

Effect of laser shock processing on residual stress and
fatigue behavior of 6061-T651 aluminum alloy
REN Xu-dong(����)1, ZHANG Yong-kang(������)1, 2, ZHOU Jian-zhong(�ܽ���)1, FEN Ai-xin(�밮��)1
1. Jiangsu Key Laboratory of Laser Manufacture of Science and Technology Ministry,
Jiangsu University, Zhenjiang 212013, China;
2. School of Mechanical and Power Engineering, East China University of Science and Technology,
Shanghai 200237, China
Received 28 July 2006; accepted 15 September 2006
Abstract:
Laser shock processing is a very new technique and an emerging modern process that generates compressive stresses much deeper into the surfaces of metals or alloys. A brief parametric study of the effect of laser parameters on fatigue behavior and residual stress state generated in 6061-T651 alloy specimens was summarized. Residual stress of 6061-T651 alloy was analyzed both before and after laser processing with multishocks. The material remains in compressive residual stress of approximate 1mm in depth which is approximately 10 times deeper than that can be achieved with the conventional technique, and the maximal compressive residual stress at the surface of the sample is about �C350MPa. Near the surface, yield strength and hardness are found to be increased by the laser shock. The ratio of fatigue crack initiation life for the laser-shocked to unshocked specimens is found to be 4.9 for specimens. The results clearly show that LSP is an effective surface treatment technique for improving the fatigue performance of aluminum alloys.
Key words:
laser shock processing; 6061-T651 alloy; residual stress; fatigue behavior;
1 Introduction
Laser shock processing (LSP) becomes an important surface treatment method to induce a compressive residual stress field, which can improve fatigue and fracture properties of components. As the high-energy laser beam strikes the material, it passes through the transparent film and is absorbed by the opaque film, causing a thin layer of the material on the surface of the opaque film to vaporize. The rapidly expanding plasma is confined against the surface of the material by the transparent overlay, creating a high surface pressure that propagates into the material. The resulting shock wave plastically deforms the material below the surface to a depth at which the peak stress no longer exceeds the Hugoniot elastic limit of the metal, and produces a residual compressive stress throughout the affected depth [1-3].
Many materials, such as titanium alloys, steels and nickel-based alloys in LSP have been investigated. Yet aluminum alloys having a low density give an additional advantage in aerospace and automotive industries. A new intense research effort has been started aiming to develop the LSP technology from an industrial point of view [4-9]. The object of this study is to summarize a brief parametric study of the effect of these parameters on the fatigue behavior and residual stress state generated in 6061-T651 aluminum alloys. Process parameters such as pulse density and laser impact times are varied.
2 Experimental
A sample of 6061-T651 aluminum alloy was machined into a bar, and its chemical composition(mass fraction, %) is listed in Table 1. The surface was ground flat and smooth to provide a clean surface for the laser processing and painted with an non-reflective black paint, a flowing water overlay of approximate 3 mm deep, as shown in Fig.1.
Property parameters were studied at room temperature. The laser system was composed of a solid state Nd: Glass laser with a wavelength of 1.054 ��m and pulse duration of 20 ns. The laser beam spot size was maintained at 7 mm in the full width at half maximum of the intensity profile. The laser power density used was 1-5 GW?cm-2. In this configuration, aluminum samples were submitted to 1-5 GW?cm-2 irradiation resulting in 0.5-2.5 GPa maximum peak pressures. A 3D motion system was used to control specimen position and generate the pulse swept. After LSP the black paint sacrificial coating was removed using acetone.
Table 1 Chemical composition of 6061-T651 aluminum alloy (mass fraction, %)

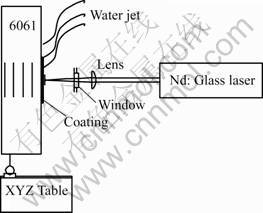
Fig.1 Schematic diagram of LSP set-up
A non-destructive method involves surface analysis of the laser shocked area by the X-350A X-ray diffraction sin 2�� method. Residual stress depth profiles were determined (without correction for stress relief) by successive removal of material electrochemically polished in steps of 20-50 ��m. The resultant effect is the generation at the metallic surface of a higher compression wave, which causes enhanced deformations and higher compressive residual stresses. This provided that the metal has been covered with a sacrificial coating. Since this coating (usually black paint) protects the specimen from melting and vaporization, LSP is a pure mechanical treatment inducing plastic flow and negative residual stresses. These compressive residual stresses are the key to the superior fatigue or stress corrosion performance of structures while reducing the applied surface stresses.
3 Results and analysis
3.1 Residual stress
LSP can very effectively convert compressive stress on the metal surface. To evaluate the magnitude of the residual stress and the extent of work hardening induced in the near surface layers by the mechanical surface treatments, X-350A X-ray diffraction measurements were performed on the virgin and surface treated specimens. The residual stress of the 6061-T651 alloy both before and after laser processing with multishocks is analyzed, and the results show that residual stress distributions can be further influenced by shocking at different impacts(Fig.2).

Fig.2 Residual stress profiles in 6061-T651 alloy by different impacts
The experimentally measured residual compressive stress across the treated area is found to have a relatively uniform biaxial in-plane distribution after typical laser shocking treatment. It is found that compressive residual stress can be generated deeply below the surface by using successive shocks, and the repeated impacts have a very beneficial effect on the compressive residual stress levels on the surface. The residual stress is usually the highest at the surface and decreases gradually with distance below the surface. Aluminum specimen remains in compressive residual stress at depth of approximate 1 mm, which is approximately 10 times deeper than that can be achieved with the conventional technique. The deeper compressive stress means that longer cracks can be retarded from growing.
The results show that there is a clear increase in the depth of residual stress when multiple layers are added up to 3, but it is difficult to establish a clear trend after this point. The increased compressive residual stress depth produced by LSP can significantly improve properties and control the development and growth of surface cracks[10]. Many of the proposed applications of LSP aim at increasing fatigue life and fatigue strength of structures as well as strengthening thin sections.
In general terms, the surface stress increases with the magnitude of the pressure pulse, which is related to the incident power density. When power density exceeds a given value, residual stress increases with depth but decreases at the surface of the materials because of surface waves. As predicted by the model, analytical calculations[11] of the mechanical effects induced by laser shock on an elastic-perfectly plastic material is shown as:
![]() (1)
(1)
where p is optimal pressure; L is plastified depth; �� is plastic deformation; r is impact radius; �� and �� are Lam elastic constants. It is found that the maximum surface stress field induced ��surf is dependent on the yield strength ��y of the unshocked material. The experimental data agree closely with the analytical predictions. Fig.3 gives a typical surface profile for the residual stress in 6061-T651 alloys under the different intensities, showing that the compressive stresses reach -350 MPa.

Fig.3 Effect of laser shock processing on surface residual stress
It is observed that the higher the pulse density, the greater the compressive residual stresses generated on the sample. This is resulted from a non-homogeneous residual stress field on the surface. It is shown that the surface residual stress level is much higher than that achieved by conventional shot peening. This is an important result because this method may improve significantly the wear and contact fatigue resistance.
3.2 Fatigue behavior
The fatigue behavior improvement attributes to a combination of increased dislocation density, decreased surface roughness and compressive residual stress induced by the laser shock waves. It can be seen that the fatigue life of 6061-T651 aluminum alloys after LSP is improved greatly. The laser-shocked specimens show better fatigue lives on the average than the unshocked materials. However, the standard deviation of laser-shocked specimens is much more than that of the unshocked specimens. Increased fatigue life with the introduction of the compressive residual stresses can be explained by the mean-stress effect. The fatigue crack initiation life and fatigue crack growth rates of the aluminum alloy are characterized and compared with those of the unshocked material. It is evident that LSP has a significant effect on the fatigue behavior of the aluminum alloy. The fatigue crack initiation life and fatigue life for the laser-processed materials are substantially longer than those of the unshocked material. The ratio of fatigue crack initiation life for the laser-processed to unshocked specimens is found to be 4.9. The results clearly show that LSP is an effective surface treatment technique for improving the fatigue performance of aluminum alloys. The improvement of fatigue crack initiation life decreases gradually with the stress concentration factor. Furthermore, the fatigue crack growth rates in the laser-processed specimens are an order of magnitude lower than those of the unshocked specimens. The combination of longer crack initiation life and slower crack growth rates would greatly enhance the fatigue life of the aluminum alloy. As a result, the effective stress intensity factor that controls the fatigue crack growth in the laser-shocked specimen is lower than that of the unshocked case.
4 Conclusions
1) Laser pulses from a Q-switched near-infrared laser of wavelength 1 054 ��m, pulse length of 20 ns and laser energy of 40 J generate shock waves that increase the surface and residual stress of 6061-T651 aluminum samples. The residual stress fields extend to a greater depth than other typical techniques, with affected depths larger than 1 mm. And the maximal compressive residual stress at the surface of the sample is about -350 MPa, which can reduce stress corrosion cracking in aluminum alloy and improve fatigue life.
2) It is shown that LSP makes fatigue limit increase due to the compressive residual stress field induced. The beneficial effects of LSP may originate from the large affected depth and surface state quality, which are expected to influence favorably the initiation and cracking stages. This demonstrates the efficiency of LSP and distinguishes the fatigue behavior between unshocked and laser-processed aluminum alloys.
References
[1] RUBIO-GONZALEZ C, ![]() J L, GOMEZ-ROSAS G, MOLPECERES C, PAREDES M, BANDERAS A, PORRO J, MORALES M. Effect of laser shock processing on fatigue crack growth and fracture toughness of 6061-T6 aluminum alloy[J]. Materials Science and Engineering A, 2004, 386: 291-295.
J L, GOMEZ-ROSAS G, MOLPECERES C, PAREDES M, BANDERAS A, PORRO J, MORALES M. Effect of laser shock processing on fatigue crack growth and fracture toughness of 6061-T6 aluminum alloy[J]. Materials Science and Engineering A, 2004, 386: 291-295.
[2] SCHNEIDER M S, KAD B, KALANTAR D H, REMINGTON B A, KENIK E, JARMAKANI H, MEYERS M A. Laser shock compression of copper and copper-aluminum alloys[J]. International Journal of Impact Engineering, 2005, 32: 473-507.
[3] YANG J M, HER Y C, HAN N, CLAUER A. Laser shock peening on fatigue behavior of 2024-T3 Al alloy with fastener holes and stopholes[J]. Materials Science and Engineering A, 2001, 298: 296-299.
[4] CHEN H Q, YAO Y L, KYSAR J W, NOYAN I C, WANG Y N. Fourier analysis of X-ray micro-diffraction profiles to characterize laser shock peened metals[J]. International Journal of Solids and Structures, 2005, 42: 3471-3485.
[5] RUBIO-GONZ?LEZ C, GOMEZ-ROSAS G, OCA?A J L, MOLPECERES C, BANDERAS A, PORRO J, MORALES M. Effect of an absorbent overlay on the residual stress field induced by laser shock processing on aluminum samples[J]. Applied Surface Science, 2006, 25: 6201-6205.
[6] PEYRE P, FABBRO R, MERRIEN P, LIEURADE H P. Laser shock processing of aluminium alloys: application to high cycle fatigue behaviour[J]. Materials Science and Engineering A, 1996, 210: 102-113.
[7] MONTROSS C S, BRANDT M, SWAIN M V. Self-limiting hardness changes in laser peened 6061-T6 aluminum[J]. Surface Engineering, 2001, 17(6): 477-482.
[8] PEYRE P, FABBRO R. Electromagnetic gauge study of laser-induced shock waves in aluminum alloys[J]. J Phys �� France, 1995, 5: 1953-1964.
[9] S?ANCHEZ-SANTANA U, RUBIO-GONZ?ALEZ C, GOMEZ- ROSAS G, ![]() J L, MOLPECERES C, PORRO J, MORALES M. Wear and friction of 6061-T6 aluminum alloy treated by laser shock processing[J]. Wear, 2006, 260: 847-854.
J L, MOLPECERES C, PORRO J, MORALES M. Wear and friction of 6061-T6 aluminum alloy treated by laser shock processing[J]. Wear, 2006, 260: 847-854.
[10] MANNAVA S, COWIE W D. Technique to prevent or drivert cracks[P]. US 5569018. 1996.
[11] MONTROSS C S, WEI T, YE L, CLARK G, MAI Y W. Laser shock processing and its effects on microstructure and properties of metal alloys: a review[J]. International Journal of Fatigue, 2002, 24: 1021-1036.
(Edited by YANG Bing)
Foundation item: Project(50275068) supported by the National Natural Science Foundation of China
Corresponding author: REN Xu-dong; Tel: +86-511-8797898; E-mail: renxd@ujs.edu.cn
