
���±�ţ�1004-0609(2008)12-0222-06
���ղ�����AZ31þ�Ͻ�?MIG���Ϻ�����ε�Ӱ��
�� ��1��̷ ��2����ܲ�2��������1���� ��1
(1. ���пƼ���ѧ ����ӿ�ѧ�빤��ѧԺ �人������ʵ���ң��人 430074��
2. �й�������ѧ�о�Ժ ������Ժ������ 315103)
ժ Ҫ��
ϵͳ�о�����ʡ��绡��������Դ����10 mm��AZ31þ�Ͻ�?MIG (Metal inert gas) ���Ϻ��ӹ����ȶ��Ժͺ�����ε�Ӱ����ɡ����������ʵ�����?�绡ЭͬЧӦ��������Դ���Ϊ3 mm�����Ϻ�����������ڼ���ʣ�MIG�绡�����Ժ������������Ӱ�죬���ǶԺ�������Ӱ�����ޣ����Ż��Ĺ��ղ����£�����?MIG���Ϻ����ܹ���Ч����þ�Ͻ⺸���д��ڵı������ȱ�ݣ������ٶ����50%����MIG������ȣ����Ϻ���������߽�10�����绡ȼ�պ��۵ι����ȶ��Դ������ߣ��������?MIG���Ϻ�����þ�Ͻӵ�һ����Ч������
�ؼ��ʣ�
þ�Ͻ������Ϻ��������⺸�����绡���������������
��ͼ����ţ�TG 456.9 ���ױ�ʶ�룺 A
Effects of welding parameters on weld shape of laser-MIG hybrid welding of AZ31 magnesium alloy
GAO Ming1, TAN Bing2, FENG Jie-cai2, ZENG Xiao-yan1, YAN Jun1
(1. School of Optoelectronics Science and Engineering, Wuhan National Laboratory for Optoelectronics,
Huazhong University of Science and Technology, Wuhan 430074, China;
2. Ningbo Branch of China Academy of Ordnance Science, Ningbo 315103, China)
Abstract��Laser-MIG (Metal inert gas) hybrid welding with 10 mm thick AZ31 magnesium alloy was carried out and the effects of laser power, arc current and laser-arc distance on the weld shape were studied. The results show that the optimal laser-arc distance that has the maximum laser-arc synergic effect is 3 mm and the penetration depth of hybrid weld depends on the laser power. The arc current has an evident effect on the bead width but only a little influence on weld penetration depth. Under the optimal welding parameters, the laser-MIG hybrid welding can obtain good welds without morphological defect and the welding speed increases to 1.5 times as that of laser welding. Compared with MIG welding, the droplet transfer of hybrid welding is more stable and the weld penetration depth increases to nearly 10 times. The study demonstrates that the laser-MIG hybrid welding is an effective welding process for magnesium alloy.
Key words: magnesium alloy; hybrid welding; laser welding; arc welding; weld shape
þ�Ͻ�������Ľṹ�������ϣ����и߱�ǿ�ȡ��ȸնȡ������Ժõ��������ܣ��ں��պ��졢���������ӵ�������й�����Ӧ�ÿռ䡣���ǣ�þ�Ͻ��һЩ����������ѧ��������������͡��е�͡���ѧ������ǿ��ʹ�亸�Ӵ���һ�����ѣ���Ҫ����Ϊ�����ȶ��Բ���ײ������ס������ơ����氼�ݵ�ұ��ȱ��[1?3]�����⺸����Ϊ�ٶȿ졢Ч�ʸߡ����ȸߵ��ŵ㣬��Ϊ������þ�Ͻӹ�ע�Ľ��㣬���ڱ��庸����ȡ���˽�����ĺ���Ч��[4?6]����������[7?8]������?TIG (Tungsten inert gas)�绡���Ϻ��Ӽ���Ӧ����1~3 mm��AZ31Bþ�Ͻ𱡰壬Ҳȡ����������Ч����Ƚ��ڼ��⺸�ӣ����Ϻ����ܹ���ø��õĹ����ȶ��ԡ�������μ���ѧ���ܡ�ֻ�Ǽ���?TIG���Ϻ��ӹ��մ���������丨�����ϵ�ȱ�㣬���Ӹ����Ͻ��þ�Ͻӣ������Ǻ�庸���м��׳��ֵĺϽ�Ԫ���������ס����氼�ݵ�ұ��ȱ�ݡ�
����?MIG (Metal inert gas���ۻ����������屣����)���Ϻ����ܹ���ʵ�ּ���?�绡ЭͬЧӦ��ͬʱ���������ϣ���������ȱ�ݡ������ܹ�ʵ��þ�Ͻ𱡰�ĸ��ٺ������ܹ�ʵ�ֺ��Ŀɿ����ӣ����϶�Ž�������ǿ�����÷�Χ���㣬���տ�������ں��·��[9]����ļ���?TIG��������˿���Ӽ�����˵Ҳ����ֱ�ӣ���Ŀǰ���ܹ�ע���о���㷺�ļ���?�绡���Ϻ��Ӽ������о�þ�Ͻ�?MIG���Ϻ��Ӷ����þ�Ͻ�����������Ч�ʺ�������Ӧ�÷�Χ������Ҫ���塣���ǣ�þ�Ͻ�ĵͷе������ѹʹ��MIG�����е��۵ι����൱���ѣ��۵����й��Ⱦͻ������ը����ɴ����ɽ��������ȶ��Ժܲ���γ��ȶ������ĺ��졣Ŀǰ����WOHLFAHRT��[10]���ÿɿص�������ʹ�۵μ��ܹ��ɣ��ֲ����Ȳ��������Ĺ����ȶ��Ժͺ�����Ρ����Ǹù��յĺ��ļ�����û������¶������MIG��������þ�Ͻ���Ȼ�����൱���ѡ����Ŀǰþ�Ͻ��MIG�����о��dz�ȱ����������һԭ������Ϊֹ��δ������þ�Ͻ�?MIG���Ϻ��ӵı�����
�������߲���10 mm��AZ31þ�Ͻ�չCO2����?MIG���Ϻ����о�����ʵ���ȶ����ӵĻ������о�������α仯���ɣ�������ػ�������̽�֡�
1 ʵ��
ʵ�����Rofin TR050 5 kW CO2��������Panasonic 350AG2������MIG������������ģʽΪTEM01�����÷���۽�������Ϊ286 mm���۽�ֱ��Ϊ0.6 mm��ʵ�����Ϊ10 mm��AZ31þ�Ͻ�壬�ߴ�Ϊ100 mm��50 mm���ɷ�(��������)Ϊ��Al 3.95%-Zn 1.0%-Mn0.40%-Mg94.65%��ʵ��װ��ʾ��ͼ����ز�����ʶ��ͼ1��ʾ�����ü���������ʽ���������������۳�ǰ�������������ĺͺ�˿��˵ľ��붨��Ϊ��Դ��࣬��DLA��ʾ��ʵ�������õĹ��ղ������仯��Χ���1���С������͵�ѹ�Ķ�Ӧ��ϵ���2���С������ñ�������ΪHe-Ar������壬����15 L/min���ؼ��������䷽����ͬ�ᱣ��Ar��������Ϊ7.5 L/min���������ƽ��Ѻ���������ɺ��������Ӻ����м��жϲ����ñ�����������������������10%����ƾ���Һ��ʴ�������ý��������۲⺸����ò��������ز�����
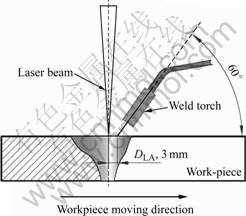
ͼ1 CO2����?MIG���Ϻ���ʾ��ͼ
Fig.1 Schematic diagram of CO2 laser-MIG hybrid welding
��1 ʵ����õĹ��ղ���
Table 1 Welding parameters used in experiment
��2 �绡���������Ӧ�ĵ�ѹ
Table 2 MIG arc voltage corresponding to arc current
![]()
2 ���������
2.1 ���������������ԴЭͬЧӦ
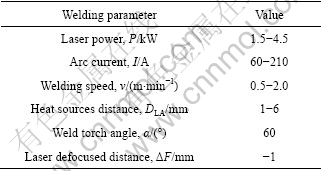
ͼ2��ʾΪþ�Ͻ�MIG�绡�����⼰���Ϻ��������ò�����ڵ���MIG������˵����Ϊþ�Ͻ�ĵ�����ѹ�͵��۵㣬�۵������ȱ�ը���亸�ӹ��̲������������ȶ��Բ���(��ͼ2(a))����ʹ�����ٶ�ֻ��0.5 m/min��MIG���������Ȼ����ƽ��������Ե��������ͼ2(b)��ʾ�����⺸�����ƽ���ȵõ���ߡ����ǣ���Ϊȱ�����Ӳ��ϵIJ��䣬þ�Ͻ���������������´������IJ��ֺ�����������⺸��������°�������֣�������Ե������ҧ��ȱ�ݡ���ͼ2(c)��ʾ�����Ϻ�������ƽ������������߳��֣���ҧ��ȱ�ݡ���˵����þ�Ͻ�?MIG���Ϻ����У���ԴЭͬЧӦ��MIG�绡ȼ�պ��۵ι��ɣ����绡�ȶ�����������ǿ���ã���֤�˸��Ϻ��ӵ��ȶ����У���˿���ϵ���������������ұ��ȱ���л������á�
ͼ2 þ�Ͻ�MIG�绡�����⼰���Ϻ���ı�����ò
Fig.2 Weld surface morphologies of MIG arc welded, laser welded and hybrid welded magnesium alloys: (a) Arc weld, I=120 A, v=0.5 m/min; (b) Laser weld, P=3.5 kW, v=1.0 m/min; (c) Hybrid weld, P=3.5 kW, I=120 A, v=0.5 m/min;
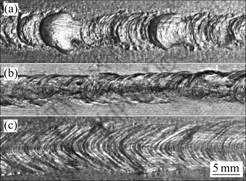
ͼ3��ʾΪ����MIG�绡�����⼰���Ϻ���ĺ������ò�Աȡ����п��Կ�����2.64 kW(120 A��22 V)MIG�绡��ʹ��0.5 m/min�����£���������Ҳ��Ϊ1.1 mm��3.5 kW��������1.0 m/min�ĺ����µõ�ȫ�����죬�������������°�ȱ�ݡ����߸��Ϻ�ʵ��10 mmþ����ȫ���ĸ��Ϻ����ٶȴﵽ1.5 m/min����������й���ƽ������߳��֡���Ƚ���MIG���ӣ����Ϻ���������߽�10������Ƚ��ڼ��⺸�ӣ��亸���ٶ�����50%������ұ��ȱ��Ҳ�õ���Ч���������������?MIG���Ϻ����ܹ�ͨ������?�绡ЭͬЧӦ����þ�Ͻ�MIG�绡ȼ�պ��۵ι��ɵ��ȶ��ԣ�ʵ���ȶ����ӣ���ø��õĺ�����κ��ߵĺ���Ч�ʣ���һ����Ч��þ�Ͻӹ��ա�
ͼ3 þ�Ͻ�MIG�绡�����⼰���Ϻ���������ò
Fig.3 Weld cross section morphologies of MIG arc, laser and hybrid welds magnesium alloys: (a) Arc weld, I=120 A, v=0.5 m/min; (b) Laser weld, P=3.5 kW, v=1.0 m/min; (c) Hybrid weld, P=3.5 kW, I=120 A, v=0.5 m/min;
ͨ����Ϊ���ڼ���?�绡���Ϻ����У��绡�ȶ��Ե���ǿ�������������ã����ȣ�������µ��������еĸ��´�������ͨ������Դ��������γɵĵ���ͨ������绡����ߵ绡�¶Ⱥ͵����[11]��������С��ѹԭ�����绡���������Ȼ�����Լ���������ģ���ʹ�õ绡���������У����������ȶ��Ե���ߡ���Σ����¼���С��Ϊ�绡�ṩ���ȶ��������ߵ㣬������ֹ�绡����Ư�ơ�����绡�жϲ�����۵ι��ɵ�ָ���Ժ͵绡ȼ�յ��ȶ���[12]�������Խ�ߣ���Ե绡���ȶ�����Խǿ[13]������þ�Ͻ�?MIG���Ϻ�����˵����ԴЭͬЧӦ�Ե绡�ȶ��Ե�����ܹ�����þ�Ͻ��۵ι����еľֲ����ȣ��������۵ι��ȱ�ը�����µĵ绡�ϻ�������Ư����������۵ι��ɽ����۳ص�ָ���ԣ����ջ�ý��ȶ��ĺ��ӹ��ղ��õ���ͼ2(c)��ͼ3(c)��ʾ�����ú�����ò����һ���棬�ȶ�ȼ�յĵ绡�ܹ�ͨ��Ԥ�ȹ�����������ǿ���⣬��߸��Ϻ���Ч�ʡ�
2.2 ��������
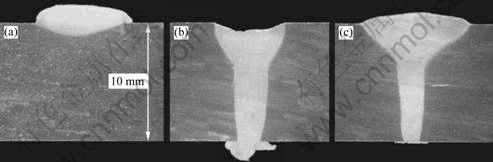
�о�����[14?16]�����͵ļ���?�绡���Ϻ��Ӻ�������Եġ����ѾƱ���״�����ݼ��⺸�Ӻͳ���绡���ӵĺ�����ò���������Խ����Ϊ�������绡���ͼ�������þ�Ͻ�?MIG���Ϻ���ͬ���߱�������ò����ͼ4��ʾ��������Ϊ[14?15]������͵绡�ڹ����۳��ڵ������ֲ�������״���Ǿ������ֺ�����ε�ԭ�����ϰ벿�ֿ����ҽ�dz�ĵ绡�������绡��Ҫ�����ں����۳��ϰ벿�֣����Ϻ��������Ҫȡ���ڵ绡�����÷�Χ��ǿ�ȣ��������°벿�����Եļ������ۺ�������˵�����Ϻ���������Ҫ�����ڼ���С��ЧӦ��ǿ����

ͼ4 ����?MIG���Ϻ�������
Fig.4 Nomination for different zones of laser-arc hybrid welded magnesium alloy (P=3.5 kW, I=120 A, v=1.2 m/min)
2.3 ���ղ����Ժ�����ε�Ӱ��
2.3.1 ����ʵ�Ӱ��
��ͼ5��ʾ�����ż���ʵ����ӣ����Ϻ�������ͺ�����ȳ��������ӡ�������Ϊ�ڼȶ������ٶ��£�����ʵ�����ֱ������˼���С��ЧӦ��������߸��Ϻ������ͬʱ�����˺��������벢�����˹�����������ȷ�Χ��ʹ���Ϻ�������
��ͼ5(a)�����Կ��������Ϻ�����������ڼ��⺸��ֻ�������ӡ������ͨ��þ�Ͻ��MIG�绡���������н��͡��Ը��������Ͻ���˵����������MIG�����ܹ���÷dz��ȶ����۵�������ɡ���ʱ���绡���нϴ���۵γ�����͵绡ѹ�����ڼ���?MIG���Ϻ����У�ͨ����Щ���͵绡���������ã��绡���ڼ��������������γ�һ�������۳ء�������ֱ�������ڸð����۳����൱�����ڹ����ϵ�����ƽ���½����������˼���С�״���ȡ�ͬʱ������ֱ�����������ڵĽ��������ϣ����������ۻ�����������������ģ�����˼������γ�С����Ч��������ǿ�˼���С��ЧӦ�������ֻ��ƵĹ�ͬ����ʹ�ø��Ϻ��������ڸ��������Ͻ�������ڼ��⺸���кܴ���ȵ����ӡ����ǣ���ǰ������þ�Ͻ�MIG�绡ȼ�ռ��۵ι��ɼ����ȶ�����ˣ�����ʵ���ȶ���������ɣ�ֻ���γɰ�����Ⱥ�С���۳ؼ���dz�ĺ�������(��ͼ2(a))���ڱ��θ��Ϻ���ʵ���У�þ�Ͻ�MIG�绡��Ȼ�ܹ�ͨ������?�绡ЭͬЧӦ�õ���ߣ�����Ȼ������ȶ���������ɣ�ֻ�����۵ι��ɵ�ָ���Եõ����ƣ�ʹ�۵κ͵绡�����ܸ��ȶ��Ľ����۳ء�������þ�ϽϺ�����ͨ���绡�����γɰ����۳����������������������������绡����������Ҫ����ΪԤ�ȹ�������ǿ����С��ЧӦ�����ǣ����ȶ��绡��ͨ����ԴЭͬЧӦʵ���ȶ��Ĺ����л����IJ��ּ���������һ���̶��ϼ����˼���С��ЧӦ[13]�������Ͽ����绡�Լ���ĸ�����������������þ�ϽϺ�������ֻ���Ը��ڼ��⺸�ӡ�
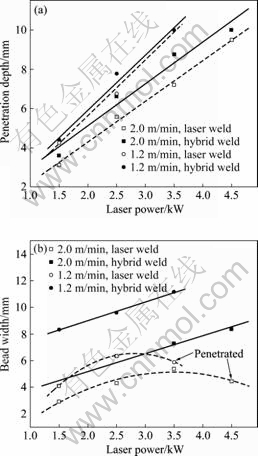
ͼ5 �绡����120 Aʱ����ʶԸ��Ϻ�������ͺ�����ȵ�Ӱ��
Fig.5 Effects of laser power on penetration depth (a) and bead width (b) by hybrid weld at arc current of 120 A
ͨ����˵����Ϊ�����ܶȸߣ����⺸��ͨ���γ�����Ⱥܴ��ϸխ���졣���ڸ��Ϻ����У��绡�ͼ���ͬʱ�����ڹ������棬�绡����������÷�Χʹ�ù���������ۻ�����������ӣ������γ����Ա���ĸ��Ϻ��졣
2.3.2 �绡������Ӱ��
��ͼ6��ʾ�����ŵ绡���������ӣ���������ͺ�����ȳ��������ӡ����ǣ�������ȵ����ӷ��ȸ��ں������
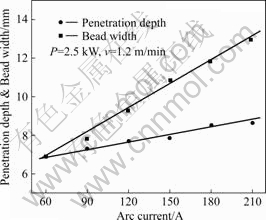
ͼ6 �绡�����Ը��Ϻ�����ε�Ӱ��
Fig.6 Effects of arc current on weld shape of hybrid weld
���ڵ绡������˵�����ӵ�������ߵ绡�ڹ��������������������Ժ�����ȵ�������ֱ��Ӱ�죺�绡����Խ�������������ۻ���ΧԽ�������Խ����Ϊ���Ϻ��������Ҫ�ܵ��绡��Ӱ�죬��ˣ����ӵ绡�������������Ӹ��Ϻ�����ȡ���2.3.1����������þ�ϽϺ����У��绡�Լ���ĸ���������Ҫ����ΪԤ�����á����ŵ绡���������ӣ����������ӣ��绡�Լ���ĸ���������ǿ�������ڼ���С��ЧӦ����ǿ���Ϻ�����������ӡ����ǣ����ӵ绡��������ߵ绡�����¶ȼ�����ȣ���С�绡�ͼ�����µ�������֮��IJ�ࡣ��´Ӽ�����µ�������Ǩ�ƽ���绡�Ĵ��������������ͣ�������?�绡ЭͬЧӦ�����������˵绡ͨ����������Ǩ�ơ�ϡ�͡�������µ������塢�����˼�����µ�������Լ�����ɢ��ЧӦ���������������Ч�ʵĻ����� ��[13]�����գ���������Ӱ����ۺ������£����Ϻ���������绡�������ӵķ���С�ں�����ȡ�
���ڸ��Ϻ���������Ҫ�����ڼ���ʣ����绡��������Ӱ�첢����������ˣ���þ�Ͻ�?MIG���Ϻ����У��绡���������ø���ı����ڿ��ƺ�����ȺͲ���������ϡ�
2.3.3 ��Դ����Ӱ��
��ͼ7��ʾ������һ�������Ϻ��������խ������ȵ������Դ���DLA(3 mm)���������Ͽ�����Դ���Ը��Ϻ��������Ӱ�첢��������������Ϊ����þ�Ͻ�?MIG���Ϻ����У���ԴЭͬЧӦ��Ҫ����Ϊ����Ե绡�ȶ��Ե���ߣ����ⱻ�绡������ǿ��������Խ�С����ˣ������ڼ���С��ЧӦ�ĸ��Ϻ�����������ڼ��⺸�ӵ��������Ȳ�������Ѽ��DLA=3 mm�������Ϻ�����������ڼ��⺸�ӽ�����0.97 mm(��ͼ5(a)��ͼ7)�����գ�������Դ���ı仯�����Ϻ���������ڴ˺�խ�ķ�Χ�ڱ仯������仯�������ԡ�
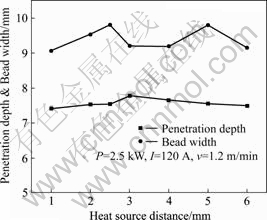
ͼ7 ��Դ���Ը��Ϻ�����ε�Ӱ��
Fig.7 Effects of heat sources distance on weld shape of hybrid weld
��Դ���Ը��Ϻ�����ε�Ӱ����Ҫȡ������ԴЭͬЧӦ����Ҳ�ܵ��������ص�Ӱ�졣����DLA�����ӣ�����͵绡������������[13]���������������ͨ������֮��ĵ���ͨ����������Ǩ�Ƶ��Ѷ������ӣ�������?�绡ЭͬЧӦ����������������С��ЧӦ���绡��ǿ���������������Ϻ��������½���ͬʱ���绡������ѹ���ij̶���С���绡�ڹ�������������÷�Χ���ӣ����Ϻ�����������ӡ�����Դ�������һ���̶ȣ���DLA=6 mmʱ������?�绡ЭͬЧӦ��ʧ���绡�Լ���ĸ���������ʧ�����Ϻ��������½����ͼ��⺸����ͬ��ͬʱ������Ե绡���ȶ�������ʧ���绡�ȶ��Լ����½����������ڹ����������Ч�������ͣ���ˣ������ڵ绡�ĸ��Ϻ�����ȷ������͡�
����Դ����С��һ����Χʱ����������ֱ�������ں�˿���۵��ϡ�������IJ��ּ�����������ɼ���С��ЧӦ���µ�������ǿ�ȼ������������Ϻ���������µ�������ǿ�ȵļ����ή�ͼ���?�绡ЭͬЧӦ���������Ե绡��ѹ�����ȶ����á��绡������������ӽ����Ϻ�����ȡ���ʵ�������£�DLA��2.5 mmʱ�������ּ��������۵λ�˿ֱ�����õ������DLAԽС�������Խ����������Խ���ء����ǣ�����Դ����Сʱ����DLA=1 mmʱ��������ֱ���ۻ���˿���۵����ĵ����������ڼ���С��ЧӦ�����������Ϻ��������ͬʱ�����������۵�����˲������ĸ��»�ʹ�۵α�ը����ɵ绡�ȶ��Լ����½�����ͬ����ʹ�绡�����ڹ������������ۻ���������Ч�������ͣ��������Ϻ�����ȡ�
������Ӱ�����صĹ�ͬ�����£����ڻ�������ԴЭͬЧӦ����Ѽ�ࡣ�ڴ���Ѽ���£�����С��ЧӦ�õ����̶ȵ���ǿ���绡��ѹ���ij̶Ƚϴ��⣬��DLA=4 mmʱ�����Ϻ�����κ���Ѽ�����С��֮����û��ѡ��ü��Ϊ��Ѽ������Ϊ������Դ�������ӣ����������ɺ����������۳صľ������ӣ����۳صı���Ч���������ڸ��Ϻ��ӽ�ͷ��������ߡ�
3 ����
1) ���Ż��Ĺ��ղ����£�þ�Ͻ�?MIG���Ϻ����ܹ��õ��ȶ����պͳ������õĺ��죬��Ч����þ�Ͻ⺸���������γɵ�ұ��ȱ�ݡ��ڸ��������£���Ƚ��ڵ���MIG���ӣ��亸��������߽�10������Ƚ��ڼ��⺸�ӣ��亸���ٶ����50%��
2) þ�Ͻ�?MIG���Ϻ���������Ҫ�����ڼ���ʣ������漤��ʵ����Ӷ��������ӡ����ǣ����Ϻ�����������ڼ��⺸��ֻ�������ӡ�
3) ��þ�Ͻ�?MIG���Ϻ����У���������ͺ�����ȶ����ŵ绡���������Ӷ��������ӡ��绡���������ø���������ڿ��ƺ�����ȺͲ���������ϣ��Ը��Ϻ�������Ӱ����Խ�С��
4) þ�Ͻ�?MIG���Ϻ��ӵ�������Դ���Ϊ3 mm����ʱ����?�绡ЭͬЧӦ����Ϻ����������
[1] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165?178.
FENG Jie-cai, WANG Ya-rong, ZHANG Zhong-dian. Status and expectation of research on welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165?178.
[2] Zhao H, Debroy T. Pore formation during laser beam welding of die-cast magnesium alloy AM60��Mechanism and remedy[J]. Weld Journal, 2001, 80(8): 204?210.
[3] ȫ�ǽ�, ����, ���ջ�, ������. AZ31þ�Ͻ⺸��ͷ�е�ȱ�ݷ���[J]. �ȼӹ�����, 2007, 36(3): 33?36.
Quan Ya-jie, Chen Zhen-hua, Yu Zhao-hui, GONG Xiao-san. Defects analysis of AZ31 magnesium alloy joints by laser beam welding[J]. Hot Working Technology, 2007, 36(3): 33?36.
[4] Cao X, Jahazi M, Immarigeon J P, WALLACE W. A review of laser welding techniques for magnesium alloy[J]. J Mater Process Technol, 2006, 171(2): 188?203.
[5] ȫ�ǽ�, ����, �� ÷, ���ջ�, ������. AM60����þ�Ͻ𱡰弤�⺸�ӽ�ͷ����֯������ [J]. �й���ɫ����ѧ��, 2007, 17(4): 525?529.
Quan Ya-jie, Chen Zhen-hua, LI Mei, YU Zhao-hui, GONG Xiao-san. Microstructure and properties of joints of wrought magnesium alloy AM60 plates welded by laser beam welding[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(4): 525?529.
[6] Sun Z, Pan D, Wei J. Comparative evaluation of tungsten inert gas and laser welding of AZ31 magnesium alloy[J]. Science and Technology of Welding and Joining, 2002, 7(6): 343?351.
[7] Liu Li-ming, Wang Ji-feng, Song Gang. Hybrid laser-TIG welding, laser beam welding and gas tungsten arc welding of AZ31B magnesium alloy[J]. Materials Science and Engineering A, 2004, 381(1/2): 129?133.
[8] �� ��, ������, ���̷�, �ܼ���. ����-TIG���Ϻ���þ�Ͻ�AZ31B���ӹ���[J]. ����ѧ��, 2004, 25(3): 31?34.
SONG Gang, LIU Li-ming, WANG Ji-feng, ZHOU Ji-yang. Laser tungsten inert gas arc hybrid welding process on wrought magnesium alloy AZ31B[J]. Transactions of the China Welding Institution, 2004, 25(3): 31?34.
[9] ���·�, ������, �ï. þ�Ͻ�벻�������Դ����˿���ӹ���[J]. ����ѧ��, 2007, 28(5): 77?81.
HAO Xin-feng, LIU Li-ming, LI Chang-mao. Low powered laser-arc hybrid welding of magnesium alloy with cold filler wire[J]. Transactions of the China Welding Institution, 2007, 28(5): 77?81.
[10] Wohlfahrt H, Rethmeier M, Brunswick, BOUAIFI B, SCHUTZ M. Metal-inert gas welding of magnesium alloy[J]. Welding and Cutting, 2003, 55(2): 80?84.
[11] �� ��, ������, �� ��, ��Ǭ��, ������. ����?�绡���Ϻ��ӵ���Դ�����[J]. ���⼼��, 2007, 31(5): 465?468.
GAO Ming, ZENG Xiao-yan, YAN Jun, HU Qian-wu, WANG Fu-de. Heat sources interaction of laser-arc hybrid welding[J]. Laser Technology, 2007, 31(5): 465?468.
[12] ������, ���̷�, �� ��. ����绡���Ϻ���AZ31Bþ�Ͻ� [J]. �й�����, 2004, 31(12): 1523?1526.
LIU Li-ming, WANG Ji-feng, SONG gang. Hybrid laser-arc welding of AZ31B Mg alloy[J]. Chinese Journal of Lasers, 2004, 31(12): 1523?1526.
[13] Gao M, Zeng X Y, Hu Q W. Effects of welding parameters on melting energy of CO2 laser-GMA hybrid welding[J]. Science and Technology of Welding and Joining, 2006, 11(5): 517?522.
[14] �� ��, ������, ��Ǭ��, �� ��. ��Դ�ռ�λ�öԼ���绡���Ϻ��Ӻ�����ε�Ӱ��[J]. �й�����, 2007, 34(s1): 279?283.
GAO Ming, ZENG Xiao-yan, HU Qian-wu, YAN Jun. Effects of heat sources arrangement on weld shape of laser-arc hybrid welding[J]. Chinese Journal of Lasers, 2007, 34(s1): 279?283.
[15] Gao Ming, Zeng Xiao-yan, Yan Jun, HU Qian-wu. Microstructure characteristics of laser-MIG hybrid welded mild steel[J]. Applied Surface Science, 2008, 254(18): 5715?5721.
[16] Rayes M EL, Walz C, Sepold G. The influence of various hybrid welding parameters on bead geometry[J]. Welding Journal, 2004, 83(5): 147s?153s.
������Ŀ���й���ʿ���ѧ����������Ŀ(20070420897)���й���ʿ���ѧ�����ر�������Ŀ(200801309)
�ո����ڣ�2008-04-29�������ڣ�2008-09-10
ͨѶ���ߣ������㣬���ڣ��绰��027-87792457�����棺027-87541423��E-mail: xyzeng@mail.hust.edu.cn
ժ Ҫ��ϵͳ�о�����ʡ��绡��������Դ����10 mm��AZ31þ�Ͻ�?MIG (Metal inert gas) ���Ϻ��ӹ����ȶ��Ժͺ�����ε�Ӱ����ɡ����������ʵ�����?�绡ЭͬЧӦ��������Դ���Ϊ3 mm�����Ϻ�����������ڼ���ʣ�MIG�绡�����Ժ������������Ӱ�죬���ǶԺ�������Ӱ�����ޣ����Ż��Ĺ��ղ����£�����?MIG���Ϻ����ܹ���Ч����þ�Ͻ⺸���д��ڵı������ȱ�ݣ������ٶ����50%����MIG������ȣ����Ϻ���������߽�10�����绡ȼ�պ��۵ι����ȶ��Դ������ߣ��������?MIG���Ϻ�����þ�Ͻӵ�һ����Ч������
