roundness is 1.5. With the water-cooled copper mould, the conclusion is the same, the average grain diameter is 31.8 ��m and the roundness is 1.6. Meanwhile, the cooling rates during casting also affect the partial remelting progress, reducing the cooling rate properly, the graphite mould can improve the uniformity and stability of the partial remelting microstructure.
Key words: ZK60 magnesium alloy; near-liquidus casting; partial remelting; microstructure
����þ���Ͻ���Ŀǰ��ǿ����ߵĽ������ϣ���˱���Ϊ����߷�չDZ�����������Ľṹ����[1]�����ҹ�����þ��Դ����[2]����ˣ���μ��ٷ�չþ��ҵ����չþ��Ӧ�������ѳ�Ϊ�ҹ���ǰ����Ҫ����֮һ������þ�Ͻ����ǿ�ȵ͡���ʴ�Բ���Ա����ѡ����������͵�����[3]�����ң�þ�Ͻ�������͵�HCP�ṹ�ص㣬ʹ�����±��εĻ���ϵ�٣�����ͨ�����ƻ�ýϴ�����Ӧ��[4]��������Լ����þ�Ͻ�չ����Ҫ���ء�����������⣬Ŀǰ�������о�����������ͨ������ϡ�����ڵĺϽ����������нϺ����Ա�������������þ�Ͻ�[5-6]����һֵ�����ӵ�;����ѡ��������Ĺ��շ������ƶȣ�����߱����¶�[7]���ı��α��Ӧ��״̬[8]���߸ı��α�֯��[9-10]�������þ�Ͻ���ϵ���ѧ���ܡ�������Щ����������Ч�ģ���Ҳʹ�����豸�빤�ո��ӻ������̬������һ�ּ��Һ̬����(����)�����Գ����ŵ�ij��η���[11]�����ʺ��ѱ��β��ϳ��ε�һ�ֽ����ͽ������μ���������������õ�Խ��Խ�㷺��Ӧ��[12-13]����ˣ���þ�Ͻ�İ��̬���ν����о�������Ҫ��ʵ�����塣
���̬��������������ʹ���������ֹ���·�ߡ����д�����ε���Ҫ�������ƽ����������ۼ��������3�����ղ��衣ZK60��Ŀǰ��ҵþ�Ͻ���ǿ����ߵ�þ�Ͻ𣬽�һ������Ca�������Ա�֤��������������о������õ���ȼ�ԣ�����������������Ҳ����������ߺϽ�Һ�������ԣ�������������֯�ĵ��ữ����ˣ�Mg-Zn-Ca-Zrϵ�Ǿ���Ӧ��ǰ�����ʺ��ڰ��̬���ε�����þ�Ͻ�ϵ������������Ҫ�Բ��ý�Һ�������칤��[14-15]�Ʊ�������2%Ca(��������)��ZK60þ�Ͻ�İ��̬�����ڲ������۹����е���֯�ݱ���Ϊ�빤���ƶȽ����о���ΪMg-Zn-Ca-Zrϵ����þ�Ͻ���ι��յ�ʵ��Ӧ�õ춨������
1 ʵ��
���õ�������¯�����˻�ѧ�ɷ�(��������)ΪMg-5.73%Zn-2.25%Ca-0.38%Zr������þ�Ͻ�(ZK60)���塣����DSC��øúϽ��Һ�����¶�Ϊ629 �棬�������¶�577.4 �棬�����¶�413.3 �档���̬���ϲ��ý�Һ�������취(��(629��2) �汣��30 min֮����)�Ʊ������������ߴ�Ϊ20 mm��20 mm��30 mm���������۹����У����������������Ա������������ѡȡ�����¶ȷֱ�Ϊ600��605��610 �棬�¶ȿ��ƾ���Ϊ��1 �棬����ʱ��ֱ�Ϊ10��15��30��45 min�����趨�¶�������ȡ��������Ѹ��ˮ���Ա��ֲ���������֯����������֯�۲��ͼ������������������ñ������Ʊ������Ʊ�������4 g��ζ�ᣬ0.7 mL���ᣬ100 mL����ˮ�Ҵ���ɵ���Һ������ʴ5~10s����Leica�����¹۲졣����IPP6.0ͼ������������о����ߴ硢Բ�Ⱥ���������ܶȵIJ��������У������ߴ���õȻ�Բֱ������Բ��R=c2/(4pA)��c��A�ֱ�Ϊ��Ƭ�еĿ����ܳ���������������ܶ�Ϊ��λ����ڵĹ����������
2 ��������
2.1 ��Һ�������������볣���������֯�Ա�

ͼ1 ��������ͽ�Һ��������(����30 min)��ZK60þ�Ͻ�����֯��Ӱ��
Fig. 1 Effects of common casting and near-liquidus casting on as-cast microstructure of ZK60 alloy
ͼ1��ʾΪ�����������Һ�����¶ȸ���(629��2 ��)�±���30 min��ZK60þ�Ͻ������֯����ͼ1�ɼ����úϽ���720 �泣����������֯�����ϴִ�ƽ�������ߴ�ﵽ45 ��m���ң������ý�Һ���������õİ��̬������֯����ϸС��ͬʱҲ��������ͬ����ģ��õİ��̬�����еĹ����-Mg�����ijߴ���Բ����Ҳ�������������У�ʯīģ����ģ��ˮ��ͭģ�������֯��ƽ�������ߴ��ԼΪ24.8��24.4��22.7 ��m�����ҵ��ữʮ������������ȫ��Ϊ���ξ�����ͨ����ȴ�¶ȱ仯������(��ͼ2)�������̹����У���ģ����ȴ���ʱ�ʯīģ�Կ죬������С����ˮ��ͭģ����ȴ�������ܶ࣬�ɼ�������ģ����ȴ�����кܴ�Ӱ�죬�Ӷ�Ӱ�����̺�ľ����ߴ硣
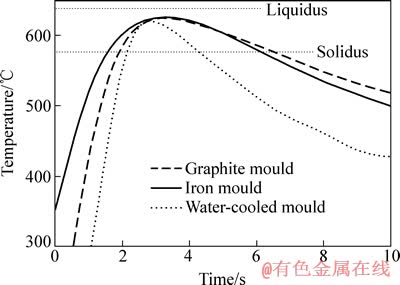
ͼ2 ��������ģ�е���ȴ����
Fig. 2 Cooling curves of slurry in moulds
2.2 ���̬�����Ʊ�������������֯��Ӱ��
���̬�����Ʊ���������ȴ���������Բ�ͬ��ʯīģ��ˮ��ͭģ�İ��̬���ϣ��ڲ���������֯��Ӱ������˱Ƚ�(��ͼ3)���Ƚ�ͼ3(a)��(b)���Կ�����ZK60þ�Ͻ��Һ��������ʱ����ȴ���ʶԲ������۵Ľ��̲���Ӱ�졣�������ۺ�ʯīģ��������֯�У������ߴ�������������600 ���¾���10 min�����ߴ�Ϊ30.5 ��m(ԭ������֯�ߴ�Ϊ29.5 ��m)������ͬ����ʱ��(10 min)����Ӧ�ı����¶���(600��605��610 ��)��ʯīģ�����ľ����ߴ��С�ڴ���ȴ���ʵ�ˮ��ͭģ����ʯīģ�����ľ���Բ�Ƚ�С����������
ZK60þ�Ͻ�������֯�ݱ�ı���������ԭ�ӵ���ɢ���ã��������ڲ��;��紦��AlԪ�غ�����ͬ�����紦��Al�϶࣬Al�۵�Ͷ��ȷ����ۻ�������Χ��Һ�ಿ�ִ��ڻ�ѧλ���ѧλ��ٽ���ԭ����ɢ����Ȼ���������������ϵ�֦�������֦���۵Ĵֻ����������ϸС�����ǣ���ȴ���ʽϴ��ˮ��ͭģ�������������Ͼ�����Ӧ���ϴ������ϸߣ�ԭ�Ӵ��ڲ��ȶ�״̬���������������۵��»�ѧλ�����ԭ�ӽ��г�����ɢ������Ǩ�ƣ�ͬʱ����������Ҳʹ�ù�������ڿ�λŨ�����ߣ������ھ���ԭ���Կ�λ���������������ɢ�����Ͻ��ڸ�����ɢʱ����λ��ɢ���ƾ�������λ[12]�����¼��Ƚ����¾�������Ͽ죬�����ߴ��Բ�Ƚϴ�ʯīģ���̬���������ʱ����֯�����ͣ��ڲ�Ӧ����С����ˣ����ܵ�������Һ������������֯�������������ۺ�Ĵ�����֯������
���⣬Һ�������Ľ�������Ҳ���Դٽ���ɢ����[12]�����ű���ʱ����ӳ����ر����ݻ����к��ڣ�����������������֧�����á���ͼ4(a)��(b)���Կ�������һ�������¶��£��汣��ʱ���ӳ���ʯīģ�������ۺ�ľ����ߴ�(39.5 ��m)ԶԶС�����ٽϴ��ˮ��ͭģ��֯(47 ��m)������ϸС�������бȽϴ�ıȱ�������нϸߵĽ����ܣ����ڲ��ȶ�״̬�������ۣ�����̲������ͱ����ܣ�����Ҳ���ӹ⻬�����Ը���������ڱ�����������������ʯīģ�������ۺ�����Բ�Ⱥ�ˮ��ͭģ�������۵�Բ����������������ܶȸ�С��Ϊ5.88 cm-2(ˮ��ͭģΪ7.74 cm-2)��
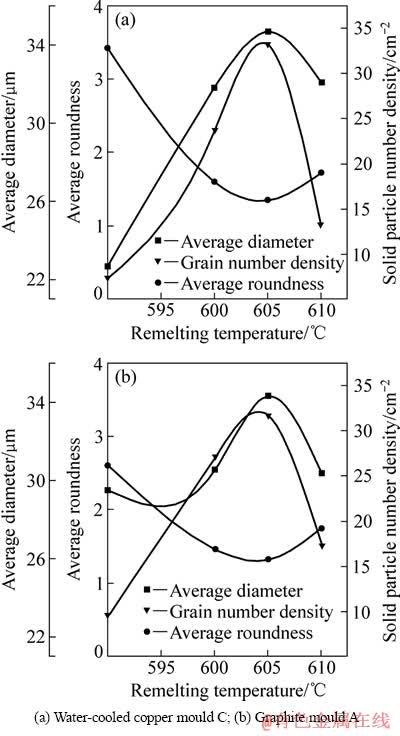
ͼ3 ���������ƽ��ֱ����ƽ��Բ�Ⱥ���������ܶ��������¶ȵı仯(����10 min)
Fig. 3 Variation of average diameter, average roundness and number density with remelting temperature (holding for 10 min)
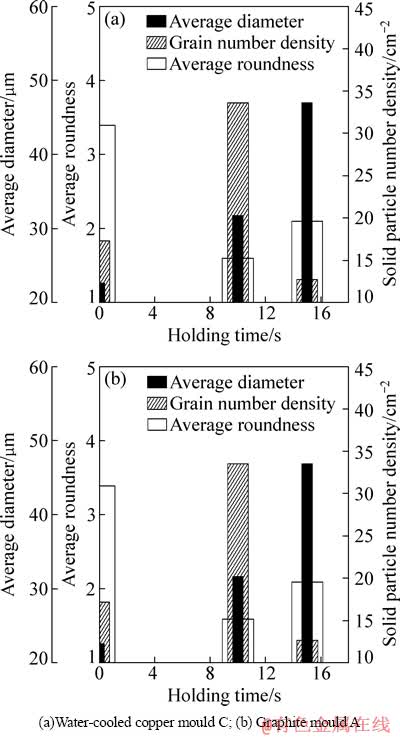
ͼ4 ���������ƽ��ֱ����ƽ��Բ�Ⱥ���������ܶ�������ʱ��ı仯(�����¶�600 ��)
Fig. 4 Variation of average diameter, average roundness and number density with holding time(remelting temperature is 600 ��)
���ԣ�ZK60-2Caþ�Ͻ��Һ������������ʱ���ʵ�����������ȴ���ʣ�������ʯīģ����߶���������֯�ľ����Ժ��ȶ��ԡ�
2.3 �����¶ȶԴ�����֯��Ӱ��
�����¶ȶԴ�����֯�кܴ��Ӱ��[16-17]�����ң����ϴ������ܲ���ȡ���ڹ���ߴ�ֲ�������ƽ�����ȡ�Բ�Ⱥ�������ܶȵ�����������أ�Ӧ�ۺϿ��Ǹ����ص�Ӱ��[12]��
ȡ��Һ�����¶�(629��2 ��)�¾���30 min����ʯīģ�н�ע��ZK60���ϣ�ͼ5(a)��ʾΪ��ԭʼ������֯�����������¶ȶԶ���������֯�ݱ��Ӱ�졣����������ѡȡ�������¶ȷֱ�Ϊ600��605��610 �棬���۱���ʱ����ͬΪ10 min��ͼ5(b)~(d)��ʾΪ�����ڲ�ͬ�����¶���ͬ����ʱ�����֯�ݱ��������ͼ3(b)���֣���ԭʼ������֯�У�������С�ܲ����ȣ�ƽ��ֱ��Ϊ29.5 ��m����������һЩ����Σ�Բ��Ϊ2.6����600 �汣��ʱ�������ϵĹ�����֯�Ѿ��������Ե��ۻ�������֦����֦Ѿ�����ɵı�������Ҳ�����ۻ���������ú�Բ����Բ��Ϊ1.5��������֯�����ѱ�֦�����ڣ�����ģ�����壬����ʱ�����¶Ƚϵͣ�����ʱ��϶̣�������ɢ������֣������ߴ�����Ϊ30.5 ��m����605 �汣��ʱ������������������һ������ṹ��˵�Dz���ģ���ɢϵ��D�����¶�T�йأ�����������ɢϵ����ָ����ʽ�������ӿ�����ԭ����þ��������ɢ�ٶȣ����²���������֯���ݱ���̼ӿ죬��-Mg����������Բ��Ϊ1.3���������ߴ���г�������ֱ��Ϊ34.3 ��m��ͬʱ���紦�Ĺ����������ۺ���ȵķֲ��ڦ�-Mg֮�䣬����Ũ���빲����֯�ӽ������ʳ����ɢ�Ľ���ǽ�����Һ�̽��渽���Ĺ����۵㣬���մٽ��˹�����ۻ������ڿ�ʼ�Σ���610 �汣��ʱ�����½�����Һ�̽������������������̣�����������ڹ⻬���Ӷ������������ȶ������ҹ��������������С����36.72 cm-2��С��22.27 cm-2��С�ߴ������������������ӣ�ͬʱ�����ڹ����������̲��ϳ���ʹ��Բ�������½���Բ�ȱ�Ϊ1.7��
��ͼ3(b)�ɼ�����������¶ȣ����������ƽ��ֱ����С�����С��˳��ת�䣬��Ӧ�Ǹ��´ٽ���������̲����������������½����¾�����ֱ������ͬ���õĽ���������¶���ߣ�����ƽ��Բ�ȳ��ȼ�С���������ƣ���������¶ȼ��ٲ���֦���۶ϼ�Ǿޱ������������¶ȹ��ߣ�����������ĺϲ������������ӷ����������ȣ���������ܶ����¶�������������С����Ҫ�������������ԭ��һ���棬�����¹����ʽ��ͣ����ʺ����ߵĹ�������ܽ⣬�����˹��������������һ���棬����ʱ�����Ӿ��˹�������ĺϲ��������˹��������[12]��
���ԣ��ڽ�Һ����(629 ��)����30 min��ʯīģ��������ϣ�����������600~605 ��ʱ����10 minʱ�������Ѿ���Բ�����ҷֲ����ȣ����õ�������Ĵ�����֯�������¶ȵ���ߣ������������ɴ�С�����ȡ���ͼ3(a)��(b)�п��Կ�����ZK60þ�Ͻ����ˮ��ͭģ��ע����ʱ���¶ȵı仯���ɺ�ʯīģ���ƣ�����600~605 ��ʱ����10 min�ܵõ�������Ĵ�����֯��

ͼ5 �����ڲ�ͬ�����¶��±���10 min������֯
Fig. 5 Microstructures of ingot at various remelting temperatures holding for 10 min (Ingot: stewing at near-liquidus temperature for 30min+graphite mould A)
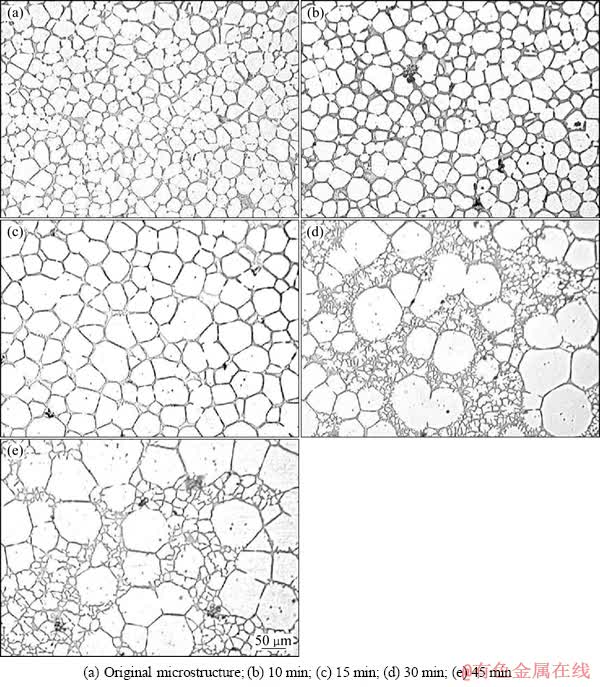
ͼ6 ������600 �������¶��±��²�ͬʱ�����֯
Fig. 6 Microstructures of ingot at remelting temperature of 600 �� for holding times (Ingot: stewing at near-liquidus temperature for 30 min in graphite mould)
2.4 ����ʱ��Բ���������֯��Ӱ��
�о����֣�����ʱ��Խ����Ͻ���֯�кܴ��Ӱ��[18]����ʵ���У�ѡȡ��������Ϊ��Һ�����¶�(629 ��)���죬����30 min����ʯīģ����������ϣ���ԭʼ������֯��ͼ6(a)��ʾ����600 ���£������۱���ʱ��Ϊ10��15��30��45 minʱ����֯�ݱ���ͼ6(b)~(e)��ʾ���о����֣�����10 min(��ͼ6(b))ʱ��������֯�ṹ�����Ա仯�����ִ��֦����ʼ�۶ϲ�ϸ��������С���־������ۣ������־����ϵĹ����ʼ�۳�Һ�࣬�Ҧ�-Mg��Ҳ��ʼǾޱ���������������������ֲ��¶Ȳ��������¸��������������ϴִ���ƽ��ֱ��Ϊ30.5 ��m��Բ�ȴ���СΪ1.5������15 minʱ(��ͼ6(c))�����ڹ�Һ�����ϵ���ɢ���ã�ϸС֦��������ʧ������������ữ��ͬʱ�����ߴ�Ҳ��������Ϊ39.5 ��m��������ʱ������ɢ�Ѿ��Ƚϳ�֣���������ɣ�Բ�ȱ�Ϊ2.8������������ܶȴ���С����32.13 cm-2��Ϊ5.88 cm-2������30 minʱ(��ͼ6(d))����һ���֦�-Mg�ྦྷ���ϵĹ����ﱻҺ������ʴ��ת��ΪҺ�࣬�Ҧ�-Mg�������кϲ��������ƣ����������ֱ�������������ڸ����߶��Ϸֲ���������ƽ��������ijЩ������Ȼ������һ�������ijߴ�ִ�������������45 minʱ(��ͼ6(e))���������������ʼ������Һ�������ʧ������������ù⻬Բ�����ҳ��ֹ���������Ż��ۼ����ƣ����������Ϊ��״�������������һ������Һ���е�����Һ״̬����ϵ�����Բ��ȶ������������᳤ʱ����Թ���������Һ���У���״��������ڲ����ĸ���ѹ���Լ��������������·����ƶ������������ײ���ۼ������ֺϲ����Ӷ�����Һ�̽�������[19]��ʵ���������ʱ����Һ����������Լ��ٶ�������Һ������Ħ��������������ԣ��ҹ����������ṹ�����ȡ����Сʱ�����������ϴ��γɹ����빲����棬���ϲ������Խ���ϵͳ������������ɴֻ��������������¿��ܻᷢ�������صı��Σ���������Һ�������������ڼг֣��Ӷ������ڴ�����Ρ�
���ԣ���-Mg��ߴ����̬�ı仯����������ʱ �ı���ʱ���йء���Һ���������¶��¾���30 min������ʯīģ��ע����������600 �沿������ʱ���汣��ʱ���ӳ����������ϸ����������ʱ��Ľ�һ���ӳ��������ϲ������¹�������ۼ��������������ֻ����о�������������10~15 minʱ���ܵõ�������Ĵ���ṹ��
��ͼ4(a)��(b)�п��Կ�����ZK60þ�Ͻ����ˮ��ͭģ��������ʱ��ʱ��ı仯���ɺ�ʯīģҲ���ƣ�����600 ��ʱ����10~15 minʱ�ܵõ�������Ĵ�����֯��
3 ����
1) ZK60-2Caþ�Ͻ��Һ��������ʱ����ȳ���������֯��������ϸС�����ȣ�ˮ��ͭģ����ʱ��������ϸС��ֱ����22.7 ��m��
2) ZK60-2Caþ�Ͻ��Һ��������ʱ����ȴ���ʶԲ������۵Ľ���Ҳ����Ӱ�졣�ʵ�����������ȴ���ʣ�������ʯīģ����߶���������֯�ľ����Ժ��ȶ��ԣ������ߴ�ɴ�30.5 ��m��Բ�ȴ�1.5��
3) ʯīģ��עʱ����600~605 �棬����10~15 minʱ�ɻ�ý�����Ĵ���ṹ��ˮ��ͭģ��עʱ���ɵó���ͬ�Ľ��ۣ��侧����ƽ��ֱ��Ϊ31.8 ��m��Բ�ȴ�1.6��
REFERENCES
[1] �� ��, �� ��, ��С��. þ�����ʺϽ����ۻ�������Ӧ��[M]. ����: ��е��ҵ������, 2002.
LIU Zheng, ZHANG Kui, ZENG Xiao-qin. Academic basis and applications of the magnesium based light alloy[M]. Beijing: China Machine Press, 2002.
[2] ZUO Tie-yong, DU Wen-bo. The developing strategy of Chinese magnesium and magnesium alloy[J]. Journal of Guangdong Non-Ferrous Metals, 2005, 15(2): 1-5.
[3] YAMASAKI M, HAYASHI N, IZUMI S, KAWAMURA Y. Corrosion behavior of rapidly solidified Mg-Zn-rare earth element alloys in NaCl solution[J]. Corrosion Science, 2007, 49(1): 255-266.
[4] CHANG C I, DU X H, HUANG J C. Achieving ultrafine grain size in Mg-Al-Zn alloy by friction stir processing[J]. Scripta Materialia, 2007, 57: 209-212.
[5] PENG Q M, WU Y M, FANG D Q, MENG J, WANG L M. Microstructures and properties of Mg-7Gd alloy containing Y[J]. Journal of Alloys and Compounds, 2007, 430: 252-256.
[6] ������, �� ��, �ź��, �ƶ���, ³��һ, �� ��, �Թ���, �µ���. ��������ϡ����Mg-Al-Zn-RE����þ�Ͻ�������������Ӧ��[P]. �й�ר��: CN101824571A, 2010-09-08.
YIN Zhong-tao, MEMG Jian, ZHANG Hong-jie, TANG Ding-xiang, LU Hua-yi, ZHANG Wen, ZHAO Gui-rong, HAO Dao-de. Cerium and lanthanum-containing Mg-Al-Zn-RE wrought magnesium alloy and its production methods and applications[P]. China patent: CN101824571A, 2010-09-08.
[7] WATANABE H, MUKAI T, ISHIKAWA K. Effect of temperature of differential speed rolling on room temperature mechanical properties and texture in an AZ31 magnesium alloy[J]. Journal of Materials Processing Technology, 2007, 182: 644-647.
[8] BARNETT M R, KESHAVARZ Z, BEER A G. Non-Schmid behaviour during secondary twinning in a polycrystalline magnesium alloy[J]. Acta Materialia, 2008, 56(1): 5-15.
[9] ����, ��ΰ��, ������, ������. þ�Ͻ�֯�����������[J]. �й���ɫ����ѧ��, 2005, 15(1): 1-10.
CHEN Zhen-hua, XIA Wei-jun, CHENG Yong-qi, FU Ding-fa. Texture and anisotropy in magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 1-10.
[10] CIZEK P, BARNETT M R. Characteristics of the contraction twins formed chose to the fracture suiace in Mg-3Al-1Zn alloy deformed in tension[J]. Scripta Materialia, 2008, 59(9): 959-962.
[11] ë����. ���̬�������μ���[M]. ����: ��е��ҵ������, 2004: 15-128.
MAO Wei-min. Semi-solid metal forming technology[M]. Beijing: China Machine Press, 2004: 15-128.
[12] ������, ���½�, ����, ·����, ŷ ��. AZ91Dþ�Ͻ��Һ����������̬���ϵIJ�������[J]. ����ѧ��, 2002, 38(12): 1266-1272.
LE Qi-chi, ZHANG Xin-jian, CUI Jian-zhong, LU Gui-min, OU Peng. Remelting of SSM ingot prepared by the near-liquidus casting of AZ91D magnesium alloy[J]. Acta Metallurgica Sinica, 2002, 38(12): 1266-1272.
[13] ������. þ��þ�Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2005.
LI Wen-xian. Magnesium and magnesium alloy[M]. Changsha: Central South University Press, 2005.
[14] ������, ŷ ��, ��Ծ��, ·����, ����, ������. AZ91Dþ�Ͻ��Һ���������о�[J]. ����ѧ��, 2002, 38(2): 219-224.
LE Qi-chi, OU Peng, WU Yue-dong, LU Gui-min, CUI Jian-zhong, QIU Zhu-xian. Study on the near-liquidus casting of AZ91D magnesium alloy[J]. Acta Metallurgica Sinica, 2002, 38(2): 219-224.
[15] WANG Kai, LIU Chang-ming, HAN Zhao-tang. Research on semi-solid thixoforming process of AZ91D magnesium alloy brackets for generators in JH70-type motorbikes[J]. Rare Metals, 2005, 24(4): 381-392.
[16] FRANK C. Fundamentals of semisolid magnesium molding[J]. JOM, 2008, 60(11): 82-86.
[17] LE Qi-chi, WANG Zhong-jun, CUI Jian-zhong, XU Bao-qin. Partial remelting of thixotropic magnesium-rare earth alloy from near non-equilibrium-liquidus casting[J]. Journal of Rare Earths, 2005, 23(6): 737-741.
[18] ������, ����, ·����, ŷ ��. ����������AZ91D���̬���ϵIJ������۹�������֯�ݱ�[J]. �й���ɫ����ѧ��, 2003, 13(6): 1488-1493.
LE Qi-chi, CUI Jian-zhong, LU Gui-min, OU Peng. Microstructure evolution and partially remelting processing of two-phase-region casting AZ91D semisolid slurry ingot[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1488-1493.
[19] ZENIT R, HUNT M L, BRENNEN C E. On the direct and radiated components of the collisional particle pressure in liquid-solid flows[J]. Applied Scientific Research, 1998, 58(1/4): 305-317.
(�༭ ����)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2013CB632203)��������Ȼ��ѧ����������Ŀ(51074207)
�ո����ڣ�2013-02-01�������ڣ�2013-05-29
ͨ�����ߣ������㣬���ڣ���ʿ���绰��024-83683312��E-mail��qichil@mail.neu.edu.cn
ժ Ҫ�����̬�������ϲ��������ǰ��̬����������ι��յ���Ҫ�������ڣ�Ϊ��ʹ���ϻ�ü�ϸС��Բ���ľ�����֯���Խ�Һ��������ZK60þ�Ͻ���̬���Ͻ��в������ۣ�ͨ���ı������¶Ⱥͱ���ʱ�����о�������֯���ݻ����ɡ�����������ʵ����Ƽ����¶Ⱥͱ���ʱ�䣬���ϲ�������ʱ�ɻ����õĴ���ṹ��ʯīģ��עʱ����600~605 �桢����10~15 minʱ�ɻ�ý�����Ĵ���ṹ��ƽ�������ߴ��30.5 ��m��Բ�ȴ�1.5��ˮ��ͭģ��עʱ���ɵó���ͬ�Ľ��ۣ��侧��ƽ��ֱ��Ϊ31.8 ��m��Բ�ȴ�1.6�������Ͻ�Һ��������ʱ����ȴ���ʶԲ������۵Ľ���Ҳ����Ӱ�죬�ʵ�����������ȴ���ʣ�������ʯīģ����߶���������֯�ľ����Ժ��ȶ��ԡ�
[1] �� ��, �� ��, ��С��. þ�����ʺϽ����ۻ�������Ӧ��[M]. ����: ��е��ҵ������, 2002.
[9] ����, ��ΰ��, ������, ������. þ�Ͻ�֯�����������[J]. �й���ɫ����ѧ��, 2005, 15(1): 1-10.
[11] ë����. ���̬�������μ���[M]. ����: ��е��ҵ������, 2004: 15-128.
MAO Wei-min. Semi-solid metal forming technology[M]. Beijing: China Machine Press, 2004: 15-128.
[13] ������. þ��þ�Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2005.
LI Wen-xian. Magnesium and magnesium alloy[M]. Changsha: Central South University Press, 2005.
[16] FRANK C. Fundamentals of semisolid magnesium molding[J]. JOM, 2008, 60(11): 82-86.
