
���±�ţ�1004-0609(2013)08-2125-08
5A90��﮺Ͻ��ܱ��εIJ������Լ���Կն��ݻ���Ӱ��
�� ɯ1, 2��Ҷ��Ӣ1, 2��������1, 2
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
ժ Ҫ����475 �桢��ʼӦ������Ϊ3��10-4~1��10-3 s-1�ı��������¶�5A90��﮺Ͻ������������죬�о��Ͻ��ܱ��ε�Ӧ��ֲ��Լ���Կն��ݻ���Ӱ�졣����������Ͻ��ܱ����Dz����ȵģ�Ӧ��Ϳն��������췽����ݶȷֲ���Ӧ�������ն��ijߴ�����������ɼ粿���Ͽ��������ڲ�ͬ��Ӧ�����������£��ն��ij�����Ʋ�ͬ���ڽϸߵ�Ӧ������(1��10-3 s-1)�����£��ն������Կ��Ƴ���Ϊ��������Ӧ��������8��10-4 s-1����ʱ���ն�����ɢ�������Ϊ��������ͬһ�ֲ�Ӧ������������ݽ���ն��������Ҳ��ͬ�������ն�����״��Ϊ��ɢ���Ƶij�����ƣ��ݽ���ն��ʲ�����״���������췽��������Ϊ���Կ��Ƶij�����ơ�
�ؼ��ʣ�
5A90��﮺Ͻ������������ֲ�Ӧ�����ն���
��ͼ����ţ�TG166.3 �� �� ���ױ�־�룺A
Inhomogeneity of 5A90 Al-Li alloy during superplastic deformation and its effect on evolution of cavity
ZHAO Sha1, 2, YE Ling-ying1, 2, ZHANG Xin-ming1, 2
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory of Nonferrous Metals Materials Science and Engineering, Ministry of Education, Central South University, Changsha 410083, China)
Abstract: The local strain distribution during superplastic deformation of 5A90 Al-Li alloy and its effect on the evolution of cavity were studied through uniaxial tension at constant temperature of 475 �� and different initial strain rates of 3��10-4-1��10-3 s-1. The results demonstrate that the deformation of alloy is inhomogeneity, the strain and cavity remains non-uniform throughout the gauge. The strain, cavity size and volume fraction were found to increase from the shoulder section to the fracture tip. The cavity growth is different under different initial strain rates. In the case of high strain rate (1��10-3 s-1), the cavity growth is controlled by plastic deformation, and reducing the strain rate to 8��10-4 s-1, the cavity growth is controlled by diffusional process. And in the region with same local strain, the cavity growth mechanism in longitudinal section is different from transverse section. The transverse section with spherical is controlled by diffusional process cavity, while the same longitudinal section with elongated cavity is controlled by plastic deformation.
Key words: Al-Li 5A90 alloy; superplacticity; local strain; cavity
�ն��dz����Ա��ι������ձ���ڵ�һ����֯��̬��һ�������Ŀն���ϸС����ɢ״��������ʱ���Ծ���Ļ����������ġ������ն������������ߴ�ﵽһ���̶Ȼ����Ʋ��ϵı�������[1]�����²��Ϸ������ѡ�������ն����κ˼��ݱ���ɶԳ��������۵��о�������Ҫ���ã������о��ߵĹ㷺��ע��
�����Ա��ο��Դ����ֽ�Ȼ��ͬ����֯��ʼ��������ȫ�ٽᾧ��ϸС���ᾧ����ʼ�����Ա�����֯��ʼ[1]��һ���������ն������ڵڶ�����߽ϴ�ľ������κ˳����������йؿն����о����ӵľ�ϸ��BAE��[2-4]ͨ���ı��ʼ�ı����������о�Al-Mg�Ͻ����Ա��ι����пն��������������ɼ����λ��ƣ�������һ���̽���һ����ģ����㣻DU��[5]�о����֣��ն�����ɢ��Al�Ͻ�3���绬����ǿ�����á�KAWASAKI��[6]��FIGUEIREDO��[7]ͨ���Բ��Ͻ��в�ͬ���εĵ�ͨ�Ǽ�ѹ���Σ��õ���ͬ��ʼ״̬��ϸ����֯���о���ͬ״̬��ϸ����֯�Կն��ڳ����Ա��ι����е�Ӱ�졣��PANCHOLI��[8]��8090���Ͻ��ڳ����Ա���������������Σ��������������ر��ij��ȷ�����������Ե�Ӧ���ݶȷֲ����о�������Ӧ��ֲ����Բ�������֯��չ��Ӱ�죬���Կն��ķֲ����˶���������
����������5A90��﮺Ͻ������Ϊ�о�������ԭʼ������֯�в����е�����ٽᾧ�����������г����εı��ξ���[9]���ҷֲ������ȣ���ͼ1��ʾ������������֯�IJ������ڳ����Ա��ι����пն��ķ�չ���б������ڴˣ�����������Ҫ�о����ַǴ�ͳ�����Բ����ڲ�ͬ��ʼӦ�������µľֲ�Ӧ��ֲ��������Կն���֯�ݱ��Ӱ�죬̽���ٽᾧ�����볤���ξ�������ʱ�ij����Ա��λ��ƣ����ڷḻ���еij����Ա��ι����пն��ķ�չ���ۡ�
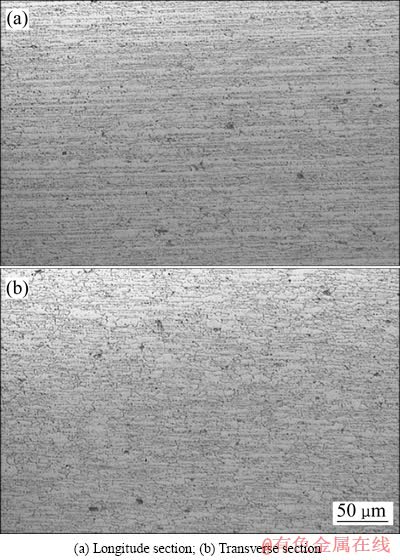
ͼ1 5A90��﮺Ͻ��ʼ״̬�µ�����֯[1]
Fig. 1 Microstructures of 5A90Al-Li alloy at initial situation[1]
1 ʵ��
ʵ�����Ϊ���ձ������齨�����α��ȴ��������Ʊ���2 mm��5A90Al-Mg-Li�Ͻ������[10]���Ͻ��ĵ�ʵ�⻯ѧ�ɷ����1���С�
��1 5A90��﮺Ͻ�ʵ�⻯ѧ�ɷ�
Table 1 Chemical composition of 5A90 Al-Li alloy (mass fraction, %)

�������������Ʒ����ȡ�ӹ����ɣ��ߴ��������[10]���Ƽ�����ͼ2��ʾ����RWS50����ʵ����Ͻ��У����öԿ�ʽ���ε���˿¯���ȣ�����������Ϊ200 mm���¶Ȳ�����ΧΪ��1 �档
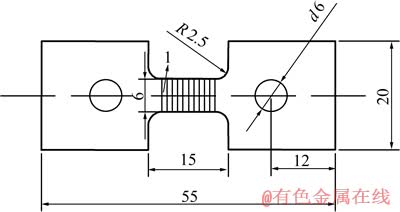
ͼ2 ����������������״�ͳߴ�
Fig. 2 Shape and size of tensile specimen for superplasticity stretching (Unit: mm)
ʵ��������¶�Ϊ475 �棬��Ʒ��2~3 min�����������¶ȣ�����15 min��ʼ���죬��ʼӦ�����ʷֱ�Ϊ3��10-4 s-1��8��10-4 s-1��1��10-3 s-1����Ʒ���������ѡ����������ǰ������������10 mm���ı�ಿ��ÿ���1 mm���Ͽ��ߣ������ȷ�Ϊ10�ȷݣ��������ڿ���ľֲ�Ӧ�估�۲��Ӧ�Ŀն���֯��̽��ͬ��ʼӦ��������Ӧ�估����֯�ر��ȷ���ķֲ���������ͼ2��ʾ��
����ʵ�����������ƽ������ǵ�10��������κ�ijߴ磬�������Ʒ���ȺͿ���3���ߴ磬�ڱ�ǵ�λ�ý�ȡ���κ��10�����ӶϿڴ����紦��ʼ��������ǣ�Ϊ�˸��õ���ʾ��������ò����ȡ�µ���������475 �桢0.5 h�Ĺ��ܴ�����170 �桢13 h��ʱЧ��������������е����ɻ����(1%HF+4%HCl+4%HNO3+15%H2O���������)��ʴ��Ȼ����XJP-6A��ѧ�����£�ȡ���������ݽ�����й۲죬ͨ��ImageJ����ÿ���ն��ijߴ磬�õ��������ݽ����ƽ���ն��ߴ�dT��dL�Լ�ƽ���������fT��fL��
2 ʵ����
2.1 �ֲ�Ӧ��ֲ�
5A90��﮺Ͻ��ڳ�����������κ��Ի�ýϴ�ij������쳤�ʡ���ʵ�����¶�Ϊ475 �桢ͨ���ı��ʼӦ�����ʣ��õ���ͬ�쳤�����2���С�
��2 475 ��ʱ��ͬ��ʼӦ��������5A90��﮺Ͻ���쳤��
Table 2 Elongation of 5A90 Al-Li alloy deformed at 475 �� and different initial strain rates
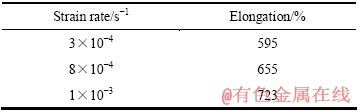
��475 �桢��ͬ��ʼӦ��������������Ѻõ��ֲ�Ӧ�����������֮��Ĺ�ϵ����ͼ3��ʾ����������ͨ�������Ѻ��������п��ߵ��˿ڴ��ľ�����Դ˰����������ܳ��ȶ���á���ͼ3��֪����Ͽ�Խ�����ֲ�Ӧ��Խ��֮����粿Խ�����ֲ�Ӧ�����ȼ��١��磬��475 �桢1��10-3 s-1�ı��������½�������ʱ�������ܵ��쳤��ֻ��723%���ڿ����Ͽڴ��ֲ�Ӧ��ﵽ1 200%~1 500%���ڿ����粿�������ֲ�Ӧ�����600%~800%��
2.2 �ֲ�Ӧ��Կն���Ӱ��
ͼ4��5��ʾΪ475 �桢8��10-4 s-1�����µ��������������ͬ����ĵ��ͽ�����֯�����ݽ���Ľ�����֯��֪(��ͼ4)���ն��������Ʒ�����ٶȴ������Ű巨������ٶȣ�����ն������������췽�������ĺ�����ƣ����ֳ���״������ͬ�������º���������֯(��ͼ5)ȴ�õ��˲�һ�������ƣ������Ŀն����������Σ��ҷֲ�Ҳ���Ӿ��ȡ�

ͼ3 ��ͬ��ʼӦ������������5A90��﮺Ͻ�ľֲ�Ӧ�����������֮��Ĺ�ϵ
Fig. 3 Relationship between local strain and normalized distance of 5A90 Al-Li alloy at different initial strain rates
��475 ���¸ı��ʼ��Ӧ���ٶȽ������죬�õ�ƽ���ն��ߴ硢���������ֲ�Ӧ��֮��Ĺ�ϵ��ͼ6��7��ʾ�����žֲ�Ӧ������ն��ijߴ��������������������������ơ�
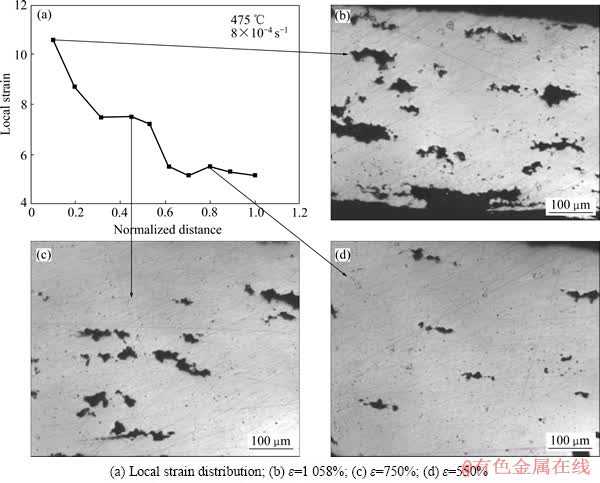
ͼ4 ��ʼӦ������Ϊ8��10-4 s-1��������5A90��﮺Ͻ�ֲ�Ӧ��ķֲ����ݽ��������֯
Fig. 4 Local strain distribution and microstructures of longitudinal section of 5A90 Al-Li alloy deformed at initial strain rate of 8��10-4 s-1
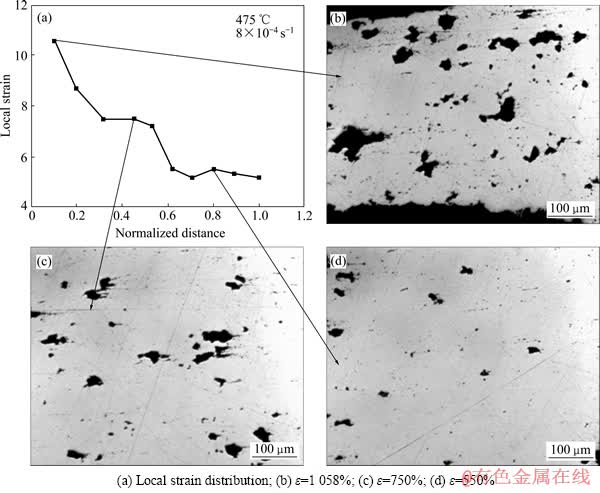
ͼ5 ��ʼӦ������Ϊ8��10-4 s-1��������5A90��﮺Ͻ�ֲ�Ӧ��ķֲ�������������֯
Fig. 5 Local strain distribution and microstructures of transverse section of 5A90 Al-Li alloy at initial strain rate of 8��10-4 s-1
�ڴ�ij�ʼӦ����������(1��10-3 s-1)���ݽ���ն��ߴ�ﵽ��50 ��m�������ͳ�ʼӦ��������3��10-4 s-1ʱ���ݽ������Ŀն��ߴ�Žӽ�36 ��m����ͼ6(a) ��6(c)��ʾ���ɼ���Ӧ������Ӱ��ն��ij�������ˣ��ڴ�ij�ʼӦ���ٶ������¿ն��ݽ���ն��ߴ�dL���ں����Ŀն��ߴ�dT����ͼ6(a)��ʾ�����ų�ʼӦ���ٶȵļ�С����ʼ�����෴�����ƣ��ڳ�ʼӦ���ٶ�Ϊ8��10-4 s-1��3��10-4 s-1ʱ�����žֲ�Ӧ������ӣ���������ݽ���Ŀն��ߴ��С���ֽ������������ƣ���ͼ6(b)��6(c)��ʾ��
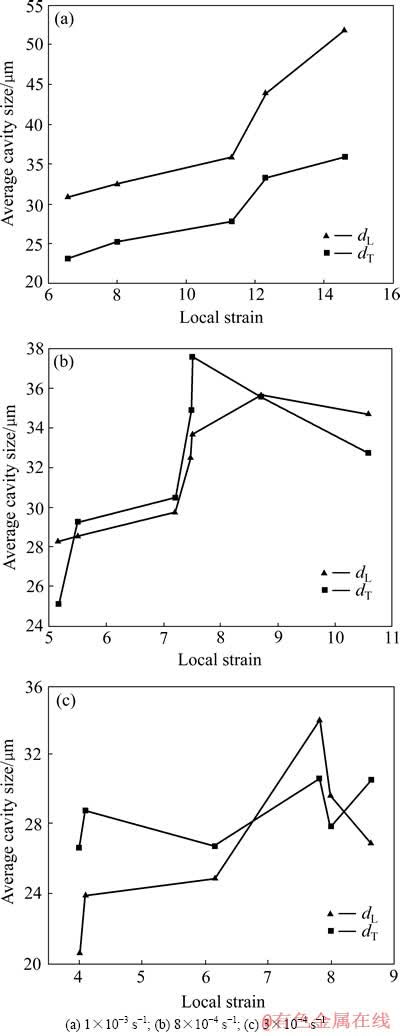
ͼ6 ��ͬ��ʼӦ������������5A90��﮺Ͻ�ֲ�Ӧ����ն�ƽ���ߴ�Ĺ�ϵ
Fig. 6 Relationship between local strain and average cavity size of 5A90 Al-Li alloy deformed at different initial strain rates
��ͬһ��ʼӦ�������£��ԱȺ�������ݽ���Ŀն��������fT��fL���֣�ֻ���ڴ�ij�ʼӦ���ٶ��£���1��10-3 s-1���ݽ���Ŀն��������fL���ں����Ŀն��������fT�����ݽ���Ŀն��������fL�����20%����ͼ7(a)��ʾ��������ʼӦ���ٶȼ�С����8��10-4 s-1��3��10-4 s-1�����žֲ�Ӧ��������ݽ���Ŀն��������fLС�ں����Ŀն��������fT����ͼ7(b)��7(c)��ʾ��
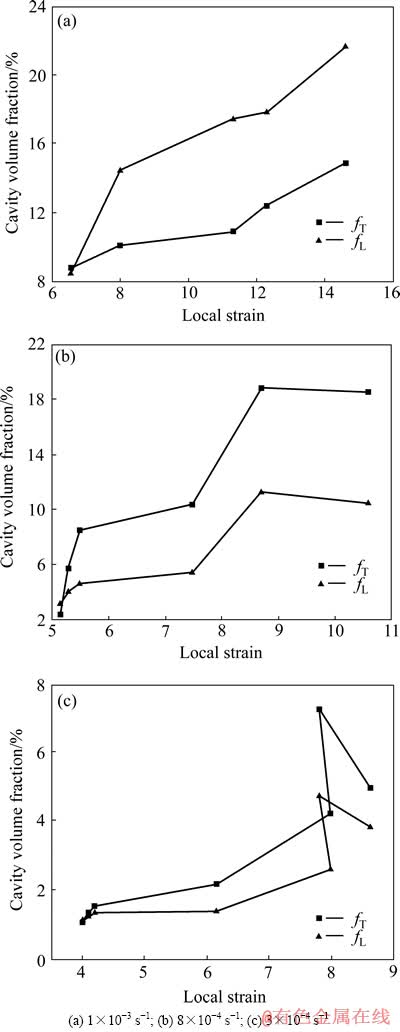
ͼ7 ��ͬ��ʼӦ������������5A90��﮺Ͻ�ֲ�Ӧ����ն���������Ĺ�ϵ
Fig. 7 Relationship between local strain and cavity volume fraction of 5A90 Al-Li alloy deformed at different initial strain rates
3 ����������
3.1 �ֲ�Ӧ��ֲ�
��֯�����Բ���������нϸߵ�Ӧ��������ָ��m[11]���Ӷ��ڳ����Ա��νο��Եֿ����ϵľ�������ô���쳤�ʡ���Ӧ��������ָ��mֵͨ��С��1�������������Ա������ϴ�ʱ�����ɱ���ؽ��������������ȷ������Ӧ����ݶȷֲ��������������м䲿λ�ľֲ�Ӧ��ϴ������粿����ľֲ�Ӧ���С����ͼ3��ʾ�������ζ��Ѻ�һ�������ľֲ�Ӧ��(Local strain, SL)���Ը������ܵĹ���Ӧ��(Engineering strain, SE)��������ֵ���������Ĺ�ϵ���Ƴ���ͼ8��ʾ������ͼ��������������ʾ��Ӧ���ر��ȷ���ֲ��IJ������ԡ�
������[12-13]������֪���ڱ��εij�ʼ�Σ��ֲ�Ӧ�����ű�������ֲ��Ǿ��ȵġ�������ʵ���У���475 �棬ͨ���ı��ʼӦ�����ʽ��������Ϻõ��Ľ����ͼ3��8��ʾ���ֲ�Ӧ��������γ��ݶȷֲ�����ͼ8��֪�����ű������������SL/SE��ֵ���ϼ�С���ڱ�������С��0.6������SL/SE��1������Ҫ��������Щ�����ľֲ�Ӧ��ͱȽ϶�Ŀն����¡��ڱ����������0.6�Ŀ�����Ʒ�粿����SL/SE��1������Ҫ�����ڼ粿�Ĵ�����������Щ����ı��μ����ּ粿�Ľ�����������Щ��������Ӧ��ֲ������ȱ������ڲ����ڲ�����ն�����
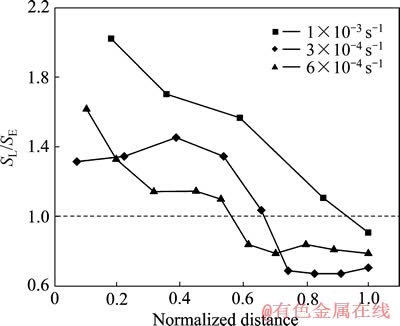
ͼ8 ��ͬ�ij�ʼӦ������������5A90��﮺Ͻ�ֲ�Ӧ��(SL)���ܵĹ���Ӧ��(SE)֮�����������֮��Ĺ�ϵ
Fig. 8 Relationship between ratio of local strain to total engineering strain (SL/SE) and normalized distance of 5A90 Al-Li alloy deformed at different initial strain rates
�ֲ�Ӧ�������ݶȷֲ�����������ʵ��Ӧ������Ҳ���ݶȷֲ���������Եõ���ͬ��ʼӦ�����������¸��ֲ�Ӧ�������Ӧ��ʵ�ʾֲ�Ӧ�����ʣ���ͼ9��ʾ���ڲ�ͬ�ij�ʼӦ�����������£��ӽ��Ͽڴ�(�ֲ�Ӧ�����)�ľֲ�Ӧ�����ʴ��ڼ�ڴ��ľֲ�Ӧ�����ʣ��Ҵ��ڱ��εij�ʼӦ�����ʡ���ͼ9�У���ʼӦ������Ϊ1��10-3 s-1ʱ���ڽӽ��Ͽڴ������ֲ�Ӧ�����ʱ����ʵ�ʵľֲ�Ӧ�����ʸߴ�2��10-3 s-1�������475 ���£��Ͻ��ڲ�ͬ�ij�ʼӦ�������½�������ʱ���ֲ�Ӧ����ʵ�ʾֲ�Ӧ���ʾ������췽����ݶȷֲ���
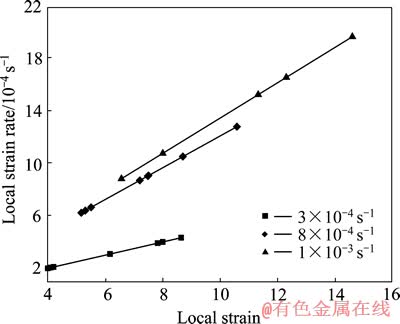
ͼ9 ��ͬ�ij�ʼӦ������������5A90��﮺Ͻ�ͨ������(�ֲ�Ӧ�����ʱ��)�õ��ľֲ�Ӧ����
Fig. 9 Variation of local strain rate (calculated on basis of rate and time elapsed in testing) with local strain of 5A90 Al-Li alloy deformed at different initial strain rates
3.2 �ֲ�Ӧ��ֲ��Կն��ݻ���Ӱ��
��ͼ6��7��֪�����žֲ�Ӧ������ն�������������ߴ���֮�����ɴ˿ɼ����ն��ij�����Ӧ��������ϵ������MILLER��[14]���о��������ƵĽ�����ڳ����Ա��εij�ʼ�Σ��ھֲ�Ӧ�����ʽϸߵ�����Ӧ���������澧�缰��ڶ��ྦྷ�紦�����϶�ļ��У�Ϊ�ͷ���ЩӦ�����У��ն������ڴ˳ɺˡ�����5A90��﮺Ͻ��ܱ��δ���Ӧ��ֲ������ص㣬�����ڽӽ��Ͽڴ����ֲ�Ӧ�����뾧���ߴ�����[10]�����ն�������������Դִ�ľ������γɡ����ͬʱ����ͼ9��ʾ���Ͽڴ��ľֲ�Ӧ�����ʺܸߣ�5A90��﮺Ͻ�ߵ�Ӧ������������ʹ�˴�������Ӧ�����Ӷ����Ϳ��Գ���ն����ٽ�ߴ磬Ϊ�ն����κ��볤���ṩ�����������������ű��εĽ��У������α��ε����Σ��ն����˱����ijߴ������⣬������ͨ���ۺϻ������ӻ㼯�ɴ�Ŀն�����ͼ4��5��ʾ������ն�ͨ���ۺϻ����ӻ㼯�ɽϴ�Ŀն������ݽ���ߴ�ߴ�90 ��m�������ѡ�����Щ�����Ĺ�ͬ�����£��ھֲ�Ӧ��������(�ֲ�Ӧ�����ʽ� ��)�ն��ijߴ������������ϴ�
һ����Ϊ�����Ա��ι����пն�����Ļ��������֣�һ����Ӧ���ٽ��ն��ؾ�����ɢ�ij�����ƣ���һ���ǿն���Χ���ϵ����Ա�������ն�����Ļ���[15]���ն��ij��������ն��ijߴ��Լ�Ӧ������Ҳ�кܴ�Ĺ�ϵ���ڿն��ߴ�С��Ӧ������С�������£��ն�����ɢ�������Ϊ�������ڿն��ߴ��Ӧ�����ʽϴ�ʱ���ն���ҪΪ���Ա��ο��Ƶij������[14, 16]����ͬһ�ֲ�Ӧ�䴦����Ʒ�ĺ���洹ֱ�������᷽����Ӧ�����ã��ն���ҪΪ��ɢ���Ƶij�����ƣ�����ڽ����ϵĿն�������������ε���ò����ͼ5��ʾ������Ʒ���ݽ�����Ӧ�����ã��ն���ҪΪ���Ա��ο��Ƶij�����ƣ��ն���Ҫ���в��������ò��һ�������췽���쳤����ͼ4��ʾ������ʼӦ������Ϊ1��10-3 s-1���ֲ���ʵ��Ӧ����Ҳ�ϴ�(��ͼ9)���ն��ij�����������α��ο���Ϊ�������ڽϴ������Ӧ�������ֲ�Ӧ���������������������RD������Ʒ�������Ȼ����ɢ���ƵĿն�������ƣ��������ͬһ�ֲ�Ӧ���������Ŀն��ߴ�С���ݽ���Ŀն��ߴ磬��ͼ6(a)��ʾ��������Ʒ�ij�ʼӦ������ (3��10-4 s-1��8��10-4 s-1) �ն�����ɢ���Ƶij������Ϊ����ֻ���ڿ��������Ͽڴ������ھֲ�Ӧ���Ӧ�����ʶ��ϸߣ�Ӧ���ϴ����Ա��ο��ƵĿն�������Ʋ�ռ��������λ��ʹ���������Ͽھֲ�Ӧ�������ݽ���Ŀն��ߴ�Ҫ�Դ��ں����ģ���ͼ6(b)��(c)��ʾ��
4 ����
1) 5A90��﮺Ͻ����Ա��δ���Ӧ��ֲ������ص㣬�����Ͽڴ�Ӧ�����������粿��Ӧ����С���ڳ�ʼӦ������Ϊ1��10-3 s-1ʱ���ӽ��Ͽڴ��ľֲ�Ӧ��ߴ�1 490%�����ӽ��粿��Ӧ���650%��
2) ���žֲ�Ӧ������ն��ijߴ����������Ҳ���ı��ʼ��Ӧ�����ʣ���ͬһ�ֲ�Ӧ�����ԱȺ��ݽ���ն���ò�������ն���Ҫ��������״�ҷֲ����ȣ�����ɢ���Ƴ���Ϊ�����ݽ���ն�������״�Ҳ����������α��ο��Ƴ���Ϊ����
3) �ڲ�ͬ�ij�ʼӦ�����������£���ʵ�ʵ�Ӧ�����������쳤�ȷ�����ݶȷֲ����ڽϴ��Ӧ������������(1��10-3 s-1)����ʵ��Ӧ��������ߴ�2��10-3 s-1���ն������α��ο���Ϊ��Ҫ�ij�����ƣ��ڴ������£�����Ӧ����������Ŀն��ߴ����������С���ݽ���ġ�����Ӧ�����ʽ���(3��10-4 s-1��8��10-4 s-1)ʱ��ֻ�нӽ��Ͽڴ���ʵ��Ӧ�����ʲŽϴն��ij����������ɢ����Ϊ����������ЩijЩ������Ʒ�ݽ���Ŀն��ߴ�����������Ŵ��ں����ġ�
REFERENCES
[1] Ҷ��Ӣ. ϸ����﮺Ͻ��ĵ��Ʊ�ԭ���������������Ա�����Ϊ[D]. ��ɳ: ���ϴ�ѧ, 2010: 23-25.
YE Ling-ying. Fine grain aluminum alloy sheet preparation principle, technology and superplastic deformation behavior[D]. Changsha: Central South University, 2010: 23-25.
[2] BAE D H, GHOSH A K. Cavity growth during superplastic flow in an Al-Mg alloy: ��. Experimental study[J]. Acta Materialia, 2002, 50(5): 993-1009.
[3] BAE D H, GHOSH A K. Cavity formation and early growth in a superplastic Al-Mg alloy[J]. Acta Materialia, 2002, 50(3): 511-523.
[4] BAE D H, GHOSH A K. Cavity growth during superplastic flow in an Al-Mg alloy: ��. An improved plasticity based model[J]. Acta Materialia, 2002, 50(5): 1011-1029.
[5] DU Ning-ning, QI Yue, KRAJEWSKI P E, BOWER A F. Aluminum ��3 grain boundary sliding enhanced by vacancy diffusion[J]. Acta Materialia, 2010, 58(12): 4245-4252.
[6] KAWASAKI M, XU Cheng, LANGDON T G. An investigation of cavity growth in a superplastic aluminum alloy processed by ECAP[J]. Acta Materialia, 2005, 53(20): 5353-5364.
[7] FIGUEIREDO R B, TERZI S, LANGDON T G.. Using X-ray microtomography to evaluate cavity formation in a superplastic magnesium alloy processed by equal-channel angular pressing[J]. Acta Materialia, 2010, 58(17): 5737-5748
[8] PANCHOLI V, KASHYAP B P. Effect of local strain distribution on concurrent microstructural evolution during superplastic deformation of Al-Li 8090 alloy[J]. Materials Science and Engineering A, 2003, 351(1/2): 174-182.
[9] ֣��ΰ. 1420��﮺Ͻ��ĵij����Ա�����Ϊ������[D]. ��ɳ: ���ϴ�ѧ, 2010: 23-24.
ZHENG Da-wei. The superplastic deformatiom behavior and mechanism of 1420 Al-Li alloy[D]. Changsha: Central South University, 2010: 23-24.
[10] ��ʫ��. ���������Ա�������[M]. ����: ���ʹ�ҵ������, 1997: 102-104.
WU Shi-dun. The superplastic deformation theory of metal[M]. Beijing: International Industry Press, 1997: 102-104.
[11] ������. �������Լӹ�ԭ��[M]. ��ɳ: ���ϴ�ѧ������, 2004: 162-165.
PENG Da-shu. Metal plastic processing principle[M]. Changsha: Central South University Press, 2004: 162-165.
[12] MOHAMED F A, LANGDON T G. Flow localization and neck formation in a superplastic metal[J]. Acta Metallurgica, 1981, 29(5): 911-920.
[13] WANG Z C, RIDLEY N, DAVIES T J. Simulation of cavity growth in ceramic materials during superplastic deformation[J]. Scripta Materialia, 1997, 36(5): 579-584.
[14] MILLER D A, LANGDON T G. A cavity growth diagram for high temperature creep[J]. Scripta Metallurgica, 1980, 14(2): 179-182.
[15] ����Ȫ. ��֯������[M]. ������: ��������ҵ��ѧ������, 1988: 35-40.
CHEN Pu-quan. Organization superplastic[M]. Harbin: Harbin Institute of Technology Press, 1988: 34-40.
[16] CHOKSHI M J. A model for diffusional cavity growth in superplasticity[J]. Acta Materialia, 1987, 35(5): 1089-1101.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51205419)
�ո����ڣ�2012-08-22�������ڣ�2012-12-26
ͨ�����ߣ�Ҷ��Ӣ����ʦ����ʿ���绰��13607435545��E-mail: 30575421@qq.com
[1] Ҷ��Ӣ. ϸ����﮺Ͻ��ĵ��Ʊ�ԭ���������������Ա�����Ϊ[D]. ��ɳ: ���ϴ�ѧ, 2010: 23-25.
[9] ֣��ΰ. 1420��﮺Ͻ��ĵij����Ա�����Ϊ������[D]. ��ɳ: ���ϴ�ѧ, 2010: 23-24.
[10] ��ʫ��. ���������Ա�������[M]. ����: ���ʹ�ҵ������, 1997: 102-104.
[11] ������. �������Լӹ�ԭ��[M]. ��ɳ: ���ϴ�ѧ������, 2004: 162-165.
[15] ����Ȫ. ��֯������[M]. ������: ��������ҵ��ѧ������, 1988: 35-40.
