
ͭ����ĩұ��Ħ�����ϵ�ʪʽĦ������
�����1��������1��������2��̷����1��������3����ų�3
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083��
2. ���������ѧ ��������ӹ���ѧԺ������ ������530006��
3. �й����������о��� �������������ص�ʵ���ң�������100072)
ժ Ҫ��
ժ Ҫ�����÷�ĩұ���Ʊ�ͭ��ʪʽĦ�����ϣ����ý��༼���������ϱ�����۽ṹ, ����MM-1000Ħ��������о��ƶ������Զ�Ħ������Ӱ��ı仯���ɡ��о�������������Ӷ���̿��ά��ǿ�IJ�������Ч��߲��ϵ��������ø��ɺ�Ħ��������Ħ�������ƶ��ٶ�Ϊ1 500 r/min��2 500 r/minʱ��Ħ���������ƶ�ѹ�������Ӷ���С��Ħ�������ƶ��ٶ�Ϊ3 500 r/minʱ��Ħ���������ƶ�ѹ������������Ƚ��Ͷ�����������ƣ����ƶ�ѹ��Ϊ1.0 MPa��1.5 MPaʱ��Ħ���������ƶ��ٶȵ���߶�������С�����ƶ�ѹ��Ϊ2.0 MPa��2.5 MPaʱ��Ħ���������ƶ��ٶȵ����ӳ����ȼ�С������������ơ�
�ؼ��ʣ�
��ĩұ����ʪʽĦ��������ͭ��������̿��ά��Ħ��������
��ͼ����ţ�TF125.9 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)03-0517-05
Wet friction properties of copper-based material
via powder metallurgy
WANG Xiu-fei1, HUANG Qi-zhong1, YIN Cai-liu2, TAN Rui-xuan1, NING Ke-yan3, WU Cai-cheng3
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. College of Physics and Electronic Engineering, Guangxi University for Nationalities, Nanning 530006, China;
3. National Key Laboratory of Vehicle Transmission, China North Vehicle Research Institute, Beijing 100072, China)
Abstract: A kind of wet copper-based friction material was made through powder metallurgy process. The surface microstructure was analyzed through metallographic analysis. The effects of brake conditions on friction coefficients of the material were investigated with MM-1000 friction tester. The results show that chopped carbon fibers can efficiently enhance energy load permitting value and friction coefficient. When the brake velocities are 1 500 r/min and 2 500 r/min, respectively, the friction coefficients decrease with the increase of interface pressure. When keeping brake velocity is 3 500 r/min, the dynamic friction coefficient first decreases and then increases with the increase of the brake pressure. With the increase of brake velocity, the friction coefficients with interface pressure as 1.0 MPa and 1.5 MPa slowly decrease. When the brake pressures are 2.0 MPa and 2.5 MPa, respectively, the dynamic friction coefficient first decreases and then sharply increases with the increase of brake velocity.
Key words: powder metallurgy; wet friction material; copper-based; chopped carbon fiber; friction properties
���Ź��̻�е�����غɺ���ת���ٶȵIJ��������ƶ������ܵ��ȸ���Խ��Խ��Ϊ����Ч�����ƶ����������ͼ�Сĥ�𣬿�ʼ����ʪʽ����ʽ�ƶ�����Ŀǰ�����ֶ���ʽʪʽ�ƶ�����Ӧ���ڹ�����Ĵ���װ�ػ����ھ�������������ȹ��̳�����[1-4]��
������ЩĦ��������Ħ��������Ҫ�У�ֽ����ʯ����������������������ϡ���ĩұ����ϵ�[5-8]������ʯ��Ħ�����϶�����ͻ������ڽϴ��Σ����������̭����ֽ��Ħ�������ȸ��ɽϵͣ��ڸ���������Ħ��ĥ����ٻ����������ܶ���ĩұ��Ħ�����Ͼ��нϸߵ�Ħ���������ߵ����ԡ�����ĥ���Լ��ܳ��ܽϴ��Ť�ص��������ܶ��õ��㷺Ӧ�á�
�ڴˣ���������ͨ�����Ӷ���̿��ά�����ʪʽĦ�����ϵĶ�Ħ������������ĥ�ĺ���߲��ϵ�����������������������ʹ�õ�Ҫ���о�һ�ָ����ܵ�ͭ����ĩұ��Ħ�����ϲ������˱乤���µ�ʪʽĦ���������顣
1 ʵ ��
1.1 ԭ����
���ͭ�ۣ�w(Cu)��99.7%��������74 mm����ԭ���ۣ�w(Fe)��98.0%��������74 mm������ѷۣ�w(Ti)��99.8%��������50 mm����ȻʯӢɰ����������״��w(SiO2)��97%������Ϊ150~246 mm����Ȼ��Ƭ״ʯī��w(C)��97%������Ϊ246~500 mm��MoS2������ۼ���������������̿��ά��T700̿��ά��
1.2 �Ʊ�����
���õ��ͭ����Ϊ���壬���ӻ�ԭ���ۡ����ۺ��ѷ۹�10%~16%(��������)��Ϊ����ǿ����Ԫ��������Ƭʯī�Ͷ���̿��ά��Ϊ����Ԫ���京��Ϊ8%~12%������5%~8%��SiO2��ΪĦ����Ԫ������3% MoS2��Ϊ������Ԫ���Ʊ�ͭ����ĩұ��Ħ�����ϡ���Ҫ���չ���Ϊ��������ȳ�ȡ����Ԫ��ĩ�����װ�롰V���ͻ��ϻ��ڻ�Ͼ��ȣ���ѹ���Σ���H2���������²��ü�ѹ�ս��Ʊ�ͭ����ĩұ��Ħ�����ϡ��ս��¶�Ϊ(950��20) �棬�ս�ѹ��Ϊ3.5 MPa������3 h����¯��ȴ�����³�¯��
1.3 ���ܲ���
�ù�ѧ�����۲�Ħ�����ϵ�����֯�ṹ����MM-1000��Ħ��ĥ��������Ͻ���ʪʽĦ������ ���顣
Ħ���������������ڡ���ֱ���ֱ�Ϊ65 mm��85 mm��Բ�������Ϊ13~15 mm���ڱ����ϼӹ��ɵȼ����12�������Ͳۣ���Բ����ӹ������Ͳ۲�ĥƽ���ۿ�2.0 mm������0.75 mm��ż��Ϊ65Mn�֣���Ӳ��HRCΪ40~45�����γߴ����������Բ����ͬ��Ħ��������������Ϊ���ͳ���ר��4634�����ͣ���ѹС��1 MPa������Ϊ3~5 mL/(cm2��min)��
���ȶ�Ħ�������黷����ĥ�ϣ���Ŀ�ӽӴ�����ﵽ�������80%ʱ����Ħ�����顣������̶̹�ת������Ϊ0.1 kg��m2���������ֵ��ٶȷֱ��趨Ϊ1 500��2 500��3 500 r/min���ƶ�ѹ�������趨Ϊ0.5��1.0��1.5��2.0 ��2.5 MPa��ÿ�������²���5���ƶ����ߣ�ȡ��ƽ��ֵ��Ϊ���ϵĶ�Ħ��������
2 ���������
2.1 ���ϵ��۽ṹ
�о�Ħ������ʱ��ͨ��������֯�ı仯��������˽�Ħ�����ı����¶ȡ����ϵ������Եȡ�ͼ1��ʾΪ��Ʒ�ս�������֯��ò��
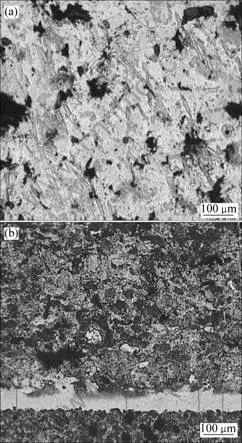
(a) ��ֱѹ������(b) ƽ��ѹ������
ͼ1 ͭ�����ϵ��۽ṹ
Fig.1 Microstructures of copper-based material
ͼ1(a)��ʾΪ�����ڴ�ֱѹ��ѹ�������ϵĽ�������֯��Ƭ���ɼ������ӵ���Ƭ״ʯī�ۺͶ���̿��ά��ѹ��ѹ����Ӱ�죬���Ų���ƽ����ʵ�ʽӴ������棬Ӳ�ʵ����(Ħ���ࡢĦ����Ԫ)�ķֲ��Ͼ��ȡ�
ƽ�����ι���Ƕ�ڻ����С��������Ų���ʽ���Ա�֤������Ħ��ʱ���ż������Ӵ����á�
ͼ1(b)��ʾΪ��Ʒ��ƽ��������Ħ�������ϵĽ�������֯��Ƭ���ɼ�����Ƭʯī��Ħ����Ԫ�Ͼ��ȵطֲ��ڻ����У��Ӷ���֤����ƷĦ��������ƽ���Ժͷ�ֹ����ճ�ż����ת�Ƶķ�������ͼ1(b)���ɿ�����ͭ����ĩұ�������ֱ�������ұ���ϣ��������������á�
Sn��Ti�ȸ��ֳɷ־��ȵطֲ��ڻ����С���ͭ�����ϵ�Ӳ�Ƚ�С��������ͭ����Sn��Ti�ȺϽ�Ԫ��ǿ��������ϵ�Ӳ����������[9]�����״�ĺ�ɫ������SiO2����������Fe�Կ�����ʽ���ȷֲ���Cu-Sn�Ͻ��У������˲����ڲ�Ӧ��������չ��ʹ���Ա������Ƽ�С�������Ŀ����������������Ӷ���߲��ϵ�ǿ�Ⱥ�Ӳ�ȡ�����Ti��һ�������Cu��C����ʪ�ԣ������ʯī�Ͷ���̿��ά��ͭ����Ľ�����⣬��һ����Ti��C��Ӧ����TiC��ʹ����õ�ǿ����ͬʱ��TiC�����ɿ�������Ħ�������е�ĥ��ĥ�𣬼̶�����繵ЧӦ���Դﵽ��߲���ʪʽĦ��������Ŀ�ġ�
2.2 �ƶ�ѹ����ͭ��ʪʽĦ�����϶�Ħ�������� Ӱ��
����Ħ������ʪʽĦ�����ܵ���Ҫָ���Ƕ�Ħ�������Ĵ�С���ȶ��ԡ�ͭ��ʪʽĦ������Ħ���������ƶ�ѹ���ı仯��ϵ��ͼ2��ʾ���ɼ���Ħ�������ƶ��ٶȷֱ�Ϊ1 500 r/min��2 500 r/minʱ���ƶ�ѹ����0.5 MPa����2.5 MPa�ı仯�����У�Ħ�������ı仯����һ�£��������ƶ�ѹ�������Ӷ��� С����ת��Ϊ1 500 r/min���ƶ�ѹ����1.0 MPa����2.5 MPaʱ��Ħ��������0.094 8��С��0.082 3���½�13.2%����ת���ٶ����ߵ�2 500 r/min��ѹ��0.5 MPaʱ��0.100 6���ٵ�2.5 MPaʱ��0.081 4���½�16.4%�����ƶ�ѹ���ļ�����ߣ�Ħ���������½����Ƽ��������ƶ�ѹ����1.5 MPa���ӵ�2.5 MPaʱ��Ħ��������0.084 1��С��0.081 4���½�������Ϊ3.3%��Ħ���������½�Ϊ�������½�������ѹ��������Ħ�������½������Ʊ仺����������ƽ�⡣
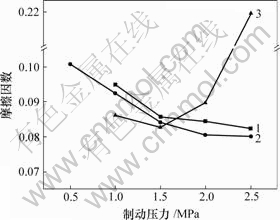
�ƶ��ٶ�/(r?min-1): 1��1 500; 2��2 500; 3��3 500
ͼ2 ͭ��ʪʽĦ������Ħ���������ƶ�ѹ���Ĺ�ϵ
Fig.2 Relationship between friction coefficient and
brake pressure for copper-based wet friction material
Ħ������ת���ٶ����ӵ�3 500 r/min�����ƶ�ѹ����1.0 MPa���ӵ�2.0 MPaʱ��Ħ�������Ƚ��Ͷ���������0.086 2��С��0.082 6��������0.089 7�����ƶ�ѹ���ﵽ2.5 MPaʱ��Ħ����������Ϊ0.219 3��
���ƶ��ٶ�һ�����ƶ�ѹ�����������£��ƶ���ʼʱĦ�������¶Ƚϵͣ������Ƚϸ�, Ħ������Ĥ�Ϻ�ѹ�ƶ�ʱĦ�������������ȴЧ���ã�Ħ�������¶ȵͣ���Ĥ��������Ħ�����ص���Ҫ�ɷ�, ���ڵ������ͼ�������[10], ���Ħ�����ؽϴ�Ħ�������ϸߡ�
�����ƶ�ѹ�����ӣ��ƶ�ʱ�����̣�Ħ�������¶��ڽ϶�ʱ��������, �����Ƚ���, Ħ������Ĥ�䱡, ��Ĥ��������С������Ĥ������������Ħ�����ؼ�С��������Ħ������ʹ�õ����;���ţ���������ʣ���ճ�����Կ���Reynolds����[11]��ʾΪ��![]() (���У���ΪTʱ�ȣ���0ΪT0ʱ�ȣ���Ϊ����)�������ƶ�ѹ������, ��Ħ�����س��ּ�С���ƣ�Ħ��������С��
(���У���ΪTʱ�ȣ���0ΪT0ʱ�ȣ���Ϊ����)�������ƶ�ѹ������, ��Ħ�����س��ּ�С���ƣ�Ħ��������С��
���ƶ��ٶȴﵽ3 500 r/minʱ����ʱ�������ƶ������е������������ӡ������ƶ�ѹ�����������ƶ��Ŀ�ʼ�Σ�Ħ��������¶�Ѹ�����ߣ����Ӵ�����ĽӴ��¶ȳ������͵��ٽ��¶�ʱ���߽���Ĥ�������ѣ�Ħ����֮�䷢��ճ��ĥ��Ħ�������������ߡ�
2.3 �ƶ��ٶȶ�ͭ��ʪʽĦ������Ħ��������Ӱ��
ͼ3��ʾΪͭ��ʪʽĦ�����ϵ�Ħ���������ƶ��ٶȵı仯���ߡ��ɼ������ƶ�ѹ���ֱ�Ϊ1.0 MPa��1.5 MPaʱ��Ħ�����ϵ�Ħ���������ƶ��ٶȵ���߶�������С�����ƶ�ѹ���ļ����������ƶ�ѹ���ֱ�Ϊ1.5 MPa��2.5 MPaʱ���ƶ��ٶ���1 500 r/min���ӵ�2 500 r/minʱ��Ħ���������ٶ��������С���������Ħ�����ٶȣ���2 500 r/min��ߵ�3 500 r/minʱ��Ħ�������ֳ����������ơ�
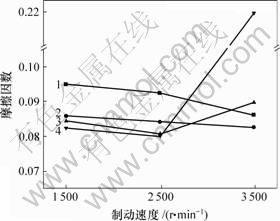
�ƶ�ѹ��/MPa: 1��1.0; 2��1.5; 3��2.0; 4��2.5
ͼ3 ͭ��ʪʽĦ������Ħ���������ƶ��ٶȵı仯��ϵ
Fig.3 Relationship between friction coefficient and brake velocity for copper-based wet friction material
Ħ���������ƶ��ٶ�֮��ı仯��ϵ���ƶ�ѹ ���IJ�ͬ�������෴�ı仯���ơ����ƶ�ѹ���ϵ�ʱ��Ħ���������ٶȵ����߶���С����Ħ�������ƶ�ѹ���ϸ�ʱ��Ħ���������ƶ��ٶȵ����߶����ӡ���ԭ�����ƶ�ѹ���ϵ�ʱ��Ħ����֮�������Ĥ�����Ա������ƻ�����ʹ�����ƶ����̻����϶�����������������Ħ��״̬���ɡ�
���ձ߽�������[12]���߽���Ħ������mBLΪ��
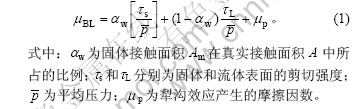
ʽ(1)���ұߵĵ�1��͵�2��ֱ�Ϊ����Ӵ���Һ��Ӵ�������Ħ����������3��Ϊ�繵ЧӦ������Ħ������������Ĥ���ڵ�����£�m p��ǰ2�������Ժ�С�����Ժ��ԡ�Ħ��������Ҫ��Դ����Ĥ���ƻ��̶ȡ��ֲڱ����ƽ��Ĥ�����ƶ��ٶȾ���ָ��������ϵ[12]������

�ɼ���Ĥ�����ٶȵ����Ӷ����ӣ����ԣ����ƶ��ٶ����ӵ������Ħ��������С��һ���棬�����ƶ��ٶ����ӣ����ƶ�������Ħ�������յ��������ӣ�����Ħ�����ı����¶����ߣ����²��ϱ�����¶����ߣ������ȼ�С��Ħ��������С����һ���棬�����ƶ��ٶ����ӣ������ڸ����µ���Ӧ����ϡ����Ҳ���������͵��Ƚ��Ͷ����ַ�ţ����[12]���ڸ����������£�ʹ�������й����Ӷ��������ڲ�֮������ö����ͱ����ȣ�����Ħ���������͡���ˣ����ϵ�Ħ���������ٶȵ����Ӷ���С��
��Ħ�������ƶ�ѹ�����ߵ�һ���̶�ʱ��Ħ��������Ĥ�ƻ�����ʱ�������ƶ��ٶȵ�����һ���棬�����ƶ�����Ħ�������¶ȿ������ߣ�ʹ���͵��ȼ�С����Ĥ�ļ���ǿ�Ƚ��ͣ��Ӷ�����Ħ���������ͣ���һ���棬�����ƶ�ѹ����������Ĥ���ƻ���Ħ����ֱ�ӽӴ�������������Ħ�����������ߣ�ͬʱ��m p�������ƶ�ѹ��������������²������ƶ�ѹ���ϸߵ�����£�����ƽ��Ħ���������ٶȱ仯�Ĺ����ڸ�ѹ��״̬�����ڵ�ѹ��״̬�³����෴�����ƣ���Ħ���������ٶȵ���������ߡ�
ͼ4��ʾΪͭ��ʪʽĦ�������ڲ�ͬ�ƶ��ٶ�ʱ���ƶ����ߡ����ƶ��ٶ�nΪ3 500 r/minʱ�����ƶ�ѹ��p��Сʱ�����ϵ�Ħ�������̳��½����ƣ���ѹ��Ϊ2.0 MPa��Ħ��������ʼ����������������ѹ���������ƶ�Ч����ߣ��ڽ϶̵�ʱ���ڣ�Ħ����������ͱ�������ͭ���������żƬ���ճ�ŽӴ�����Ħ���������ߡ���ѹ��������2.5 MPaʱ�����ϵ�Ħ��������Ȼ������0.219 3����������Ħ����֮��������ںܶ�ʱ���ڱ����������ϱ�����¶���Ȼ���ߣ���ɲ������ż���������̿����Ħ�����ڶ�ʱ�������������Ħ�������Ħ����ճ��Ħ�������Ħ����ת�䣬���²��ϵ�Ħ���������ֽϴ�����ͼ4(b)��ʾ��

1��M; 2��p; 3��n; 4����
(a) n=2 500 r/min, p=2.0 MPa, F=1 KN, M=2.5 N?m, ��=0.05; (b) n=3 500 r/min, p=2.0 MPa, F=1 KN, M=5.0 N?m, ��=0.05
ͼ4 ͭ��ʪʽĦ�������ڲ�ͬ�ƶ��ٶ�ʱ���ƶ�����
Fig.4 Brake curves of copper-based wet friction material at different brake velocities
��ͼ4(a)���Կ�����������2 500 r/min�ƶ�ʱ�������ƶ����̵Ľ��У�Ħ�����������ӡ���ͼ4(b)��ʾ��3 500 r/min���ƶ��ٶ��£�Ħ������M���ƶ� 1 s�������һ�����صĸ߷�ֵ�������ƶ����̵Ľ��У�Ħ������������������ˮƽ��������Ϊ���ƶ�1 s��Ħ�������������˲ʱ���£���۱���Ϊ�ƶ�ʱĦ�����Ӵ��������ˡ���������������Ħ������������ͳ�����̿�����Ӷ�ʹĦ������2�����������ճ��Ħ����Ħ��������䡣
��˲ʱ���¹����������͵���ȴ��Ħ���������ȴ�����˫�����ã�Ħ���������¶����ͣ�������Ħ���������γ��µ���Ĥ��Ħ���������Ħ������Ħ�����ɣ�Ħ�������½�����ʱ�����ϵ���������Ϊ8.731 4��104 J2?cm-4?s-1��Զ�����ս����Ħ�����Ϲ涨���������ø���ֵ����Ҫ���8.5��103 J2?cm-4?s-1�������ò������ڸ����صĹ�����ʹ�á�
3 �� ��
a. ��ͭ����ĩұ��Ħ�����������Ӷ���̿��ά����Ч��߲��ϵ��������ø��ɺͶ�Ħ��ϵ����Ħ�����������ȶ���
b. Ħ�������ƶ��ٶ�Ϊ1 500 r/min��2 500 r/minʱ��Ħ�������������ƶ�ѹ�������Ӷ���С����Ħ�������ƶ��ٶ����ӵ�3 500 r/min��ѹ����1.0 MPa���ӵ�2.5 MPa�Ĺ����У�Ħ�������Ƚ��Ͷ�������
c. ���ƶ�ѹ��Ϊ1.0 MPa��1.5 MPaʱ��Ħ���������ƶ��ٶȵ���߶�������С�����ƶ�ѹ���ﵽ 2.0 MPa��2.5 MPa���ƶ��ٶ���1 500 r/min���ӵ� 2 500 r/minʱ��Ħ��������С���ƶ��ٶ���ߵ�3 500 r/minʱ��Ħ�������ֳ����������ơ�
�ο����ף�
[1] ���ѩ, ������, �� ��. ����ʪʽ��Ƭ�ƶ���Ħ��������¶ȷֲ�[J]. ��ɽ��е, 2000(12): 56-58.
LI Fei-xue, ZHANG Wen-ming, FANG Mei. Measuring the friction temperature distribution in wet multi-disc brake[J]. Mining & Processing Equipment, 2000(12): 56-58.
[2] �� ��, �ﱦ��, ����. TB880E����������Ħ��Ƭ����ѡ��[J]. ʯ��ׯ����ѧԺѧ��, 2002, 15(2): 16-18.
FU Hua, SUN Bao-cheng, XU Ze-kai. Selection of friction material for clutch disc in tunnel boring machine TB880E[J]. Journal of Shijiazhuang Railway Institute, 2002, 15(2): 16-18.
[3] Tjong S C, Lau K C. Tribological behavior of SiC particle-reinforced copper matrix composites[J]. Materials Letters, 2000, 43(5/6): 274-280.
[4] �� ��, Ҧ־��. ���ö���ʪʽ�ƶ���[J]. ������е, 2000(2): 35-37.
WANG Jing, YAO Zhi-fang. Multidisc wet brake[J]. Construction Machinery, 2000(2): 35-37.
[5] Malsumolo T, Ohume M, Kuse T. Research of a paper-based friction material and paper friction plate for application[J]. Drive System Technique, 1998(2): 16-23.
[6] Jullien A, Meurisse M H, Berthier Y. Determination of tribological history and wear through visualisation in lubricated contacts using a carbon-based composite[J]. Wear, 1996, 194(1/2): 116-125.
[7] ��ҵΰ, ��ؾ�, �����. ֽ��Ħ��������ɫ�Ʊ�������Ħ��ĥ�������о�[J]. Ħ��ѧѧ��, 2004, 24(2): 172-176.
FU Ye-wei, LI He-jun, LI Ke-zhi. Study on the green preparation process and friction performance of paper-type friction materials[J]. Tribology, 2004, 24(2): 172-176.
[8] �� ��, ʢ�鳬, ҦƼ��. ͭ������ɲ�����ϵ��ս��¶Ⱥ��ս�ѹ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(2): 206-212.
XIONG Xiang, SHENG Hong-chao, YAO Ping-ping. Sintering pressures and temperatures of Cu-based aircraft brake materials[J]. Journal of Central South University: Science and Technology, 2007, 38(2): 206-212.
[9] Taga Y, Isogai A, Nakajima K. The role of alloying elements in the friction and wear of copper alloys[J]. Wear, 1977, 44(2): 377-391.
[10] Shima M, Suetake H, McColl I R. On the behavior of an oil lubrication fretting contact[J]. Wear, 1997, 210(1/2): 304-310.
[11] ��ʫ��, �� ƽ. Ħ��ѧԭ��[M]. ����: �廪��ѧ������, 2003.
WEN Shi-zhu, HUANG Ping. Principle of tribology[M]. Beijing: Tsinghua University Press, 2003.
[12] Kingsbury E. Parched elastic hydrodynamic lubrication film thickness measurement in the instrument ball bearing[J]. Tribol Trans, 1990, 33(1): 11-14.
�ո����ڣ�2007-06-16�������ڣ�2007-09-02
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2006CB600901)���������������ص�ʵ���һ���������Ŀ(51457030105QT7106)
ͨ�����ߣ�������(1962-)���У����������ˣ���ʿ�����ڣ�����̿/̿���ϲ��ϡ���ĩұ��Ħ�����ϵ��о����绰��0731-8836078��E-mail: qzhuang@mail.csu.edu.cn
[1] ���ѩ, ������, �� ��. ����ʪʽ��Ƭ�ƶ���Ħ��������¶ȷֲ�[J]. ��ɽ��е, 2000(12): 56-58.
[2] �� ��, �ﱦ��, ����. TB880E����������Ħ��Ƭ����ѡ��[J]. ʯ��ׯ����ѧԺѧ��, 2002, 15(2): 16-18.
[4] �� ��, Ҧ־��. ���ö���ʪʽ�ƶ���[J]. ������е, 2000(2): 35-37.
[7] ��ҵΰ, ��ؾ�, �����. ֽ��Ħ��������ɫ�Ʊ�������Ħ��ĥ�������о�[J]. Ħ��ѧѧ��, 2004, 24(2): 172-176.
[8] �� ��, ʢ�鳬, ҦƼ��. ͭ������ɲ�����ϵ��ս��¶Ⱥ��ս�ѹ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(2): 206-212.
