
����FEA��ƴ����γ����������ӳ���
������������ᣬ�غ�����壬����
(������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� ��������150040)
ժ Ҫ��
ORM�������Խγ���Χ����ƴ�������������г�ѹ��������Ԫ��ֵģ���о���ͨ���۲���μ���ͼ�ͺ�ȷֲ�ͼ��������г���ȱ�ݷ�������Գ��ν���г��ֵ����ѡ�����ͼ�����ȱ�����⣬���õ������ι��ղ����Լ����õ�Ч�����ķ�������ʹ���ν���������ݷ�������Ľ��������Ľ����Ż����յķ�����������ֵģ��������Ż��Ĺ��ղ���������ʵ����������ӳ���ʵ�飬�õ��������Ϻõij���������о����������ƴ���庸��ģ�͵�ѡȡ����������������Ļ���ֱ��Ӱ����ֵģ��ľ��ȣ���ѹ�ٶȡ�ѹ�����������ȹ��ղ�����ѡȡֱ��Ӱ����������ӳ��Σ�������ͨ��������������ĵ��ڣ�ƽ���˲��ϵ�������������õ���ѹ�����ķ����������ƴ��������������⡣
�ؼ��ʣ�
ƴ����������������ӳ�������ֵģ����
��ͼ����ţ�TG386 ���ױ�־�룺A ���±�ţ�1672-7207(2012)08-2973-06
Drawing process of tailor welded blank car center pillar based on FEA
LIU Xiao-jing, LIU Peng-hui, QIN Hai-bin, LI Feng, WANG Cong
(School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China)
Abstract: The finite element numerical simulation for the drawing process of laser tailor welded blank car center pillar was researched using software DYNAFORM. By observing the forming limit diagram (FLD) and thickness diagram and analyzing the defects of the forming parts, the forming result were improved by means of adjusting some parameters and setting equivalent draw beads to avoid some defects such as rupture, wrinkling and thinning. Improving and optimizing process was proposed based on the simulation results. Using the optimized parameters used in simulation process, the drawing experiment was carried out, and good quality experimental forming parts were obtained. The results show that selection of weld model and mesh generation of blank and tools can directly affect the simulation accuracy; parameters such as drawing velocity, blank holder force and draw bead can affect the drawing result. Especially, material flow is balanced through regulating draw beads and it solves the problem which can��t be solved by adjusting the blank holder force in laser tailor welded blank forming process.
Key words: tailor welded blanks; draw bead; drawing; numerical simulation
ƴ����(tailor welded blanks��TWBs)���μ�����ָ��2�����Ͼ��в�ͬ�ĺ�ȡ����ʺͱ���Ϳ��İ��Ϻ�����һ�𣬽��г�ѹ����[1-2]���ڳ������Ǽ������в���ƴ���壬������Ч�ظ��ƽṹ������ѧ���ܣ��������ĸնȺͿ�����ԣ�����װ���������������������������ȵ���߲��������ʣ��������������ɱ������ԣ�����ƴ��������ѹ㷺�������Ű塢�������װ塢�����Լ������������������[3-4]��ͬһ��ij�ѹ����ȣ�ƴ�����������Ǽ�������״���ӡ���������Ҫ��ϸߡ��ṹ�ߴ�ϴ�Ϊ�ռ����桢���ϵ�Э����Ҫ��ϸߵ��ص�[5-6]��ƴ������ϵij���Ҳ����������һЩ�ص㣺һ���棬���ڲ�ͬ�İ���Ͳ�ͬ�İ���ǿ�����ʹ��ƴ������ϵij��������½�����һ���棬�ڳ��ι����к�����ƶ������ϵIJ����ȱ��κ������Ҳ��Ӱ��ƴ������ϳ��ε���Ҫ���ء���������ص㣬Ŀǰ�������ƴ������о���Ҫ������ƴ����������ܡ�ƴ���庸���ƶ����ơ�ƴ�����������⡢ƴ�����ѹ��������Ԫ��ģ�ȼ�������[7-9]�����磬Young��[10]�������������ʱ���μ��ĺ����ƶ����⣻Saunders[11]�����˺���λ�á�ǿ�Ⱥͺ�ȱȵȶԺ����ƶ���Ӱ�죬�Ϻ���ͨ��ѧģ��CAD�����о���������˰��ϳ���ǰ�İ�����״�Ż�����[12]��Zhao��[13]��������Ԫ��ֵģ��ķ��������Ǽ��㾫�Ⱥͼ���Ч�ʣ��Բ�ͬ������Ԫģ�ͽ����˱ȽϷ�����������ò�������Ӱ��������ά�ǵ�Ԫģ�Ͷ�ƴ����ij��ι��̽���ģ�⡣���ڸ��ӵ�ƴ�����������Ǽ����ι��յ��о����١���ˣ��б�Ҫ��Ը��ӵ�ƴ�����������Ǽ����о�Ӱ������εĸ������ؼ�������μ��Ĺ�ϵ��Ϊ�������ƴ���������ȷ�������ij�ѹ���ι����ṩ���ݡ���������Ӧ��DYNAFORM��������Խγ���Χ�����������г�ѹ��������Ԫ��ֵģ���о���ͨ�����ι�����ֵģ����棬�Գ��μ���ͼ�ͺ�ȷֲ�ͼ���з�������Գ��ν���г��ֵ����ѡ�����ͼ�����ȱ�����⣬ͨ���������ֹ��ղ�������Ҫͨ�����õ�Ч�����ķ���ʹ���ν���õ����ƣ������ݷ�������Ľ��������Ľ����Ż����յ���Ʒ�����
1 ����Ĵ�������
�����Ⱦ����ü������ú��ӵķ���ƴ����һ������ƴ���壬�����ͨƴ������ĸ�ġ���Ӱ�����ͺ�����3������ɣ����2������ü��⺸�ӵķ���������һ����ô������������Ӱ�����Ŀ��ȱȽ�խ�������������������ռ�ı�����С�����ǣ����ں��ӹ�������ѭ�������ã����촦�����᳤�����ײ���κ����֯����ɺ��촦�����ִ����������º��������Ժ����Ե��½�����ˣ�����������Ӱ�����IJ�����ѧ������ĸ������кܴ�IJ��
Ŀǰ��ģ��ƴ����������εķ�����Ҫ��2��[14]��һ�ǿ��Ǻ������״�ͳߴ硢����������Ӱ������������ĺ�����ϸ���ֺ��츽�����������Ԫ��������ȷ�ĺ���ģ�ͣ����Ǻ��Ժ�������ͣ�ֻ���Ǻ����λ�ã��������Ӱ������һ������Ԫ���߿ǵ�Ԫ��������ʾ�����߽����ø������Ӵ�����
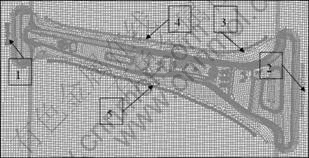
�뵥һ������ȣ�ƴ����Ŀ���ǿ�Ⱥ�����ǿ�ȶ����������ϵ�Ӳ��ָ������������������С��ƴ�����ѹ���ι����а�ƽ���ڵı��ο��Էֽ�Ϊ������κͺ�����Ρ����������ں��촦���ϵ�Ӳ�ȱ�ĸ�ĸߣ�����չ����Զ��ĸ�ĵĵͣ����ԣ��ں��촦���������ѣ��ں������ں��촦���ϵ�����ǿ��Զ����ĸ�ĵĿ���ǿ�ȣ���ˣ��ں����Ϻ����������ᷢ�����Ա��Σ����ν�������ĸ���ϣ����²��Ͻ�����һ�����������ѡ��о�����[15]�������������������������������Сʱ�������ĸ�ĵ�Ӱ��Ƚ�С�����Ժ��Ժ������ͣ�ֻ���Ǻ����λ�á�������Խγ���Χ���������г�ѹ����ģ���о��������״��ͼ1��ʾ�����ڰ����Dz��ü��⺸�ӵķ���ƴ����һ�𣬺���Ƚ�խ���ڳ���ģ������У����ϲ���BT�ǵ�Ԫ��������Ϻͺ������ں��Ӵ��ĵ�Ԫ��ͬ����ˣ����Dz��ø������ӣ����Ժ������ͣ�ֻ���Ǻ����λ�ã�������������ĸ�������Ӵ�������ڵ��ӵ����ͬ��ƽ����ת�����ɶȡ�
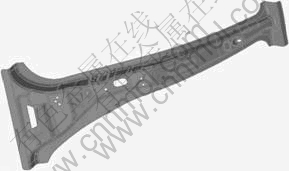
ͼ1 �γ����������ģ��
Fig.1 Model of center pillar of the car
2 �γ���Χ��������Ԫ��ֵģ��
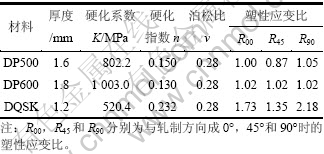
�������о��Ľγ���Χ������ƴ���������3��ְ弤�⺸�Ӷ��ɵģ�3���IJ��Ϸֱ�Ϊ��ǿ��DP500��DP600�͵�̼��DQSK����ѡ��36�Ÿ������Բ��ϣ�������������Hill��������������ܲ������1��ʾ��������ø������ӡ�����������λ��ʾ��ͼ��ͼ2��ʾ��
�ڻ��ְ�������ʱ����������СԲ��������3�����ɣ�Ҳ����˵����СԲ�Ǵ�������ߴ�������ϸ��2�ε������Լ����R����������屣֤���䡢����ǵ������ϲ���������ı�������Ϊ����������������������ε�Ԫʱ��������֤�ǵȱ������Ρ���������Ԫ����ȫ���ֿǵ�Ԫ��������ֵ����ȡ7�����Ա���ɳ©���������ֵģ��ľ��ȡ�
��1 �������ܲ���
Table 1 Parameters of material properties
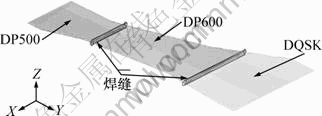
ͼ2 ������ƴ�������������λ��ģ��
Fig.2 Model of TWBs blank and position of welding
�����������״��DYNAFORM����������ģ�������ֹ��������ڻ��ֹ�������ʱ����֤�������������̶ȵ���������ʵ��Ϊԭ���ʵ���������ij�������������BT�ǵ�Ԫ��������ֵ����ȡ1�����ǵ�����ģ��ʵ���õĸ�ǿ�ְ��ǿ�Ƚϸߡ����Խϲ��ˣ������ܽ���������ȣ��Ա��ڳ��Ρ���ģ������ɺ��ٴӰ�ģ��ƫ�ó�ģ��ѹ��Ȧ��ƴ�����ѹ��������Ԫ��ֵģ��ģ����ͼ3��ʾ��

ͼ3 ƴ�����ѹ��������Ԫ��ֵģ��ģ��
Fig.3 Numerical simulation model of part
����DYNAFORM�����Դ����Զ����ù��ܽ��г��η������ã������趨�����ѹ�ٶ�Ϊ1 m/s����ѹ�г�����Ϊ���Σ�ѹ����Ϊ300 kN��ë�������֮��ĽӴ�����Ϊ�Զ��浽��Ӵ������������֮���ж�����ʾ����ȷ���������ߵ��˶������Ȼ���ύ���㡣
3 ģ�������������
����ģ�����ϵij��μ���ͼ���ȷֲ�ͼ��ͼ4��ʾ��
��ͼ4���Կ���������ײ��ֲ�δ��������ӣ���������˺ͱ�Ե��λ�������Ѻ�����������Щ��λ���������壻�������4����Ǵ�����������Ƚ����ء���Щȱ�������Ӱ�쵽����ļ��ξ��ȡ�������������ѧ���ܡ�ͨ����Сѹ�������Ա�����������������õ�Ч���������ڰ����������IJ�λ�ֲ����ӽ�������������������λ�ֲ���С����������������ƽ���˲��ϵ������������ظı��˱�������ĵ�����״̬���ʵ����ͳ�ѹ�ٶ�Ҳ�����ڰ��ϵı��Ρ�
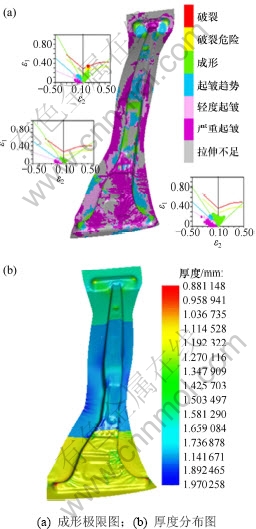
ͼ4 ����ij��μ���ͼ���ȷֲ�ͼ
Fig.4 FLD and thickness distribution of part
�������Ϸ������Գ�ѹ����ģ��IJ��ֹ��ղ������е�����ѹ��������Ϊ200 kN�������ѹ�ٶȵ���Ϊ500 mm/s��1~5�ŵ�Ч�����������ͼ5��ʾ���ڱ���ģ����1������5����Ч������ȫ������������������2��ʾ��1�š�2�ź�3����������Ҫ�����������������˵Ľ����������Ӷ�����������˵��������⣻4�ź�5���������Ҫ���ڸ�������ײ����Ӳ���ֵ������������������Է��㡢���ؽ��е��ڣ��������ֲ���ƴ�����������ʱ��ѹ�������ڲ�������⡣��������Щ�������ص������������֮���ٴν��г���ģ�⣬���μ���ͼ�ͺ�ȷֲ�ͼ��ͼ6��ʾ��
��ͼ6���Կ�����ͨ������ѹ�����������ѹ�ٶ��Լ����õ�Ч������������������������������ķ�Χ�������С���������Ե�͵ײ����˲�λ�����������壬�ײ�������С�����δ��������ӵ�����Ҫ�������ȱ�����⣬���������ѹ�ٶȺ�ѹ���������ǰ���£����������IJ��ּ���������������ƽ����ϵ�������ʹ�����ij��εõ��Ż������ǵ�����Ƚϸ��ӣ��ײ��д�����ͻ��Ͱ��ݵȲ��׳��β�λ���������������������Ȳ�һ�£�3������ij����������Ƚϴ�������������������������������Ҳ��һ������ˣ���Ҫ�ֶε��������Ľ������������²�������������5���������������������IJ������ֱ�����1�ź�2��������������������8�������Խ��������˵��������⣻Ϊ��ʹ����ײ����Ӹ����һ�㣬����6�ź�7������������3�š�4�ź�5��������������9�ź�10����������ڵIJ�λ�����������ȱȽ�dz�������λ��Ҫ�Ӵ����������������ĵ�Ч�����1~10�Ų���ʾ��ͼ��ͼ7��ʾ���������IJ������3��ʾ��
ͼ5 ��Ч�����IJ���ʾ��ͼ
Fig.5 Position of equivalent draw beads
��2 ��ȫ�����ĸ�������������
Table 2 Resistances of draw beads N

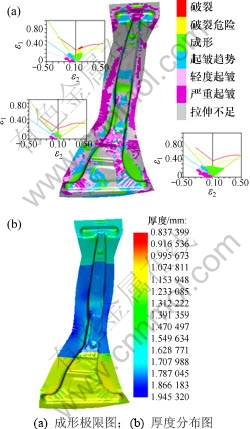
ͼ6 �������ղ�����ij��μ���ͼ�ͺ�ȷֲ�ͼ
Fig.6 FLD and thickness distribution after process parameters improvement
��3 ���������ȫ�����ĸ�������������
Table 3 Resistance of draw beads after improvement N

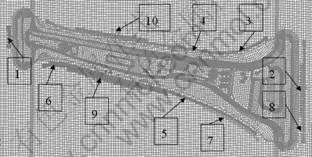
ͼ7 �������������ʾ��ͼ
Fig.7 Position of draw beads after improvement
�����������Ҫ��Weidemann���������������������ģ��(��ʽ(1)��ʾ)ȷ�������ڽ�������ѧģ��ʱ�������˲��ϵ�Ӳ�����ԡ��������ԣ��������˲�������ļ���ȣ����ԣ�ʵ��������������ڸ�ģ�͵ļ�������Ϸ���ģ����Եó��ġ�
![]()
 (1)
(1)
ʽ�У�tΪ���ϵij�ʼ��ȣ���Ϊ�����ij��ȣ���ΪĦ����������sΪ����ǿ�ȣ���Ϊ���������ǣ�Rg��RbΪ�����ļ粿�͵ײ��뾶��PΪ��λ�����ϵĵ�Чѹ������
�ٴε������ղ�����ij��μ���ͼ�ͺ�ȷֲ�ͼ��ͼ8��ʾ����ͼ8���Կ����������������������õ��˿��ƣ�����ײ������ϱ�����������û�г����������������������Ҳ�������ķ�Χ֮�ڣ���ˣ����������Ϻã�˵����ģ�����������������IJ��ֺͲ��������Ż����ε�Ч����
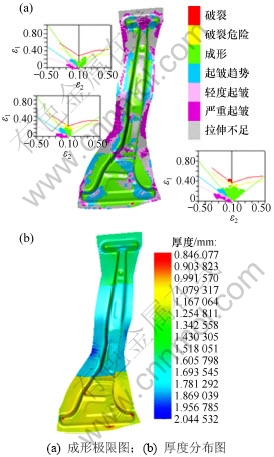
ͼ8 �ٴε������ղ�����ij��μ���ͼ�ͺ�ȷֲ�ͼ
Fig.8 FLD and thickness distribution after second process parameters improvement
����ģ����������ͨ��ʵ������ij���ʵ�飬�ӹ����������Ʒ��ͼ9��ʾ����ͼ9�ɼ���������ֵģ����������õĹ��ղ����ӹ���������������������������Ϻã�û�г������ѡ����弰�����صĻص���Ť�����⣬�ھ����б������֮����װ��Ҫ��ͨ��ʵ�����ӳ���ʵ�鷢�֣�����Ԫ��ֵģ����������ӹ����в����ԣ���ָ��ʵ��������

ͼ9 �ӹ����Ľγ���Χ���������ͼ
Fig.9 Center pillar of car produced in factory
4 ����
(1) ������γ���Χ���������ִ��͵ļ���ƴ������������ڼ��⺸�ӵ������ȽϺã�������������������˵�Ƚ�խ���Գ��ε�Ӱ��Ƚ�С���������ֵģ���п��Բ����Ǻ���ģ�ͣ�ֻ���Ǻ����λ�á�
(2) �ڳ���ģ���У���ѹ�ٶȡ�ѹ�����������ȹ��ղ����ĵ�����ƴ����������ε�Ӱ��ϴ���ͨ��������������ĵ��ڣ�ƽ���˲��ϵ�������������õ���ѹ�����ķ����������ƴ����������ι������⣬������ʵ�������бȽ����ײ�����ʵʩ����ģ�ⷽ��Ӧ����ʵ������ij��Σ��õ��������ϺõĽγ���Χ�����
(3) ��������ü����ڴ�ʩΪ��
�� �����Ҫ�������������ֱ��������������Ӧ�İ�ģ����״һ��,ͨ���ɰ�ģ���������ƫ�ö��ɣ������밼ģ�ڵľ���Ϊ25 mm���ҡ�
�� ����ƴ����������������÷ֶε��ڵķ�������ǿ�Ƚϵ͡����ԽϺá����Ͻ����������İ���λ��Ӧ�����ýϴ���������������ǿ�Ƚϸߡ����Խϲ���ϲ����������İ���λ��Ӧ�����ý�С��������������������
�� ����������IJ�λ���þֲ��Ķ̽����������������������ȴ��ֱ�߲��֣�����������������ȴ��Բ�����֣�����������������������ϴ�ʱ������IJ�λ��������dz�IJ�λ���� ��
�ο����ף�
[1] Ghoo B Y, Keum Y T, Kim Y S. Evaluation of the mechanical properties of welded metal in tailored steel sheet welded by CO2 laser[J]. Journal Materials Processing Technology, 2001, 113(1/2/3): 692-698.
[2] ���, ��̲�, ������. ƴ�����ڳ������Ǽ������е�Ӧ��[J]. ��������, 2003, 25(1): 82-87.
CHEN Wei, YANG Ji-chang, LIN Zhong-qin. A study on application of tailor-welded blank to car body closure panels manufacturing[J]. Automotive Engineering, 2003, 25(1): 82-87.
[3] ��Ʊ�, �ֽ�ƽ, ����ͬ, ��. ��������������������س��μ�������[J]. ��������, 2005, 27(3): 381-384.
TIAN Hao-bin, LIN Jian-ping, LIU Rui-tong, et al. A review on ultralight auto body and related forming technologies[J]. Automotive Engineering, 2005, 27(3): 381-384.
[4] ������. ����ƴ�����ƽγ������Χ�ڰ���ιؼ��������о�[D]. ����: ���ִ�ѧ��������ѧԺ, 2008: 1-4.
WANG Chun-yan. Study on key technology of drawing formability for automotive body inner side panel made of tailor welded blank[D]. Changchun: Jilin University. School of Automotive Engineering, 2008: 1-4.
[5] ���. �������Ǽ���ѹ���μ���[M]. ����: ��е��ҵ������, 2003: 6.
CUI Ling-jiang. Technique of sheet metal forming for automotive body panels[M]. Beijing: Mechanic industry Press, 2003: 6.
[6] ���. �������Ǽ���ѹ���������Կ���[J]. ���Ͽ�ѧ�빤��, 2004, 12(4): 375-378.
CUI Ling-jiang, Control of deforming trend in auto cover stamping process[J]. Material Science and Technology, 2004, 12(4): 375-378.
[7] ������, ����ƽ. ����ƴ�������ӳ��κ����ƶ��Ż�����[J]. ���Ͽ�ѧ�빤��, 2004, 12(5): 512-514.
JIANG Hao-min, CHEN Xin-ping. Optimized control of weld movement in the drawing process of laser tailored welded blanks[J]. Material Science and Technology, 2004, 12(5): 512-514.
[8] ���ϳ�, ��־ǿ. ����Dynaform��ƴ�����ѹ����ѹ�߷����о�[J]. ��ѹ����, 2007, 32(2): 33-36.
WENG Meng-chao, YANG Zhi-qiang. Research on blank holder methods of tailor-welded blanks in stamping based on Dynaform[J]. Forging and Stamping Technology, 2007, 32(2): 33-36.
[9] �ֽ�ƽ, �ﶫ��. ������ƴ����������о���չ[J]. ��������, 2007(8): 1-5.
LIN Jian-ping, SUN Dong-ji. Development of research in tailor welded blanks used in auto industry[J]. Automotive Engineering, 2007(8): 1-5.
[10] Young M H, Youho C. Characteristic of weld line movements for the deep drawing with draw beads of tailor welded blanks[J]. Journal of Materials Processing Technology, 2001, 111(1/3): 164-169.
[11] Saunders F I. Forming of tailor welded blanks[M]. Ohio: The Ohio State University, 1994: 10-20.
[12] �Ʊ���, ����, �¾�, ��. ���ϳ�ѹ�����������Ż���Ʒ����о�[J]. �������ι���, 2004, 22(2): 58-60.
TANG Bing-tao, ZHAO Zhen, CHEN Jun, et al. The study of blank optimization methods for sheet metal forming parts[J]. Journal of Netshape Forming Engineering, 2004, 22(2): 58-60.
[13] Zhao K M, Chun B K, Lee J K. Finite element analysis of tailor welded blanks[J]. Finite Elements in Analysis and Design, 2001, 37: 117-130.
[14] �Ÿ���, ���, ��̲�, ��. ƴ�����ں��μ���������еĺ����ƶ��о�[J]. �������ι���, 2002(5): 33-36.
ZHANG Fu-xiang, CHEN Wei, YANG Ji-chang, et al. Research on welding line movement for TWB during square cup drawing[J]. Journal of Netshape Forming Engineering, 2002(5): 33-36.
[15] Ahmetoglu M A, Brouwers D, Shulkin L, et al. Deep drawing of round cups from tailor-welded blanks[J]. Journal of Materials Processing Technology, 1995, 53(3/4): 684-694.
(�༭ �Կ�)
�ո����ڣ�2011-09-20�������ڣ�2011-12-20
������Ŀ��������ʡ��Ȼ��ѧ����������Ŀ(E201102)
ͨ�����ߣ�������(1966-)��Ů���������������ˣ���ʿ�����ڣ�����ģ��CAD/CAPP/CAE�����ɼ���������Һѹ���μ�������ֵģ���о����绰��0451-86392501��E-mail��lxj812@126.com
ժҪ������DYNAFORM�������Խγ���Χ����ƴ�������������г�ѹ��������Ԫ��ֵģ���о���ͨ���۲���μ���ͼ�ͺ�ȷֲ�ͼ��������г���ȱ�ݷ�������Գ��ν���г��ֵ����ѡ�����ͼ�����ȱ�����⣬���õ������ι��ղ����Լ����õ�Ч�����ķ�������ʹ���ν���������ݷ�������Ľ��������Ľ����Ż����յķ�����������ֵģ��������Ż��Ĺ��ղ���������ʵ����������ӳ���ʵ�飬�õ��������Ϻõij���������о����������ƴ���庸��ģ�͵�ѡȡ����������������Ļ���ֱ��Ӱ����ֵģ��ľ��ȣ���ѹ�ٶȡ�ѹ�����������ȹ��ղ�����ѡȡֱ��Ӱ����������ӳ��Σ�������ͨ��������������ĵ��ڣ�ƽ���˲��ϵ�������������õ���ѹ�����ķ����������ƴ��������������⡣
