
���±�ţ�1004-0609(2014)05-1311-08
���Ͻ�����Ϻ���ѧ�ƹ��ɲ�Ķ����������Ϳ��ʧЧ����
½����1, 2��������1, 2���� ��1, 2��Ҷ����1, 2
(1. ����ѧ ���Ͽ�ѧ�빤��ѧԺ����� 300072��
2. ����ѧ ������ִ����Ӽ����ص�ʵ���ң���� 300072)
ժ Ҫ��
Ϊ�˻���Ϳ��ͻ���֮�����ʧ��Ӧ�������û�ѧ�Ʒ�����2A70���Ͻ�������Ʊ�Ni-P��Ni-Cu-P���ɲ㣻Ȼ���ڶƲ���������Ʊ�CoNiCrAlYճ����ZrO2-8%Y2O3(8YSZ)�մɲ�(��������)����ø�������Ϳ�㣻��������ѭ������������Ϳ����ϵ�Ŀ��������ܡ��������������Ni-P�Ʋ��Ni-Cu-P�Ʋ���Ϊ���ɲ�����������������ֱ�ԼΪ1000�κ�500�Σ�Ni��AlԪ�صĻ���ɢʹ���ɲ��������������γ�����ɢ��͵�״������һЩ��������ɢ����ͨ�������Ϳ�������Ľ��ǿ�ȣ��������Ŀ������ڱ����������Ϳ��������в���Ӱ�죻�ڽ���Ӧ���¿����������洦���γ����ƣ������յ���Ϳ����롣
�ؼ��ʣ�
����Ϳ����������������Ϳ����ѧ����ʧЧ������
��ͼ����ţ�TG174���� ���ױ�־�룺A
Failure mechanism of ZrO2-8%Y2O3 thermal barrier coatings on
aluminum alloy with electroless plating interlayer
LU Guan-xiong1, 2, HAO Li-jun1, 2, LIU Che1, 2, YE Fu-xing1, 2
(1. School of Materials Science and Engineering, Tianjin University, Tianjin 300072, China;
2. Tianjin Key Laboratory of Advanced Joining Technology, Tianjin University, Tianjin 300072, China)
Abstract: To relieve the thermal mismatch stress between coatings and substrate, Ni-P and Ni-Cu-P electroless platings were fabricated onto 2A70 aluminum as interlayers. Subsequently, the specimen with plating was covered by CoNiCrAlY bond coat and ZrO2-8%Y2O3(8YSZ) top coat (mass fraction), then a novel thermal barrier coating (TBC) was produced. The thermal shock resistance of TBCs was evaluated by heat cycle test. The results indicate that the lifetimes of TBC with Ni-P interlayer and Ni-Cu-P interlayer are about 1000 cycles and 500 cycles, respectively. The interdiffusion of Ni and Al results in the formation of diffusion layers and island particles at the interface between interlayers and substrate. The connection between particles and diffusion layers improves the adhesion of coatings with substrate, while isolate particles are harmful to the lifetime of coatings due to their poor deformation ability under alternative stress. Crack initiation happens at the interfaces between particles and substrate, which leads to coatings spallation.
Key words: thermal barrier coating; air plasma spray; electroless plating; failure mechanism
���Ͻ���ϼ۸��������ǿ�ȸߣ���ʴ�Ժã�����ѱ��㷺Ӧ���ڳ������̣��ɻ����������[1-3]�����ǣ����Ͻ��۵����ǿ�ȶ��ϵ�[4]��������Ͻ��ڸ��½ṹ�����Ӧ�ô����������ơ�����Ϳ�����(���մɺͽ����仯����)���ڸ����³����ȶ�������������ͨ����Ϳ����ơ���������ȷ������������Ͻ������[5-6]��������Ϳ����ϵ��ȵ��ʽϵͣ�����ͨ����С����������Ч�������Ͻ�����Ĺ����¶ȡ����⣬����Ϳ���ܹ���Ч�赲����������Ի������ʴ���ӳ������ʹ��������
���������������Ա�����Ŭ��������Ϳ���Ѿ����ɹ�Ӧ���ڸ��ºϽ�����ķ������ں��շ�������
�������ֻ��ȸ��¹����£�����Ϳ���ܹ���֤����ڸ��»����еij����ȶ����������͵�����Ϳ����ϵΪ˫��ṹ���ֱ����մɸ��Ȳ���ºϽ���ʵ�ճ���[5]����������õ��մɸ��Ȳ�����Y2O3��Ϊ����ȶ�����ZrO2Ϳ�㣬��������������ϵ��Ϊ9.0��10-6 K-1����MCrAlYX(����M=Ni/Co��X=Si��Ha��Ta)ճ����������ϵ��13.6��10-6 K-1[7]�������մɸ��Ȳ���ºϽ�����֮�䣬������Ч��СͿ��ͻ���֮����ʧ�������Ӧ�������֮�£����Ͻ�����������ϵ��������Ϊ21.0��10-6 K-1���ȸ��ºϽ�Ĵ�öࡣ��ˣ�ֱ�������Ͻ��������Ʊ�������Ϳ�����ʱ����Ϳ���������洦�����ϴ��Ӧ��������Ϳ���������������[8]�����ڸ����������ܶ�ѧ�߽�����������о����Ժ��ε�[9]�����ݶ�Ϳ����洫ͳ��˫��ṹ����Ч�ؼ�С��Ϳ�������֮�����ʧ��Ӧ����SAAD��[10]�������Ͻ�������Ʊ����ȵ��ʱ�����ﯸ��͵ĸ��¾ۺ���Ϳ�㣬ͨ����һ�����ͻ����¶������ͽ��洦����Ӧ����MARR��[11]ʹ�������ȵ�ż�����Ϳ����洦���¶ȱ仯���ߣ�ͨ���Ż�Ϳ���������ƽ���Ӧ����CERIT��[12]����������Ԫ�����ķ���������Ϳ���������洦����Ӧ��ˮƽ��Ϊ����Ϳ��������ģ���ṩ�˲ο�������������������ϵ���������ճ���ͻ���֮��ͨ���Ʊ����ɲ��Լ�С��ʧ�������Ӧ�������ɲ���û�ѧ�Ʒ��������Ʊ�����ѧ�ƹ��ճɱ��͡��豸������Ч�ʸߡ���ȾС���������ǿ�ȸ�[13]���ڻ�ѧ�Ʋ�ij��������У�Ni2+���ӱ�H2PO2-��ԭ�����ɵ���Ni��Pһ���ϳ����������ϣ��γ�һ�ַ�ƽ��̬��Ni-P��Ԫ�Ͻ𡣵�P��������7%ʱ�������õ��Ļ�ѧ�Ʋ㶼�ǷǾ�̬�ģ��������õ���ʴ�ԡ���Ni-P�Ͻ��м���CuԪ�أ����Խ�һ�����ƶƲ�����ȶ��Ժ���ʴ��[14]����������ı���[15-16]��Ni-P��Ni-Cu-P�Ͻ�Ʋ��������ϵ���ֱ�Ϊ17��10-6 K-1��14��10-6 K-1������ճ����������ϵ���ͻ����֮�䣬Ԥ�ڿ�����Ч�ػ�����ʧ�������Ӧ�����ӳ�Ϳ��ķ���������
1 ʵ��
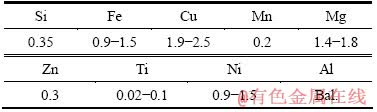
ʵ���в���Al-Cu-Mgϵ��2A70���Ͻ���Ϊ���壬�������Ͻ�ǿ�ȸߣ����Ҿ������õ��������ܣ������������췢�����㲿�����úϽ������ɷ����ڱ�1��[17]��8YSZ�մɲ��CoNiCrAlYճ������Ϳ��ĩ�ֱ����Sulzer Metco��˾������204B-NS��ĩ(����Ϊ45~75 ��m)��AMDRY9951��ĩ(����Ϊ5~37 ��m)���մɲ�ѡ��APS-2000�͵�������Ϳϵͳ�Ʊ���Ϳ����ԼΪ300 ��m����Ϳ��ѹ70 V������600 A��ճ����������ѧ���Ƶ�TJ-9000�ͳ����ٻ�����Ϳϵͳ�Ʊ���Ϳ����ԼΪ200 ��m����Ϳ�����趨Ϊȼ������20 L/min����ȼ������220 L/min��
��1 2A70���Ͻ������ɷ�[17]
Table 1 Nominal composition of 2A70 aluminum alloy[17] (mass fraction, %)
ʩ��ǰ�����Ͻ��������м�ϴ����ϴ��Ȼ���п�Ա������ڿ���������[18]��ͨ����ѧ�Ʒ������ڻ�������Ʊ���Լ30 ��m��ķǾ��Ͻ�㡣Ϊ����������������жƲ㾧�����������Ӧ����Ϳ��IJ���Ӱ�죬���Ʊ�����Ϳ��ǰ�����Ƚ����������������¯����400 ���±���1 h���Ա�ȥ���ʹ�Ʋ㾧��[14, 19]��
�Ʋ������ɷ���ͨ��Bruker D8 X���������������У�ɨ�����ͭ�У�ɨ���ٶ�Ϊ10 (��)/min������HITACHI S-4800ɨ������������ԶƲ����֯��ò�������з��������ָ���Ϳ��Ľ��ǿ�Ȳ����ڵ�������������Ͻ��С����������ܲ��Թ����У���ȡ������ʴ��ѹ��������ȴѭ�����еķ�����ģ��Ϳ�����ѭ�����������������¶��ɺ�������Dzⶨ�����������մɲ�����¶�Ϊ650 �棬���屳�������¶�ԼΪ330 �档��ѭ������Ϊ4 min��ʵ���в�õ����������¶�ѭ��������ͼ1��ʾ�������������

ͼ1 �������ʱ��������ͱ�����ѭ������
Fig. 1 Thermal cycling curves of TC surface and back surface of substrate during thermal shock test
�����Ե����ƻ���Ϳ���������ﵽ15 %����ʱ�����ж�Ϳ��ʧЧ��
2 ���������
2.1 ��ѧ�Ʋ�ɷֺ�����ɷ���
���ֺϽ�Ʋ��EDS�����ͼ2����ʾ�����ߵ�P�������ϸߣ�����Ϳ���������õ���ʴ���ܣ�Ӳ�Ƚϸ�[20]��ͼ3��ʾΪ400 ���ȴ���ǰ��Ni-P��Ni-Cu-P��ѧ�Ʋ��XRD�ס���ͼ3���Կ�����ͨ����ѧ�Ʒ����Ʊ������ֺϽ�Ʋ��Ϊ�Ǿ�̬������400 ��������ձ���1 h���ȴ�����ѧ�Ʋ����֯�Ѿ���־���������Ni-P��Ԫ�Ͻ�Ʋ㣬���������֯���ȶ���Ni3PΪ����Ҳ����������Ni�ࡣ����MARTYAK[21]���о�����ѧ���Ʊ��ĸ�P�Ʋ���ʼ�����¶�ԼΪ330 �棬�������ڹ�������Ҫ������ΪNi3P��Ni�Լ�Ni5P2����������Ni5P2Լ��400 ������ת��Ϊ�ȶ��ࡣNi-Cu-P��Ԫ�Ͻ��ڳ��������У�Cu2+�ڶ�Һ�����ȶ����ͼ��ټ�������[22]��Cu�Թ�����
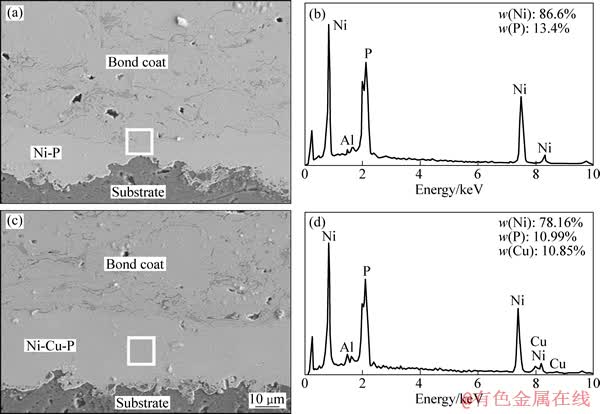
ͼ2 �ȴ�����Ni-P(a��b)�� Ni-Cu-P(c��d)��ѧ�Ʋ�����ṹ��EDS���
Fig. 2 Microstructures and EDS results of Ni-P ((a) and (b)) and Ni-Cu-P ((c) and (d)) electroless platings after heat treatment
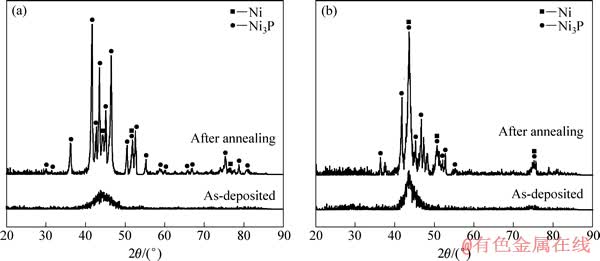
ͼ3 400 ���ȴ���ǰ��Ni-P��Ni-Cu-P��ѧ�Ʋ��XRD��
Fig. 3 XRD patterns of Ni-P(a) and Ni-Cu-P(b) electroless platings before and after annealing at 400 �� for 1 h
�ķ�ʽ���뵽Ni-P��Ԫ�Ͻ��У�������Ч��߶Ʋ����ʴ��[18]��Cu�Ĵ�������˶Ʋ�����ȶ��ԣ�ʹ��Ni5P2��Ni12P5��������Ĵ���ʱ���ӳ����������ת��Ϊ�ȶ���Ni3P����ʼ�¶�[14]��
2.2 ����Ϳ��Ľ��ǿ�Ȳ���
Ϊ�˼�С�������ʵ������Ӱ�죬ÿ��ѡȡ5����������������ԣ����������Ķ������λ��ճ���ͶƲ�Ľ��洦��ʵ����ʾ��ͼ4�С���ͼ4���Կ��������ָ���Ϳ�������ǿ�ȶ���30 MPa���ң�����Ϳ�������Ľ��ǿ���ܻ�������ʹ��Ҫ��
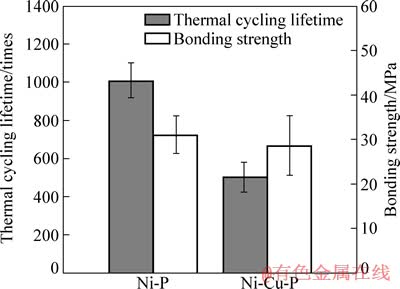
ͼ4 �ֱ�Ni-P��Ni-Cu-P���ɲ�ĸ���Ϳ�����ѭ�������ͽ��ǿ��
Fig. 4 Thermal cycling lifetime and bond strength of Ni-P and Ni-Cu-P composite coatings
2.3 ���������ܲ��Ժͽ������
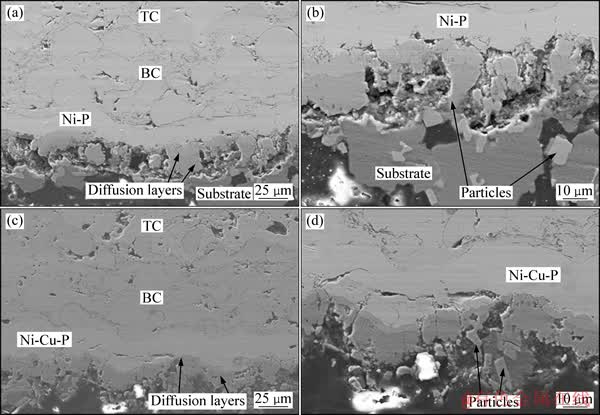
��ͼ4��ʾ������Ni-Cu-P�Ͻ���ɲ������ƽ����������ԼΪ500�Σ�������Ni-P�Ͻ���ɲ������ƽ����������ԼΪ1000�Σ�����������ʧЧ��λ��λ�ڶƲ�ͻ���Ľ���������������ʧЧ���Ϳ�������ò��ͼ5��ʾ�����ֺϽ�Ʋ��ڲ���û�нϴ�ı��Σ�Ҳû�г������Ե����Ƶ�ȱ�ݣ�˵���Ʋ��ǿ�Ⱥ����Զ��ܸߡ���ͼ5(a)��5(b)���Կ�������Ni-P�Ͻ�Ϊ���ɲ�������մɲ�(TC)�Ƚ����������ƺ�ȱ�ݽ��٣�����Ni-Cu-P�Ͻ�Ϊ���ɲ�������մɲ��������˴�������״���ƺͿ���˵��Ni-P�Ʋ����Ӧ���Ļ���������������Ni-Cu-P�Ʋ�ġ���ͼ5(c)��5(d)��֪��������Ni-P�Ͻ�Ϊ���ɲ������������ճ���(BC)������Թ۲쵽һ�����Եĺ��ԼΪ1.04 ��m��TGO�㡣����Ni-Cu-P�Ͻ�Ϊ���ɲ��������ճ������TGO�ĺ��ֻ��0.43 ��m������ǰ�ߵ�ճ��㣬���Ѿ���ɢ����ƽ�����ڲ����γ���������IJ�״���硣��������Ni-Cu-P�Ͻ�Ϊ���ɲ��������������ֻ�����ڱ�ƽ���ӵĽ�Ͻ���ȱ�ݴ����������ڶƲ��е�Cu��ɢ����ճ����У������ճ���Ŀ��������ܡ�
��ͼ6��ͼ7��ʾ�������������Ķ��Ѵ������ۼ��Ŵ�����Mg��Al��OԪ�ء���Ni��Cr��Ԫ�غ����ϵͣ�˵����ѧ�Ʋ�����Ч��ֹճ����еĺϽ�Ԫ

ͼ5 ��Ni-P�Ʋ��Ni-Cu-P�Ʋ������ʧЧ�����ĺ��������ò
Fig. 5 Cross-sectional morphologies of fractured specimens with Ni-P ((a), (c)) and Ni-Cu-P ((b), (d)) interlayer after thermal shock test ((c) is higher magnification image of TC/BC interface in (a); (d) is higher magnification image of TC/BC interface in (b))
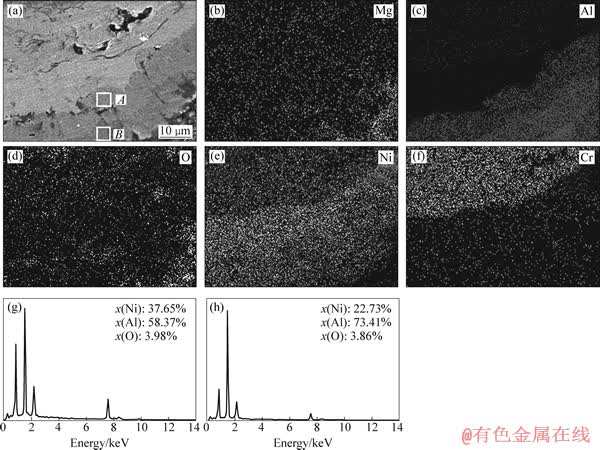
ͼ6 ����Ni-P���ɲ������ʧЧ��������SEM��Ԫ�طֲ��Լ�A��B�����EDS�������
Fig. 6 SEM image of cross section of fracture zone and corresponding elemental distrilaition maps, ((a)-(f)) EDS of results of areas A (g) and B (h) in specimen with Ni-P interlayer
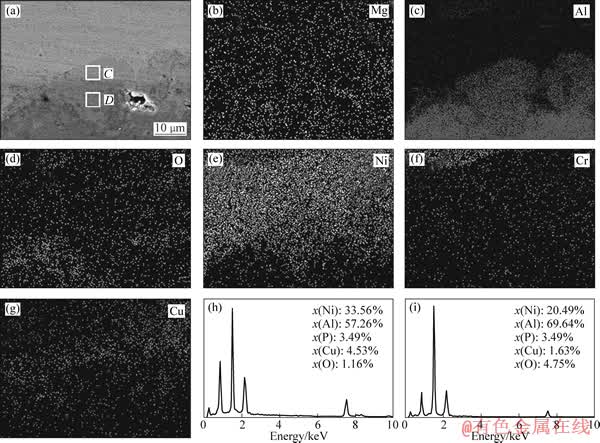
ͼ7 ����Ni-Cu-P���ɲ������ʧЧ��������SEM��Ԫ�طֲ��Լ�C��D�����EDS�������
Fig. 7 SEM image of cross section of fracture zone and corresponding elemental distribution maps ((a)-(g)), EDS results of areas C (h) and D (i) in specimen with Ni-Cu-P interlayer
�����������ɢ�����ڱ���ճ����кϽ�Ԫ�صĺ����������Ե����á������洦��������ʱ�������OԪ����ƫ����ȱ�ݴ���Mg��AlԪ�ر���ϵ������Ԫ�ظ����ã������Ⱥ�O����γ��������Щ�����������࣬��ͨ���ڻ�������γɱ����Ե�����Ĥ�����ڻ����д��ڷḻ��Mg��AlԪ�أ���������������������û��ƶAl�γ��֣������ڸ��ºϽ�������Ʊ�����Ϳ��ʱ���洦���������������Dz�ͬ��[5]������Ũ�Ȳ�����ã�Mg��Al�Ȼ��Ըߵ�С�ߴ�Ԫ������Ʋ��ճ�������ɢ�����»������γɿ�Ѩ���Ʋ���Ni���Ը�ʴ��λ��Al�ĸߣ�����˶����Ͻ����ĽӴ���ʴ����һ������˽��洦��λ��Ũ�ȣ���Щ��λ�ۼ�����γ�����Դ��
�����е�AlԪ�غͶƲ��е�NiԪ����Ũ�Ȳ�������·�������ɢ��Ni��Ni��ѧ��������ܱ�Al��Al��ѧ���ĸߣ�Ni��Al֮���γɻ�ѧ����������ϵ���ȶ�[23]��������ѭ���Ľ��У���ѧ�Ʋ������Ľ��������γ��˲�״�IJ�ͬNi/Al��������ɢ�㡣ͼ6��ʾΪ��Ni��P���ɲ������ʧЧ��������Ԫ�طֲ���A��B�����EDS���������ͼ7��ʾΪ����Ni-Cu-P���ɲ������ʧЧ��������Ԫ�طֲ���C��D�����EDS�����������ͼ6��ͼ7���Կ����������������γɵ���ɢ�㶼�ɷ�Ϊ�����Dz㣬ͨ��EDS��������֪��������������Ҫ����Ni2Al3���NiAl3����ɵġ�Ni-Al�����仯�������۵�ߣ����ȸ�ʴ����ǿ���������������������ɢ����OԪ�صĺ�������5%(Ħ������)���£�˵���ڱ�ʵ��Ĺ����¶���Ni-Al�������Ի����������õ������������á�����Ni-Al�����仯������Ni-Al�Ļ�ѧ�����ȶ������������ѭ������Ľ���Ӧ�������º��ѻ��Ʊ��Σ������Ľṹ�����䱾�����ԣ���������Ϊ�� ��[24]���ڽ���Ӧ���������£���ɢ����ڲ����������洦�Լ��������Ľ��洦�����Ϊ���Ƶ����ѵ㡣
����1000����ѭ���Ժ�Ni-P�Ʋ��г��ֵ�����ɢ��ĺ�ȶ���10 ��m���ҡ�������Ni-Cu-P�Ʋ㣬CuԪ�صļ�������˶Ʋ�����ȶ��ԣ���������ɢ����γ��ٶȡ�ʧЧʱ����ɢ��ĺ�ȷֱ�Ϊ4��10 ��m���ҡ����ϲ���ɢ��ĺ������С��Ni-P�Ʋ��еĶ�Ӧ��ɢ�㣬���˫��ṹNi-Al��������Ӧ���Ļ������ü�����
�����γɲ�״��ɢ���⣬�Ʋ��е�NiԪ����ɢ�������У�ƫ���ھ����ȱ�ݵ�������Al����γɴ�����Ni-Al�����仯�����ྦྷ�ˡ���ͼ8��ʾ����Щ���˳���������ڽ��������γ����������Ni-Al�����仯���ﵺ״��������Щ�����ۼ����������һЩ����ɢ����ͨ����������ɢ����������Ĵֲڶȣ�������������Ϳ�������Ľ��ǿ�ȡ���һЩ����Ȼ�����ش����ڻ����У���Щ�����Ŀ������γɳ��������С���Ի����ڶ���ǿ�������á���������
ͼ8 ����Ni-P��Ni-Cu-P�Ͻ���Ϊ���ɲ������ʧЧ�����������ò
Fig. 8 Cross sectional morphologies of fracture zone of specimens with Ni-P interlayer ((a), (b)) and Ni-Cu-P interlayer ((c), (d))
����������ڽ����غ������£���Щ�������������һ�����ͬ���Ľϴ���Σ������������Ľ��洦��Ϊ���Ƶ�����������ͼ8(d)��ʾ����Ni-Cu-P�Ͻ������Ľ��洦�����ִ���������ǵ�Ni-Al������������������洦�ײ���Ӧ�����У��Ӿ��˿�����������Ŀ�������
����֮�⣬��ѭ�����ڻ���ǿ��Ҳ����Ҫ��Ӱ�졣2A70���Ͻ���֯����Ҫ��ǿ�����õ���������S(Al2CuMg)��ͦ�(CuAl2)��[25]����������У���������˲ʱ����¶�Ϊ340 �棬�Ѵﵽ�Ͻ�Ԫ�ع����¶ȣ�����ǿ�������������С�������ȴ�Σ������еĺϽ�Ԫ���ֻ������ȵĦȡ��S������ʽ�����������ڱ���ʱ��̣�ǿ����ܳ�ֳ�������������S����ͦȡ���ʾ���ϸС��Ƭ״�ֲ�[26]��������Ի����ǿ�����ü���������ǿ�ȵ��½������������ڻ����ڲ�����չ���ڽ���Ӧ���������£���������ͨ�������յ���Ϳ���ʧЧ����롣
3 ����
1) Ni-P�Ʋ��������ϵ����Ni-Cu-P�Ʋ�ĸ���Ϳ��ͻ���֮�����ʧ��Ӧ���Ļ����������ڶ�Ni-Cu-P�Ʋ�ġ���Ni-P�Ʋ��Ni-Cu-P�Ʋ�Ϊ���ɲ��������ѭ�������ֱ�ԼΪ1000�κ�500�Ρ�
2) ��ѧ�Ʋ�����Ч��ֹճ����еĺϽ�Ԫ�����������ɢ�����ڱ���ճ����кϽ�Ԫ�صĺ������������á�����Mg��AlԪ�ر���ϵ������Ԫ�ظ��� �ã������Ⱥ�O����γ�������Ĥ����������ֹ���������������Mg��Al����ɢ���´�����Ѩ����Ѩ�ۼ����Ϊ����Դ��
3) Ni��AlԪ�صĻ���ɢʹ���ɲ��������������γ���˫��ṹ��Ni-Al��������ɢ���Լ���״������һЩ��������ɢ����ͨ������˶Ʋ������Ľ��ǿ�ȣ��������Ŀ���������������������洦���γ����ơ�
4) ��ѭ���ı��˻��������������̬��������Ի����ǿ�����ü���������ǿ�ȵ��½������������ڻ����ڲ�����չ���ڽ���Ӧ���������£���������ͨ�������յ���Ϳ���ʧЧ����롣
REFERENCES
[1] HIRSCH J. Automotive trends in aluminum��The European perspective[J]. Materials Forum, 2004, 28: 15-23.
[2] �� ��, ����Ⱥ, ���ճ�, ��С��, ������. ��ɻ������Ͻ���о���״��չ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1704-1715.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting. Recent development and prospects for giant plane aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1704-1715.
[3] LI Zhan-ming, ZHU You-li, DU Xiao-kun, HUANG Yuan-lin. Microstructures and mechanical properties of 2024 aluminum alloy welded joint after ultrasonic peening treatment[J]. Rare Metal Materials and Engineering, 2012, 41(s2): 307-311.
[4] ������, ��־��, �� ��. ��ѹ̬7075���Ͻ��ٽᾧ����ģ�ͼ�Ӧ��[J]. �й���ɫ����ѧ��, 2013, 23(6): 1507-1515.
GUO Hai-long, SUN Zhi-chao, YANG He. Empirical recrystallization model and its application of as-extruded aluminum alloy 7075[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(6): 1507-1515.
[5] EVANS A G, MUMM D R, HUTCHINSON J W, MEIER G H, PETTIT F S. Mechanisms controlling the durability of thermal barrier coatings[J]. Progress in Materials Science, 2001, 46: 505-553.
[6] ������, �� ��, ������. ����Ϳ����о���״�뷢չ����[J]. �й���ɫ����ѧ��, 2007, 17(1): 1-13.
LIU Chun-bo, LIN Feng, JIANG Xian-liang. Current state and future development of thermal barrier coating[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(1): 1-13.
[7] ZHOU Y C, HASHIDA T. Coupled effects of temperature gradient and oxidation on thermal stress in thermal barrier coating system[J]. International Journal of Solids and Structures, 2001, 38: 4235-4264.
[8] HEJWOWSKI T. Comparative study of thermal barrier coatings for internal combustion engine[J]. Vacuum, 2010, 85: 610-616.
[9] �Ժ���, �� ޱ, ��ѧƼ. ��������Ϳ�ݶ�Ϳ�������֯�ṹ������[J]. ������ҵ��ѧѧ��, 2003, 25(6): 468-470.
ZHAO Hai-tao, JIA Wei, ZHANG Xue-ping. Microstructure and property of gradient coatings fabricated with plasma spraying[J]. Journal of Shenyang University of Technology, 2003, 25(6): 468-470.
[10] SAAD D, SAAD P, KAMO L. Thermal barrier coatings for high output turbocharged diesel engine[J]. SAE Technical Paper, 2007, 1(1): 1-11.
[11] MARR M, WALLACE J S, MEMME S, CHANDRA S, PERSHIN L, MOSTAGHIMI J. An investigation of metal and ceramic thermal barrier coatings in a spark-ignition engine[J]. SAE Technical Paper, 2010, 3(2): 115-125.
[12] CERIT M, AYHAN V, PARLAK A, YASAR H. Thermal analysis of a partially ceramic coated piston: effect on cold start HC emission in a spark ignition engine[J]. Applied Thermal Engineering, 2011, 31: 336-341.
[13] BALARAJU J N, RAJAM K S. Electroless deposition of Ni-Cu-P, Ni-W-P and Ni-W-Cu-P alloys[J]. Surface and Coatings Technology, 2005, 195: 154-161.
[14] YU Hui-sheng, LUO Shou-fu, WANG Yong-rui. A comparative study on the crystallization behavior of electroless Ni-P and Ni-Cu-P deposits[J]. Surface & Coatings Technology, 2001, 148: 143-148.
[15] SUI M L, LU K. Thermal expansion behavior of nanocrystalline Ni-P alloys of different grain sizes[J]. Nanostructured Materials, 1995, 6: 651-654.
[16] GU Li-jian, CHEN Xiao-long, FAN Xi-zhi, LIU Yang-jia, ZOU Bing-lin, WANG Ying, CAO Xue-qiang. Improvement of thermal shock resistance for thermal barrier coating on aluminum alloy with various electroless interlayers[J]. Surface and Coatings Technology, 2011, 206: 29-36.
[17] ����, ������, ������, Ҧ����. ���¶����¶ȶ�2A70 ���Ͻ���֯���ܵ�Ӱ��[J]. �ȼӹ�����, 2009, 38(23): 27-29.
GAO Yan-hua, GUO Hong-zhen, WANG Xiao-chen, YAO Ze-kun. Influence of isothermal forging temperature on microstructure and mechanical property of 2A70 aluminum alloy[J]. Hot Working Technology, 2009, 38(23): 27-29.
[18] HINO M, MURAKAMI K, MITOOKA Y, MURAOKA K, KANADANI T. Effects of zincate treatment on adhesion of electroless Ni-P coating onto various aluminum alloys[J]. Transactions of Nonferrous Metals Society of China, 2009, 19: 814-818.
[19] ASHASSI-SORKHABI H, DOLATI H, PARVINI-AHMADI N, MANZOORI J. Electroless deposition of Ni-Cu-P alloy and study of the influences of some parameters on the properties of deposits[J]. Applied Surface Science, 2002, 185: 155-160.
[20] �����, ��Ի�, �����. ����ѧ�Ʋ����ʴ�Լ����������Ĺ�ϵ[J]. ������ѧѧ��, 2005, 21(11): 1299-1302.
HU Guang-hui, WU Hui-huang, YANG Fang-zu. Corrosion resistance of electroless Ni-P deposits and its relation to P contents[J]. Acta Physico-Chimica Sinica, 2005, 21(11): 1299-1302.
[21] MARTYAK N M. Characterization of thin electroless nickel coatings[J]. Chemistry of Materials, 1994, 6: 1667-1674.
[22] ARMYANOV S, GEORGIEVA J, TACHEV D, VALOVA E, NYAGOLOVA N, MEHTA S, LEIBMAN D, RUFFINI A. Electroless deposition of Ni-Cu-P alloys in acidic solutions[J]. Electrochemical and Solid-State Letters, 1999, 2(7): 323-325.
[23] DEAN J A. Lange��s handbook of chemistry[M]. New York: McGraw-Hill Inc, 1992: 315-322.
[24] WANG Hua-bin,HAN Jie-cai, DU Shan-yi, NORTHWOOD D O. Reaction synthesis of nickel/aluminide multilayer composites using Ni and Al foils: Microstructures, tensile properties, and deformation behavior[J]. Metallurgical and Materials Transactions A, 2007, 38: 409-419.
[25] ��־��, ������, ���ӱ�, ������. Al-Cu-Mg-Ag�Ͻ���������о���չ[J]. �й���ɫ����ѧ��, 2007, 17(12): 1905-1915.
LIU Zhi-yi, LI Yun-tao, LIU Yan-bin, XIA Qing-kun. Development of Al-Cu-Mg-Ag alloys[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(12): 1905-1915.
[26] RYLANDS L M, WILKES D M J, RAINFORTH W M, JONES H. Coarsening of precipitates and dispersoids in aluminium alloy matrices: A consolidation of the available experimental data[J]. Journal of Materials Science, 1994, 29: 1895-1900.
(�༭ ������)
������Ŀ���������Ȼ��ѧ����������Ŀ(12JCYBJC12300)
�ո����ڣ�2013-07-02�������ڣ�2013-12-17
ͨ�����ߣ�Ҷ���ˣ����ڣ���ʿ���绰��022-27406261��E-mail��yefx@tju.edu.cn
ժ Ҫ��Ϊ�˻���Ϳ��ͻ���֮�����ʧ��Ӧ�������û�ѧ�Ʒ�����2A70���Ͻ�������Ʊ�Ni-P��Ni-Cu-P���ɲ㣻Ȼ���ڶƲ���������Ʊ�CoNiCrAlYճ����ZrO2-8%Y2O3(8YSZ)�մɲ�(��������)����ø�������Ϳ�㣻��������ѭ������������Ϳ����ϵ�Ŀ��������ܡ��������������Ni-P�Ʋ��Ni-Cu-P�Ʋ���Ϊ���ɲ�����������������ֱ�ԼΪ1000�κ�500�Σ�Ni��AlԪ�صĻ���ɢʹ���ɲ��������������γ�����ɢ��͵�״������һЩ��������ɢ����ͨ�������Ϳ�������Ľ��ǿ�ȣ��������Ŀ������ڱ����������Ϳ��������в���Ӱ�죻�ڽ���Ӧ���¿����������洦���γ����ƣ������յ���Ϳ����롣
