
���±�ţ�1004-0609(2014)01-0104-11
ѹ���H96���ι�������λص��������ε�����
��Ӣϼ������������ �ϣ��ƽ
(������ҵ��ѧ ���̼��������ص�ʵ���� ����ѧԺ������ 710072)
ժ Ҫ��
Ϊ�˿��ƾ��ι�������εĻص��ͽ�����Σ���������ѹ�������ٶȼ��������Ļص��ͽ����������ԪԤ��ģ�ͣ�������ɿ��Խ���ʵ����֤����������ģ���о�ѹ���Ħ���������г�ѹ���������ٶȶ�H96���ιܻص��������ε�Ӱ����ɡ����������Ħ�������ͼг�ѹ��Խ�ص��Ǻͺ����߶ȱ���ԽС����ѹ��Ժᡢ�ݽ�������������ȫ�෴��оͷ֧�������������ٶȵı仯�ܹ�Ӱ��ص������Ҳ���Ӿ������Ρ�����������ٶȵ�ѹ��߽�������Ϸ�����ʵ���������Ƕ�С��90��ʹ��ڵ���90����ܵĻص����ֱ�55.31%��36.45%��60����ܵĸ߶ȱ�����ƽ������1.79%��90���120����ܵĸ߶ȱ��������ֱ�5.98%��6.35%��
�ؼ��ʣ�
���������H96���ι����ص���������������ղ���������Ԫģ����
��ͼ����ţ�TG386���� ���ױ�־�룺A
Impact of pressure die on springback and section deformation of rotary-draw bending of rectangular H96 tube
ZHU Ying-xia, LIU Yu-li, YANG He, LI Hai-ping
(State Key Laboratory of Solidification Processing, School of Materials Science and Engineering,
Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: In order to control springback and section deformation of rotary-draw bending of rectangular tube, the finite element model for springback and sectional deformation prediction, which considers the loading and velocity conditions of pressure die, was established and verified by experiment. Based on the model, the impact of friction coefficient, pressure and boosting velocity of pressure die on springback and section deformation of H96 rectangular tube was investigated. The results show that the larger the friction coefficient and the clamping pressure are, the smaller the springback angle and the cross-section height deformation are. However, the impacts of pressure die on deformations of cross-section and longitudinal-section are completely opposite. The change of boosting velocity within core-filled area can influence the springback amount, while not exacerbate section deformation at the same time. Then, the combinations of pressure die boundary conditions of variable boosting speed were proposed. And by which, it is realized that springback angles are decreased by 55.31% and 36.45%, respectively, for bent tubes smaller than 90�� or no less than 90��. The cross-section height deformations are reduced by 1.79% for 60�� tube on average, and 5.98% and 6.35%, respectively, for 90�� tube and 120�� tube at most.
Key words: rotary-draw bending; rectangular H96 tube; springback; section deformation; process parameters; finite element simulation
���ι�����������У���ǰ�˱��п�г֣�������ģһ���˶�����˼г���ѹ��ͷ����֮�䣬�ܵ�ѹ����ǰ���������á�ѹ����غɱ߽��������ٶȱ߽���������ֱ��Ӱ����ιܵĺᡢ�ݽ�����״�ͳߴ�ı仯�����һ�ֱ��Ӱ���������̹���������Ӧ��������Ӱ��ܼ�ж�غ�Ļص������ص��ͽ��������Ӱ����ι�������������Ĺؼ����أ����߶����ɱ�����������������á���ˣ��о�ѹ����غɱ߽��������ٶȱ߽������Իص��ͽ�����ε����ã�����ʵ�ֶԾ��ι�������̽�����κͻص�����Ч���ƣ���ʵ�־��ι����侫ȷ���ξ�����Ҫ�����������ʵ�ü�ֵ��
Ŀǰ�������������εĽ������ͻص����Ƶ��о��ܶࡣ�����Ĺ��ղ��������������ʵ�ֻص��������ο��Ƶ���Ҫ;��[1-4]����LI��[3]�о������������ѹ������ƿ���ɵ�����װ�ý���Բ�ܵĽ��� ���Σ�Ȼ�����о���û�п���ѹ������ı߽�������LI��[4]��ZHAO��[5]���֣�����оͷ�����Լ���Соͷ�������϶���Խ���Բ�ܽ���ı��Ρ�Ȼ������Ծ��ι�������Σ���оģΪ������ģ�ߵĹ��ղ����ɵ����Բ����ʵ������������оģ��ĥ�����Соģ�������ļ�϶Ҳ�Ѵﵽ����̶ȣ���оͷ���������ӻἫ������ӳ�о�����ѣ����¹��ӵıں���ȼ��������⣬�⽨����[6-7]ͨ�����������������о�������ģ������ص��������Կռ�����Բ�ܵĻص������˲�����LIU��[8]��KATAYAMA��[9]������Ӧ����Ŵ��㷨��������ģ���лص�������Ȼ����ģ������ص��������ɱ��ϸ��ҽϸ��ӣ�CLAUSEN��[10]��MILLER��[11]��CORONA[12]�о�����·����Ħ������ѹ���Ծ��ι����������κͻص���Ӱ����ɣ�Ŀ������ͨ���Ż����ι��̽��������ͻص����ٵ���С��ZHU��[13]Ҳ��������������Ħ���Ӵ���������������о���μ�С���ι�����ص�������[10-13]������Ծ��ι�������̻ص����Ƶ��о�����û�п��ǻص��ͽ������֮���������á������о���������������ù��ղ������ƽ�����λ�ص�Ϊ�о��������˹��ղ���������ߵ�Ӱ�졣ZHU��[14]ͨ���о����֣���֮�п�ļг����������-����ģ�������Ħ��������оͷ������ѹ��ļг����������ٶȲ����Ծ��ιܵĻص�Ӱ�������������ҶԽ����������Ҫ���á�
��ˣ�����������ABAQUS/Explicit�����ɿ���H96���ι�����ص�ȫ������Ԫģ�ͣ����ø�ģ�ͷֱ��о�ѹ���Ħ���������г�ѹ���������ٶȶԻص��ͽ�����ε�Ӱ����ɣ�����һ���о�����ۺ�����ѹ��ı߽�����ʵ�ֻص��ͽ�����ε�˫�ؿ��ơ�
1 �ص��Ǻͽ�����εĶ���
1.1 �ص��ǵĶ���
���ûص��DZ�ʾ�ص����Ĵ�С��������ιܵ������Ƕ�Ϊ�ȣ��ص����Ϊ�ȡ䣬��ص��ǿ��ɹ�ʽ(1)���㣬
����=��-�ȡ� (1)
1.2 ������εĶ���
���ι�������ν������к������������ݽ�����Ρ������ı�����ͼ1(a)��ʾ������Ϊ�ڡ��⸹������ݺͲ�ڵĹ��𣬼����и߶ȷ���ı��Σ����п��ȷ���ı��Ρ����ȷ�����ν�С�������γ������ڡ��⸹�����ĶԳ����ϣ���ˣ�Ϊ�˼��о���ֻ�о�����Գ����ϸ߶ȷ���ı��Φ�hi����ʽ(2)��ʾ��
 (2)
(2)
ʽ�У�h�Ǿ��ι�δ����ǰ�Ľ���߶ȣ�i��������������Ľڵ㣬xi��yi�� ��
�� �ֱ���i�ڵ��ڡ��⸹��Գ����ϵ����꣬��ͼ1(b)��ʾ��
�ֱ���i�ڵ��ڡ��⸹��Գ����ϵ����꣬��ͼ1(b)��ʾ��

ͼ1 ���ι�������̺ᡢ�ݽ���ı���
Fig. 1 Deformation of cross-section and longitudinal-section of rectangular tube
�ݽ���ı��α���Ϊ��ѹ�������������ɵ����⸹��������뾶�ı仯������Բ���������ڡ��⸹��Գ����Ͻ������Բ�������أ���ͼ1(b)��ʾ���ڡ��⸹��Գ��ݽ������Բ���Φ�Li����li�ֱ��չ�ʽ(3)��(4)���㣬
 (3)
(3)
 (4)
(4)
ʽ�У�R��r�ֱ�Ϊ�ڡ��⸹�岻������Բ���ı������뾶��
Ϊ�˷�������߶ȱ����������⸹����Բ���̶�����������еı仯��ѡȡ����������75�㴦���ֱ�λ���ڡ��⸹��ĶԳ��ݽ����ϵ�L��S�ڵ�Ϊ�о�������ͼ1(b)��ʾ��
2 H96���ι�����ص�����Ԫģ�͵Ľ���
2.1 ���ιܵļ��γߴ�����ϲ���
���ιܵĽ���ߴ�Ϊ24.86 mm(w)��12.2 mm (h)��1 mm(t)������ΪH96��ͭ�����ø���ͬ�Բ���Ӳ��ģ�ͣ�����������f�繫ʽ(5)��ʾ��
 (5)
(5)
ʽ�У�sΪƫӦ�������� Ϊ��Ч����Ӧ�䣻��0��K��n��H96���ιܲ��ϳ�����ͨ���������������ã��ֱ�Ϊ��0=0.010 4��n=0.51��K=588.17 MPa���������ϲ������絯��ģ���Ͳ��ɱȷֱ�Ϊ92.82 GPa��0.324��
Ϊ��Ч����Ӧ�䣻��0��K��n��H96���ιܲ��ϳ�����ͨ���������������ã��ֱ�Ϊ��0=0.010 4��n=0.51��K=588.17 MPa���������ϲ������絯��ģ���Ͳ��ɱȷֱ�Ϊ92.82 GPa��0.324��
2.2 ѹ�鼰��߽�����
Ϊ��ͬʱʵ��ѹ��н����Ӳ���ǰ���������ֶ�������ģʱ���п��Ϊ�����֣�һ��������ʩ�Ӽн�ѹ������Ϊ�����飻��һ�����ṩ�����ٶȣ���Ϊ�����飬��ͼ2��ʾ������������Ӵ���Ħ��Լ�������ؼ��ط�������˶����ɶȣ���������봫����Ӵ�������������֮���Ħ�������ƶ���������ǰ�˶��������ƶ�������ǰ�˶���Ϊ�˱��⽫���Ӽб⣬�����˼г�ѹ�����ٽ�ֵ��cl��ʽ����ʽ(6)��ʾ��
 (6)
(6)
ʽ�У���p���Ƶ��ڹ��ӵ�ѹ��ʧ��Ӧ����H96���ιܵ�ѹ�������æ�p��ֵ����180~200 MPa֮�䣻SΪѹ������ӵĽӴ������SpΪѹ�鱻ʩ��ѹ���������
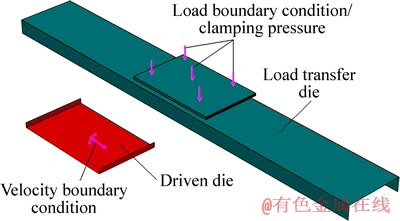
ͼ2 ����������ʹ����������ֵ�ѹ��ļ���ģ��
Fig. 2 Geometry model of pressure die including two parts of load transfer die and driven die
2.3 ����ص�ȫ������Ԫģ�͵Ľ���
Ϊ��ģ��ص��ͽ�����䣬����S4R�ǵ�Ԫ�ֱ�������ѹ���غɱ߽�������������������Ԫģ�ͺͻص���������Ԫģ�ͣ���ͼ3��ʾ�����У��������̵�����Ԫģ���漰��ģ��Լ�����ļ��������Ͳ��ϵĴ���κʹ�λ�ƣ����ö�̬��ʽ�㷨����(��ͼ3(a))��
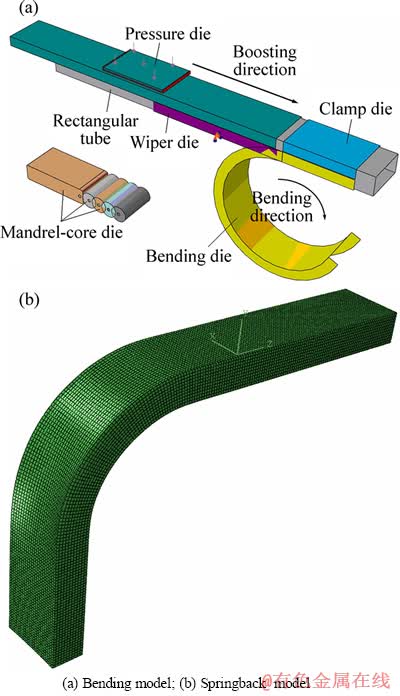
ͼ3 ���ι�����ص�ȫ������Ԫģ��
Fig. 3 Finite element model of whole bending-springback process of rectangular tube
���ص����̵�����Ԫģ�Ͳ��þ�̬��ʽ�㷨����ͨ������������ν�����ĵ�Ԫ���ڵ㡢����λ�ƺͳ�ʼӦ��Ӧ�䳡��������(��ͼ3(b))��
2.4 ����Ԫģ�Ϳɿ�����֤
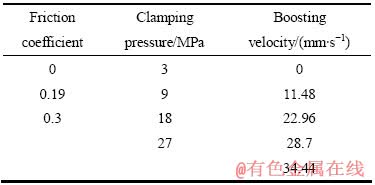
�����ģ��Ļ�����������ģ�ߵ��˶��ٶȡ���϶�������뾶�ȣ�����һ�µģ����1���С�
��1 �����ģ��Ļ�������
Table 1 Experimental and simulation conditions

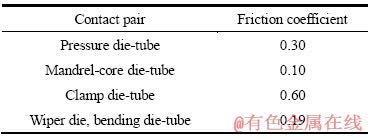
�����У�ѹ�顢����顢����ģ����ι�֮���Ħ��Ϊ��Ħ�����п�������ĽӴ����Ͽ��з������ƣ�о��-оͷ�����֮����ú�������ģ��ʱ���ÿ���Ħ����������������[15-16]��ģ���������Ŀ���Ħ���������2���С�
��2 ģ����H96���ι�֮���Ħ������
Table 2 Frication conditions between dies and rectangular H96 tube
������������Ԫģ�ͺͱ�1����2�е�������ģ��õ���90��H96����������������ĶԱ���ͼ4(a)��ʾ�����Կ������߷dz��Ǻϡ�ͬʱ��ͼ4(b)�Ա���ͼ4(a)������������ģ�������¶Գ��ݽ���ĸ߶ȱ����������Կ���ģ�������������dz��ӽ���������Ϊ23.86%��Ϊ�˽�һ����֤ģ�͵Ŀɿ��ԣ�ͼ4(c)��������о��-оͷ�������϶Ϊ0.5 mm����µ�90�����ģ�����������ĶԱȣ���ͼ4(c)��֪�������ģ�����õľ��ι��ڸ��嶼�������������������岨�ĸ�����ͬ����ͼ4(d)��Ӧ�ظ����˸���ܶԳ��ݽ���ĸ߶ȱ���������ֵģ��������ʵ��ֵ�����ߵ�������ԼΪ24%��������������֪����������H96���ι�����ص�ȫ������Ԫģ�Ϳ��Կɿ���Ԥ�������Ρ�
���⣬������������Ԫģ�ͺͱ�1����2��ģ������Ԥ��IJ�ͬ�����Ƕ��µĻص�����ͼ4(e)��ʾ��ͨ�����������ݶԱȷ��֣��ص����������ǵı仯������������һ�£��Ҷ��ߵ�ƽ������Ϊ10.33%����ˣ���������ص�ȫ������Ԫģ�Ϳ���ȷ��Ԥ��H96���ι�����ص���
3 ѹ��ı߽�������H96���ι�����ص��ͽ�����ε�Ӱ��
ѹ��ı߽���������ѹ����������Ħ���������г�ѹ���������ٶȡ���3����Ϊ���о��߽�����������ȡֵ��Χ��
��3 ģ����ѹ��߽�����������Χ
Table 3 Parameters of pressure die boundary conditions in simulation
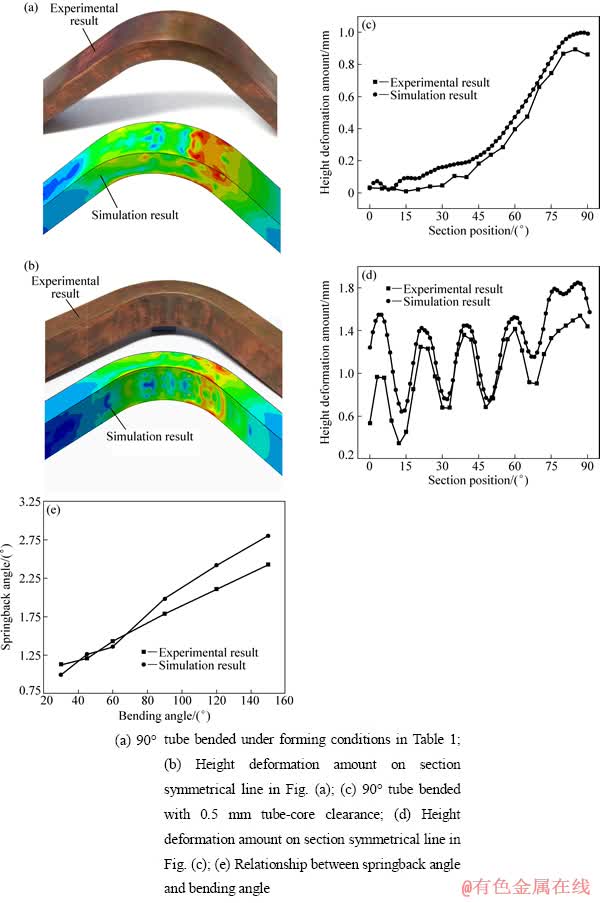
ͼ4 H96���ι�������������ģ�����Ա�
Fig. 4 Comparison of experimental and simulation results of rotary-draw bending
3.1 Ħ�������Իص��ͽ�����ε�Ӱ��
ͨ��ģ�ⷢ�֣���ѹ���������Ħ�������ֱ�Ϊ0��0.19��0.3ʱ�����ι�����ص��Ƿֱ�Ϊ1.96�㡢1.71���1.50�㡣��������Ħ������Խ��ѹ�����������Խǿ���ص���Ҳ��ԽС��Ϊ�˽�һ��������һ����ͼ5(a)��(b)�ֱ������������Ϊ90��ʱL��S�ڵ�(��ͼ1(b))���������̵�����Ӧ���仯�����Կ�������о���ǵ��Ա��ι��̣�Ӧ���Ĵ�С�����������仯�����ιܵĻص����Ĵ�С��Ҫ����������Ӱ�졣�������������У�Ħ������Խ������Ӧ���IJ�������Խ�����յ�����Ӧ��ԽС�����Իص���ҲԽС����ͬʱҲ˵����о����������Ӧ������������������ڵ�����Ӧ���仯�Իص�����������ҪӰ�졣
ͼ6(a)��(b)�ֱ���ʾ����������75�������L��S�ڵ��߶ȱ���������Բ�̶���90�����������еı仯����ͼ6(a)��(b)���Կ������ڵ��ھ���о���������ʱ������Ħ��������α仯��������������������䡣���뿪оͷ�������ʱ��Ħ������Ϊ0.19��0.3ʱ�ĸ߶ȱ�������Ħ������Ϊ0ʱ��С�ܶ࣬ͬʱL�ڵ��ϵ���Բ�̶�Ҳ��Ħ������Ϊ0ʱ��С����S�ڵ��ϵ���Բ�̶Ƚ�Ħ������Ϊ0ʱ�Ĵ���˵��ѹ���Ħ�������Ը߶ȱ��κ��⸹����Բ�̶ȵ�Ӱ������෴���ۺϻص��ǿ��ǣ�ѹ���Ħ������ѡȡ0.3�Ϻá�
3.2 �г�ѹ���Իص��ͽ�����ε�Ӱ��
���ù�ʽ(6)������õ��Ĺ��ӵ�ѹ��ʧ��Ӧ���������ѹ����ٽ�г�ѹ����30 MPa���ҡ�ͼ7��ʾΪ���ιܻص�����г�ѹ���ı仯���ơ���ͼ7��֪���г�ѹ��Խ�ص���ԽС�����г�ѹ��Ϊ27 MPaʱ�����Ӧ�Ļص���Ҫ�ȼг�ѹ��Ϊ3 MPaʱ��С0.76�㡣
ͼ8(a)��ʾΪ��ͬ�г�ѹ���¾��ιܽ���߶ȱ�������hi����������ķֲ�����ͼ8(a)�п��Կ������г�ѹ��Խ��hi���ԽС��ͼ8(b)������L��S�ڵ�䦤hi��90�����������еı仯����ͼ8(b)�п��Կ�������оͷ�������ͬ�г�ѹ���µĦ�hi�仯�dz�С���������뿪оͷ������Ժ߶ȱ�������ʼ���������г�ѹ��ԽС�����־����ķ��Ⱦ�Խ��о���̵ĸ߶ȱ�������hi�����������仯�����ԣ����ռг�ѹ��Խ��hiԽС��

ͼ5 ��ͬĦ��������L��S�ڵ���90�����������е�����Ӧ���仯
Fig. 5 Tangential stress variation of nodes L (a) and S (b) under different friction coefficients during 90�� bending process
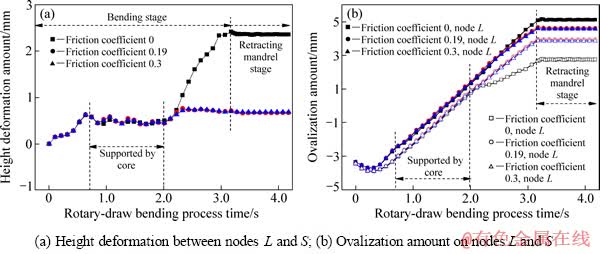
ͼ6 ��ͬĦ��������90�����������еĽ��������
Fig. 6 Section deformation under different friction coefficients during 90�� bending process
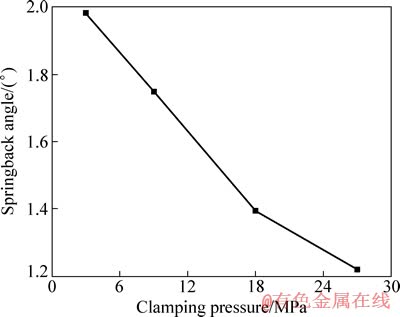
ͼ7 ���ιܻص�����ѹ��г�ѹ���ı仯
Fig. 7 Variation of springback angle of rectangular tube with clamping pressure of pressure die
ͼ9(a)��ʾΪ��ͬ�г�ѹ���¾��ι��⸹����Բ���̶Ȧ�li����������ķֲ�����ͼ9(a)��֪���г�ѹ��Խ��liԽ���ڸ�����Բ�̶Ȧ�Li��г�ѹ���ı仯����ͬ��liһ�£������ڲ��禤li���ԣ����ٷ���������������ζ��ѹ���������õ�����ʹ���ι��ݽ������Բ������ͼ9(b)������S�ڵ�����Բ�̶���90�����������еı仯����ͼ9(b)���Կ���������оͷ��������ͬ�г�ѹ���µ���Բ�̶�ͬ����������뿪оͷ������Ժг�ѹ��Խ����Բ�̶�Խ�������γ���ͼ9(a)��ʾ�Ħ�li����������ķֲ����ɡ�
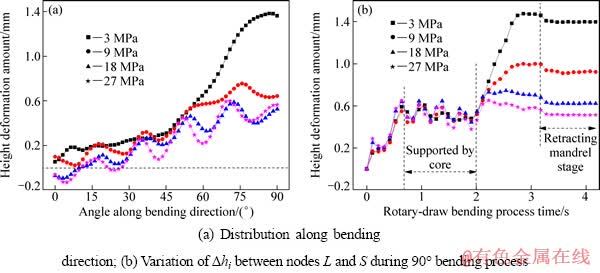
ͼ8 ��ͬ�г�ѹ���µľ��ιܽ���߶ȱ�������hi
Fig. 8 Sectional height deformation ��hi of rectangular tube under different clamping pressures
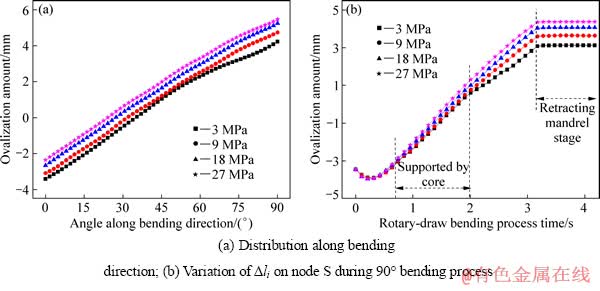
ͼ9 ��ͬ�г�ѹ���µľ��ι��ݽ�����Բ���̶Ȧ�li
Fig. 9 Longitudinal sectional ovalization ��li of rectangular tube under different clamping pressures
�������о���֪���г�ѹ���Ծ��ιܽ���߶ȱ���������Բ�̶ȵ�Ӱ���ǽ�Ȼ�෴�ģ���Ҫ�ۺϿ������ѡȡ�г�ѹ����ֵ���ڴ˷ֱ�������Ը߶ȱ�������hi���ڸ��������Բ�̶Ȧ�Li���⸹�������Բ�̶Ȧ�li�ļ��㹫ʽ��
 (7)
(7)
 (8)
(8)
 (9)
(9)
��ͼ8(a)��ͼ9(a)������֪��3��9��18��27 MPa�г�ѹ���£���hi�����������ƽ��ֵ�ֱ�Ϊ7.95%��6.06%��5.07%��4.45%����4�����ݼ������ֵΪ3.50%����3��9��18��27 MPa�г�ѹ���£���Li�����������ƽ��ֵ�ֱ�Ϊ3.63%��3.82%��4.33%��4.83%�����ݼ������ֵΪ1.20%������li�����������ƽ��ֵ�ֱ�Ϊ0.71%��1.32%��1.93%��2.43%�����ݼ�����ֵΪ1.72%���Ƚ�������ֵ��֪����hi�ܼг�ѹ����Ӱ��̶�Ҫ���ڦ�Li�ͦ�li�ģ�����Ա��γ̶ȽϦ�Li�ͦ�li�����ء��ۺϿ��Ǽг����Իص���Ӱ�죬���ԣ����üг�ѹ��27 MPaΪ�ѡ�
3.3 �����ٶȶԻص��ͽ�����ε�Ӱ��
��3����Ϊ�������ٶ�22.96 mm/s�Ǹ��������ٶ�����ι��⸹���������ٶ�һ�¼���õ��ģ������������ٶ�ֵ���ǰ���0��0.5��1.25��1.5���������ٶ�ѡȡ�ġ�ͼ10��ʾΪ��ͬ�����ٶ��¾��ιܻص��ǵĽ������ͼ10�ɿ����������ٶȶԻص�����Ӱ�첻��г�ѹ���������ԡ��������ٶ�С��22.96 mm/sʱ�������ٶȵ����ӣ�90���45����ܵĻص��������½����������ٶȴ���22.96 mm/sʱ�������ٶȵ����ӣ�90���45����ܵĻص��������Ӻ��½���34.44 mm/s�����ٶ�����Ӧ�Ļص�����С��
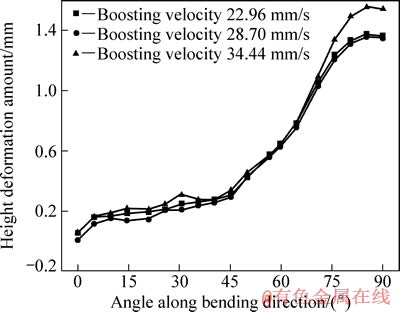
Ȼ����ģ�ⷢ�֣��������ٶ�С�ڱ������ٶ�ʱ�����νǶȴ���60�����ܻ���оͷ��䲻���������ϴ�Ľ������ݡ�ͼ11��ʾΪ11.48 mm/s �����ٶ��µ�90����ܰ����ʾ��ͼ����ͼ11���Կ������ڷ�оͷ��������ڡ��⸹��Ľ�����ֽ����ص����ݡ���ˣ���������������������һֱ���õ��ڱ�ֵ�������ٶȡ�ͼ12��ʾΪ�����ٶ��¦�hi����������ķֲ�����ͼ12���Կ�������3����������dz��ӽ������ڽӽ��п�˵����������ڣ����ߵ������ٶ�ʹ�æ�hiҪ�������������ٶ��µ�ֵ��
���������������ٶȸ��ڻ���ڱ������ٶ�ֵ������Իص�������һ����Ӱ�죬Ҳ�������оͷ��������ڵĽ����������
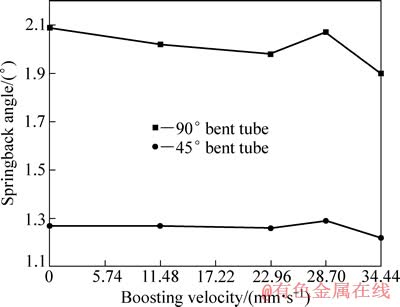
ͼ10 ��ͬ�����ٶ��µľ��ιܻص���
Fig. 10 Springback angles of rectangular tube under different boosting velocities
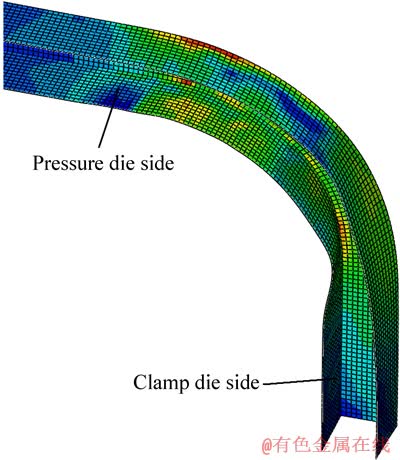
ͼ11 �����ٶ�11.48 mm/s�µ�90����ܰ����
Fig. 11 Half profile of 90�� bent tube under boosting velocity of 11.48 mm/s
ͼ12 ��ͬ�����ٶ��¦�hi����������ķֲ�
Fig. 12 Distribution of ��hi obtained under different boosting velocities along bending direction
4 ���ڱ������ٶȵ�ѹ��߽�������϶Ծ��ι����������κͻص���Ӱ��
�����ϵ��о������֪��Ħ������0.3�ͼг�ѹ��27 MPa����Ч���ƻص��ͽ�����Σ�Ӧ�ý�����Ϊ������ϵĻ����������ͼ5��6��8(b)��9(b)��11��12�Ľ����֪����о�������������ýϿ������������ٶ�Ӱ������Ӧ���Ĵ�С�������ͻص������Ҳ���Ӿ������Ρ����Բ��ñ�4��4�鹤�ղ�����ϣ��о�����ۺ�����ѹ��Ĺ��ղ������ƾ��ι�����Ľ�����κͻص������У��������1Ϊ1.4������֤����Ԫģ��ʱ���������ģ���������������3��4���ñ������ٶȣ�������оͷ֧�ŵ�60����������ѹ���ٶ��Ե��ڱ�ֵ(���3)������Ϊ1.5���ı��˶��ٶ�(���4)�����뿪оͷ�������ѹ����ٶȻָ�Ϊ���ٶȡ�
��4 4��ѹ��߽������������
Table 4 Four groups of parameters combinations of pressure die boundary conditions
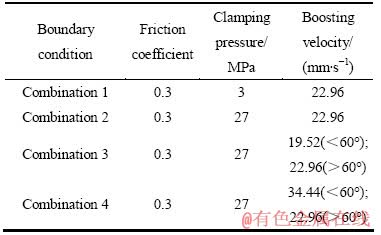
ͼ13��ʾΪ4�鹤�ղ�����Ӧ�Ļص��ǡ���ͼ13���Կ��������1�����µõ��Ļص���ҪԶ�������2~4�����µõ��Ļص��ǡ��������Ƕ�С��90��ʱ���������4�õ��Ļص���ƽ��ֵ��С�������1��ƽ��ֵС55.31%�����ڳ��νǶ�Ϊ30��ʱ�����4�µĻص�������ֻ��0.37�㣻�������Ƕ�Ϊ90��ʱ�����2~4�µĻص��DZȽϽӽ������3�µ���СֵΪ1.12�㣬�����1�õ��Ļص���С0.86�㣻�������Ƕȴ���90��ʱ�����3�õ��Ļص��DZ�������ϵĶ�С�������1��ƽ��ֵС36.45%���ɴ˿ɼ����������Ƕ�С��90��ʱ�����4�ǿ��ƻص���ѹ����Ѳ�����ϣ����������Ƕȴ��ڵ���90��ʱ�����3�ǿ��ƻص������ѡ��
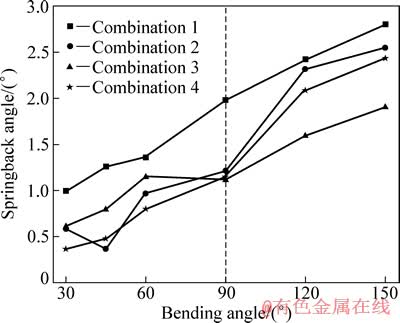
ͼ13 4���������µĻص���
Fig. 13 Springback angles obtained under four groups of parameter combinations
ͼ14��ʾΪ4�ֲ��������60�㡢90�㡢120����ܦ�hi����������ķֲ��������ͼ14�ɼ�������3�������Ƕ��£����1��Ӧ�Ħ�hiƽ��ֵ�����ֵ����������Ĵ���60����ܣ����4�µĦ�hiƽ��ֵ�����ֵ����ȫ������С�ģ�����������4�ij�����������ƽ���ܹ����߶Ȼ���1.79%������90����ܣ����2��4�µĦ�hiƽ��ֵ�����ֵ����ȫ������С�ģ���������3�ġ�����������2��4�ij���������������ܹ����߶Ȼ���7.05%������������3�����ֵΪ5.98%������120����ܣ�������������в�ͬ���ǣ����3��õĦ�hi���ֵ��ȫ������С�ģ�����������3�ij�����������߶Ȼ����������6.35%��
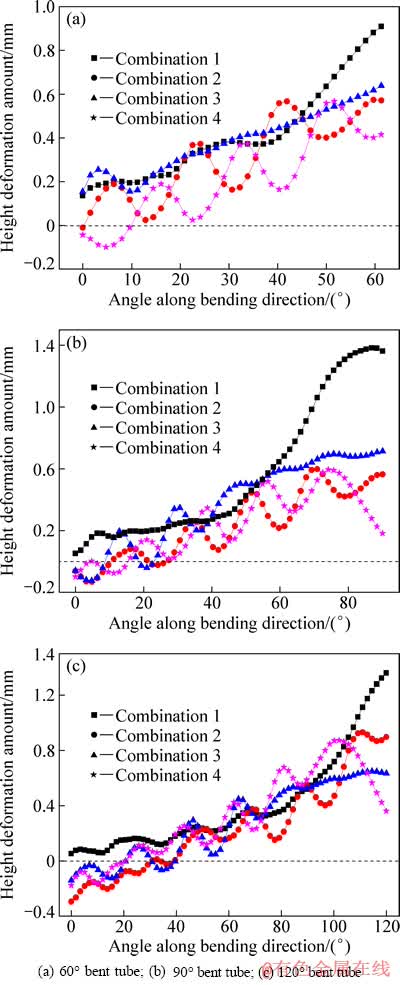
ͼ14 4��������������������ֲ��Ħ�hi
Fig. 14 Distributions of ��hi along bending direction under four groups of parameter combinations
ͼ15��ʾΪ4����������60�㡢90���120����ܵı�����(��Li)�ֲ�����ͼ15���Կ����������ӵ������Ƕ�Ϊ60��ʱ�����1��3��4��Ӧ����Բ�̶Ȼ���һ�£����2�ı�����(��Li)��С��25����������ڽ��������ƫС����������������ƫ�������Ƕ�Ϊ90���120��ʱ���ڴ���25����������ڣ����1�Ħ�Liʼ����ȫ������С�ģ����4�Ħ�Liʼ�������ģ���ˣ����4���ܱ����������Ƕȴ��ڵ���90���������Ρ������1Ϊ�������������90���120��ʱ���������2����Li��ƽ��ֵ�ֱ�������2.37%��1.31%�����������3����Li��ƽ��ֵ�ֱ�������1.37%��1.68%���⸹����Բ�̶Ȧ�li��4�ֲ�������µķֲ����ƣ�ͬͼ15��ȫһ�¡����������90���120��ʱ���������2����li��ƽ��ֵ�ֱ�������2.47%��1.24%���������3����li��ƽ��ֵ�ֱ�������1.46%��1.55%���ۺϱȽϣ�����������3�������ڵ���90�����ܡ�
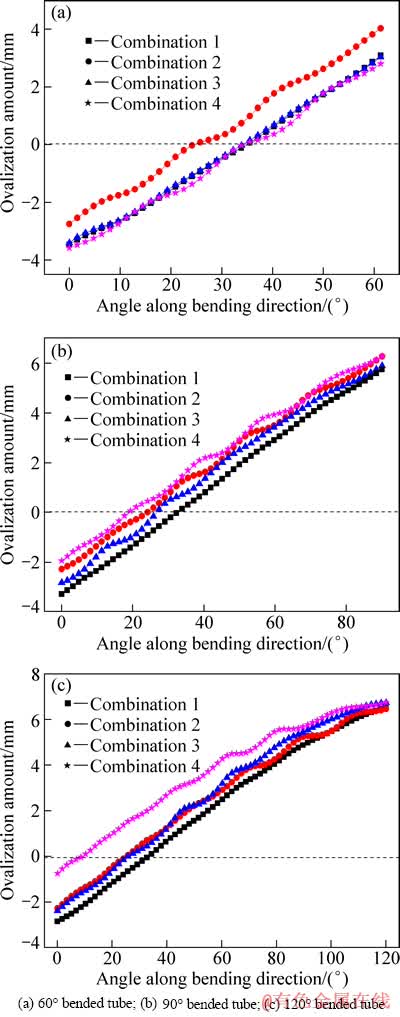
ͼ15 4��������������������ֲ��Ħ�Li
Fig. 15 Distributions of ��Li along bending direction under four groups of parameter combinations
��������������ѹ��������4����С��90�����ܣ��ɽ��ͻص���55.31%��ƽ������60����ܸ߶Ȼ�����1.79%������ѹ��������3���δ��ڵ���90�����ܣ��ɽ��ͻص���36.45%���ֱ��ܹ����90�㡢120����ܸ߶Ȼ�����5.98%��6.35%���������������3�������4���ڡ��⸹�����Բ�̶ȶ�����Ӧ�����ߡ�
5 ����
1) Ħ������Խ�г�ѹ��Խ��ѹ�����������Խǿ���ص���ԽС�������߶ȱ���ԽС����ѹ���������õ������������ι��ݽ������Բ�ʣ�ѹ��Ժᡢ�ݽ�������������ȫ�෴�������߶ȱ������ܼг�ѹ����Ӱ��̶�Ҫ�����ݽ���ġ��ۺ����������Ħ������0.3�ͼг�ѹ��27 MPaΪ���ƻص��ͽ�����ε���ѹ���ѡ��
2) ����������У������ٶ�һֱ���ڱ�ֵʱ���Ƕȴ���60�����ܻ���оͷ��䲻���������ڷ����ϴ�Ľ������ݣ������ٶ�һֱ���ڱ�ֵʱ���ӽ��п�˵ľ��ιܺ����߶ȱ���������ڱ������ٶ��µ�ֵ������оͷ��������ͬѹ������µĺ����߶ȱ��κ��ڡ��⸹����Բ�̶ȱ仯�dz�С��
3) ���ñ������ٶȵ�ѹ��߽�������Ϸ������ﵽͬʱ���ͻص����ͺ����߶ȱ�������Ŀ�ġ�ͨ��ģ���о����֣�����ѹ��������4����С��90�����ܣ��ɽ��ͻص���55.31%��ƽ���ܹ�����60����ܸ߶ȱ�����1.79%������ѹ��������3���δ��ڵ���90�����ܣ��ɽ��ͻص���36.45%���ֱ�����ܹ�����90�㡢120����ܸ߶ȱ�����5.98%��6.35%��
REFERENCES
[1] �� ΰ, ������, ������, �ܿ���. ��ǿ�ְ��ѹ���εĻص������빤�ղ����о�[J]. ���Ͽ�ѧ�빤��, 2010, 18(6): 758-761.
LIU Wei, LIU Hong-sheng, XING Zhong-wen, CAO Ke-li. Study on process parameters and springback rule for stamping of high strength steel sheet[J]. Materials Science and Technology, 2010, 18(6): 758-761.
[2] ��Ң��, ������, �� ��, ������, �����, ������. �����������������������ܹ��ղ����Ż����[J]. ���Թ���ѧ��, 2009, 16(6): 91-95.
ZHANG Yao-wu, ZENG Wei-dong, DAI Yi, ZHAO Yong-qing, ZHOU Yi-gang, WANG Kai-xuan. Optimal design of technological parameters for hot-pushing pipe-bending based on virtual orthogonal experiment[J]. Journal of Plasticity Engineering, 2009, 16(6): 91-95.
[3] LI H, YANG H, ZHAN M, KOU Y L. Deformation behaviors of thin-walled tube in rotary draw bending under push assistant loading conditions[J]. Journal of Materials Processing Technology, 2010, 210: 143-158.
[4] LI C, YANG H, ZHAN M, XU X D, LI G J. Effects of process parameters on numerical control bending process for large diameter thin-walled aluminum alloy tubes[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(3): 668-673.
[5] ZHAO G Y, LIU Y L, YANG H, LU C H. Cross-sectional distortion behaviors of thin-walled rectangular tube in rotary-draw bending process[J]. Transaction of Nonferrous Metals Society of China, 2010, 20(3): 484-489.
[6] ������, �⽨��. ��ƽ����ܳ��ι��̵Ļص������о�[J]. ��ѹ����, 2009, 34(1): 89-92.
LI Yan-peng, WU Jian-jun. Study on spring-back compensation for non-plane tube bending process[J]. Forging & Stamping Technology, 2009, 34(1): 89-92.
[7] �� ��, �⽨��. �ܲĿռ�����ص����������о�[J]. ������ҵ��ѧѧ��, 2011, 29(5): 811-817.
ZHANG Shen, WU Jian-jun. A new method for springback compensation for the bending of a thick-walled non-planar tube[J]. Journal of Northwestern Polytechnical University, 2011, 29(5): 811-817.
[8] LIU W, YANG Y Y, XING Z W, ZHAO L H. Springback control of sheet metal forming based on the response-surface method and multi-objective genetic algorithm[J]. Materials Science and Engineering A, 2009, 499: 325-328.
[9] KATAYAMA T, NAKAMACHI E, NAKAMURA Y, OHATA T, MORISHITA Y, MURASE H. Development of process design system for press forming��Multi-objective optimization of intermediate die shape in transfer forming[J]. Journal of Materials Processing Technology, 2004 155/156: 1564-1570.
[10] CLAUSEN A H, HOPPERSTAD O S, LANGSETH M. Sensitivity of model parameters in stretch bending of aluminium extrusions[J]. International Journal of Mechanical Sciences, 2001, 43: 427-453.
[11] MILLER J E, KYRIAKIDES S, BASTARD A H. On bend-stretch forming of aluminum extruded tubes I: Experiments[J]. International Journal of Mechanical Sciences, 2001, 43: 1283-1317.
[12] CORONA E. A simple analysis for bend-stretch forming of aluminum extrusions[J]. International Journal of Mechanical Sciences, 2004, 46: 433-448.
[13] ZHU H, STELSON K A. Modeling and closed-loop control of stretch bending of aluminum rectangular tubes[J]. Journal of Manufacturing Science and Engineering, 2003, 125: 113-119.
[14] ZHU Y X, LIU Y L, YANG H. Sensitivity of springback and section deformation to process parameters in rotary draw bending of thin-walled rectangular H96 brass tube[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(9): 2233-2240.
[15] �Ը�Ҫ. ���ھ��ι���������������弰���μ����о�[D]������: ������ҵ��ѧ, 2010.
ZHAO Gang-yao. Study on wrinkling behaviors and limit during NC rotary-draw bending process of thin-walled rectangular tube[D]. Xi��an: Northwestern Polytechnical University, 2010.
[16] �� �. ��е����ֲ�[M]. ��һ��. ����: ��е��ҵ������, 1991.
XU Hao. Machinery��s handbook[M]. 1st ed. Beijing: China Machine Press, 1991.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(50975235)����111�����Ǽƻ�������Ŀ(B08040)
�ո����ڣ�2013-03-14�������ڣ�2013-10-24
ͨ�����ߣ������������ڣ���ʿ���绰��029-88460212-803��E-mail: lyl@nwpu.edu.cn
ժ Ҫ��Ϊ�˿��ƾ��ι�������εĻص��ͽ�����Σ���������ѹ�������ٶȼ��������Ļص��ͽ����������ԪԤ��ģ�ͣ�������ɿ��Խ���ʵ����֤����������ģ���о�ѹ���Ħ���������г�ѹ���������ٶȶ�H96���ιܻص��������ε�Ӱ����ɡ����������Ħ�������ͼг�ѹ��Խ�ص��Ǻͺ����߶ȱ���ԽС����ѹ��Ժᡢ�ݽ�������������ȫ�෴��оͷ֧�������������ٶȵı仯�ܹ�Ӱ��ص������Ҳ���Ӿ������Ρ�����������ٶȵ�ѹ��߽�������Ϸ�����ʵ���������Ƕ�С��90��ʹ��ڵ���90����ܵĻص����ֱ�55.31%��36.45%��60����ܵĸ߶ȱ�����ƽ������1.79%��90���120����ܵĸ߶ȱ��������ֱ�5.98%��6.35%��
[1] �� ΰ, ������, ������, �ܿ���. ��ǿ�ְ��ѹ���εĻص������빤�ղ����о�[J]. ���Ͽ�ѧ�빤��, 2010, 18(6): 758-761.
[6] ������, �⽨��. ��ƽ����ܳ��ι��̵Ļص������о�[J]. ��ѹ����, 2009, 34(1): 89-92.
[7] �� ��, �⽨��. �ܲĿռ�����ص����������о�[J]. ������ҵ��ѧѧ��, 2011, 29(5): 811-817.
[15] �Ը�Ҫ. ���ھ��ι���������������弰���μ����о�[D]������: ������ҵ��ѧ, 2010.
[16] �� �. ��е����ֲ�[M]. ��һ��. ����: ��е��ҵ������, 1991.
XU Hao. Machinery��s handbook[M]. 1st ed. Beijing: China Machine Press, 1991.
