
���±�ţ�1004-0609(2013)11-3015-09
2024�������Ͻ���̬������������ȴ�ͱ��¹����е���֯�ݱ�
��Ԫ��1, 2�����˺�1��������1��������1���ܺ�ΰ1��������1
(1. ����������ѧ ����ʡ��ɫ�����²���ʡ�����������ص�ʵ���ң����� 730050��
2. ����������ѧ ��ɫ�����Ͻӹ��������ص�ʵ���ң����� 730050)
ժ Ҫ��
����Һ�㷨�о�2024�������Ͻ���̬������������ȴ�Ͳ�ͬ�¶ȱ��¹����е���֯�ݱ䡣�����������������ȴ�����У����Ϲ����ʡ�������������ߴ缰��״���Ӿ����¶Ƚ��Ͷ���������ͬ�¶ȱ���ʱ�����Ϲ������ڶ�Ӧֵ��С������������������ߴ�����������״�����ȼ�С����������С��1.3~1.4֮�䡣������ȴǰ�ڽ��Ϲ����ʵ�������Ҫ�ܹ���������������ƣ���������Ҫ�ɹ�������ij�����ơ����¹����н�����֯�ݱ�ɷ�Ϊ�ۼ���֯�ֽ⡢�����ϲ��ֻ��Ϳ����컯3���Σ�������������ij�����ɷ��϶���ѧ���� ��
��
�ؼ��ʣ�
2024 �������Ͻ������̬��������������ȴ����������֯�ݱ���
��ͼ����ţ�TG146.2 �� �� ���ױ�־�룺A
Microstructure evolutions of semisolid slurry of 2024 wrought aluminum alloy during continuous cooling and isothermal holding
LI Yuan-dong1, 2, LIU Xing-hai1, LI Yan-lei1, SUO Jiang-long1, ZHOU Hong-wei1, ZHANG Xin-long1
(1. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials, Lanzhou University of Technology, Lanzhou 730050, China;
2. Key Laboratory of Non-ferrous Metal Alloys and Processing, Ministry of Education, Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: The microstructure evolutions of 2024 wrought aluminum alloy slurry during continuous cooling and isothermal holding were investigated by a simple technique of water quenching. The results show that during the continuous cooling course, the solid fraction, average particle size and shape factor increase continuously with temperature decreasing. While during the isothermal holding stage, the solid fraction of the slurry fluctuates at the corresponding values, the particle size of the primary solid phase increases continuously, and the shape factor decreases firstly, then increases and finally decreases to a value between 1.3 and 1.4. The increase of solid fraction during continuous cooling is dominated mainly by the precipitation of solid-phase particles in the early stage, and by the growth of solid-phase particles at last. The evolution process of isothermal holding can be divided into three steps: disaggregation of the chain structure, mergence and coarsening, and the final ripening of primary particles. These primary solid particles grow by obeying the kinetic law in the whole isothermal holding process.
Key words: 2024 wrought aluminum alloy; semi-solid; slurry; continuous cooling; isothermal holding; micro-structure evolution
�������Ͻ�㷺���ڽ�ͨ���䡢���պ��졢���Ӽ���װ�ȹ�ҵ����һ���Զ�ѹ�ͼ�ѹ�����Գ��ι��ճ��Ρ����Գ����ܵõ���ǿ�ȵ���������豸���ӣ����Ĵ������ɱ��ߣ����ܼӹ��������ƣ����Ի����״���ӵ��������ͳ���칤�ճɱ��ϵͣ����ܳ�����״���ӵ������Ȼ�����������Ͻ����̷�Χ�Ͽ��������Բ����������Σ��ײ������ѡ����ס����ɵ�ȱ�ݣ�����������Ա�֤[1-2]�����̬���������ù�Һ�������¶ȵĽ������Σ���������̼ӹ������Լӹ��ij����������¶ȵͣ����ο���С���Գ����豸Ҫ�ͣ������ģ������������ɱ���֮���ͣ����ڰ��̬���ι�������һ���Ĺ�����ڣ���С�������������������������ȱ�ݵIJ������Ұ��̬������Һ̬�����ȴ��ι����в����������������ɡ���������ȱ�ݣ�����ɽ����ȴ����ͱ��洦������������ܵõ��˱�֤[3]�����̬���ι�������ʵ���ڱ�֤�������Ͻ�������ܵ�ǰ���½����������ɱ�����������ѧ�߲��ð��̬������ι��ճ��α������Ͻ𣬵õ������ܽӽ��ͼ�ˮƽ�����[4-6]��Ҳ��ѧ�߶Ա������Ͻ���̬���϶������۹����е���֯�ݻ����ɽ������о�[7-9]��Ϊ�������Ͻ�Ĵ�������ṩ��ָ�����봥�������ȣ��������������������Ʊ����������ۣ��ɱ����ͣ����Ÿ���������ι��յķ�չ�����ϵĴ�����������谭�������Ӧ�õ�������һ���̶��ϵõ��˽����������������ܵ����ǵ�����[10]���������Ͻ���������Ҳ�ܵ���ѧ���ǵĹ�ע����������OH��[11]�о���A6061��A7075�������Ͻ�ĵ�Ž����Ʊ�����ģ�ͽ��ϣ����������ƽ������Խ�����֯�ص��Ӱ�졣KIM��[12]�о��˵�Ž����Ʊ�A6061���Ͻ�������콬�ϲ������˵�Ž��蹤�ղ�����������ܵ�Ӱ�졣CURLE��[13-14]�о���CSIR-RCS�����Ʊ�2024��6082 ��7075 ���Ͻ� �ϣ�����������ѹ����Ҳ�õ������ܽӽ���ͬ���϶ͼ�ˮƽ�����������Ҳ�о�����ͬ�ƽ������¼�Ti ϸ����7075���Ͻ������ѹ����<IMG src="/web/fileinfo/upload/magazine/12381/305384/lu.jpg" onload="if(this.width>650){this.height=this.height*650/this.width;this.width=650;}">��[15]���ó����������Ʊ�5052���Ͻ��ϣ��о��˸úϽ�������ע��ѹѹ�������������������֯�����ܡ�GUO�� [16-18]��LSPSF�����Ʊ�7075��2024���ϼ������伷ѹ��������Ļ�е���ܽ����˽�ȫ����о���GUAN��[19-21]���ô�����б���ƽ��������伷ѹ���������Ƴɹ��Ʊ���A2017��6201�ȱ������Ͻ�ܡ����ĺ��Ͳġ���骵�[22]�о���7075���Ͻ�����伷ѹ���죬Ҳ�õ�����֯�����������ף�����ǿ�Ƚӽ��ͼ�ˮƽ�Ĺ�����
Ŀǰ���о�֤ʵ�˲��ð��̬������ι����ܻ�����������ı������Ͻ�������������Ͻ�������ε��о���Ҫ���������������֯����ѧ���ܷ��棬�ƽ������н��ϵ���֯�ݱ����ȴ��δ�ܵ���ע������������������֯�����ܴܺ�̶���ȡ���ڰ��̬���ϵ���֯����ˣ����б�Ҫ�о��������Ͻ�����֯�ݱ���ɣ�Ϊ�佬�ϵĸ�Ч�Ʊ��춨��������ǰ���о��Ļ���[23-24]�ϣ��������߲�����������(Self-inoculation Method��SIM)�Ʊ�2024�������Ͻ��ϣ��о�������������ȴ�Ͳ�ͬ�¶ȱ��¹�������֯�ݱ���ɣ�Ϊ2024���κϽ�Ľ��ϵ��Ʊ��ṩ�����빤�����ݣ��Դٽ��������Ͻ�İ��̬������εķ�չ��
1 ʵ��
�Թ�ҵ����(��������Ϊ99.95%)����þ(��������Ϊ99.99%)��Al-50%Cu(��������)�м�Ͻ�Ϊԭ�ϣ���SG-7.5-10����������¯�н��кϽ��������Ͻ�ɷַ�������1����ʾɨ�����ȷ���(DSC)ȷ���Ͻ�Һ�����¶ȹ������¶ȷֱ�Ϊ636.2��490.5 �档
��1 2024�Ͻ�Ļ�ѧ�ɷ�
Table 1 Composition of 2024 alloy (mass fraction, %)

ʵ��ǰ�ڶ�ʯī�����Ͳ���ֽ����ռ�����ˢZnOͿ�ϣ���ɺ�Ԥ�ȡ���SG2-7.5-10����������¯��ÿ������1 000 g�Ͻ������¶ȴﵽ750~760 ��ʱ������������Ϊ1.5%��C2Cl6(��������)�����������������ȴ��720 ����á������������������Ʊ����̬����[23]���������������ɷ���Ŀ��Ͻ���ͬ����СΪ5 mm��5 mm��5 mm����������������Ϊ����������5%�������ɵ���������Ϊ600 mm����б�Ƕ�Ϊ45�㣬����ʾ��ͼ��ͼ1��ʾ����Ҫ�����������£�1) ��ʢ��720 �����Һ�������м������������������Ѹ�ٽ�����ȣ�2) ��������1�������Ľ���Һ����������۵ĵ������ϣ����ڵ������·���Ԥ�ȹ��������ռ�����Һ��3) �Խ��Ͻ���������ȴ����±��¡�
������ȴ�������½��У�������������¶Ȳɼ��豸�ɼ��¶ȣ��ɼ����Ϊ200 ms�����±�����SX2-4-10����ʽ����¯�н��У��� KSG-12-12���¶ȿ����������¶ȣ��¶�ƫ���1 �档��Ԥ�ȹ���ʯӢ�ܳ�ȡ�����ĺϽ���Һ������ͬʯӢ��Ѹ��ˮ�㣬����ʯӢ�ܺ�õ�������ʯӢ��ֱ��Ϊ10 mm���ڱ�ʵ���У��ֱ�Ե�������ڴ�(Լ690 ��)�����������ڴ�(Լ645 ��)��������ȴ��635��630�� 625�� 620��615 �棬�ֱ����635��625��615 �汣��3��5��10��30 min�Ľ��Ͻ���ȡ�����õ���ͬ״̬�µĽ�����֯��Ϊ���Աȣ���ʵ����Ҳ��2024���Ͻ�����˽����ͽ�ע��ȡ����
���������н�ȡ���⣬��ʴ(��ʴҺ�ɷ�Ϊ1 mL HF+1.5 mL HCl+2.5 mL HNO3+95 mL H2O)����MEF-3����ʽ���������۲�����֯��ò������ Image-Pro Plus5.0 �������й����ʡ�ƽ������ֱ������״���ӵIJⶨ�������о����£�
 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
ʽ�У�fsΪ�����ʣ�AiΪ�����������ATΪ������������������NΪ�����������ڵĿ�����Ŀ��DΪ����ֱ����PiΪ�����������������Բ�ܳ���FiΪ������״���ӣ�FΪ������״����ƽ��ֵ�����СԽ�ӽ���1������ԽԲ����
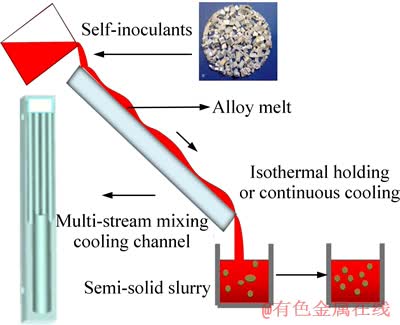
ͼ1 ���������취����ʾ��ͼ
Fig. 1 Schematic of self-inoculation method(SIM)
2 ���������
2.1 �������γ�
��ͳ�����ͽ�ע��2024�������Ͻ�ij�����(Al)Ϊ�ִ���֦����֯(��ͼ2)��������������������ִ���֦��ϸ���ɵ��ᾧ��Ǿޱ״��ͬʱ�����в����˴���ϸС�IJ��������״��(��ͼ3(a))�������������� ������֦����ȫ��ʧ���������������ᾧ�ʹ���ϸС�IJ��������״��(��ͼ3(b))��
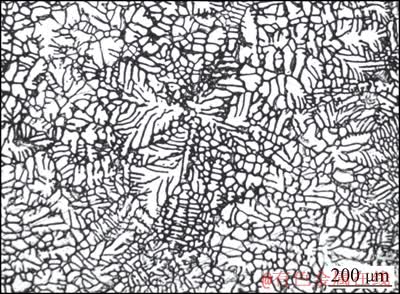
ͼ2 2024���Ͻ��������̬��֯
Fig. 2 As-cast microstructure of 2024 wrought aluminum alloy poured at 720 ��
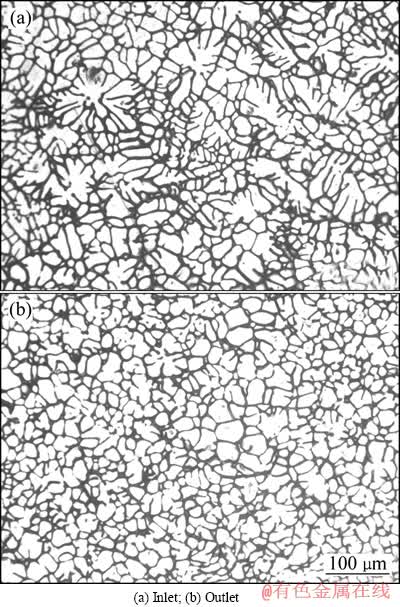
ͼ3 ��������ڴ�����ڴ�2024�������Ͻ���ˮ����֯
Fig. 3 Water quenched microstructures of 2024 wrought aluminum alloy slurry of multi-stream mixing cooling channel
ͼ4 2024���Ͻ���������ȴ������֯�ݱ�
Fig. 4 Microstructure evolution of 2024 wrought aluminum alloy during continuous cooling
����Ͻ�����ɷ���ȫ��ͬ������״̬�µ����������������뵽720 ��������У������ڲ����ϴ���¶�������ֲ���������κˣ���֦���γɺͳ����ܵ����ơ����⣬�����������������������й�����֯�����ۻ����϶�ʱ���ڳ����������û���ۻ����ۻ������ͷŵ������У����Ŵ����ӵ����ã��ٽ�����״���������γɡ������������������������������������ڱڵķ��Է��κ˻������ã��γɴ���ϸС�ļ��侧���������������ˢ�����侧���������γɴ��������뾧����������������еľ����ܶȡ������в������֦����Ǿޱ״��Ҳ�ڶ�����ˢ�����еõ���һ��ϸ��ֱ��������
�����������������������в����¶�������ֲ������κˣ���֦�����γɺͳ����ܵ����ơ����������ɵ������������о���������һ�����ӣ����˷ֲ�������ȡ��õ��˾����ܶȸߣ��ֲ����ȵĽ�Һ�����¶ȵ�2024�Ͻ�����(��ͼ3(b))����Ϊ������������ȴ����±��¹����г�����������Ľ����������;��ȷֲ��춨�˻�����
2.2 ������ȴ���̽�����֯�ݱ�
���������ڴ��¶�(ԼΪ645 ��)�Ը���Һ�����¶�(636.2 ��)�������¶��侲��������ȴ���ֱ��635��630��625��620��615 ��Ľ��Ͻ���ˮ��ȡ��������������֯�۲���Կ�������ȴ��635 ��ʱ�������п���״������(Al)������Һ���оۼ��ֲ�(��ͼ4(a))����ȴ��630 ��ʱ������������ߴ����������ֲ��ȽϾ���(��ͼ4(b))���������µ�625 ��ʱ������������ߴ����������н����Եĺϲ���������(��ͼ4(c))����ȴ��620 ����Ϲ����ʺܸߣ�������������ߴ�ϴ����β��������䷢���˺ϲ��ֻ�(��ͼ4(d))����һ�����µ�615 ��ʱ�������й������ճ���ϲ����أ��ߴ�ܴ���ò���������Ե�Ƚ�Բ��(��ͼ4(e))���ɼ��ϲ��ֻ���Ŀ�����ʼ�����컯����ͼ4���Կ�����������ȴ��һ���������������ͬʱϸС��״�����������Ĺ��̣������г�����������ߴ���ϴ�����֯�ϲ
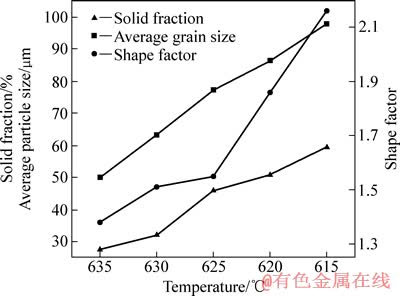
ͼ5 ������ȴ���̽��Ϲ����ʡ�������������ߴ����״�������¶ȱ仯����
Fig. 5 Plot of solid fraction, average grain size, shape factor as function of temperature during continuous cooling stages
��������ȴ���̽�����֯�Ŀ����ߴ硢��״���ӡ����������¶ȱ仯����(��ͼ5)���Կ��������Ϲ����ʡ������������ƽ���ߴ����״�������¶Ƚ�����������������635 ��ʱ��27.34%���ӵ�615 ��ʱ��57.22%����������ƽ�������ߴ���49.49 ��m���ӵ�97.66 ��m����״������1.38����2.16��ֵ��ע����ǣ���630~625 ���¶������ڣ����Ϲ����ʼ������ӣ���״�������ӷ��Ƚ�С����ȴ��625 ���Ժ������������ʼ�С������״����ȴ�������ӡ����������Ϊ��630~625 ���¶���������������ϸС��״�������϶࣬�������Ĺ�������ֻ�ȴ�����ԣ����¹��������ӽϿ�����ϵ���״�������ӽ��������µ�625 ���Ժ����й�������ֻ����ԣ������״���Ӽ������ӡ��ɴ˿ɼ�����������ȴǰ�ڣ���Ҫ�dz�����������������½��Ϲ����ʵ����ӣ�����������ȴ���ڣ���������ij������Ϊ�����ʵ����ӵ���Ҫ���ء�
������ȴ�����У�������֯�仯�ܿ�(�����н��ϵ���ȴ����ԼΪ0.2 ��/s����635 �潵�µ�615 ���ʱ����2 min)��ˮ�㷨ȡ���������ڿ��ƣ��ټ���ˮ�㷨��������[25]����ʵ��ֻ�ܷ�ӳ������֯�Ĵ����ݱ���̣���ˣ��ڴ˲���������ȴ��֯�ݱ��������ϸ������
2.3 ���±��¹��̽�����֯�ݱ�
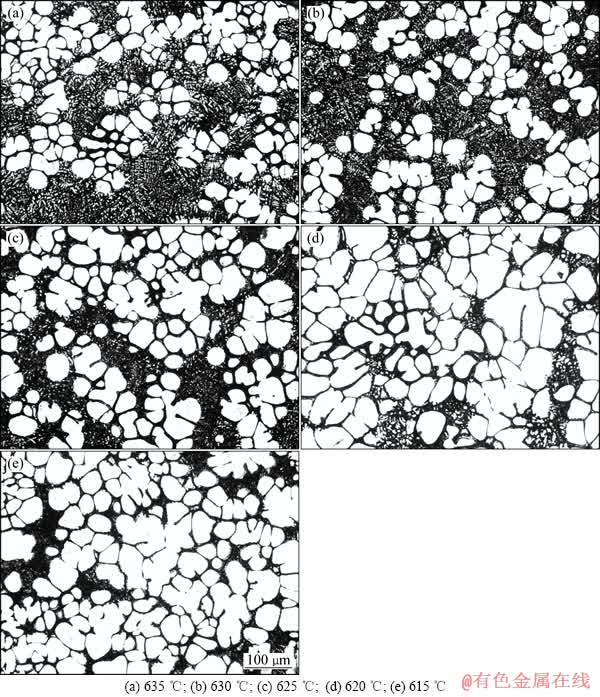
��ͼ6���Կ���������3 minʱ��������ȴ�Խ�����֯��Ӱ����δ��ȫ������������������ʾۼ�״̬(��ͼ6(a)~(c))������5 min��ۼ���ֽ⣬������������������о��ȷֲ�(��ͼ6(d)~(f))������10 minʱ�����г�����������ߴ���������λ���������������(��ͼ6(g)~(i))������ʱ���ӳ���30 minʱ��������ϲ��ֻ����أ���������Ҫ��һЩ�ߴ�ϴ���״������Ե�⻬�Ĵ����(��ͼ6(j)~(l))����635 �汣��ʱ�����Ϲ����ʽϵͣ������������ʼ�մ���С��Χ�ۼ�״̬������30 min�ϴ�ߴ�Ŀ������а���Һ��������625 �汣��ʱ���������������ΪԲ������Һ���зֲ����ȣ�����5 min֮�������̬�仯�Ͽ졣��615 �汣��ʱ�����Ϲ����ʽϸߣ��ֲ�λ�ù����������س����˺ϲ��ֻ�����(��ͼ6(f))�������º����컯����������30min�����������ߴ����635��625 �汣����ͬʱ��Ŀ����ߴ�С���ҿ�����Ե������ԣ�����������컯����ϸ��¶ȱ��µĽ��ϳ�֡�
��ͼ6Ҳ���Կ�����2024�������Ͻ���̬���ϱ��¹��̴��¾���3���Σ���һ�Σ�������ȴ�����ľۼ���֯�ֽ⣬�˹����оۼ����п�����ı�Ĥ���ӱ��ۻ��������˴˷��룬��Һ�����ֲ����ȣ���ͼ6�в�ͬ�¶ȱ���3 minʱ�����������״�ľۼ�״̬������5 min���������ڽ����о��ȷֲ����ڶ��Σ�������������ϲ��ֻ����˹����п�������ϲ��������ߴ��������������٣�������֯��ò���(��ͼ6(g)~(i))�������Σ������Ļ����컯���˹����кϲ�����Ŀ�����߽��Ѿ��ۺϣ��ҿ�����Ե��Բ���������гߴ��С�Ŀ���������ȫ��ʧ(��ͼ6(j)~(l))�����ڽ��ϵ���֯�ݱ���һ�������Ĺ��̣�ij���ڿ��ܼ��ֻ���ͬʱ����(��ͼ6��Ҳ���Կ������������¹����ж��д��������С�����ܽ���컯����)����˺��Ѹ�����3���ε�ȷ�зֽ磬ֻ��˵��һ������ij�ֻ������ý�Ϊ���ԡ�
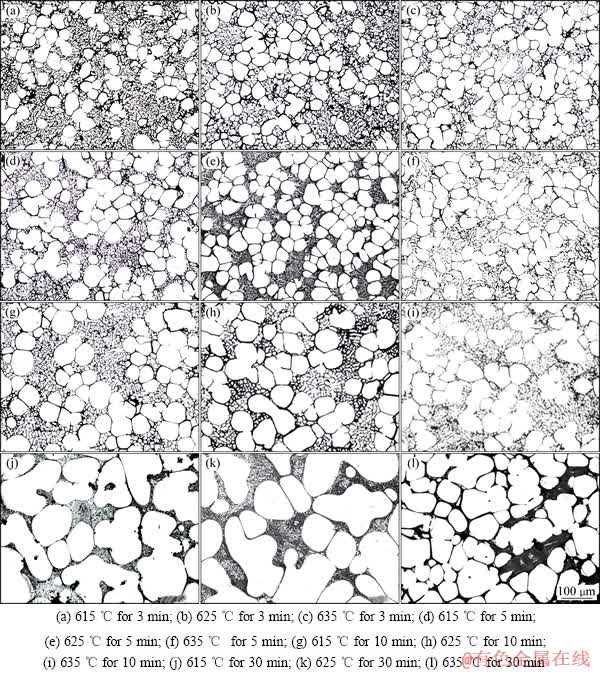
ͼ6 2024�������Ͻ����ڲ�ͬ�¶ȵĵ��±�����֯�ݱ�
Fig. 6 Microstructure evolutions of 2024 wrought aluminum alloy slurry during isothermal holding treatment at different temperatures
�Ե��±��½��ϵ���֯���ж����������õ����Ϲ����ʣ�������������ߴ����״�����汣��ʱ��ı仯���ߣ���ͼ7��ʾ����ͼ7���Կ������ڲ�ͬ�¶��±��£����ϵĹ�����ά���ڶ�Ӧ����ֵ��С�仯����635 �汣��ʱ���Ϲ�����Ϊ30%���ң���625 ����±���ʱ���Ϲ�����ά����45%���ң���615 �汣��ʱ���Ϲ���������50%���Ҳ���(��ͼ7(a))����Ҫ˵�����ǣ������Ĺ������Ը��ڸ��¶��µ����۹����ʣ���������ˮ��ȡ��ʱ�����еij�����������ߴ���һ���ij����Ⲣ��Ӱ��Խ�����֯�ݱ���ɵķ�������ͼ7(b)��ʾ�����±��¹����У�������������ߴ�����������ġ������ʲ��䣬�����ߴ�����������������Ȼ���٣������컯���õ��½�����С�����ܽ���ʧ��������ֻ����ӳ������������״�����汣��ʱ��仯����(��ͼ7(c))���Կ������������������״�����ȼ�С�����������С��1.3~1.4֮�䣻��625 �汣��ʱ����״���ӵļ�С���̿��ܷ�����3 min֮ǰ������635 �汣��ʱ��������״���ӵļ�С���̿��ܷ�����30 min֮����615 �汣��ʱ�����ϵij������������״���ӽϴ�����֯��ò�ϲ�������ڱ����¶Ƚϵͣ������ۼ���ı�Ĥ���Ӳ����ױ��ۻ���������ɢ���ѣ�ͬʱ�����¶��½��Ϲ����ʽϸߣ������ܶȽϴ�����Ҳ�ϴ����˶���������������Һ���о��ȷֲ�����635 �汣��ʱ���������������״������С����615 �汣��ʱ����״���ӣ���������625 �汣��ʱ����״���ӣ����¶��±��½�����ʼ�մ���һЩС�ľۼ��š�������ĺϲ���Ҫ��һ���õĴ���ȣ��γ�С�ǶȾ��������涼�ܴ�ʹ������������������ϲ�����[26]�������������С�ǶȾ�������С�ǶȾ��������ss��2��sl(��ssΪ��/�̽����ܣ���slΪ��/Һ������)ʱ[27]���ڹ�/Һ����ı������������£����ھ���֮��ͨ������Ǩ�ƺϲ���һ���������Ӷ�����ϵͳ�Ľ����ܣ����¿����䷢���ϲ�������ѧȡ������Ŀ�����������γɹ���������ϲ�����������ϵͳ����������������������Ծۼ������ʽ���ڣ�������ѧȡ�����ϴ�ʹ������Ӵ�Ҳ���Ѻϲ�����[28]����635 �汣��ʱ�������г�����������˶�������ǿ�������ڿ��������ȵĵ������Ӷ���ۼ����ɴ˿ɼ����¶Ƚϵ�ʱ�����Ϲ����ʽϸߣ������Ƚϴ����˶������ϵͣ��ҿ����ܶȽϴ����以��Ӵ���ѹ������ճ�����ϲ���������������������Էֲ����ȡ��¶Ƚϸ�ʱ�������˶���������������������ѧȡ��������γ�С�ǶȾ�����γɹ�����棬�������γɾۼ���֯�����������ʣ��Һ����Ҳ�����ֲ����ȡ�����625 �汣��ʱ�������¶����У��������˶����������Դ������������������ۼ��������ܶ�Ҳ�����ڹ�������¿�����ϲ�ճ�����������������ܾ��ȵطֲ���Һ���в�������״����̬���������������֯�Ϻá�
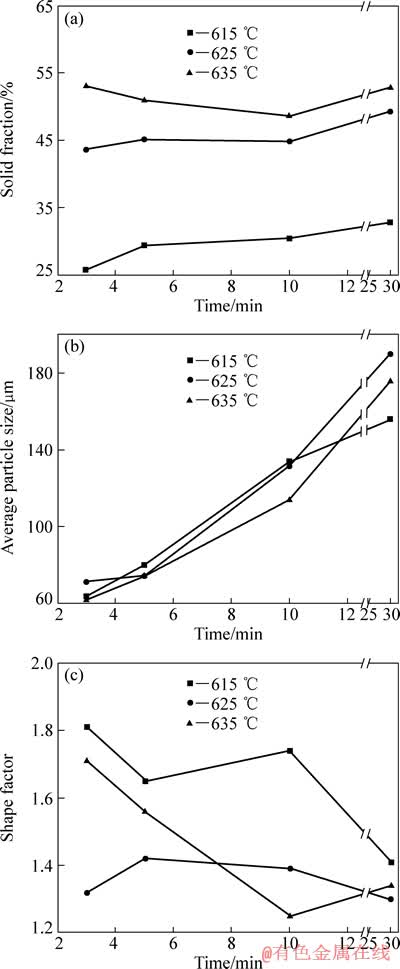
ͼ7 ���¹��̽��Ϲ����ʡ�������������ߴ����״������ʱ��仯����
Fig. 7 Change curves of solid fraction (a), average grain size (b), shape factor (c) as function of isothermal holding time
2.4 ���ϱ��¹����г�����������ֻ�����ѧ����
��ͼ7(b)�п��Կ����������ڲ�ͬ�¶��±���ʱ���������������ߴ������������������˵�����������ƽ������н��ϳ����������������������һ��������ɢ����Ĵֻ����̡�
������ɢ���Ƶľ����ֻ������������¶���ѧ����������[27]��

ʽ�У�D0Ϊ���³�ʼʱ�̵ij����������ֱ��(��ʵ����ȡ������ȴ��֯�Ŀ����ߴ�)��DtΪʱ��t(��λΪs)��ƽ�������ߴ磻KΪ�ֻ����ʳ�����nΪ�ֻ�ָ����ͨ��ȡn=3[28-29]���Բ�ͬ�¶ȱ��µĽ��ϵij�����������ߴ�����ڱ���ʱ����лع�������õ������컯����K���ع�ϵ��R2�����2���У��ɱ�2���Կ���������625 �汣��ʱ�ع�ϵ��ԼΪ0.81�⣬635 ���615 �汣��ʱ�ع�ϵ�����dz��ӽ���1����˵����635 ���615 �汣�½����г������������Ҫ��һ���ֻ�����Ĺ��̣���625 �汣�½����г�������������������ɽ�Ϊ���ӣ����ܲ�����һ���������컯���̡��ӻع���ͼ(��ͼ8(a))�ʹֻ�ϵ��K���Կ�������625 �汣��ʱ������������ֻ���죬��615 �汣��ʱ�ֻ������������������615 �汣��ʱ�������Ƚϴ�����ԭ����ɢ�������ޣ��ֻ�������С��635 �汣��ʱ��������Һ��϶࣬���������ϴ�������ɢ����ϳ�������ֻ�����Ҳ������
���ڱ��µ�ǰ3 min�ڣ�������֯��������ȴӰ��ϴ�ʵ�鲢û�жԱ���3 min�ڵĽ���ȡ����
��2 2024���Ͻ��ϲ�ͬ�¶ȵ��±��³�����������ߴ�ع����
Table 2 Linear fitting data of primary particles growth law of 2024 wrought aluminum alloy in isothermal holding stages

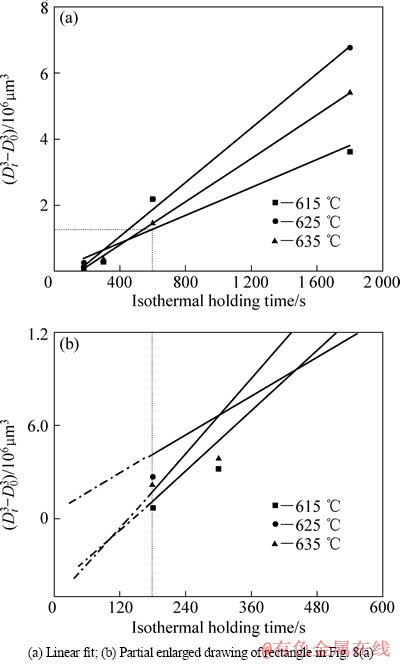
ͼ8 ���¹����г�����������ߴ��������Իع�ͼ
Fig. 8 Linear fitting of particles size of primary solid phase
�Իع�ֱ�������Ʒ���(��ͼ8(b))�����Կ����ڱ��¹��̵�ǰ3 min�ڳ�����������ij�����ɣ���615�汣��ʱ��������������ߴ�����������625��635 �汣�¹����У�������������������۽�(D3-D03 ֵС���㣬����ֱ��DС�ڳ�ʼֱ��D0)����Ҳ������ͼ6�б��³��ڽ����оۼ���֯�ķֽ�ͳ��������������Һ���о��ȷֲ���
����625 ����ܻ�������ѱ����¶ȣ���625 �汣�½����컯���ʿ죬�ƽ�Ч�ʸߣ�����5 minʱ������������ڽ����зֲ����ȣ������ߴ�Ϊ70 ��m ���ң����Ϲ�����Ϊ45%����(2024 ������ν������������Ϊ30%~50%��625 �����۹�����ԼΪ40%)����ȫ�ܹ����㹤ҵ���������3~5 min �ڻ�ó�������ϸСԲ���ҷֲ����ȵĽ��ϵ�Ҫ��
3 ����
1) �������������Ʊ���2024�������Ͻ��ϣ���625 �汣��3~5 min ʱ�������еij��������Բ������Һ���зֲ����ȣ�ƽ�������ߴ�Ϊ70 ��m���ʺ�����������Ρ�
2) ������������ȴ�����У��ϴ�Ŀ����ڳ���ͬʱ��С�Ŀ����������������Ϲ����ʣ�������������ߴ缰��״�����������ӡ���������ȴǰ�ڣ���Ҫ�ǹ�����������������Ϲ����ʵ����ӣ���������Ҫ�ǹ�������ij����¹��������ӡ�
3) ���¹����н�����֯�ݱ���¿ɷ�Ϊ��������ȴ�ľۼ���֯�ֽ⡢������������ϲ��ֻ��Լ������������컯3���Ρ��汣��ʱ����ӳ������Ϲ����ʲ��䣬������������ߴ������������������٣���״�����ȼ�С����������С��1.3~1.4֮�䡣
4) ���±��¹����У���������������������� ����ѧ���̣�625 �汣�´ֻ�������죬615 �汣��ʱ�ֻ�������������625��635 �汣�µ�ǰ3 min�ڣ������г������������һ���۽�Ĺ��̣���ʹ���������Һ���о��ȷֲ���
����ѧ���̣�625 �汣�´ֻ�������죬615 �汣��ʱ�ֻ�������������625��635 �汣�µ�ǰ3 min�ڣ������г������������һ���۽�Ĺ��̣���ʹ���������Һ���о��ȷֲ���
REFERENCE
[1] KANG C G, SEO P K, JEON Y P. Thixo-diecasting process for fabrication of thin-type component with wrought aluminum alloys and its formability limitation[J]. Journal of Materials Processing Technology, 2005, 160(1): 59-69.
[2] DREZET J M, MOHAMMED M H, BENUM S, Mortensen D, FJAER H. Hot tearing during the start-up phase of DC cast extrusion billets[J]. Materials Science Forum, 2002, 396/402: 59-64.
[3] FAN Z. Semisolid metal processing[J]. International Material Reviews, 2002, 47(2): 49-85.
[4] LIU D, ATKINSON H V, KAPRANOS P, JIRATTITICHAROEAN W, JONES H. Microstructural evolution and tensile mechanical properties of thixoformed high performance aluminum alloys[J]. Materials Science and Engineering A, 2003, 361(1/2): 213-224.
[5] FREITAS E R, FERRACINI J E, FERRANTE M. Microstructure and rheology of an AA2024 aluminum alloy in the semi-solid state, and mechanical properties of a back-extruded part[J]. Journal of Materials Processing Technology, 2004, 146(2): 241-249.
[6] BIROL Y. Thixoforming of EN AW-2014 alloy at high solid fraction[J]. Journal of Materials Processing Technology, 2011, 211(11): 1749-1756.
[7] KIM H S, STONE I C, CANTOR B. Microstructural evolution in semi-solid AA7034[J]. Journal of Material Science, 2008, 43(4): 1292-1304.
[8] MOHAMMADI H, KETABCHI M, KALAKI A. Microstructure evolution of semi-Solid 7075 aluminum alloy during reheating process[J]. Journal of Materials Engineering and Performance, 2011, 20(7): 1256-1263.
[9] WANG Shun-cheng, LI Yuan-yuan, HEN Wei-ping, ZHENG Xiao-ping. Microstructure evolution of semi-solid 2024 alloy during two-step reheating process[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(4): 784-788.
[10] FAN Z, FANG X, JI S. Microstructure and mechanical properties of rheo-diecast (RDC) aluminum alloys[J]. Materials Science and Engineering A, 2005, 412(1/2): 298-306.
[11] OH S W, BAE J W, and KANG C G, Effect of electromagnetic stirring conditions on grain size characteristic of wrought aluminum for rheo-forging[J]. Journal of Materials Engineering and Performance, 2008, 17(1): 57-63.
[12] KIM T W, LEE S M, KANG C G, KIM B M. Rheological forging process of A6061 wrought aluminum alloy with controlled liquid fraction by electromagnetic stirring system[J]. The International Journal of Advanced Manufacturing Technology, 2009, 40(3/4): 242-252.
[13] CURLE U A. Semi-solid near-net shape rheocasting of heat treatable wrought aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(9): 1719-1724.
[14] CURLE U A, GOVENDER G. Semi-solid rheocasting of grain refined aluminum alloy 7075[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s832-s836.
[15]  Shu-lin, WU Shu-sen, ZHU Ze-ming, AN Ping, MAO You-wu. Effect of semi-solid processing on microstructure and mechanical properties of 5052 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s758-s752.
Shu-lin, WU Shu-sen, ZHU Ze-ming, AN Ping, MAO You-wu. Effect of semi-solid processing on microstructure and mechanical properties of 5052 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s758-s752.
[16] GUO Hong-min, YANG Xiang-jie. Preparation of semi-solid slurry containing fine and globular particles for wrought aluminum alloy 2024[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(4): 799-804.
[17] GUO Hong-min, YANG Xiang-jie, ZHANG Meng. Microstructure characteristics and mechanical properties of rheoformed wrought aluminum alloy 2024[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(3): 555-561.
[18] GUO Hong-min, YANG Xiang-jie, WANG Jia-xuan, HU Bin, ZHU Guang-lei. Effects of rheoforming on microstructures and mechanical properties of 7075 wrought aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(3): 355-360.
[19] GUAN Ren-guo, ZHAO Zhan-yong, CHAO Run-ze, LIAN Chao, WEN Jing-lin, Simulation of temperature field and metal flow during continuous semisolid extending extrusion process of 6201 alloy tube[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(5): 1182-1189.
[20] ���ʹ�, ��ռ��, ������, �¾���. ��б�������崦�������о���Ӧ�ý�չ[J]. �������켰��ɫ�Ͻ�, 2012, 32(3): 230-237.
GUAN Ren-guo, ZHAO Zhan-yong, CHAO Run-ze, WEN Jing-lin. Research and Application of Melt Treatment by Vibrating Sloping Plate[J]. Special Casting & Nonferrous Alloys, 2012, 32(3): 230-237.
[21] GUAN Ren-guo, ZHAO Zhan-yong, HUANG Hong-qian, ZHANG Qiu-sheng, LIU Chun-ming, Mathematic model of solid fraction during rheo-casting by the cooling sloping plate process[J]. Acta Metallurgica Sinica(English Letters), 2012, 25(1): 81-88.
[22] �� �, ������, ������, ������. ���伷ѹ����7075���Ͻ����֯����ѧ����[J]. �������켰��ɫ�Ͻ�2008, 28(ר��): 419-423.
LI Nan, XING Shu-ming, BAO Pei-wei, GUO Wen-long. Research on mechanical property and structure of 7075 wrought aluminum alloy through rheocasting[J]. Special Casting & Nonferrous Alloys, 2008, 28(Special): 419-423.
[23] ��Ԫ��, �� ��, ������, �� ӱ, �����. ���崦���¶ȶ����������Ʊ�2024�������Ͻ���̬���ϵ�Ӱ��[J]. ����, 2012, 64(4): 389-395.
LI Yuan-dong, GAO Kun, LI Yan-lei, MA Yin, CHEN Ti-jun. Effect of melt treatment temperature on 2024 wrought aluminum alloy semisolid slurry prepared by self-inoculation method[J]. Foundry, 2012, 64(4): 389-395.
[24] �� ��, ��Ԫ��, �� ӱ, �����, ��ۻ�, ������. ���崦�����Ʊ�Mg-9Zn-2Al þ�Ͻ���̬�����е�����[J]. �й���ɫ����ѧ��, 2012, 22(6): 1536-1545.
LI Chun, LI Yuan-dong, MA Yin, CHEN Ti-jun, WU Hui-hui, LI Yan-lei. Role of melt processing in preparation of Mg-9Zn-2Al magnesium alloy semi-solid slurry[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(6): 1536-1545.
[25] POMPE O, RETTENMAYR M. Microstructural changes during quenching[J]. Journal of Crystal Growth, 1998, 192: 300-306.
[26] �� ��, ������, �� ӱ, �ַ���, �� Զ, ZA74þ�Ͻ��֦����֯���ݱ���̼�����[J]. �й���ɫ����ѧ��, 2013, 23(3): 636-644.
FENG Kai, HUANG Xiao feng, MA Ying, YAN Feng yun, HAO Yuan. Non dendritic microstructure evolution process and mechanism of ZA74 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 636-644.
[27] LOUE W R, SUERY M. Microstructural evolution during partial remelting of Al2Si7Mg alloys[J]. Materials Science and Engineering A, 1995, 203(1/2):1-13.
[28] EVANGELOS T, ANTONIOS Z. Evolution of near-equiaxed microstructure in the semisolid state[J]. Materials Science and Engineering A, 2000, 289(1/2): 228-240.
[29] MANSON-WHITTON E D, STONE I C, JONES J R, GRANT P S, CANTOR B. Isothermal grain coarsening of spray formed alloys in the semi-solid state[J]. Acta Materialia, 2002, 50(10): 2517-2535.
[30] ANNAVARAPU S, DOHERTY R D. Inhibited coarsening of solid-liquid microstructures in spray casting at high volume fractions of solid[J]. Acta Metallurgica et Materialia, 1995, 43(8): 3207-3230.
[31] UNDERHILL R P, GRANT P S, CANTOR B. Microstructure of spray-formed Al alloy 2618[J]. Materials & Design, 1993, 14(1): 45-47.
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(50964010��51064017)������ʡ�ߵ�ѧУ��������ҵ���������Ŀ(1201ZTC056)
�ո����ڣ�2013-01-04�������ڣ�2013-06-24
ͨ�����ߣ���Ԫ�������ڣ���ʿ���绰��0931-2976795��E-mail��liyd_lut@163.com
ժ Ҫ������Һ�㷨�о�2024�������Ͻ���̬������������ȴ�Ͳ�ͬ�¶ȱ��¹����е���֯�ݱ䡣�����������������ȴ�����У����Ϲ����ʡ�������������ߴ缰��״���Ӿ����¶Ƚ��Ͷ���������ͬ�¶ȱ���ʱ�����Ϲ������ڶ�Ӧֵ��С������������������ߴ�����������״�����ȼ�С����������С��1.3~1.4֮�䡣������ȴǰ�ڽ��Ϲ����ʵ�������Ҫ�ܹ���������������ƣ���������Ҫ�ɹ�������ij�����ơ����¹����н�����֯�ݱ�ɷ�Ϊ�ۼ���֯�ֽ⡢�����ϲ��ֻ��Ϳ����컯3���Σ�������������ij�����ɷ��϶���ѧ������
