
���±�ţ�1004-0609(2010)04-0587-12
�����Ա����Ʊ���ϸ��/�����ṹ�������ϵ��о���״��Ӧ��չ��
��־�£����»ԣ�����������ԪԪ���Ժ�����������
(����������ѧ ��е����������ѧԺ ���ҽ������Ͻ������ι��̼����о�����, ���� 510640)
ժ Ҫ��
�ۺ�Ŀǰ�����Ա��η����Ʊ���ϸ���������ṹ�������ϵ��о���״�����ܵ�ͨ��ת�Ǽ�ѹ����ѹŤת���ۻ����������������Ⱦ����Ա��η��������ص���ԭ����̽�־����Ա��ν������ϵ���֯�ݱ�;���ϸ�����ƣ������������Ͼ������Ա��κ�ǿ������չ�Եı仯���ƣ�����Գ����Ա��ε�Ӱ����ɣ�չ�������Ա��η����Խ�������Ӧ�õ�ǰ����
�ؼ��ʣ�
������������֯�ݱ�����ϸ���������������Ա�������������
��ͼ����ţ�TG135.3���� ���ױ�־�룺A
Research status and application prospect of ultrafine grained and/or nano-crystalline metallic materials processed by severe plastic deformation
KANG Zhi-xin, PENG Yong-hui, LAI Xiao-ming, LI Yuan-yuan, ZHAO Hai-dong, ZHANG Wei-wen
(National Engineering Research Center of Near-Net-Shape Forming for Metallic Materials, School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: With a view to the current researches of ultrafine grained and nano-crystalline metallic materials processed by severe plastic deformation(SPD), several typical methods, characteristics and principle of SPD were introduced, such as equal channel angular pressing, high pressure torsion, accumulative roll-bonding and multiple forging. The microstructural revolution and grain refinement mechanism of metallic materials fabricated by SPD were discussed. The change tendency of the strength and ductility of the metallic material, and the influence rules of superplastic deformation was also analyzed. The application of SPD for metallic materials was prospected.
Key words: metallic material; microstructural revolution; ultrafine grain; nano-crystalline; severe plastic deformation; superplasticity
�����Ա���(Severe plastic deformation, SPD)����ǿ��ľ���ϸ����������ʹ�ྦྷ����ϵ��ڲ���֯ϸ�����������������ij�ϸ��(Ultrafine grained, UFG)����[1]�����ֳ��������ѧ���ܺ�ʹ�����ܣ���������о��ߵĹ����Ȥ��Ŀǰ�����ָ������ѱ�������SPD���շ�����������ͨ��ת�Ǽ�ѹ����ѹŤת���ۻ��������������ȣ����ѱ�����Al��Cu��Mg��Ti�Ƚ�������������SPD���μ����Ʊ�UFG���ϲ��������������������ѹ���̻���ĥ��ĥ�г��ֵIJ�����϶���ĩ������Ⱦ��������Σ�������ɱ�֤�ڱ��ι����и��ֽ������ϵ���״���������Ա仯���Ӷ��˷���ͳ�ӹ����������ơ����켰��ѹ�Խ������Ͻ��нϴ�����Ӧ������º�ȼ�ֱ���ߴ�ļ�С��ʹ���ϲ��ʺ����ڽṹ����ȱ��[2]��ͬʱ��SPD�Ʊ�����õ�UFG�ṹ���Ͼ������õ����¿���ǿ�ȡ����³����Լ�Ħ�����ܣ��Բ��ϵ�ʵ��Ӧ�þ�����Ҫ�����塣
1 �����Ա��μ���
20����90�������VALIEV�ȿ�ʼ���õ�ͨ��ת�Ǽ�ѹ��(Equal channel angular pressing, ECAP)��ѹŤת(High pressure torsion, HPT)����SPD�����Ʊ���ϸ����������ʱVALIEV������SPD����Ӧ����Ķ�����������Ҫ����Ե͵ı����¶ȡ������Ա��������������ڳ��ܸ�ѹ������һԭ��ָ���¿�����Խ��Խ���SPD���շ�����
��ͨ��ת�Ǽ�ѹ��һ��ͨ���Կ������ʩ�Ӿ��ҵ������α�ֱ��ϸ�����ڲ���֯���Ʊ����д�ǶȾ���Ŀ������ײ��ϵķ�������һ������ʹ���������Ա���ʱ���ı��������棬������������ظ��α�Ŀ����ԡ�Ŀǰ����ͨ��ת�Ǽ�ѹ�����Ѿ���Ϊ�����Գ��μ����з�չ��Ϊ���ٵļ���֮һ���ѱ������Ʊ���ϸ������������������С���ԭ���ǽ�������һ����ѹ����ͨ�����������ཻ�ҽ���ߴ���Ȳ���һ���Ƕȵ�ͨ������������һ����ѹ���·��������б��Σ������ﵽϸ��������Ŀ�ģ���ͨ��ת��ʾ��ͼ��ͼ1��ʾ[1]��������N���μ�ѹ���κ����ۻ���Ч����Ӧ����Ϊ[3]
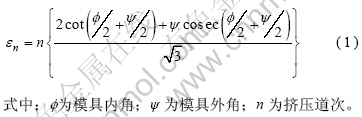
��f=90?����=0?��n=1ʱ����ʽ(1)��֪�����ۻ�Ӧ���1=1.15����n���α��κ����ۻ�Ӧ��Ϊ��n��
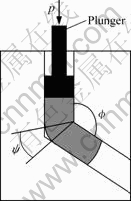
��ͨ��ת�Ǽ�ѹ����ϸ����֯ʱ����ѹ·���ͼ�ѹ�������������ι����е���Ҫ������ͼ2��ʾΪ��ͨ��ת�Ǽ�ѹ��4�ֲ�ͬ·��[4]����4��·���IJ�������������ظ���ѹ�����У���ͨ�������ͨ��ʱ���ϸı��б䷽��ʹ����ͨ��ת���α�ʱ����ϸ��Ч�������仯������·��A��ÿ���μ�ѹ����������תֱ�ӽ�����һ���μ�ѹ������·��BA��ÿ���μ�ѹ��������90?������ת������һ���μ�ѹ������·��BC��ÿ���μ�ѹ��������ͬһ������ת90?������һ���μ�ѹ������·��C��ÿ���μ�ѹ��������ת180?������һ���Ρ�����о�����[5]������·��BC���м�ѹ����ʱ��������3��������ɻ�þ��Ⱦ��ұ��Σ����γɴ�ǶȾ��磬����ϸ��Ч�������ԡ�NEMOTO��[5]�Դ������е�ͨ����ѹ���κ��֣�����·��A����10���α��������·��BC����4���α��ξ�����ͬ�ij�ϸ������֯��
ͼ1 ��ͨ��ת�Ǽ�ѹʾ��ͼ[1]
Fig.1 Schematic diagram of ECAP[1]
ͼ2 ��ͨ��ת�Ǽ�ѹ��4��·��[4]
Fig.2 Four routes of billets during ECAP[4]: (a) Route A; (b) Route BA; (c) Route BC; (d) Route C
Ȼ�������ô�ͳECAP�Բ��Ͻ��м�ѹ����ʱ����һ���ľ����ԣ�����ÿ���μ�ѹ���κ���Ѳ���ȡ�����ٷŽ�ȥ��������ͨ���м�ת��������ʵ�ֲ��ϵĿ��ٽ���ת���Ի�ý϶༷ѹ���μ���ѹӦ�䣬��ʹ�ù������̷�����ͬʱ�˷�ʱ�䡣��ˣ��ڴ�ͳECAP�Ļ�����Խ��Խ�������ECAP�õ���չ�����Ľ��˴�ͳECAP�����ڵľ����ԡ�����תģ��ECAP(rotary-die ECAP)[6]���������ѹ(repetitive side extrusion process, RSEP)[7]���������й���(con-shearing process)[8]���Ⱦ�������(equal channel angular rolling, ECAR)[9]�ȷ�����
��ѹŤת����BRIDGMAN��һ���������չ�����ĶԲ��Ͻ��о����Ա��εķ����������о�֤��[10-12]����ѹŤת��Ӧ���ڸ��ֽ������ϵ��Ʊ����̣���ʹ���Ͼ����ߴ����ϸ�������������������Ӷ���ó�ϸ���ṹ���ϡ�ͼ3(a)��ʾΪ��Ƭ��״������ѹŤתԭ��ͼ[13]�����ô�װ�ñ���ʱ������Ƭ��״����ʩ��GPa���ĸ�ѹʹ�䷢��Ťת�����ڱ��������ijߴ粻�����ı䣬��������������ϴ�ļ���Ӧ�䣬ʹ�������Ϸ��������Ա��Σ��Ӷ�ʹ�����ߴ粻�ϼ�С��ֱ���γɳ�ϸ��������������ͬʱ���ڲ��������ɵ�ѹ����������ѹ���������£���ģ�ߵ�Ӱ�죬ʹ�ò����������ھ�ѹ���������·������б��Σ���ˣ�������Ӧ�����ϴ������Բ��������ѡ����ϱ������ɳ�ͷת��Ȧ�����ƣ����ЧӦ��(req)����[14]��
����ͼ3(a)��ʾ��װ�ö��������и�ѹŤתʱ���������������ڱ�Ƭ��״��������Կ�״���ϵ�Ӧ�ã�ͬʱ������֯�仯��ȫ��������ʩ��ѹ����С�Լ�����������λ��������Ʊ����ϴ��ڴ������������֯�����ȵ�����Ϊ�����һ���⣬SAKAI��[15]
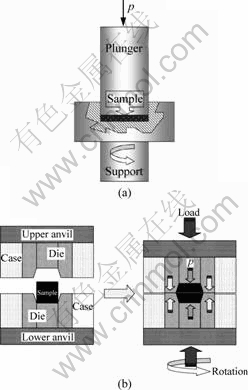
ͼ3 ��ѹŤתʾ��ͼ[13��15]
Fig.3 Schematic illustration of HPT process: (a) Disc-HPT process[13]; (b) Bulk-HPT process[15]
������һ�������ڿ�״���ϵĸ�ѹŤתװ��(�뱡Ƭ��״������ѹŤתװ�����)����ʾ��ͼ��ͼ3(b)��ʾ����HPT���չ����У�Ӱ���乤�����ܵIJ����м�������ת�����μ��������ǿ��Ӧ��ͱ��ι����еļӹ�Ӳ������̬�ظ���HPT��Ϊһ����Ч���Ʊ���ϸ������(�����ߴ���100~300 nm��Χ��������С)�Ĺ��գ��Ʊ��ĺϽ�ɻ�ð�������ǿ�Ⱥ����������������������ڵĶ�������[16]��
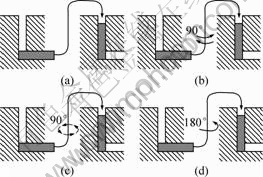
�ۻ�������(Accumulative roll-bonding, ARB)�����ձ������ѧSAITO��[17-18]�״��������չ������һ�ֱ��η�����Ŀǰ������ARB���������ڴ�ͳ������ʵ�֣��Ʊ��İ�ľ��в�ѹ���ϸְ�����ԣ���˿����ڸ��ֲ��ϵ��Ʊ��С���ԭ����һ�����ϵIJ��϶ѵ��������Ĺ���(��ͼ4)���ڸù����У����Ƚ�һ��ԭʼ�������ط�������һ�������棬ͨ����ͳ�����ӹ�ʹ���������һ���ڱ�Ҫ��ʱ��ԶѲ�֮����б��洦�����������ǿ�ȣ�Ȼ����м��ļ����ֳ������֣��ٽ��������ֽ��б��洦�����ѵ���Ȼ�����ѭ�������������������ڵ����ٽᾧ�¶ȵĸ��������½��У����¶ȹ�����ʹ���ϳ����ٽᾧ���������������������������ۻ�Ӧ�䣻���ڽϵ���������������չ�Լ����ǿ�ȵ��½���
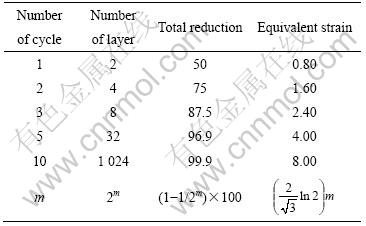
�������Ʊ����������Ƶ����Ա��ι��գ�������ѹ���������ӣ����ϳߴ���Ӧ��С�����ϵ���Ӧ�������ܵ����ơ���ARB�ӹ������У���ÿ������ѹ����ά����50%��ʱ������ƹ����в����Ŀ��ȱ仯���Ժ��ԣ�����ɻ�ø�����Ӧ�䲢���ֲ��ϵļ�����״�������仯����1����Ϊÿ������50%��ѹ�������Ϊ0.5 mm�İ�Ľ��жѵ���������ļ�����״�仯�ſ�[18]��������ARB�ӹ�m��ѭ�����̺�ԭʼ����������Ĵ�����Ϊ2m����������10��ѭ��ARB�ӹ����������IJ�����Ϊ1 024������ζ��ԭʼ���ϵĺ�Ƚ�С��1 ��m��
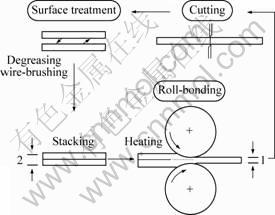
ͼ4 �ۻ�������ԭ��ͼ[17-18]
Fig.4 Diagrammatic representation of ARB process[17-18](mm)
��1 ÿ������50 %��ѹ�������Ϊ1 mm�İ�Ľ��жѵ���������ļ�����״�仯[18]
Table 1 Geometrical changes of materials during ARB process where two pieces of sheets with thickness of 1 mm roll-bonded by 50% reduction per cycle[18]
Ȼ����ARB���մ���һ���ϴ�����⼴������������[18]�����������������в���������ۻ�����Ӧ�䣬���°�������Ƕ��ѭ�������������Ե���ơ���һЩ���ϵ�Ӧ���У���Al-Mg�Ͻ𣬱�Ե���ƽ�Ѹ����չ��������룬�Ӷ������˰�ĵ���ѭ��������ͬʱҲ������ARB���նԲ��ϵ�Ӧ�á�Ŀǰ������ARB���ռӹ��IJ��ϴ��Ϊ���нϺ���չ�Լ����Ա��������Ľ������ϣ����紿����ͭ������ͨ��ARB���ն���Щ���Ͽ��Ʊ�����ϸ�����ϣ�ͬʱ�������κ�����[19-22]���������Խϲ�Ľ������ϣ�����ͨ�����ȵ��ϸ��¶��Ը���������Ȼ���ٽ��е�������Mg �Ͻ�[23]��
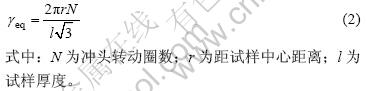
�������(Multiple forging, MF)��20����90�����SALISHCHEV��[24]����ĶԿ�״�����ӹ����λ�ó�ϸ����֯��һ�����ͷ������ü�����ԭ����ͬ�ڶ�����ɶ�����̣��������ز�ͬ�������ѹ���ϣ��ڱ��ι����о���������̬�ٽᾧ���õ�ϸ������ԭ����ͼ5��ʾ�������ڶ�����������ڲ�ͬ����������ϱ��εIJ������Ե���MF�����Ʊ��IJ��ϴ�����֯����������������Ծ����ڵ�ͨ��ת�Ǽ�ѹ���κ�ѹŤת���εģ�Ȼ���ù��յı����¶�ͨ����0.1Tm~0.5Tm(TmΪ�����۵�) ֮�䡣���ڱ����¶Ƚϸߣ��������þ���ʩ�ӽ�Сѹ��������˷������������Բ��ϣ����ں��ʵ��¶Ⱥ�Ӧ�����������¿ɻ�õ���ϸ���ṹ��Ŀǰ���������������Ա��η������ڸ��ֽ����Ͻ��Ի��ϸ����֯[25-26]��
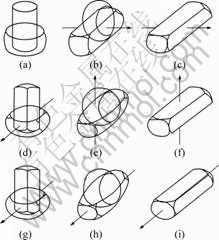
ͼ5 ������칤��ʾ��ͼ[24]
Fig.5 Principle of MF process along different axes: (a), (b), (c) Setting and pulling along first axis; (d), (e), (f) Setting and pulling along second axis; (g), (h), (i) Setting and pulling along third axis[24]
������һЩ����SPD�����⣬����һЩ����SPD���շ����ڸ��ֽ�����Ҳ�õ�ʵ��Ӧ�á��練������ƽֱ��(Repetitive corrugation and straightening, RCS)������Ħ���ӹ�(Friction stir processing, FSP)��T��ͨ����ѹ����(T-shape channel pressing, TCP)�ȣ�����HUANG��[27]����RCS���ն�C11000Cu���мӹ�����18������ѭ�����侧���ߴ���Լ150 ��mϸ����Լ500 nm������ϸ��Ч���dz����ԣ�LIU��[28]����FSP���նԼ�ѹ��Al-Mg-Sc�Ͻ���мӹ����侧���ߴ�ϸ����2.6 ��m������450 �桢1��10-4 s-1�����»��2 150%�Ķ����쳤�ʣ���ʾ������ij������ܡ�
T��ͨ����ѹ����(TCP)�������ɿ�־�µ�[29-31]������һ�־����Ա��η��������øù��ն�Mg-Mn-Ceþ�Ͻ����4���α��κ�����45 ��mϸ����1.1 ��m��ϸ��Ч�����ԣ�ͬʱ����ǿ�ȡ��쳤�ʺ���Ӳ�Ⱦ��õ���ߣ����¶�Ϊ673 K��3��10-3 s-1�����£��Ͻ���쳤�ʴﵽ604%��
2 SPD����������֯�ݱ估ϸ�� ����
SPD���տ��ڸ��ֽ������ϡ�һЩ�뵼����Ϻ��ϲ����л��������֯���γɵ�������֯�����ɲ��ϱ�������(ԭʼ����֯�������;�������)��SPD��������(�¶ȡ��ٶȺ��α䷽����)�������������¶ȡ�����ʩ��ѹ���ͺϽ��ɴٽ���֯��ϸ�����������С�ľ����ߴ�[32]������֣��[33]���о�7475���Ͻ�ECAP�ľ���ϸ������ʱ������ECAP��ļ������ߴ�ĵ���������¶ȵĵ��������ȹ�ϵ���������¶�Խ�ߣ��������ߴ�Խ�����¶ȵĽ����伫�����ߴ���ԽС��
��ͬSPD���յ�ϸ��������������ͬ������SPD���ձ��ν������Ͼ��ɻ�ñȳ��湤�ձ��ν������ϸ�ϸС�ľ�����ͬʱ���õ��ij�ϸ������ͨ�����и��ܶ�λ������ƽ�⾧�缰�����������Ӧ����صĽṹ�ص㡣��ǿ��[26]��������Ա��ξ���ϸ��������Ҫ���α��յ�����ϸ�����Ȼ�е����ϸ���������α���֯�ٽᾧ���¾���ϸ��3�֡�
��ECAP��HPT���չ����У��α��յ�����ϸ������Ҫ�ľ���ϸ�����ơ�����ECAP�����в��ϵı��λ������£����ڼ��������´ִ����������һϵ�о���С�ǶȾ�����Ǿ�������һ�������Ǿ��������γɴ�״��֯������Ǿ����������ƻ�����ʼ���ֲ��־��д�ǶȽ���ĵ��ᾧ��֯������Ǿ�����ʧ������֯��ҪΪ���д�ǶȾ���ĵ��ᾧ��֯������λ�������б����������Ӷ�����ͼ6��ʾΪECAP����6061���Ͻ��TEM�����仨��[34]����ͼ6��֪��6061���Ͻ�ECAP���ռ�ѹ1���κ��γ���״��λ�������Ǿ����������Ǿ����ڲ��ɹ۲쵽���ܶ�λ������(��ͼ6(a))��4���κ�����Ǿ�����ʼ���ֲ�������(��ͼ6(b))��8���κ��Ǿ����ڲ���λ���ܶȴ����½�����������12���μ�ѹ���κ���ϵ��Ǿ����ߴ��Ϊ0.3~0.4 ��m(��ͼ6(c)��(d))��ͬʱ��ͨ��SAED������ߵ�����ε����Ӷ������ȵ����Ʊ������Ǿ����������Ǿ����ĽǶ�ȡ������ż�ѹ�������Ӳ������ӣ��Ӷ���һ���γ��¾����ת��Ϊ�Ѵ��Ǿ����е���λ����
����HPT���չ��̣�KRATOCHVIL��[35]ͨ����Ni����Ԥ��HPT���β�ʹ�䴦���ȶ�״̬���ٽ���HPT���б��Σ��о�����λ������о����ֱ��ι����м��б����γɵļ��д��Ŀ������ǽṹ��֯ƽ���ߴ�Ľ�2������Ϊ�������ڷ������ڻ�����ʵ�ֵģ������绬�Ʋ�����HPT����Ҫ���λ�����IVANISENKO��[12]��HPT���ձ����γɾ������ṹ��UIC 860V�ֲ��ϵĹ��̷�Ϊ����3���Σ���һ��Ϊ������Ӧ��ôﵽ100ʱ���γɰ�״�ṹ����Ӧ���0.2%�½���0.1%����ʱԼ40%����̼�巢���ֽ⣬���Կɹ۲쵽��Ƭ״�ṹ���ڵڶ��Σ���100���ã�200ʱ����״�ṹ��ʼ��Լ100 nm��ֱ��Լ15 nm����״���ṹת�䣬�˹������ȷ�����ƽ���ڼ��з���ı�Ƭ�ṹ����Ȼ�������ṹ����Ƭ�ṹ�ڲ��ϱ䱡��ͬʱ�ڰ�ɫ��ʴ���������ά�ṹ���ڵ����Σ���200���ã�300ʱ�����ṹ���ھ��Ȼ������γɳߴ�ԼΪ10 nm��������
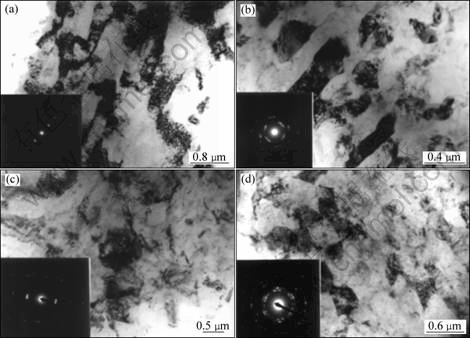
ͼ6 ECAP����6061���Ͻ��TEM�����仨��[34]
Fig.6 TEM images and SAED patterns of ECAPed 6061 Al alloy after different passes: (a) 1 pass; (b) 4 passes; (c) 8 passes; (d) 12 passes[34]
ARB����������ϸ��������֯��ԭʼ����Ϊ23 ��m��IF�����¶�Ϊ500 �桢��ЧӦ��(��vm) 4.0��ARB����ʱ��������Ϊ210 nm��700 nm�ij���״��ϸ���γɵ�UFG�д���λ�����Ǿ��磬ͬʱ�����UFG��֯������ǶȾ�������Χ[36]��PARK��[37]��ARB�����еľ�����֯�ݱ���̹���Ϊ3���Σ���Ӧ������Сʱ�����Թ۲쵽λ�������γɣ������Ƶ�������λ�������ϵõ�ϸ����λ�����ڵ�λ���ܶ���Խϵͣ���Ӧ���������ӣ�λ����ת��Ϊ��ϸ���Ǿ����ڸ����Ӧ��ʱ����֯���ݱ���ҪΪ�Ǿ���ת��Ϊ��ǶȾ��磬��ʱС�ǶȾ��粻��ת��Ϊ��ǶȾ����γ��¾������侧��ϸ�����ƿ���Ϊ��������[17]��һ�����ڰ���漰�α�����ھ��ҵļ��б��Ρ�ARB������ͨ��Ϊ�˻�����õĽ����϶���ʹ������ˣ�ÿ��ARB�����о����ڱ�����������ϴ�ļ��б��Σ��ü���Ӧ����������ARB���̵ĵ�ЧӦ�䣬������һ����ARB���ι����У����ϵ�һ���������һ�����Ϊ��ȵ����IJ��֣��Ӷ�ʹ�ߵ���ARB����нϴ���б��εı��������غ�ȷֲ��ܸ��ӣ���������κ����������������������Ӧ�䡣��һ�ֻ��������±���Ľ��롣�����ѭ�����ƺ�ARB��������������µı��棬��Щ����������õ���ά��֯�����������Ĥ�ͼ�����ͨ��������ARB���̣��ʾ�����ɢ�ֲ�����Щ���ʿ�ǿ�����ϣ���Ϊ����������ϰ��
���쿵�[25]��MF���չ�����ME20Mþ�Ͻ���ж������ʱ������֯�ݱ��Ϊ3���Σ��������Ļ�еʽ����ϸ�����ơ��α��յ���̬�ٽᾧϸ�������Լ��ȼ��������Ϊ����ͬʱ�������α��յ���̬�ٽᾧϸ�����ơ�����ͬϸ�����Ƶõ��ľ���Ҳ�������������ڵ�һ��(�š�0.60)������45 ��mϸ����12 ��m���ڵڶ���(0.60���š�0.80)������һ��ϸ����2.1 ��m���ڵ�����(�š�1.50)���־����ѳ�����65 ��m����ǿ��[26]��AZ80þ�Ͻ���ж����������Ϊ����Ҫ�ľ���ϸ��������һ�������ڶ�̬�ٽᾧ���α��յ�����ϸ��������MF���ձ����¶�ͨ������0.5Tm�������ۼƱ��ε����ӣ���ʹ���϶�̬�ٽᾧ�¶��½���������̬�ٽᾧ���ٽ�Ӧ��ֵҲ��Ӧ�½�����ôʵ��MF�ӹ����ڶ�̬�ٽᾧ�¶ȷ�Χ�ڽ��У������α��յ�����ϸ�����Ȼ�е����ϸ����������Ҫԭ��
3 SPD�������ϵ���ѧ����
��δ���εĴִ���������ȣ�SPD���κ�Ľ�����������õij�ϸ����������ȱ���ܶ��ص�ʹ����и��ߵ�ǿ�ȣ�Ȼ����������֯�ص�Ҳ��ʹ����չ���½���
һ����˵��������ͨ���ӳɷֱ仯���Ȼ�е�ӹ�����ͨ�����ȷ�������õľ��и�ǿ�ȵIJ��ϣ�����չ������������Ӧ�½�������ǿ��������չ�����½���Ϊ���β��ϵĵ���������VALIEV��[38]�о���Ϊ�������ܽ������ϵ����Ա��λ����Լ�λ���IJ������˶������ڳ�ϸ������ϸ����֯�в����������¡�ͬ�����ֲ��Ͼ�SPD���ձ��κ�ǿ�Ⱥ���չ���ܾ�����ͬ�ı仯���ơ�AZUSHIMA��[7]�ԸֲIJ���RSET���ռ��б���ʱ���֣���SPD���ձ��β��ϵ�ǿ������Ӧ���������Ӷ����������Ӳ��ﵽ���ֵ������չ��ȴ�ڽ�С��Ӧ����ʱѸ���½����������ƽ�����Ӧ���������Ӷ����½�����ARB���չ�����Ҳ������о���XING��[20]�о�ARB�ӹ���AA3003�Ͻ�Ľṹ����ѧ���ܣ�����AA3003�Ͻ���200��250 �������¾�ARB�ӹ��������¿���ǿ�Ⱥ�����ǿ�Ⱦ���ARBѭ�����ε����Ӷ���ǿ�����ֱ���4���μ�5����ARB��ﵽ���ֵ���̶�������ARB�����м������������ȶ�����Ӧ���쳤����1����ARB�ӹ���Ѹ���½�����~30%�½���~5%��������ARB�ӹ������н�����С�ı仯�����мӹ�Ӳ��������ϸ��ǿ������ʹ����ǿ�Ȳ��ϵõ���ߣ��ӹ�Ӳ����������Ľ�����½���������չ���ܵ��½���SEGAL[39]�о���Armco�־�ECAP���ձ��κ���ǿ�ȡ��쳤�ʺͼ�ѹ���εĹ�ϵ�����ֲ�������ǿ����ECAP��ѹ���ε��ε����Ӷ���ǿ����1���μ�ѹ��������ǿ�������δ���������µ�����ǿ������Լ1������300 MPa������750 MPa����������8���μ�ѹ���̣��俹��ǿ�Ⱦ�����ǿ�����ƣ�Ȼ������չ��ȴ�����½�����ԭ����20%�½���8���μ�ѹ��İٷ�֮����
������ˣ��볣����ι�����ȣ������ơ���ѹ�ͼ�ѹ�ȣ��������Ͼ�SPD���ձ��κ�����չ���ܵĽ��ͳ̶�ȴ��Խ�С����HORITA��[40]��3004���Ͻ�ECAP���ձ������������ε��о����֣�������ECAP�����������Σ�3004���Ͻ������ǿ�ȶ����ЧӦ������Ӷ���ǿ������չ���ܵı仯����ȴ��ͬ��������ECAP���ձ���1���κ�(��ЧӦ����ԼΪ1)�����ϵ��쳤����32%�½���14%���������Ӧ���������ӹ����У��쳤�ʻ������ֲ��䣻��������������Ȼ��ǰ�ڽ�(��ЧӦ����ԼΪ1)��ECAP���ձ��ξ�����ͬ���쳤�ʱ仯�������������Ӧ���������ӣ����쳤��ȴ�����½����Ӷ�������ECAP���ζԲ�����չ���ܵ��ȶ������ڳ����������Ρ�
Ȼ����������о��з��֣����ֲ��Ͼ�SPD���ջ�õij�ϸ�������ṹ���ϲ�����ǿ��ǿ�ȣ�����չ����Ҳ�õ���ߡ�ͼ7��ʾΪ��ͬ��ͨ�������ϵ�ǿ�Ⱥ���չ�Եı仯����[41]����ͼ7��������Ӱ���ֿɼ�����ͨ���Ͼ�����ǿ����ǿ��Ӧ��չ�����½����Ƶ��ص㡣Ȼ����ͼ7���ϲ�������ɼ�����SPD���ձ��κ�����õľ������ṹ��Ti��Cu�������������������־����ϣ���ͬʱչ�ֳ���ǿ�Ⱥ����õ���չ���ܡ����д�Cu��ECAP���ս���16���β����ñ�ѹ����ѹ���κ�����չ���ܽӽ��ڴ־�Cu����չ���ܣ���������ǿ��ȴ�Ǵ־�Cu�ļ�����TSUJI[21]���о�8011���Ͻ���ARB���ձ���ʱ���֣�����1��ѭ����Ͻ��쳤�ʳ��������½��⣬�����Ĺ��չ����У�����ε����ӣ��Ͻ�ǿ�Ȳ�����ǿ����3���κ�������ֲ��䣬ͬʱ���쳤��Ҳ������ߣ�����9����ѭ��ʱ���쳤�ʴ�1���ε�Լ3%�����20%��
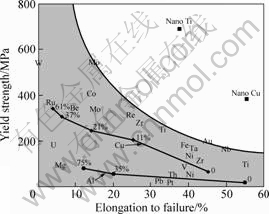
ͼ7 ��ͬ��ͨ�������ϵ�����ǿ�ȺͶ����쳤�ʵı仯����[41]
Fig.7 Strength and ductility of numerous common metals following trend of high strength accompanied by low ductility[41]
Ŀǰ������SPD���ձ��β��ϵ�ǿ�Ⱥ���չ���ܾ��õ���ߵľ���ԭ����������3����ؽ� ��[24, 38, 42]����һ�ֽ�����Ϊ��������أ�������Ӧ���������ӣ���ƽ�⾧�缰��ǶȾ���ĺ����������ӣ���Щ���д�ǶȾ���ij�ϸ���ᾧ�����谭λ�����˶����Ӷ���߲���ǿ�ȣ�ͬʱ������ƽ�⾧�粻�ϳ���ʱ��������Ա�����ף������ھ��绬�ƺ;���ת���������������ӴӶ����������Ҫ���λ��Ʒ����ı�[1, 39]��һ����Ϊ�ִ�������Ҫ���λ���Ϊλ����䣬����ϸ��������Ҫ���λ�����Ϊ���绬�ƣ����绬�Ƽ�����ת���ķ���������߲��ϵ���չ���ܡ�VALIEV��[43]���о���ϸ��Cu���ϱ��ι����й۲쵽���Եľ��绬���������ڱ��ι��������ڴ�����ƽ�⾧���ת�Ƽ����ƴӶ�ʹλ�����������գ���ʹCu���Ͼ��и�����ǿ�ȼ�����Ӧ����Ӧ��ǿ����ʧ��������չ���ܼ���Ӧ����������ϵ��һϵ���ŵ㡣�ڶ��ֽ�������Ϊ���ھ����ߴ��������ϸ����˫��ʽ�ֲ�״̬ʹ���ϵ��������ܶ��õ���ߡ�WANG��[44]�о������ṹ/��ϸ��Cu���Ʊ�����ѧ���ܷ�����ͨ����Һ���¶��½�Cu������93%��Ȼ��ӵ�������450 K�����˻������Ӷ��Ʊ��õ����ṹ/��ϸ��Cu���ϡ����г�ʼ��ӹ�Cu���и�λ���ܶȼ�һЩ�ߴ�С��200 nm�Ŀ��ܽ⾧���������˻���ʹ���д�ǶȾ���ľ����������Ӷ�ʹ��25 %���ҵĴִ���(��)�ֲ�������/��ϸ���������ڣ��γ�˫��ʽ����ṹ���ò��Ͼ����ر�ߵ���չ�Բ����ֽϸߵ�ǿ�ȡ�����������������ʹ���Ͼ��нϸߵ�ǿ�ȣ����ֲ������ڵĴ������ʹ���ϵ�������εõ��ȶ����Ӷ������չ���ܡ������ֽ����ǻ������ṹ���������γɵڶ�������Ӷ���߲��ϵ�ǿ�Ⱥ���չ����[45]����Щ�ڶ�������ɶ�Ӧ������еļ��д����������ģ��Ӷ���ߺϽ����չ���ܡ�
������3�ֽ����⣬Ŀǰ����һЩ���ڿ�ͬʱ���ǿ�Ⱥ����Ե��о������о��߷��֣�����Cu�ڼӹ������л�������Ͼ��ṹʱ������߲��ϵ�ǿ�Ȳ��������õ����ԡ�MA��[46]������������������Ʊ���þ������׳ߴ������Ͼ��Ĵ�Cu������77 K�¶������²�������ѧ���ܣ�����ͨ��ϸ���ṹ�Ĵ�Cu�Աȷ��֣�����õ��Ͼ�Cu�Ŀ���ǿ�ȿɴ�1 GPa�����쳤�ʱ�����ͨ��ϸ�����ϵĸ߳�20%���ҡ�SHEN��[47]ͬ��������������������Ʊ������Ͼ�Cu���о����Ͼ����ܶȶ�ǿ�Ⱥ����Ե�Ӱ�죬���ֵ���ýϸߵ��Ͼ����ܶ�ʱ�����Ͽɻ�����õ�ǿ�ȺͿɹ۵��쳤�ʣ��������Ͼ����ܶȵ����ӣ�ǿ�Ⱥ��쳤�ʶ��õ�������ߡ�ͬʱ���о��߷���[48]��ͨ�����Ӳ��ϵ��α���Ҳ�ɻ�þ��и�ǿ�Ⱥ������쳤�ʵIJ��ϡ�MA��[48]��ZE41þ�Ͻ���603 K�¶������½���32����ECAP��ѹ���κ��֣���������ϸ����1.5 ��m��ͬʱ�ִ����͵ڶ�����ڱ��κ���ʧ���Ͻ���ѧ���ܵõ�������ߣ������δ����ZE41þ�Ͻ�������ǿ��������120%���쳤���������75%������������Ϊ�������ڴ���������ECAP���κ���ת��Ϊ���нϴ������ǶȾ���ij�ϸ��������ʹ���绬�ƿ��ƹ�����λ���������ı����ܹ��Э�����Ӷ�ʹ�����ڻ�ø�ǿ�ȵ�ͬʱ�õ������õ��쳤�ʡ�
��������ָ����������ܵ�����Ӧ��ʱ����ʾ���ܴ���쳤�ʶ�����������������������쳤��һ�����100%����Щ���ϵ��쳤�������ɴﵽ1 000%����һ������ѧ�����������о��ߵ���Ȥ��ҲΪ�ѱ��β��ϳ���Ϊ������״�IJ����ṩ�˿��ܣ��ڹ�ҵ�Ͼ��нϴ��Ӧ��DZ����Ȼ����Ŀǰ�ڳ����Գ��ι�ҵӦ���д�ദ����Խϵ�Ӧ�����ʻ�ϸ��¶�������ʵ�ֳ����ԣ�����������˳����Գ��εĹ㷺Ӧ�á�
ͨ������£��������ó����Բ��ϵľ����ߴ�С��10 ��m���ڸ���0.5Tm(TmΪ�����۵�)���������³��Ρ��������ߴ���Ϊ�����Բ��ϵ�һ����Ҫ�ṹ�������Բ��ϵij����Ա���������Ҫ�����á������Ա��ι�����Ӧ�������¶�T�������ߴ�d��Ӧ������![]() �������¹�ϵ[49]��
�������¹�ϵ[49]��
![]() (3)
(3)
ʽ�У�AΪ������nΪӦ��ָ��(n��2)��pΪ�����ߴ�ָ��(d��2~3)��QΪ�����ܣ�RΪĦ�����峣������ʽ�пɼ����澧���ߴ�(0.3~10 ��m)�����ŵ�Ӧ�����ʣ��������ߴ�ϸ����������Ӧ�����ʽ��������������ļӿ죬�ﵽ��Ӧ�����ʣ�ʹ����ʱ�����̡�ZHU��LANGDON[50]�о���Ϊ����������������е�Ӧ��������d-2�仯���仯������dΪ���ϵľ����ߴ磬���ھ���ϸ�������У��������ߴ��½�һ������������ô�����Ż������Գ������ʽ��ʽ�2�����������������ӣ����������ߴ���2 ��mϸ����Լ200 nmʱ����������ʱ����20~30 min������20~30 s��ͬʱ��ϸ���������ϻ����и����������ij����Ա���������
�������������Ա��η����ѹ㷺Ӧ����Al��Mg��Cu��Ti�Ƚ������ϣ���ȡ�õ������õij����ԡ���2����Ϊ��ͬ�������Ͼ�SPD���ձ��λ�ó�ϸ��/���������ڲ�ͬ�����»�õij�����״ ��[10, 23, 30, 51-62]���ɱ�1��֪����SPD���ջ�õij�ϸ�����ϲ������ʵ��������¿ɻ�������ij����ԣ�ͬʱ����ʵ�ָ�Ӧ�����ʳ����Ժ�/����³����ԡ�
SPD�������ϵij����Ա��Σ�һ�������ڽ������Ͼ�SPD���οɻ�ó�ϸ�����������о�����Ϊ���ڳ����Ա��ι����У�Al��Cu�����еĺϽ�Ԫ�أ���Sc��Zr��Ԫ�صļ������Al3Zr��CuZr5�ȳ��������������ƾ����ij��Ӷ�ʹ���Ͼ��о����ߴ����ȶ���[10, 51-53]�����ȶ��ԶԲ��ϵij�����Ӧ��Ӱ��ϴ�ECAP���κ�Al-3%Mg-0.2%Sc�Ͻ�ľ���ϸ����0.2 ��m�������450 ����������10 min��������������1.7 ��m�����¶�500 �桢Ӧ������Ϊ1.0��10-2��3.3��10-3 s-1ʱ���쳤�ʿɷֱ�ﵽ2 100%��2 580%[51]��Al-7034��ECAP���κ����ߴ�Ϊ0.3 ��m��ͬʱ���ι����γɵ�����MgZn2������ľ��ȷֲ���ϸСAl3Zr������ķ�ɢ����ǿ�����ߴ�����ȶ��ԣ���ʹ��673 K����1 h�Կ�ʹ�����ߴ籣���������������ߴ���ȶ���ʹ����ʵ�ָ�Ӧ�����ʳ����ԣ����¶�400 �桢Ӧ������1.0��10-2 s-1���������쳤�ʴﵽ1 090%[52]��Cu-Zn�Ͻ��м���Zr�����Ч���ӳپ����ٽᾧ�¶������ߵ��¶ȣ���Zr�ļ�����Ϊ0.18%����Cu����CuZr5ʱ��Cu���ٽᾧ�¶���100 ��������500 �棬������ڶ�̬�ٽᾧ����֮ǰ�����ߴ�������ֲ��䣬���ֳ����õ����ȶ���[53]��
��2 SPD���ձ��γ�ϸ���������ϵij�����
Table 2 Superplasticity of ultrafine grained metallic materials processed by SPD
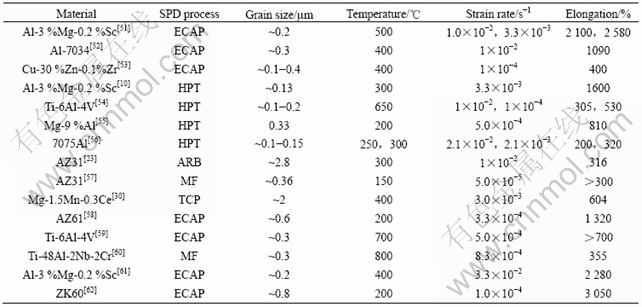
�����о��߶�δ�����ȶ������ߴ�ĺϽ�Ԫ�صIJ��Ͻ��г����Ա��ν����о�������ΪSPD����ʹ�����㹻ϸС�DZ�֤���ϻ�����õij����Ե���Ҫԭ ��[55-58]��GARC?A-INFANTA��[56]��δ����Sc��Zr��Ԫ�ص�7075Al����HPT���ձ��κ���ϸ����100~150 nm�������250~300 �淶Χ�ĸ�Ӧ�����ʳ�����[56]��
��һ�������ǺϽ�SPD���κ�ɵõ����ߺ����Ĵ�ǶȾ��硣�����Ǿ��绬�ƺͳ���������Ⱦ���������ǶȾ��纬�������������ڸ���ľ�����뾧�绬�ƺͳ�������[52, 58]��Ŀǰ����������ڳ�ϸ�����ϳ����Ե��о�����Ϊ�����绬��������Ҫ���λ���[56-57, 59-60]����ͨ��SPD��õ�ϸС�������������ڲ��Ͼ��绬�ƵĽ��У��Ӷ�ʹ���ϻ�ø��õij����ԡ�Ti-6Al-4V��ECAP����4���κ�8���κ��侧���ߴ��Ϊ0.3 ��m���������ij����Ա����з��֣���Ȼ�����ֲ�ͬ���α��κ�ľ����ߴ���ͬ������ECAP 8���α��κ�õ����쳤��ȴ���Դ���4���α��κ�õ����쳤�ʣ����¶�700 �桢Ӧ������5.0��10-4 s-1ʱ��ǰ�ߵ��쳤�ʴ���700%�����ߵ��쳤����ԼΪ400%������������Ϊ�������ھ�ECAP 8���α��κ�ɻ�ø��ߺ����Ĵ�ǶȾ��磬�Ӷ�ʹ���绬�Ƹ�������[59]��KOOMURA��[61]�о���ECAP�����Ż������Ի��Al-3%Mg-0.2%Sc��������Ա��Σ��Բ�ͬ���μ�ѹ����Al-3%Mg-0.2%Sc��700 �桢3.3��10-2 s-1�������½��г����Ա��Σ���ECAP 8����֮ǰ��������쳤���漷ѹ���ε����Ӳ�����ߣ�����8����ʱ�ɻ���������쳤�ʣ�Ϊ2 280%���������μ������ӣ��쳤�ʳ����½�������������Ϊ����8���α��κ�ɻ�þ��д�ǶȾ���ľ���ϸС������ͬʱ��FIGUEIREDO��[62]Ҳ�о���ECAP���ζ�ZK60þ�Ͻ����Ե�Ӱ�죬��ECAP��ѹ���ζ�ZK60���쳤�ʵ�Ӱ��״��ȴ��ͬ��Al-3%Mg- 0.2%Sc�Ͻ�[61]��ZK60����ECAP��ѹ2������200 �桢1.0��10-4 s-1�������¼��ɻ���������쳤�ʣ�Ϊ3 050%�����ֳ��dz�����ij������ܣ���Ŀǰ�����Ʊ�þ�Ͻ��������ܴﵽ������쳤�ʣ�ͬʱ��Ҳ��Ŀǰ�κν����о�ECAP���ձ��κ������ֵ�������Լ�¼��������ò��ͼ8��ʾ������������Ϊ��������������ECAP��ѹ���ε����ӣ���ƽ�⾧�罫�������ӡ���Щ��ƽ�⾧���������Ĵ�������λ�����¾��绬���ڸ��±����и���������ͬʱ�����ƶ�����������Ҳ�����ȷ�����
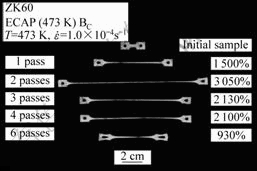
ͼ8 ECAP����ZK60þ�Ͻ����������Ա���ǰ����ĺ����ò[62]
Fig.8 Appearance of specimens tested to failure at 473 K with initial strain rate of 1.0��10-4 s-1 after being processed by ECAP for different of passes[62]
4 SPDӦ��ǰ����չ��
�������Ա�����һ����Ч���Ʊ���ϸ�����������ṹ���ϵķ������ѹ㷺Ӧ���ڸ��ֽ������ϵ��Ʊ��У�����������������ϸ�������Ʊ��������ڵ����⣬ͬʱ�ؿ��˴�ͳ���Լӹ�������Ӧ������ʹ��ͳ���ϵ����ܻ�ô���ȵ��������ƣ�SPD���ϱ��ֳ���������ѧ���ܡ����ص������ͻ�ѧ���ܡ�����ij����ԣ�����ʵ��Ӧ�����Ǽ����������ģ���ʹ��Խ��Խ�ܵ����ǵ����ӡ�Ŀǰ��ͨ��SPD��ȡ���˴��������Ͻ𡢸֡������仯������ϲ��ϵȵij�ϸ�������ṹ������ʵ��Ӧ���в��ϵõ��Ͽɣ������ECAP�Ʊ���õ��ѺϽ��ݶ���Ӧ�������������칤ҵ����Щ������������ǿ�ȡ������ԡ���ƣ�����ܵ�Ҫ�Ӷ������ӳ������ʹ�����������ɽ�Լ��Դ�����ͳɱ���ʵ�ֿɳ�����չ��
��Ŀǰ����SPD�����ɼӹ��Ĺ����ߴ�������С��������Ҫ���ʵ��豸�������ģ�ߣ����������Թ㷺Ӧ���ڹ�ҵ�����У���ECAP��HPT���գ����⣬һЩSPD�������ڹ����ڱ��ι����г���ƣ�����Ƶ����⣬��ARB���Ҷ���ARB���գ�Ŀǰ������о������ڱ��κ���ϵ���֯�������ڱ����г��ֵľ���ϸ�������Լ����ղ����Ͳ��ϲ��������ղ�����֯��Ӱ�췽����о�����ϵͳ����ֵ�ý�һ�������о����Ӷ�ʹ�����ЧӦ���ڹ�ҵ�����С���ˣ����������ϵ�SPD����ģ�������Խ�һ�����ϸ��������Ч�ʣ������SPD�����Ĺ�ҵ��Ӧ�����⣬�õ�����Ӧ������δ��SPD�����ķ�չ����֮һ��
REFERENCES
[1] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation[J]. Progress in Materials Science, 2000, 45(2): 103-189.
[2] AZUSHIMA A, KOPP R, KORHONEN A, YANG D Y, MICARI F, LAHOTI G D, GROCHE P, YANAGIMOTO J, TSUJI N, ROSOCHOWSKI A, YANAGIDA A. Severe plastic deformation (SPD) processes for metals[J]. CIRP Annals-Manufacturing Technology, 2008, 57(2): 716-735.
[3] IWAHASHI Y, WANG J T, HORITA Z, NEMOTO M, LANGDON T G. Principle of equal-channel angular pressing for the processing of ultra-fine grained materials[J]. Scripta Materialia, 1996, 35(2): 143-146.
[4] FURUKAWA M, HORITA Z, NEMOTO M, LANGDON T G. Review: processing of metals by equal-channel angular pressing[J]. Journal of Materials Science, 2001, 36(12): 2835-2843.
[5] NEMOTO M, HORITA Z, FURUKAWA M, LANGDON T G. Equal-channel angular pressing: A novel tool for microstructural control[J]. Metals and Materials International, 1998, 4(6): 1181-1190.
[6] NISHIDA Y, ARIMA H, KIM J C, ANDO T. Rotary-die equal-channel angular pressing of an Al-7 mass% Si-0.35 mass%-Mg alloy[J]. Scripta Materialia, 2001, 45(3): 261-266.
[7] AZUSHIMA A, AOKI K. Properties of ultrafine-grained steel by repeated shear deformation of side extrusion process[J]. Mater Sci Eng A, 2002, 337(1/2): 45-49.
[8] SAITO Y, UTSUNOMIYA H, SUZUKI H, SAKAI T. Improvement in the r-value of aluminum strip by a continuous shear deformation process[J]. Scripta Materialia, 2000, 42(12): 1139-1144.
[9] NAM C Y, HAN J H, CHUNG Y H, SHIN M C. Effect of precipitates on microstructural evolution of 7050 Al alloy sheet during equal channel angular rolling[J]. Mater Sci Eng A, 2003, 347(1/2): 253-257.
[10] HORITA Z, LANGDON T G. Achieving exceptional superplasticity in a bulk aluminum alloy processed by high-pressure torsion[J]. Scripta Materialia, 2008, 58(11): 1029-1032.
[11] DOBATKIN S V, BASTARACHE E N, SAKAI G, FUJITA T, HORITA Z, LANGDON T G. Grain refinement and superplastic flow in an aluminum alloy processed by high-pressure torsion[J]. Mater Sci Eng A, 2005, 408(1/2): 141-146.
[12] IVANISENKO Y, LOJKOWSKI W, VALIEV R Z, FECHT H J. The mechanism of formation of nanostructure and dissolution of cementite in a pearlitic steel during high pressure torsion[J]. Acta Materialia, 2003, 51(18): 5555-5570.
[13] ZHILYAEV A P, NURISLAMOVA G V, KIM B K, BAR? M D, SZPUNAR J A, LANGDON T G. Experimental parameters influencing grain refinement and microstructural evolution during high-pressure torsion[J]. Acta Materialia, 2003, 51(3): 753-765.
[14] VALIEV R Z, IVANISENKO YU V, RAUCH E F, BAUDELET B. Structure and deformation behaviour of Armco iron subjected to severe plastic deformation[J]. Acta Materialia, 1996, 44(12): 4705-4712.
[15] SAKAI G, NAKAMURA K, HORITA Z, LANGDON T G. Developing high-pressure torsion for use with bulk samples[J]. Mater Sci Eng A, 2005, 406(1/2): 268-273.
[16] ZHILYAEV A P, LANGDON T G. Using high-pressure torsion for metal processing: fundamentals and applications[J]. Progress in Materials Science, 2008, 53(6): 893-979.
[17] SAITO Y, UTSUNOMIYA H, TSUJI N, SAKAI T. Novel ultra-high straining process for bulk materials��development of the accumulative roll-bonding (ARB) process[J]. Acta Materialia, 1999, 47(2): 579-583.
[18] TSUJI N, SAITO Y, LEE S H, MINAMINO Y. ARB (accumulative roll-bonding) and other new techniques to produce bulk ultrafine grained materials[J]. Advanced Engineering Materials, 2003, 5(5): 338-344.
[19] HUANG X, TSUJI N, HANSEN N, MINAMINO Y. Microstructural evolution during accumulative roll-bonding of commercial purity aluminum[J]. Mater Sci Eng A, 2003, 340(1/2): 265-271.
[20] XING Z P, KANG S B, KIM H W. Structure and properties of AA3003 alloy produced by accumulative roll bonding process[J]. Journal of Materials Science, 2002, 37(4): 717-722.
[21] TSUJI N. Unique deformation behaviors of the ultrafine grained aluminum alloys fabricated by accumulative roll bonding[C]//ZHU Y T, VARYUKHIN V. Nanostructured Materials by High-Pressure Severe Plastic Deformation. Netherlands: Springer, 2006: 227-234.
[22] COSTA A L M, REIS A C C, KESTENS L, ANDRADE M S. Ultra grain refinement and hardening of IF-steel during accumulative roll-bonding[J]. Mater Sci Eng A, 2005, 406(1/2): 279-285.
[23] WANG Q F, XIAO X P, HU J, XU W W, ZHAO X Q, ZHAO S J. An ultrafine-grained AZ31 magnesium alloy sheet with enhanced superplasticity prepared by accumulative roll bonding[J]. Journal of Iron and Steel Research International, 2007, 14(S1): 167-172.
[24] VALIEV R Z, ESTRIN Y, HORITA Z, LANGDON T G, ZEHETBAUER M J, ZHU Y T. Producing bulk ultrafine-grained materials by severe plastic deformation[J]. JOM, 2006, 58(4): 33-39.
[25] ����, ��־��, ��ԪԪ. �������ME20Mþ�Ͻ����֯�ݻ�����ѧ����[J]. �й���ɫ����ѧ��, 2008, 18(6): 1005-1011.
JIAN Wei-wei, KANG Zhi-xin, LI Yuan-yuan. Microstructural evolution and mechanical property of ME20M magnesium alloy processed by multidirectional forging[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 1005-1011.
[26] �� ǿ, �Ϻ��, ����, �� ��. ������칤�ն�AZ80þ�Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. ����ѧ��, 2006, 42(7): 739-744.
GUO Qiang, YAN Hong-ge, CHEN Zhen-hua, ZHANG Hui. Effect of multiple forging process on microstructure and mechanical properties of magnesium alloy AZ80[J]. Acta Metallurgica Sinica, 2006, 42(7): 739-744.
[27] HUANG J Y, ZHU Y T, ALEXANDER D J, LIAO X Z, LOWE T C, ASARO R J. Development of repetitive corrugation and straightening[J]. Mater Sci Eng A, 2004, 371(1/2): 35-39.
[28] LIU F C, MA Z Y. Achieving exceptionally high superplasticity at high strain rates in a micrograined Al-Mg-Sc alloy produced by friction stir processing[J]. Scripta Materialia, 2008, 59(8): 882-885.
[29] ��־��, ����, Ҷ ��, �� ΰ, ��ԪԪ. һ�ֵ�ͨ����ѹװ��: ZL 200710030188.4[P], 2009-03-18.
KANG Zhi-xin, JIAN Wei-wei, YE Qi, XIA Wei, LI Yuan-yuan. A device of equal channel pressing: ZL 200710030188.4[P], 2009-03-18.
[30] ��־��, ���»�, ɣ ��, ����, �Ժ���, ��ԪԪ. T��ͨ����ѹ����Mg-1.5Mn-0.3Ce�Ͻ�ij����Ժ���֯�ݱ�[J]. ����ѧ��, 2009, 45(9): 1117-1124.
KANG Zhi-xin, PENG Yong-hui, SANG Jing, JIAN Wei-wei, ZHAO Hai-dong, LI Yuan-yuan. Superplasticity and microstructure evolution in Mg-1.5Mn-0.3Ce alloy deformed by T-shape channel pressing[J]. Acta Metallurgica Sinica, 2009, 45(9): 1117-1124.
[31] JIAN Wei-wei, KANG Zhi-xin, LI Yuan-yuan. Effect of hot plastic deformation on microstructure and mechanical property of Mg-Mn-Ce magnesium alloy[J]. Trans Nonferrous Met Soc China, 2007, 17(6): 1158-1163.
[32] VALIEV R Z, ALEXANDROV I V. ���������α����ײ���[M]. �ְ���, ��. ����: ��ѧ������, 2006: 8-14.
VALIEV R Z, ALEXANDROV I V. Buld nanostructured materials by severe plastic deformation[M]. LIN Bai-nian, transl. Beijing: Science Press, 2006: 8-14.
[33] �� ֣, ������, ������. 7475���Ͻ�ECAP�ľ���ϸ������[J]. �й���ɫ����ѧ��, 2004, 14(5): 741-745.
ZHANG Zheng, WANG Jing-tao, ZHAO Xi-cheng. Microstructure and grain refinement limit of 7475 aluminum alloy after equal-channel angular pressing[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(5): 741-745.
[34] KIM W J, SA Y K, KIM H K, YOON U S. Plastic forming of the equal-channel angular pressing processed 6061 aluminum alloy[J]. Mater Sci Eng A, 2008, 487(1/2): 360-368.
[35] KRATOCHV?L J, KRU??K M, SEDL??EK R. A model of ultrafine microstructure evolution in materials deformed by high-pressure torsion[J]. Acta Materialia, 2009, 57(3): 739-748.
[36] TSUJI N, UEJI R, MINAMINO Y. Nanoscale crystallographic analysis of ultrafine grained IF steel fabricated by ARB process[J]. Scripta Materialia, 2002, 47(2): 69-76.
[37] PARK K T, KWON H J, KIM W J, KIM Y S. Microstructural characteristics and thermal stability of ultrafine grained 6061 Al alloy fabricated by accumulative roll bonding process[J]. Mater Sci Eng A, 2001, 316(1/2): 145-152.
[38] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science, 2006, 51(7): 881-981.
[39] SEGAL V M. Materials processing by simple shear[J]. Mater Sci Eng A, 1995, 197(2): 157-164.
[40] HORITA Z, FUJINAMI T, NEMOTO M, LANGDON T G. Equal-channel angular pressing of commercial aluminum alloys: Grain refinement, thermal stability and tensile properties[J]. Metallurgical and Materials Transactions A, 2000, 31(3): 691-701.
[41] VALIEV R Z, ALEXANDROV I V, ZHU Y T, LOWE T C. Paradox of strength and ductility in metals processed by severe plastic deformation[J]. Journal of Materials Research, 2002, 17(1): 5-8.
[42] VALIEV R Z. Applications of severe plastic deformations for materials nanostructuring aimed at advanced properties[J]. Nanostructured Materials by High-Pressure Severe Plastic Deformation, 2006, 212: 29-37.
[43] VALIEV R Z, KOZLOV E V, IVANOV Y F, LIAN J, NAZAROV A A, BAUDELET B. Deformation behaviour of ultra-fine-grained copper[J]. Acta Metallurgica et Materialia, 1994, 42(7): 2467-2475.
[44] WANG Y M, CHEN M W, ZHOU F H, MA E. High tensile ductility in a nanostructured metal[J]. Nature, 2002, 419(6910): 912-915.
[45] KOCH C C. Optimization of strength and ductility in nanocrystalline and ultrafine grained metals[J]. Scripta Materialia, 2003, 49(7): 657-662.
[46] MA E, WANG Y M, LU Q H, SUI M L, LU L, LU K. Strain hardening and large tensile elongation in ultrahigh-strength nano-twinned copper[J]. Applied Physics Letters, 2004, 85(21): 4932-4934.
[47] SHEN Y F, LU L, LU Q H, JIN Z H, LU K. Tensile properties of copper with nano-scale twins[J]. Scripta Materialia, 2005, 52(10): 989-994.
[48] MA A B, JIANG J H, SAITO N, SHIGEMATSU I, YUAN Y C, YANG D H, NISHIDA Y. Improving both strength and ductility of a Mg alloy through a large number of ECAP passes[J]. Mater Sci Eng A, 2009, 513/514(1/7): 122-127.
[49] MAYO M J. High and low temperature superplasticity in nanocrystalline materials[J]. Nanostructured Materials, 1997, 9(1/8): 717-726.
[50] ZHU Y T, LANGDON T G. The fundamentals of nanostructured materials processed by severe plastic deformation[J]. JOM, 2004, 56(10): 58-63.
[51] KOMURA S, HORITA Z, FURUKAWA M, NEMOTO M, LANGDON T G. An evaluation of the flow behavior during high strain rate superplasticity in an Al-Mg-Sc alloy[J]. Metall Mater Trans A, 2001, 32(3): 707-716.
[52] CHEN X, FURUKAWA M, HORITA Z, LANGDON T G. Using ECAP to achieve grain refinement, precipitate fragmentation and high strain rate superplasticity in a spray-cast aluminum alloy[J]. Acta Materialia, 2003, 51(20): 6139-6149.
[53] NEISHI K, HORITA Z, LANGDON T G. Achieving superplasticity in ultrafine-grained copper: influence of Zn and Zr additions[J]. Mater Sci Eng A, 2003, 352(1/2): 129-135.
[54] SERGUEEVA A V, STOLYAROV V V, VALIEV R Z, MUKHERJEE A K. Enhanced superplasticity in a Ti-6Al-4V alloy processed by severe plastic deformation[J]. Scripta Materialia, 2000, 43(9): 819-824.
[55] KAI M, HORITA Z, LANGDON T G. Developing grain refinement and superplasticity in a magnesium alloy processed by high-pressure torsion[J]. Mater Sci Eng A, 2008, 488(1/2): 117-124.
[56] GARC?A-INFANTA J M, ZHILYAEV A P, SHARAFUTDINOV A, RUANO O A, CARRE?O F. An evidence of high strain rate superplasticity at intermediate homologous temperatures in an Al-Zn-Mg-Cu alloy processed by high-pressure torsion[J]. Journal of Alloys and Compounds, 2009, 473(1/2): 163-166.
[57] YANG X Y, SUN Z Y, XING J, MIURA H, SAKAI T. Grain size and texture changes of magnesium alloy AZ31 during multi-directional forging[J]. Trans Nonferrous Met Soc China, 2008, 18(S1): 200-204.
[58] MIYAHARA Y, HORITA Z, LANGDON T G. Exceptional superplasticity in an AZ61 magnesium alloy processed by extrusion and ECAP[J]. Mater Sci Eng A, 2006, 420(1/2): 240-244.
[59] KO Y G, KIM W G, LEE C S, SHIN D H. Microstructural influence on low-temperature superplasticity of ultrafine-grained Ti-6Al-4V alloy[J]. Mater Sci Eng A, 2005, 410/411: 156-159.
[60] IMAYEV V M, SALISHCHEV G A, SHAGIEV M R, KUZNETSOV A V, IMAYEV R M, SENKOV O N, FROES F H. Low-temperature superplasticity of submicrocrystalline Ti-48Al-2Nb-2Cr alloy produced by multiple forging [J]. Scripta Materialia, 1999, 40(2): 183-190.
[61] KOMURA S, FURUKAWA M, HORITA Z, NEMOTO M, LANGDON T G. Optimizing the procedure of equal-channel angular pressing for maximum superplasticity[J]. Mater Sci Eng A, 2001, 297(1/2): 111-118.
[62] FIGUEIREDO R B, LANGDON T G. Record superplastic ductility in a magnesium alloy processed by equal-channel angular pressing[J]. Advanced Engineering Materials, 2008, 10(1/2): 37-40.
(�༭ ������)
������Ŀ���㶫ʡ�Ƽ����ؼƻ�������Ŀ(2005B10301020)�������пƼ�֧�żƻ�������Ŀ(2009Z2-D811)
�ո����ڣ�2009-05-31�������ڣ�2009-12-28
ͨ�����ߣ���־�£����ڣ���ʿ���绰��020-87113851��E-mail: zxkang@scut.edu.cn
