
Ш�����ǶԳ������������Ӱ�����
��ѧ��1��κ�º�1�������2
(1. ������ѧ ��е��������ѧѧԺ���㽭 ������315211��
2. �����Ƽ���ѧ ��е����ѧԺ��������100083)
ժ Ҫ��
-Ls/Dyna����Ԫ�������Թ��ղ�������������Ӱ����ɽ��н�ϵͳ�о�����ͨ�����������������ص�ʵ����ԣ��Ա���������Ԫģ�ͽ���ʵ����֤���õ��˹��ղ�����Ш�����ǶԳ��������������Ӱ����ɣ�ΪШ�����ǶԳ��������ģ������к���ѡȡ���ղ����ṩ���������ݡ�
�ؼ��ʣ�
���ղ�����Ш�������ǶԳ�����������
��ͼ����ţ�TG335.19 ���ױ�־�룺A ���±�ţ�1672-7207(2012)01-0172-05
Influence regularities of tangential force of cross wedge rolling asymmetric shaft-parts
SHU Xue-dao1, WEI Xin-hong1, HU Zheng-huan2
(1. Faculty of Mechanical Engineering and Mechanics, Ningbo University, Ningbo 315211, China;
2. Faculty of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The influence regularities of tangential force about technical parameters were researched by Ansys-Ls/Dyna finite element software. Finite element model was authenticated by experiment of rolling force and rolling torque. The influence regularities of tangential force of cross wedge rolling asymmetric shaft-parts were obtained. The results of this work provide a theoretical basis for choosing reasonable parameters in mold design of cross wedge rolling asymmetric shaft-parts.
Key words: technical parameters; cross wedge rolling; asymmetric; tangential force
Ш������һ��������������¹��գ����и�Ч���ڲĵ��ŵ㣬�ڹ������ѵõ��Ϲ㷺��Ӧ��[1-4]�����Ž�ͨ����ҵ�Ŀ��ٷ�չ������������������������վ����������Ǵ��������������·�����������������ȣ�������Щ����д�Ϊ�ǶԳ����������Ŀǰ��Щ����ֳ��β��ö��취������Ч�ʵ͡��ӹ���������ص�[5-7]�����ԣ�Ш�����ǶԳ���������й㷺���г��ռ䣬�о����ղ�����Ш�����ǶԳ��������������Ӱ����ɾ�����Ҫ�����������Ӧ�ü�ֵ��Ш�����ǶԳ�����������ڷǶԳƲ���ģ�߲���ѡȡ������ȫһ�������ݾ���ѡȡ��������ʱ���ԳƲ���������������������ƽ�⣬�������Ա��������۵������������ϣ������ƹ��������׳�������Ťת���¹ʣ��谭���ƹ��̵�˳�����к�Ӱ���Ʒ�Ļ�е����[8-10]����α�֤���ƹ�����������ƽ����ʵ�ַǶԳ��������Ш�������Ƽ������Ĺؼ�����֮һ������Ш�������ηǶԳ�������������о������͵�[11]��Ш��������EQ140������������ɡ�����������������������Եȣ��������ײ�������Ť�����Σ����ķɵ�[12]ָ��Ш�����������ƷǶԳ��������������������������ƽ�����⡣��Ш�����ǶԳ������У���ƽ�����������������IJ����ǽ����������ܶ�������Ť��������Ĺؼ��������[13-14]�о�Ш��������Ťת���ι��ɣ�ָ������IJ�ƽ����������ʹ��������Ť����ȱ�ݡ�������ʹ������ƽ��IJ���ѡȡȷ����������Խ��٣�Ϊ�ˣ��������߲���Ansys-Ls/Dyna����Ԫ�������Թ��ղ�������������Ӱ����ɽ����о�����ͨ�����������������ص�ʵ����ԣ��Ա���������Ԫģ�ͽ���ʵ����֤���õ��˹��ղ�����Ш�����ǶԳ��������������Ӱ����ɣ�ΪШ�����ǶԳ��������ģ������к���ѡȡ���ղ����ṩ������ ���ݡ�
1 Ш�����ǶԳ����������Ԫģ�͵Ľ���
1.1 ��������
�ǶԳ��������Ш�������μ��о���ѹ�����������죬�ִ��ں�����չ�����������ڲ��Ϸ�����(Ӧ����Ӧ��֮��ķ�����)�����η�����(Ӧ����λ��֮��ķ�����)��������߽�����Ҳ�ܸ��ӡ��ڽ�������Ԫ����ģ��ʱ��ֻ�г�ֿ��������������أ����ܵõ����ι��̱Ƚ���ʵ������������Ш���������ص㣬�������¼���[15]��
(1) ������Ϊ���壬���ø��Կǵ�Ԫ(Shell163)�������֡�ԭ���������ĸնȴ��Ա��ν�С�ɺ��ԡ�
(2) ������Ϊ�������壬����8�ڵ���άʵ�嵥Ԫ(Solid164)�������֡���Ϊ���������������ֲ������Ա��ι��̡�
(3) �����������ĽӴ����ñ���-����Ӵ�ģ��(STS)����������ΪĿ���棬��������Ϊ�Ӵ��棻
(4) �Ӵ�Ħ����Ϊ����Ħ����
1.2 ����Ԫģ�ͽ���
ͼ1��ʾΪ�ǶԳ��������Ҫ��֤�������Ʋ���ͬʱ�������乤�ղ���ȷ����������ȫһ�����������ȷ�����������ͻᵼ����������ƽ���ʹ���ƹ��̷���Ťת��������Ʋ��ȶ���Ӱ���Ʒ�����ȡ�����������ģ�⣬ֻ�ܵõ��ܵIJ�ƽ�ⲿ�ֵ���������Ϊ�˽�һ���о��������ղ�������������Ӱ����ɣ�������������ͼ2����Լ��������������������ģ�ͽ���������Ԫģ����ͼ3��ʾ��ģ������������Ϊ45�Ÿ֣�����ģ��E=90 GPa�����ɱ�Ϊ0.3������ֱ��Ϊ50 mm������ֱ��Ϊ620 mm�������ĵ���ģ��E=210 GPa�������ܶȦ�=7.82��103 kg/m3�������¶�Ϊ1 050 �档45�Ÿ���1 050 ���µ�Ӧ��(��)-Ӧ��(��)��ϵ��ͼ4��ʾ��
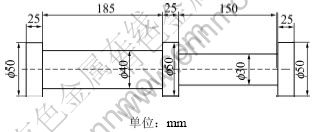
ͼ1 �ǶԳ������
Fig.1 Asymmetric shaft-parts

ͼ2 �ǶԳ����������ģ��
Fig.2 Rolling model of asymmetric shaft-parts
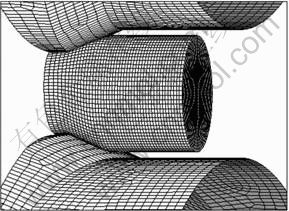
ͼ3 Ш�����ǶԳ�����Ԫģ��
Fig.3 FEM of asymmetric shaft-parts
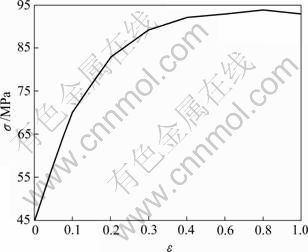
ͼ4 45�Ÿֵ�Ӧ��-Ӧ������
Fig.4 Stress and strain curve of 45 steel
2 ������Ӱ����ɷ���
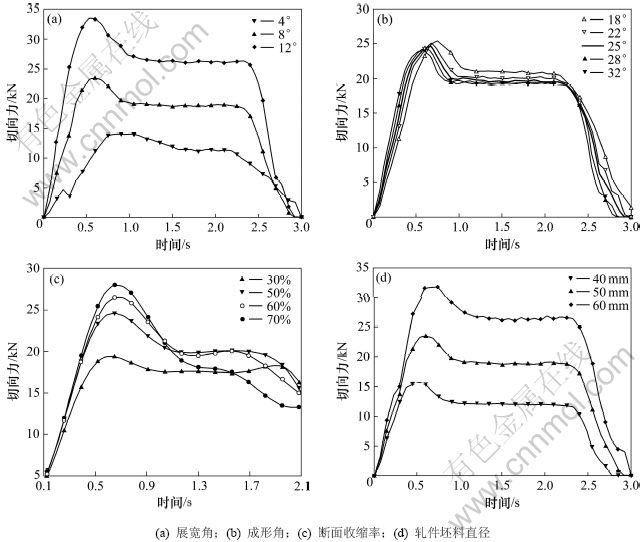
������������Ԫģ�ͣ��õ�չ���ǡ����νǡ����������ʺ������ߴ��������Ӱ����ͼ5��ʾ��ͼ5(a)��ʾΪչ���Ƕ�������Ӱ�죬���ղ���Ϊ���ν�![]() =25�㣬����������
=25�㣬����������![]() =50%����������ֱ��d0=50 mm����ͼ5(a)�ɼ�������չ���ǵ�������Ш��Σ�����������������Ш��ν���ʱ���ﵽ���ֵ��չ�����������Ƚ��ȶ���������չ���ǵ��������������ӡ�ԭ����չ��������ʹ�����������ڽ��������������ӣ�����ѹ���������γ̶ȼӴ������ؾ����������Ա��ε��Ჿ�Ӵ����Ҳ��չ���ǵ���������ӣ���������������෴��Ħ��������
=50%����������ֱ��d0=50 mm����ͼ5(a)�ɼ�������չ���ǵ�������Ш��Σ�����������������Ш��ν���ʱ���ﵽ���ֵ��չ�����������Ƚ��ȶ���������չ���ǵ��������������ӡ�ԭ����չ��������ʹ�����������ڽ��������������ӣ�����ѹ���������γ̶ȼӴ������ؾ����������Ա��ε��Ჿ�Ӵ����Ҳ��չ���ǵ���������ӣ���������������෴��Ħ��������
ͼ5(b)��ʾΪ���νǶ���������Ӱ�죬���ղ���Ϊչ����![]() =8�㣬
=8�㣬![]() =50%��d0=50 mm����ͼ5(b)�ɼ������ų��νǵ�������Ш��Σ�����������������Ш��ν���ʱ���ﵽ���ֵ��չ�����������Ƚ��ȶ��������ų��νǵ�������������С����Ϊ���ν�����ʹ�����������������������������ӣ�������������С��������������������С��������������������������ѹ����С��ͬʱ�����ƽӴ��������ؾ����������Ա��ε��Ჿ�Ӵ�������٣�����������ۺ�����ʹ���������١�
=50%��d0=50 mm����ͼ5(b)�ɼ������ų��νǵ�������Ш��Σ�����������������Ш��ν���ʱ���ﵽ���ֵ��չ�����������Ƚ��ȶ��������ų��νǵ�������������С����Ϊ���ν�����ʹ�����������������������������ӣ�������������С��������������������С��������������������������ѹ����С��ͬʱ�����ƽӴ��������ؾ����������Ա��ε��Ჿ�Ӵ�������٣�����������ۺ�����ʹ���������١�
ͼ5(c)��ʾΪ���������ʶ���������Ӱ�졣�����ƹ�����![]() =25�㣬
=25�㣬![]() =8�㣬d0=50 mm����ͼ5(c)�ɼ������������ʶ���������Ӱ��Ƚϸ��ӣ����������ȱ���Ϊ����������ʵ����Ӷ��������������ʴﵽһ����ֵ��������������ʵ����Ӷ���С��
=8�㣬d0=50 mm����ͼ5(c)�ɼ������������ʶ���������Ӱ��Ƚϸ��ӣ����������ȱ���Ϊ����������ʵ����Ӷ��������������ʴﵽһ����ֵ��������������ʵ����Ӷ���С��
ͼ5 ���ղ�����������Ӱ��
Fig.5 Influence of technical parameters on tangential force
��Ш�������ƹ���������ѹ����s1��б��ͶӰ����s0��ϵ(ʽ(1))��֪�����������ʵ�����ʹ����ѹ����s1���٣��Ӷ�ʹѹ����z��С����һ���棬���� s1��s0��s1=s0�������ʱ��ѹ����z������������ʵ������������ˣ�����һ���ٽ�ֵ![]() ����
����![]() ʱ���������������������������ӣ���
ʱ���������������������������ӣ���![]() ʱ��������������������������С��
ʱ��������������������������С��
![]() (1)
(1)
ʽ�У�R0Ϊ������ǰ�뾶��?HΪ����ѹ������![]() ��
��
ͼ5(d)��ʾΪ�����ߴ����������Ӱ�죬���ղ���Ϊ![]() =25�㣬
=25�㣬![]() =8�㣬
=8�㣬![]() =50%����ͼ5(d)���Կ��������������ߴ���������������ӡ���Ϊ���������ߴ���������ƽӴ�������������Ӵ����ڵ�λѹ���仯ԶС�ڽӴ��������ı仯�����ԣ������� ����
=50%����ͼ5(d)���Կ��������������ߴ���������������ӡ���Ϊ���������ߴ���������ƽӴ�������������Ӵ����ڵ�λѹ���仯ԶС�ڽӴ��������ı仯�����ԣ������� ����
3 ģ�͵�ʵ����֤
Ϊ��֤����Ԫģ�����ȷ�ԣ���ʵ�����ͨ����ģ�ͼ���õ������������������غ�ʵ����Խ�����бȽ�[16]��ģ�߲���Ϊ![]() =28�㣬
=28�㣬![]() =8�㣬���ö�Ш���ƣ������ߴ���ͼ6��ʾ����H630�����Ͻ�������ʵ�飬��¯�¶�Ϊ1 100 �棬������������¯�ͽ�����������ʱ���½����õ������¶���1 050 �����ң��õ���ʵ������ģ�����Ƚ���ͼ7��ʾ����ͼ7���Կ��������ܲ�����ģ�����Ͳ��Խ���仯���ɻ���һ�£����������(ģ��189.03 kN������172.93 kN) Ϊ9.31%�������������(ģ��81.148 kN��m������78.856 kN��m)Ϊ2.91%��˵����ģ������Ԫģ��õ��Ľ���ǿ��ŵġ�
=8�㣬���ö�Ш���ƣ������ߴ���ͼ6��ʾ����H630�����Ͻ�������ʵ�飬��¯�¶�Ϊ1 100 �棬������������¯�ͽ�����������ʱ���½����õ������¶���1 050 �����ң��õ���ʵ������ģ�����Ƚ���ͼ7��ʾ����ͼ7���Կ��������ܲ�����ģ�����Ͳ��Խ���仯���ɻ���һ�£����������(ģ��189.03 kN������172.93 kN) Ϊ9.31%�������������(ģ��81.148 kN��m������78.856 kN��m)Ϊ2.91%��˵����ģ������Ԫģ��õ��Ľ���ǿ��ŵġ�

ͼ6 ����ͼ
Fig.6 Diagram of workpiece
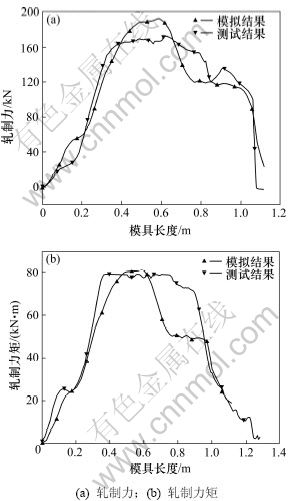
ͼ7 ʵ����Ժ�ģ�����Ա�
Fig.7 Comparison between experience results and simulation results
4 ����
(1) Ш�����ǶԳ����������������չ���Ǻ������ߴ��������������ų��νǵ��������С�����������ȱ���Ϊ����������ʵ����Ӷ��������������ʴﵽһ����ֵ��(ͨ��Ϊ55%����)��������������ʵ����Ӷ���С��
(2) �����ƷǶԳ������ʱ�����ҷǶԳƲ��ֹ��ղ�����ѡȡӦ���ݱ仯����ʹ�������Ϊ��С��ԭ��ȷ�����������������ֱ����һ���Ĺ���������ֱ���ϴ�IJ��֣���ѡȡ��С��չ���Ǻͽϴ�ij� �νǡ�
(3) ����ͨ��ʵ����֤��ģ�����õ��Ľ���ǿ��ŵģ�ΪШ�����ǶԳ��������ģ������к���ѡȡ���ղ����ṩ���������������ݣ���һ������Ш���� ���ۡ�
�ο����ף�
[1] �����, �ſ���, ������, ��. Ш����������μ�����ģ�����[M]. ����: ұ��ҵ������, 2004: 16-18.
HU Zheng-huan, ZHANG Kang-sheng, WANG Bao-yu, et al. Forming technology by cross-wedge rolling and simulation[M]. Beijing: Metallurgical Industry Press, 2004: 16-18.
[2] �����, �ſ���, ������. Ш����������Ӧ��[M]. ����: ұ�������, 1996: 13-24.
HU Zheng-huan, ZHANG Kang-sheng, WANG Bao-yu. The theory and application of cross wedge rolling[M]. Beijing: Metallurgical Industry Press, 1996: 13-24.
[3] ���ƻ, �����, �ſ���, ��. Ш����������������о�[J]. ��е����ѧ��, 2004, 40(9): 80-83.
YANG Cui-ping, HU Zheng-huan, ZHANG Kang-sheng, et al. Study on axial deformation of workpiece in cross wedge rolling[J]. Chinese Journal of Mechanical Engineering, 2004, 40(9): 80-83.
[4] DONG Yao-ming. Analysis of stress in cross wedge rolling with application to failure[J]. International Journal of Mechanical Sciences, 2000, 42: 1233-1253.
[5] ��ѧ��, ������, �����. ��������Ԫ������Ш�������������������[J]. ���Թ���ѧ��, 2005, 12(7): 151-154.
SHU Xue-dao, LI Lian-peng, HU Zheng-huan. Analyzing feasibility about forming large-sized shaft-parts by cross wedge rolling based on finite element method[J]. Journal of Plasticity Engineering, 2005, 12(7): 151-154.
[6] ��ѧ��, �����. ���������Ш�������ο����Է���[J]. ���ͻ�е, 2005(4): 6-8.
SHU Xue-dao, HU Zheng-huan. Analysis of feasibility on forming large-sized shaft-part by cross wedge rolling[J]. Heavy Machinery, 2005(4): 6-8
[7] ��ѧ��, ����ռ, ���. Ш�����ش�����������������о�[J]. ұ���豸, 2007(6): 6-10.
SHU Xue-dao, NIE Guang-zhan, LI Chuan-min. Study on deformation character of oversize axes during cross wedge rolling[J]. Metallurgical Equipment, 2007(6): 6-10.
[8] �Ƶ���, �ܽ���. ���Գ������Ш����������������[J]. �����Ƽ�, 1998, 6(4): 22-29.
HUANG De-zheng, ZHOU Jian-jun. Technology and groove design of cross wedge rolling asymmetric shaft-parts[J]. Automobile of Science and Technology, 1998, 6(4): 22-29.
[9] �й���е����ѧ���ѹѧ��. ��ѹ�ֲ�[M]. ����: ��е��ҵ������, 1993: 800-805.
Forging Technology of Mechanical and Electrical Technology. Forging manual[M]. Beijing: China Machine Press, 1993: 800-805.
[10] ������. Ш�����ռ��������о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 1985: 64-68.
ZHANG Wei-guo. Study of three dimensional force by cross wedge rolling[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 1985: 64-68.
[11] ����, ���ػ�. ������������ɡ��������Ш����ģ�ߺ�����ģ��[J]. ��е����: �ȼӹ�, 1998(8): 24-26.
ZHANG Meng, ZHANG Shao-hua. The die of cross wedge rolling and upsetting forming wheel blank in car[J]. Machine Worker: Hot Working, 1998(8): 24-26.
[12] ���ķ�, �ſ���, ����, ��. Ш�����ǶԳ����������Ԫģ�ͷ���[J]. ���Թ���ѧ��, 2010, 17(2): 79-83.
PENG Wen-fei, ZHANG Kang-sheng, JIA Zheng, et al. Analysis on finite element model of cross wedge rolling asymmetric shaft-parts[J]. Journal of Plasticity Engineering, 2010, 17(2): 79-83.
[13] ���. Ш��������Ťת���ι��ɵ��о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2007: 30-32.
LI Jian-guo. The study of regularities of the distortion of the workpiece by cross wedge rolling[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2007: 30-32.
[14] ���, ����ƽ, �����. Ш��������Ťת����Ӱ�����ص��о�[J]. ��ѹ����, 2008, 33(4): 67-71.
LI Jian-guo, LIU Jin-ping, HU Zheng-huan. Study on influencing factors of torsional deflection in cross wedge rolling[J]. Forging and Stamping Technology, 2008, 33(4): 67-71.
[15] SHU Xue-dao, LI Chuan-min, HU Zheng-huan. Theoretical and experimental study of varying rule of rolling-moment about cross-wedge rolling[J]. Journal of Materials Processing Technology, 2007, 187: 752-756.
[16] �Ծ�. Ш������Ш���γ���������ؼ������о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2007: 100-103.
ZHAO Jing. The key technology research on long shafting with multi-wedge cross wedge rolling[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2007: 100-103.
(�༭ ����ƽ)
�ո����ڣ�2011-01-06�������ڣ�2011-03-28
������Ŀ��������Ȼ��ѧ����������Ŀ(51075216��50475175)���㽭ʡ�ܳ��������������Ŀ(R1110646)��������ѧѧ����Ŀ(xkl079)
ͨ�����ߣ���ѧ��(1968-)���У���������ˣ���ʿ�����ڣ���ʿ����ʦ�������������Ш�������ι������豸������ұ������װ���о����绰��0574-87600134��E-mail: shuxuedao@nbu.edu.cn
ժҪ������Ansys-Ls/Dyna����Ԫ�������Թ��ղ�������������Ӱ����ɽ��н�ϵͳ�о�����ͨ�����������������ص�ʵ����ԣ��Ա���������Ԫģ�ͽ���ʵ����֤���õ��˹��ղ�����Ш�����ǶԳ��������������Ӱ����ɣ�ΪШ�����ǶԳ��������ģ������к���ѡȡ���ղ����ṩ���������ݡ�
