
DOI��10.19476/j.ysxb.1004.0609.2018.08.02
���������Ͻ�����Ľ��漰Ӳ��
�� ��1���� ��1, 2��������1, 2��������1, 2�������1
(1. ���մ�ѧ ���Ͽ�ѧ�빤��ѧԺ���� 212013��
2. ����ʡ�߶˽ṹ�����ص�ʵ���ң��� 212013)
ժ Ҫ��
��ZL109�Ͻ������Cu��������ʪ�ԣ�������������ɹ��Ʊ�ZL109-Al99.5��ZL109-ZL109���������������ɨ��羵�������Ƿ�����������������ṹ��Ԫ����ɣ�������������Ӳ�ȡ����������ZL109-Al99.5��ZL109-ZL109������������������õ�ұ���Ͻ��棬������Ϊ�ۺϽ������ɢ������ã�ZL109-Al99.5��Ӳ�ȴ�Al99.5���30HV������ZL109�Ͻ��������85HV����ZL109-ZL109��Ӳ�����ڽ��洦���ֲ��ȣ�Ӳ��Ϊ64HV���ң�������֯��Ҫ����Ϊ��(Al)��״����
�ؼ��ʣ�
ZL109�Ͻ������Cu���������������������ṹ��Ӳ����
���±�ţ�1004-0609(2018)-08-1499-08���� ��ͼ����ţ�TB331���� ���ױ�־�룺A
�����������������ġ����ࡱ����Ի���������岻ͬ�Ĺ���Ҫ�������Ƕ���300~400 ��Ĺ�������[1]���Ի������ϵ���ƺ����칤�յ��о�ؽ���µķ�չ��ZL109�Ͻ���ΪĿǰ����Ļ������Ͻ���һ�ֿ��ȴ���ǿ���ĺϽ𣬾��е͵�����ϵ������������ʴ�����Լ��ϸߵ�ǿӲ�ȵ��������ԡ�
����������Ϊһ��Һ-�����칤�գ���Ҫ�ǽ�Ƕ���Ԥ����ģ���У��������ڽ���Һ��ע���γɹ�-Һ���ϣ����������ֲ��Ͻ��洦�γ�һ����������ɢ�㣬ʹ�����ֲ����γ�ұ����[2]�����ڸ���������Ƶ�����ԣ��ںܴ�̶������������Ч�ʣ������˳ɱ���Ŀǰ�Ѿ���Al-�����[3]��Mg-Al[4]��Al-Cu[5-6]����ϵ�ϵõ��˹㷺��Ӧ�á�����Al-Al��ϵ�У���ΪAl�Ͻ��ڳ����±������һ�����ܵ�Al2O3��Ĥ����㱡Ĥ������ѧ�ȶ��Էdz��ã�����������к����ڻ�������ֹ������γɣ�����Al�Ͻ�������ʪ�ԺܲPAPIS��[7]ͨ����п�����ķ�ʽ�����Ͻ���滯ѧ����һ��Zn��ȡ�������Al2O3��Ĥ���Ӷ��ﵽ�������Ͻ������ʪ�Ե�Ŀ�ġ����ڻ�ѧ�ƻ�õı�Zn���ڸ�������Ĺ�������������������R��BNER��[8]��LIU��[9]�ڻ�ѧ��Zn�Ļ���֮�ϣ��������Ͻ�����п�������300~500 nm��Zn�㣬֮����ͨ����Ƶķ������5~20 ��m��Zn�㣬�ֱ��������AlSi9Cu3-Al99.5��6101-6101[10]��6101-A356���Ͻ����Ӽ�������Щ�����������Ӽ��У����ܿ���һ�����Ե�������ɢ���ɲ㣬�����Ͼ�Ϊұ���ϣ�����Ҫ�������ۺϽ������ɢ��Ϲ�ͬ�����γɵ�[11]��Ȼ��������������У��ϸߵĽ�ע�¶Ⱥ;ֲ��Ĺ��Ȼ��ǻ�ʹ��Zn�������Ͱ�������������ú����أ�����������Ĺ����ж��¶ȵİѿغͶƲ��ȵĴ������Ե���Ϊ��Ҫ��
��ZL109�Ͻ���ԣ�ZnԪ����һ������Ԫ�أ�ZnԪ�ص����ӻ�ʹ�úϽ�������������͡���Ͻ�Լ1%��CuԪ��(��������)����Cu�ںϽ����ܺͻ����γ�Al2Cu��ǿ�࣬������ǿ�������á���������[11]ͨ����Al-24Si�Ͻ������Cu�Ĺ���ʵ����Al-6Si�Ͻ��Al-24Si�Ͻ�ĸ������죬���Ƕ�Cu���պ�������֯�������о�ȴ�ʼ�����������������Ҫͨ�����Cu�ķ�ʽ����ZL109�Ͻ�������ʪ�ԣ��ڴ˻���֮���о��Բ�ͬ�IJ���Al99.5��ZL109�Ͻ�����Ľ�����֯�ͽ������ܣ�Ԥ��Ϊ������ͬ������ʹ�������£����ϵ�ѡ������칤�յ�Ӧ���ṩ����������ݡ�
1 ʵ��
1.1 ������ϼ����洦��
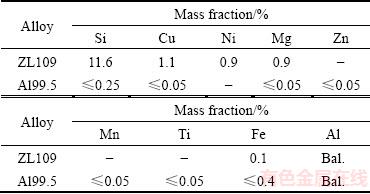
�������úϽ�ΪZL109�Ͻ����ô���ΪAl99.5������ɷ����1���С�
��1 ZL109�Ͻ��Al99.5��ѧ�ɷ�
Table 1 Chemical compositions of materials
��������Ƕ���ѡ��ZL109�Ͻ𣬺Ͻ����и�ӹ���15 mm��20 mm��25 mm��֮����ɰֽ��ĥ��1000�ţ���ϴ���������ɵȣ��ٽ��е��Cu��
1.2 ��������
���������������ķ�ʽ�����Ƚ�ZL109(��ͭ)�Ͻ�Ƕ���Ԥ���ڽ���ģ���У�ģ�ߺ�Ƕ���ͬʱԤ����200 �棬֮��ֱ���C2Cl6������Al99.5��ZL109�Ͻ���720 �潽ע��ģ���У��Ӷ������ZL109-Al99.5��ZL109-ZL109�������������������ʾ��ͼ��ͼ1��ʾ��
1.3 ��֯�ͳɷַ���
�������ý�����������е��ӵ����(���Һ�ɷ�ΪV(HClO4):V(C3H8O3):V(C2H5OH)=1:1:8����ѹΪ20V)�Ʊ������õ¹�Zeiss Observer.Z1m���������ʹ���������(EDS)��JSM-7001F��ɨ����������۲�������ò����Ⱥ��Ͻ�Ԫ�صķֲ������

ͼ1 ��������ʾ��ͼ
Fig. 1 Schematic illustration of compound casting
1.4 ����Ӳ�ȷ���
�������������Ӳ����ͨ��KB30S-FAȫ�Զ���Ӳ�ȼƽ��в�����Ӳ������Ϊ��е���������غ�Ϊ245 N���Զ�����10 s���ȡʾ��ֵ��
2 ��������
2.1 ZL109-Al99.5�����������֯�ͳɷַ���

ͼ2 ���Cu���ZL109-Al99.5��������������Ӱ��
Fig. 2 Influence of electroplating Cu layer of ZL109-Al99.5 joint by compound casting
���Cu�������ò��ͼ2(a)��ʾ����ͼ2(a)�п��Է��֣���Ƶ�Cu��ĺ�ȴ�ԼΪ20 ��m��ͼ2(b)��ʾΪZL109-Al99.5��������������òͼ�����Թ۲쵽Al99.5������������סZL109�Ͻ𣬴�ͼ2(c)���Կ�������ZL109-Al99.5����������Ľ����ϴ��۲쵽���ԵĽ��棬������Ϊ����ע�¶��㹻��ʱ��Ƕ�������������־ֲ��ۻ���Ƕ����и�Ԫ����֮��Al��������ɢ���γ����ԵĽ��档�ھֲ����ڵ�Ƕ��������Һ���ϵĹ����У����ϲ��ָ��Ӵ����¶ȷֲ��������ڽ���Һ��Ƕ���֮���γɵĽ������������ġ����⣬ͼ2(d)��ʾΪδ��Cu��ZL109�Ͻ�����ͬ�����¸�������Ľ�����òͼ�����洦�۲쵽һ�����Եķ�϶����ͼ2(c)�ȽϿ��Է��֣���Cu��ȷʵ��Ч�ظ�����ZL109�Ͻ�������ʪ�ԡ�
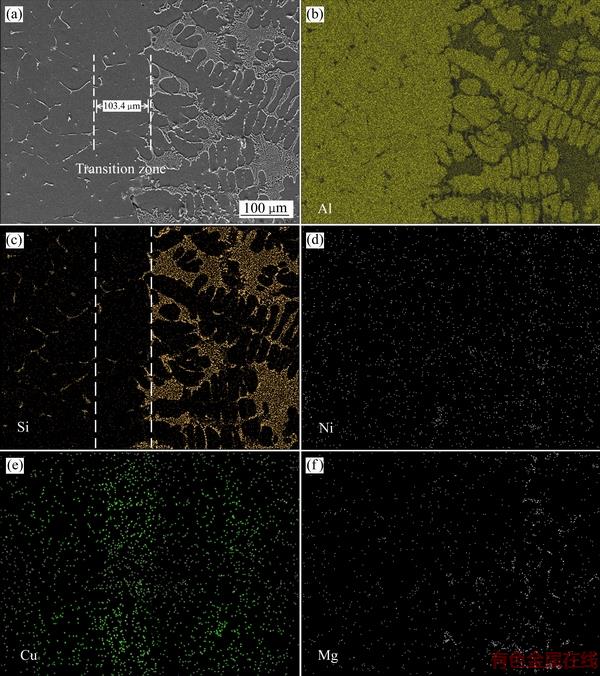
ͼ3 ZL109-Al99.5�������������SEM���Ԫ����ɨ��ͼ
Fig. 3 SEM images of interface region(a) and corresponding concentration maps of element Al(b), Si(c), Ni(d), Cu(e) and Mg(f)
ͼ3��ʾΪZL109-Al99.5����������IJ�ͬԪ�ص���ɨ��ͼ����ͼ3(a)���Է��֣�ZL109-Al99.5����������Ľ�������������������ȱ�ݣ�Al99.5��Ϊ���͵Ħ�(Al)���ṹ��ZL109��Ϊ��(Al)�������Si��֯���ɣ����߳����õ�ұ���ϡ�����SiԪ����ZL109�к����ϸߣ�����ͼ3(c)�е�Al99.5һ�����Si����ڣ����ؾ���ֲ�������SiԪ�ص���ɢ�����ž�����еģ�����Al-Si��Ԫ��ͼ����(Si)=11.9%��12.6%����SiԪ�غϽ������Թ������ڵġ���ͼ3(e)���Կ�����CuԪ����ԭ�Ʋ��λ�ô��и�������Al99.5��һ��ʾ��ȷֲ������ƣ����˵����ZL109����Ķ�Cu����ܵ�Al�����У���Al-Cu��Ԫ��ͼ��֪����(Cu)=1.1%��5.6%��Cu���Ԧ�(Al2Cu)������ںϽ��еġ���Ni��MgԪ����Ϊ��ZL109�����е�Ԫ�أ���ͼ3(d)��(f)��Ҳ������Al99.5���о��ȷֲ������ơ���Al-Ni��Ԫ��ͼ��Al-Si-Mg��Ԫ��ͼ��֪����(Ni)=0.9%��6.1%��Ni���Ԧ�(Al3Ni)������ںϽ��еģ���Mg�ںϽ�����Mg2Si��[12]���ڣ�����Mg��Cu��Ni�����ϵͣ�Mg2Si��Al2Cu��Al3Ni���������٣�����ZL109��һ��Ԫ�ص�ƫ�۲����ԡ�ͨ���Ա�ͼ3(a)��(c)���ڽ��洦������һ�����Ե���ɢ���ɲ㣬����Ϊ100 ��m���������ڸ�Ԫ�ص���ɢ������ͬ���¡�
��������ɢ�����У���Ԫ��������ɢ������ͬ����Al99.5һ��ķֲ�Ҳ����ͬ����Ԫ�ص���ɢ����������ɢϵ��D��ʾ����ɢϵ��Խ���������ɢ����Խǿ�� �����У�D0Ϊ���¶Ȼ����ص���ɢ������QΪ��ɢ�����ܣ�RΪ���峣����TΪ�����¶ȡ���Ԫ���ڱ�ʵ�齽ע�¶��µ���ɢϵ�����2���У�����Si����ɢϵ�������Ҳ�ܺõ�˵��������Al99.5����ֽ϶��Si�ࡣ������Щ��ɢ����Ũ���ݶ������ͣ���Ϊ��Al99.5��һ�࣬Si��Mg��Cu��Ni�ĺ�������Ϊ�㡣
�����У�D0Ϊ���¶Ȼ����ص���ɢ������QΪ��ɢ�����ܣ�RΪ���峣����TΪ�����¶ȡ���Ԫ���ڱ�ʵ�齽ע�¶��µ���ɢϵ�����2���У�����Si����ɢϵ�������Ҳ�ܺõ�˵��������Al99.5����ֽ϶��Si�ࡣ������Щ��ɢ����Ũ���ݶ������ͣ���Ϊ��Al99.5��һ�࣬Si��Mg��Cu��Ni�ĺ�������Ϊ�㡣
2.2 ZL109-ZL109�����������֯�ͳɷַ���
ͼ4��ʾΪ720 �潽ע�¶�������ZL109-ZL109���������������òͼ����ɨ�ֲ��������Դ�ͼ 4(a)���Կ����ڽ��洦�������Ե�ұ���Ϲ��ɲ㣬ͨ��SMile View����������֪������ɢ����ԼΪ70 ��m����ZL109��Cu����һ�����������֦״ͻ����ͼ4(b)ѡȡ��Ԫ����ɨ������ʾΪSi�࣬������Cu��ZL109��һ���������ۻ������ڽ�����ɢ�㴦Ԫ����AlԪ��Ϊ������Ҳ˵����ɢ����Ҫ�Ԧ�(Al)��֯Ϊ����ͼ4(c)��ʾΪCu��Ni��MgԪ������ѡ��ɨ��ķŴ�ͼ�����Թ۲쵽��Զ����������ZL109�Ͻ���Cu��Ni��MgԪ�ض�����ͬһ�����������ڽ��洦��ZL109��һ��Ҳ������Cu��Ni��MgԪ�ص���ֵ�壬����Cu��Ni��MgԪ����ZL109�Ͻ��е���ɢȡ����һ�µġ�
��2 ZL109�Ͻ��и�Ԫ����ɢϵ��
Table 2 Summary of diffusions of Si, Cu, Ni and Mg in ZL109 alloy

ͼ4 ZL109-ZL109������������ṹͼ
Fig. 4 Micrographs of interface region of ZL109-ZL109 compound casting joint
ɨ�����ɨ����λ�ó��ַ�ֵ����Ϊ����Ԫ���ڴ�λ��ƫ�ۣ�������Mg2Si��Al2Cu��Al3Ni�ࡣMgԪ�صķ�ֵ��Cu��Ni�ķ�ֵ������Ϊ����������Mg��ԭ����ռ��2/3��Cu��ԭ����ռ��1/3��Ni��ԭ����ռ��1/4����Mg��Cu��Ni�ںϽ��е���������������ɸ������ԭ����������ֵ�������Mg��ԭ����ԼΪ��Cu��Niԭ������2.5�����ң���ͼ4(c)��ʾ��MgԪ�ط�ֵ��Լ��Cu��Ni��ֵ��3�������
����[14]�о�������Cu��Al-1.5%Cu-0.4%Si�Ͻ��е���ɢϵ������Al99.5�ıȽϽӽ�����Cu��Al-1.5%Cu-12.5%Si����ɢϵ��Ҫ��ǰ���ߵ����4~5������ʾ��Si������Cuԭ�ӵ���ɢ������Ӱ�죬�������ںϽ��д������ڵ���״����״Si���ΪCuԭ�ӿ�����ɢ��ͨ����Cuԭ�Ӷ���������Si���Si���-Al�����������Ǩ�ƣ���Ҳ���ڽ��洦δ�ܼ�����ͼ3(e)��CuԪ�ظ��������ԭ��
2.3 �����ϻ���
�����������������Ҫ���ۺϽ������ɢ�������[15-16]���ۺϽ�Ͻ����γɹ���Ϊ��1) ��עҺ��Ƕ�����Ӵ���2) ��Һ�̽��洦��עҺ����˲ʱ���̣�3) ������Һ̬�����д��ڵ��������ʹ��˲ʱ���̲��ٴ��ۻ���4) ���ۻ��Ľ�עҺ��δ���̵Ľ�עҺ�Ӵ���ϣ�5) Ƕ������㿪ʼ�ۻ������뽽עҺ���죻6) ��㽽עҺ�������ڷ������̡���ɢ��Ͻ����γɹ���Ϊ��1) ��עҺ��Ƕ�����Ӵ���2) ��עҺ�ڽ�ϴ����̣�3) ���̲��и�Ԫ����Ũ���ݶȺ�����ɢ������Ƕ�������ɢ��4) Ƕ�����ϴ����־ֲ���ȫ���ۻ����γɽ��棻5)��㽽עҺ���������γ����̡�
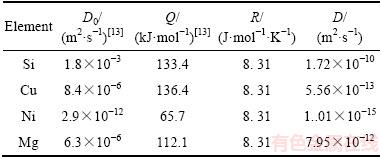
��������ZL109-Al99.5��ZL109-ZL109������������ԣ�������Ͻṹ��Ҫʾ��ͼ��ͼ5��ʾ����������Һ̬������עҺ��Ƕ�������Ӵ�ʹ��Ƕ���������־ֲ����ڵ�״̬���������ۺϽ�ϡ���ZL109-Al99.5����������У�
(a) Cu���ܽ⣬�����ڽ���Һ��ϣ�
(b) ZL109(Cu��)Ƕ�����ȴ���Ӵ��洦��(Al)����������
(c) Si��Mg��Ni��Cu��Ԫ����Ũ���ݶ���ZL109�Ͻ����Al99.5����ɢ�γɽ��棻
(d) Al99.5��עҺ�����������̡�
���¶Ȳ����ߵ�ʱ��CuԪ�ص���ɢ����֣��ڽ��洦CuԪ�غ����ϸߡ���ZL109-ZL109����������У�
(a) Cu���ܽ⣬�����ڽ���Һ��ϣ�
(b) ZL109(Cu��)Ƕ�����ȴ���Ӵ��洦��(Al)����������
(c) Si��Mg��Ni��Cu��Ԫ���Թ���ZL109(Cu��)Ƕ�������Һ��ZL109��עҺ����ɢ�����¶��ݶȵĴ��ڣ�Ԫ��Ҳ�����ٲ�����Һ��ZL109��עҺ�������ZL109(Cu��)Ƕ��������ɢ��
(d) ZL109��עҺ�����������̡�
����Si������Ӱ�죬ʹ��CuԪ����ɢ�ú���ȫ����������CuԪ�غ�������һ�¡�
ͼ5 ����ṹʾ��ͼ
Fig. 5 Schematic drawing of final interface structure by compound casting
�ۺϽ��ʱ��Һ��������Ӵ����õ�ʱ����Խϳ�����߽�ע�¶��������ۺϽ�ϣ���Һ������Ӵ�����ʱ��϶̵�����ɢ��ϣ��ӳ�����õ�ʱ������������ɢ��ϡ������ֽ�ϻ�����˵���ܹ�ʹ�Ӵ�������־ֲ�����״̬�Ե���Ϊ��Ҫ�����Ҫ����ƺý�ע�¶ȡ��������������ṹͨ�����������ֻ�����ͬ���õĽ�������Ƿ����������ۺϽ�ϣ����ž�������ɢ������γɽ��档
2.4 �����������Ӳ�ȷ���
ͼ6(a)��ʾΪ��Ӳ�ȼ���ZL109-Al99.5���������������ֲ�ͼ����ͼ6(a)�а���Ϊ�Գ��ᡣ��ͼ6(b)�п��Կ���Al99.5��ά��Ӳ�ȷ�ΧΪ30~35HV�����������ɢ���Ӳ�ȷ�ΧΪ45~75HV��ZL109��Ӳ�ȷ�ΧΪ80~85HV��ZL109Ӳ�ȸ�����Ϊ���Al99.5���ԣ����������ԭ��ռ�ݾ����ļ�϶�����ܵ���(Al)���У����������ɢ��Ӳ�ȱ�Al99.5�ĸ�ȴ��ZL109�ĵ���������ԭ�Ӽ����ɢ���ã�ʹ�ý�������Ԫ�ص��������С��Ӿ��鹫ʽHV��3��y[17] (��yΪ����ǿ��)������������������Ӳ��ԼΪ��������ǿ�ȵ�3���������洦����Ӳ�ȱ�Al99.5��Ҫ�ߣ�˵�����洦������ǿ����ȻҪ�ȹ�ҵ����Al99.5��Ҫ�ߡ�
ZL109-ZL109�������������Ӳ�ȴ��ֲ�ͼ��ͼ7(a)��ͼ7(b)��ʾ��ͼ7�Т�����Ϊ������ɢ������ͼ7(c)���Է��֣�ZL109��Ӳ��Լ85HV���ң������������ɢ���Ӳ�ȷ�ΧΪ60~75HV����Ӳ�ȵ͵�ԭ�����ڽ����γ��˦�(Al)�࣬�ҽ���ṹ��Ҫ�Ԧ�(Al)��״��Ϊ������ͼ7(d)Ԫ����ɨ��ͼ���ѷ��֣��ڽ��洦��AlԪ�غ���һֱ����һ����ֵ״̬��ż�����ֵ�SiԪ�ز���Ҳ�����˽�������Ӳ��Ҫ��֮�Ҳ��Ҫ�ߡ�ZL109-ZL109��������������(Al)�����ȴ����Ӱ�쵽���Ƿ��γɵ��ᾧ��ͨ����˵����ȴ�ٶ�(CR=2��104SDAS-2.67)����4 K/sʱ[18]�����ڸ���������洦��ýϺõĦ�(Al)���ᾧ��SDAS(second dendrite arm spacing)�Ƕ���֦����֮��ļ�࣬��ͼ7(b)�еĢ������֪��SDASԼΪ24 ��m��������ȴ�ٶ�ԼΪ3.7K/s�����γɲ��˦�(Al)���ᾧ�ģ���������֯�Ԧ�(Al)��״��Ϊ����
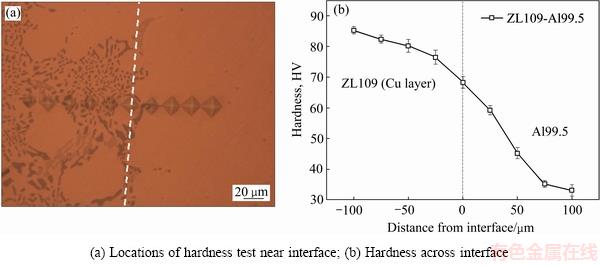
ͼ6 ZL109-Al99.5�����������Ӳ��
Fig. 6 Microhardness of ZL109-Al99.5 compound casting joint
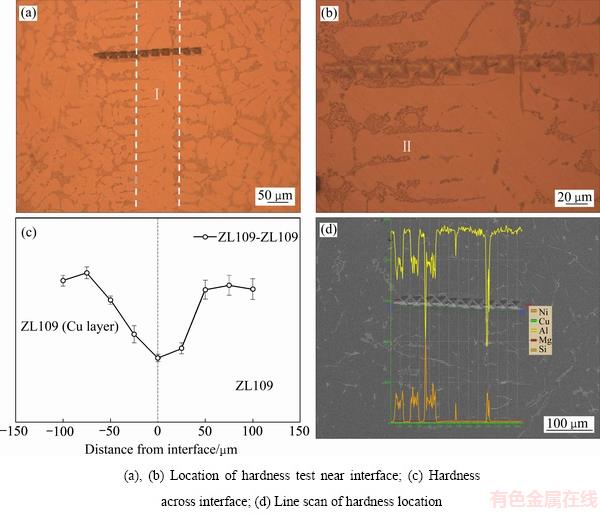
ͼ7 ZL109-ZL109�����������Ӳ��
Fig. 7 Microhardness of ZL109-ZL109 compound casting joint
3 ����
1) ͨ����ZL109�Ͻ������Cu�ķ�ʽ������ZL109�Ͻ�����Ͻ�����ʪ�ԣ����ڴ˻����ϳɹ��Ʊ�����������ұ���Ͻ����ZL109-Al99.5��ZL109-ZL109�����������
2) ��������Ҫ���ۺϽ�Ϻ���ɢ����ۺ����õĽ����Ԫ�ص���ɢ������Ũ���ݶȵĴ��ڲ��ܸ�����ɢ������Ӱ�졣
3) 720 �潽ע�õ���ZL109-Al99.5�������Ӳ�ȴ�Al99.5����ZL109�Ͻ���������ZL109-ZL109��Ӳ�����ڽ��洦���ֲ��ȣ�������֯��ҪΪ��(Al)��״����
REFERENCES
[1] ������. ���Ͻ�������ϵ��з���Ӧ�ý�չ[J]. �Ϸ�ѧԺѧ��(�Կư�), 2012, 22(3): 46-49.
CHEN Qi-yun. Reviews of research and application on aluminum alloys piston material[J]. Journal of Hefei University (Natural Sciences), 2012, 22(3): 46-49.
[2] FEHIM F. Recent developments in explosive welding[J]. Materials and Design, 2011, 32(3): 1081-1093.
[3] LIU H W, GUO C, CHENG Y, LIU X F, SHAO G J. Interfacial strength and structure of stainless steel-semi-solid aluminum alloy clad metal[J]. Materials Letters, 2006, 60(2): 180-184.
[4] XU G, LUO A A, CHEN Y, SACHDEV A K. Interfacial phenomena in magnesium/aluminum bi-metallic castings[J]. Materials Science & Engineering A, 2014, 595(5): 154-158.
[5] TANAKA Y, KAJIHARA M, WATANABE Y. Growth behavior of compound layers during reactive diffusion between solid Cu and liquid Al[J]. Materials Science and Engineering A, 2007, 445: 355-363.
[6] LU T, WANG Q, SUI Y, WANG Q G, DING W J. An investigation into interface formation and mechanical properties of aluminum-copper bimetal by squeeze casting[J]. Materials & Design, 2016, 89: 1137-1146.
[7] PAPIS K J M, HALLSTEDT B, LOFFLER J F, UGGOWITZER P J. Interface formation in aluminium-aluminium compound casting[J]. Acta Materialia, 2008, 56(13): 3036-3043.
[8] RUBNER M, GUNZL M, KORNER C, SINGER R F. Aluminium-aluminium compound fabrication by high pressure die casting[J]. Materials Science and Engineering A, 2011, 528(22): 7024-7029.
[9] LIU T, WANG Q D, LIU P, SUN J W , YIN X L, WANG Q G. Microstructure and mechanical properties of overcast aluminum joints[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(4): 1064-1072.
[10] LIU T, WANG Q D, SUI Y, WANG Q G. Microstructure and mechanical properties of overcast 6101-6101 wrought Al alloy joint by squeeze casting[J]. Journal of Materials Science and Technology, 2016, 32(4): 298-304.
[11] ������, �� ��, �� ��, �� ��, �� ��, л����, �����. ���ͭ��������/��˫������-Һ���츴�Ͻ����Ӱ��[J]. ú���е, 2016, 37(10): 55-57.
LI Yu-xuan, QIN Rong, GAO Xiang, WANG Han, ZHANG Chi, XIE Meng-qin, WANG Jin-guo. Effect of electroplating copper treatment on composite interface of aluminum/aluminum double metal solid liquid casting[J]. Coal Mine Machinery, 2016, 37(10): 55-57.
[12] INTERNATIONAL A. Journal of phase equilibria and diffusion[M]. New York: ASM International, 2004.
[13] DU Y, CHANG Y A, HUANG B, GONG W P, JIN Z P, XU H H, YUAN Z H, LIU Y, HE Y H, XIE F Y. Diffusion coefficients of some solutes in FCC and liquid Al: Critical evaluation and correlation[J]. Materials Science and Engineering A, 2003, 363(1/2): 140-151.
[14] �Ŷ���, �� ��, �� ΰ, ������. �����ͭ��Al-Si-Cu�Ͻ�����ɢ�ٶ�Ӱ����о�[J]. �����ȴ���, 2006, 31(6): 13-16.
ZHANG Ding-fei, PENG Jian, LAN Wei, ZENG Ding-ding. Effect of silicon phase on copper diffusion speed in the Al-Si-Cu alloys[J]. Heat Treatment of Metals, 2006, 31(6): 13-16.
[15] �� ƽ, �� ��, ������. ��Һ˫�������������о���չ[J]. ���ϵ���, 2014, 28(1): 26-30.
LIU Ping, LIU Teng, WANG Qu-dong. Research progress on liquid-solid bimetal compound casting[J]. Materials Review, 2014, 28(1): 26-30.
[16] ��ҫ��, ������, ��˼��. Һ�̽��˫�������ϲ��Ͻ����о�[J]. ��е����ѧ��, 2000, 36(7): 81-85.
LIU Yao-hui, LIU Hai-feng, YU Si-rong. Study on bimetal composite material interface by liquid-solid bonding[J]. Journal of Mechanical Engineering, 2000, 36(7): 81-85.
[17] YOUSSEF K M,SCATTERGOOD R O, MURTY K L, KOCH C C. Nanocrystalline Al-Mg alloy with ultrahigh strength and good ductility[J]. Scripta Materialia, 2006, 54: 251-256.
[18] OKAYASU M, OHKURA Y, TAKEHCHI S, OHFUJI H, SHIRAISHI T. A study of the mechanical properties of an Al-Si-Cu alloy (ADC12) produced by various casting processes[J]. Materials Science and Engineering A, 2012, 543: 185-192.
Interface and hardness of piston aluminum alloy prepared by compound casting
ZHOU Xiang1, CHEN Gang1, 2, ZHAO Yu-tao1, 2, ZHANG Zhen-ya1, 2, XU Jin-kang1
(1. School of Materials Science and Engineering, Jiangsu University, Zhengjiang 212013, China;
2. Jiangsu Province Key Laboratory of High-end Structure Materials, Zhengjiang 212013, China)
Abstract: A copper layer was electroplated on the surface of ZL109 alloy to improve its wettability, and ZL109-Al99.5 and ZL109-ZL109 joints were successfully prepared by compound casting. The microstructure and composition of the compound casting joints were analyzed by scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS). The results show that ZL109-Al99.5 and ZL109-ZL109 compound casting joints have good metallurgical bonding interface and the interface is mainly in the form of diffusion bonding, assisting with fusion bonding. The microhardness of ZL109-Al99.5 interface layer increases from Al99.5 side to ZL109 side, while there appears a microhardness trough value at the interface of ZL109-ZL109 compound casting joint, because the interface mainly consists of ��(Al) columnar crystals.
Key words: ZL109 alloy; electroplating copper; compound casting; interface; microstructure; microhardness
Foundation item: Project(U16642541) supported by the National Natural Science Foundation of China; Project (BA2016159)supported for Transformation of Scientific and Technological Achievements in Jiangsu Province, China; Project(BE2015148) supported for Key Research and Development in Jiangsu Province, China; Project(BE2012135) supported by Jiangsu Science and Technology, China
Received date: 2017-07-06; Accepted date: 2018-01-24
Corresponding author: CHEN Gang; Tel: +86-13952860956; E-mail: gchen@ujs.edu.cn
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ�����ص���Ŀ(U16642541)������ʡ�Ƽ��ɹ�ת��ר���ʽ���Ŀ(BA2016159)������ʡ�ص��з��ƻ���Ŀ(BE2015148)������ʡ�Ƽ�֧�żƻ���Ŀ(BE2012135)
�ո����ڣ�2017-07-06�������ڣ�2018-01-24
ͨ�����ߣ��� �գ����ڣ���ʿ���绰��13952860956��E-mail: gchen@ujs.edu.cn
ժ Ҫ����ZL109�Ͻ������Cu��������ʪ�ԣ�������������ɹ��Ʊ�ZL109-Al99.5��ZL109-ZL109���������������ɨ��羵�������Ƿ�����������������ṹ��Ԫ����ɣ�������������Ӳ�ȡ����������ZL109-Al99.5��ZL109-ZL109������������������õ�ұ���Ͻ��棬������Ϊ�ۺϽ������ɢ������ã�ZL109-Al99.5��Ӳ�ȴ�Al99.5���30HV������ZL109�Ͻ��������85HV����ZL109-ZL109��Ӳ�����ڽ��洦���ֲ��ȣ�Ӳ��Ϊ64HV���ң�������֯��Ҫ����Ϊ��(Al)��״����
