

![]()
Trans. Nonferrous Met. Soc. China 22(2012) 2416-2420
Influence of electron-beam superposition welding on intermetallic layer of Cu/Ti joint
CHEN Guo-qing, ZHANG Bing-gang, LIU Wei, FENG Ji-cai
State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China
Received 9 July 2012; accepted 9 August 2012
Abstract:
QCr0.8 was electron-beam welded to TC4 and the effect of the intermetallic layer (IMC-layer) on the mechanical properties of the joint was investigated. The IMC-layers are joint weaknesses at the Cu fusion line in centered welding and at the Ti fusion line when the beam is deviated towards Cu. A new method referred to as electron-beam superposition welding was presented, and the optimal welding sequence was considered. The IMC-layer produced by centered welding was fragmented and remelted during Cu-side non-centered welding, giving a finely structured compound layer and improved mechanical properties of the joint. The tensile strength of joint is 276.0 MPa, 76.7% that of the base metal.
Key words:
Cu alloy; Ti alloy; electron beam superposition welding; IMC-layer;
1 Introduction
Cu and its alloys usually combine excellent properties of high thermal and electrical conductivity, high ductility and corrosion-resistance, and some Cu alloys also exhibit a high strength [1-3]. Titanium, as a traditional structural material, has excellent comprehensive properties [4,5]. Thus, the joining of Cu and Ti, which combines the properties of both materials, can meet multiple requirements of high thermal strength, good corrosion-resistance and high thermal and electrical conductivity. Additionally, there is an important academic and practical value in the investigation of welding Ti and Cu alloy. However, brittle intermetallic compounds such as TiCu, Ti2Cu, Ti2Cu3 and Ti3Cu4 easily form between Ti and Cu owing to thermal effects because of the poor mutual solubility and the large physical and chemical differences between Ti and Cu [6,7]. At present, investigations of joining Cu and Ti alloy focus on solid-phase welding methods [8,9]. The results of the friction welding of Cu/Ti conducted by MESHRAM et al [10] show that a well-formed joint can be obtained and the maximum tensile strength reaches 228 MPa. KAHRAMAN and G?LENC [11] investigated the microstructures and mechanical properties of an explosive welding Cu/Ti joint, and found that the length and amplitude of the joint ripple increase with the addition of explosives.
Results of infrared brazing of Cu and Ti using Ag-based filler metal by SHIUE et al [12] indicate that an interface reaction layer of CuTi2, CuTi or Cu4Ti3 forms. SONG et al [13] investigated the diffusion welding of Ti-6Al-4V and tin bronze (ZQSn10-10) and found that IMC-layers form at the interface and the tensile strength of the joint is only 30% that of the base metal. However, solid phase joining, which has disadvantages such as great mass, a special joint form and low service temperature, is limited in the joining of plate butt joints. Having great advantages in the joining of dissimilar metals, electron beam welding was suited to the welding of Cu and Ti alloy [14,15].
The microstructures and mechanical properties of an electron-beam-welded joint of chrome bronze and titanium alloy were investigated in this work, and the distribution of the IMC-layer in the weld was mainly studied. A well-formed joint was obtained through remelting, which decreases the adverse effects of the IMC-layer.
2 Experimental
The materials used in this experiment were chrome bronze (QCr0.8) and TC4 titanium alloy (Ti-6Al-4V). The chemical compositions of the base metals are listed in Table. 1. The samples had dimensions of 75 mm? 35 mm?2 mm and were mechanically cleaned, and the surfaces of the samples were washed with acetone or ethanol. Clamped and fixed with a self-made fixture, the samples were welded using a MEDARD-45 pulse vacuum electron-beam welding machine whose vacuum reaches 5��10-4 mbar. The accelerating voltage, electron beam and welding speed used in the experiment were 55 kV, 18-25 mA and 8 mm/s, respectively.
Table 1 Chemical compositions of QCr0.8 and TC4 (mass fraction, %)

The joint microstructure was observed using a PME OLYMPUS optical microscope and the tensile strength of the joint was measured with an INSTRON MODEL 1186 electronic universal testing machine. The weld phase composition was analyzed via X-ray diffraction (XRD, D/max-rb rotating anode) and the fracture morphology was analyzed using a scanning electron microscope (SEM, S-4700). The phase composition was determined with an energy dispersive spectrometer (SEM, S-4700) and the fine microstructure of the joint was analyzed using a transmission electron microscope (Philips CM-12).
3 Results and analysis
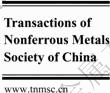
In the electron-beam centered welding of QCr0.8 and TC4, the electron beam source acts on the butt plane of the base metals as shown in Fig. 1. It is observed that there is a large melting amount of the TC4 base metal. The joint tensile strength is only 118 MPa, which is obviously lower than that of the base metal. QCr0.8 fractured at the fusion line, exhibiting the characteristics of brittle quasi-cleavage fracture, as shown in Fig. 1(a). Figure 1(b) shows that an IMC-layer with thickness of 10 ��m formed at the fusion line of QCr0.8. The results of the pointwise energy spectrum analysis and the fracture scanning test indicate that the IMC-layer is a mixed layer of multiple TiaCub intermetallic compounds such as TiCu, Ti2Cu and Ti3Cu4 phases. There are massive lattice distortions at the interface of intermetallic compounds, where the material has hard brittle characteristics and there are the formation and propagation of cracking, leading to tensile fracture at the fusion line of QCr0.8.
To obtain joints of high strength, methods of increasing the melting amount of QCr0.8 alloy, which can optimize the weld components and the microstructure of the joint, were considered. Results for the non-centered electron-beam welding of QCr0.8 and TC4 with a deviation of 0.6 mm inclined toward the bronze are shown in Fig. 2. Figure 2(a) shows that there is a large melting amount of the Cu alloy, and the results of XRD analysis and transmission electron microscopy show that the weld is mainly Cu-based solid solution. Thus, an IMC-layer does not form at the fusion line of QCr0.8 but exists at the fusion of TC4 with thickness of 20 ��m, as shown in Fig. 2(b).
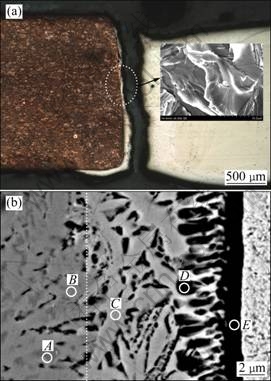
Fig. 1 Characteristics of centered welding: (a) Fracture position and characteristics; (b) Morphology of IMC-layer and EDS analysis
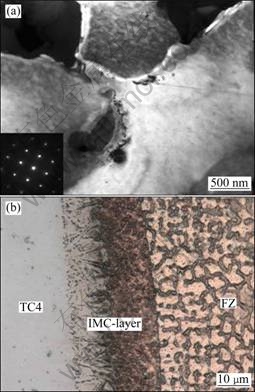
Fig. 2 Weld microstructures for Cu-side non-centered welding: (a) Weld; (b) Fusion line of TC4
It is concluded from the above analysis that for both centered welding and non-centered welding, an IMC-layer forms at the fusion line of one base metal; here the tensile strength of the joint decreases and there exists tensile fracture. Therefore, methods should be adopted to decrease the adverse effect of the IMC-layer. Considering that the IMC-layer formed at fixed positions, secondary electron beam welding, in which the electron beam is shifted to the fusion line where IMC-layers form after primary welding, was used. Employing this method, the IMC-layer can be fragmented and remelted and the difference in the chemical compositions between the fusion lines on each side can be balanced; thus, the weld microstructure can be optimized. We refer to this method as an electron-beam superposition welding because the secondary weld is partially superposed on the primary weld, as shown in Fig. 3.
Fig. 3 Schematic diagram of electron-beam superposition welding
The non-centered welding of Cu and Ti with deviation of 0.6 mm inclined toward Cu was firstly conducted, and centered welding was then performed by moving the electron beam to the butt plane of the base metals. The aim was to eliminate the IMC-layer at the fusion line of titanium, and the results are shown in Fig. 4. After secondary welding, the weld exhibited good formation but had poor joint tensile strength of only 82 MPa. There was fracturing at the middle weld, which exhibited characteristics of brittle quasi-cleavage, as shown in Fig. 4(a).
Figure 4(b) shows the weld intersection morphology obtained by superposition welding. It is seen that the primary weld at left was still dendrite mainly composed of Cu-based solid solution. The IMC-layer formed in the primary welding was fragmented and remelted by secondary welding, and there were no IMC-layers at the interface between the TC4 base metal and primary weld. However, there was a large amount of Ti element in the weld because of the large melting amount of TC4 alloy induced by the centered welding. The secondary weld was similar to the direct welding of QCr0.8 and TC4; thus, there was a reaction between the Cu element and Ti element and a new IMC-layer formed at the boundary line between the two welds. Therefore, there was fracturing at the IMC-layer in the middle weld and the tensile strength of the joint was lower than that of the joint obtained by centered welding.
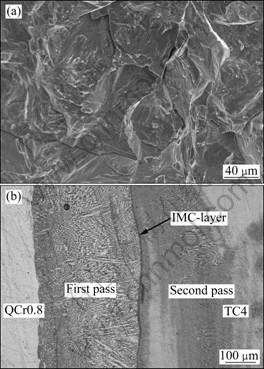
Fig. 4 Morphologies of non-centered and centered welding: (a) Fracture morphology; (b) Joint intersection morphology
To make the transition of the weld microstructure obtained by electron-beam superposition welding more reasonable, the welding sequence was adjusted. The centered welding at the butt plane was primarily conducted and secondary non-centered welding with deviation of 0.6 mm inclined toward Cu was then performed. Figure 5 shows the macroscopic morphology of the joint obtained by this welding sequence that a weld with good formation was obtained and the upper and back sides of the weld were comparatively smooth.
The intersection morphology of the joint obtained by centered welding and non-centered welding is shown in Fig. 6(a). There was a good transition between the two welds, and no obvious boundary lines or IMC-layers formed. Line scanning analysis along the line in Fig. 6(a) shows that the mass fraction curves of Cu and Ti were basically flat and there were no obvious transition characteristics, as shown in Fig. 6(b). There are connections between the line scanning analysis result and the weld compositions. Although there was much melting of the TC4 base metal in the primary centered welding, there was obviously less Ti element in the weld than in the TC4 base metal and the amount of Cu element in the weld is close to that in QCr0.8 alloy. When the primary weld was secondarily non-center welded by the electron beam, there were no IMC-layers because of the large compositional transition gradient and the joint morphology was similar to that obtained in one-pass welding.
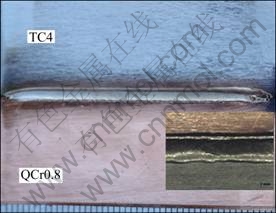
Fig. 5 Macroscopic morphology of sample obtained by centered welding and non-centered welding
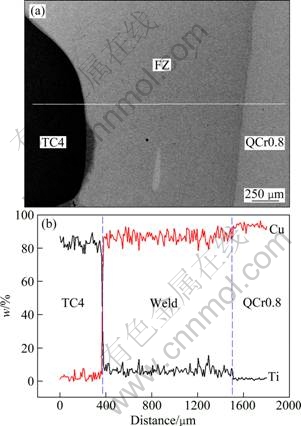
Fig. 6 Characteristics of centered and non-centered welded joint: (a) Intersection; (b) Element distribution
Figure 7 shows the weld morphologies at the fusion line on both sides in the case of centered welding and non-centered welding. It is seen from Fig. 7(a) that IMC-layers did not form at the fusion line near QCr0.8 alloy and there was no difference between the microstructure at the fusion and the weld microstructure. There were no obvious IMC-layers at the fusion line near TC4 alloy, where the phase composition was mainly the lamellar ��-Ti phase crystallized from the initial �� phase and the properties of the weld were improved.

Fig. 7 Characteristics of transition layer in fusion line: (a) On QCr0.8 side; (b) On TC4 side
Tensile fracture usually occurred at the fusion line near QCr0.8 alloy in the joint obtained by centered welding and non-centered welding, but fracture at the fusion line near TC4 alloy was also possible. Fracturing did not wholly occur in the IMC-layer near TC4, demonstrating that the microstructures and properties were improved. Under the thermal effect of secondary welding, the Cu element distributed from the primary weld to the IMC-layer, leading to a high content of Cu element. In this case, the IMC-layer was mainly composed of ��-Ti phase, which has good comprehensive properties and high ductility, and there was thus no fracturing at the IMC-layer.
Obvious necking appeared on the QCr0.8 alloy side of the joint after the tensile test, and the fracture exhibited hybrid characteristics, which were mainly local quasi-cleavage and dimple fracturing. The joint, whose tensile strength was 276.0 MPa or 76.7% that of the base metal, had good mechanical properties. Hence, electron-beam superposition welding, specifically centered welding and Cu-side non-centered welding, can decrease the adverse effects of the IMC-layer by fragmenting and remelting the IMC-layer, leading to joints with good microstructures and mechanical properties.
4 Conclusions
1) IMC-layers, which are the sites of tensile fracturing, form at the fusion line in both centered welding and non-centered welding and lead to low tensile strength of the joint.
2) When non-centered welding and centered welding were applied, although the IMC-layer that forms in the primary weld can be eliminated, a new IMC-layer forms at the boundary between the two welds and the problem is not solved.
3) An IMC-layer that forms at the fusion line near Cu alloy in the primary centered weld can be fragmented and remelted by the secondary non-centered welding, and joints with good microstructures and mechanical properties are thus obtained.
References
[1] KLOTZ U E, LIU C L, UGGOWITZER P J, L?FFLER J F. Experimental investigation of the Cu-Ti-Zr system at 800 �� [J]. Intermetallics, 2007, 15(12): 1666-1671.
[2] CHANG C T, SHIUE R K, CHANG C S. Microstructural evolution of infrared brazed Ti-15-3 alloy using Ti-15Cu-15Ni and Ti-15Cu-25Ni fillers [J]. Scripta Materialia, 2006, 54: 853-858.
[3] JU Guo-kui, WEI Xi-cheng, SUN Peng, LIU Jian-yong. Effects of interfacial IMC on tensile fracture behavior of Sn-3.0Ag-0.5Cu solder joints on copper substrates [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(12): 1936-1942. (in Chinese)
[4] RAO K P, ANGAMUTHU K, SRINIVASAN P B. Fracture toughness of electron beam welded Ti6Al4V [J]. Journal of Materials Processing Technology, 2008,199: 185-192.
[5] SARESH N, PILLAI M G, MATHEW J. Investigations into the effects of electron beam welding on thick Ti-6Al-4V titanium alloy [J]. Journal of Materials Processing Technology, 2007, 192-193: 83-88.
[6] ZHANG Bing-gang, WANG Ting, CHEN Guo-qing, FENG Ji-cai. Microstructure and mechanical property of electron beam self-melting brazing joint of titanium alloy to chromium bronze [J]. Rare Metal Materials and Engineering, 2012, 41(1): 129-133. (in Chinese)
[7] ZHAO He, CAO Jian, FENG Ji-cai. Microstructural characterization of TC4/Cu/ZQSn10-2-3 diffusion bonded joints [J]. Transactions of the China Welding Institution, 2009, 30(7): 37-40. (in Chinese)
[8] ZHAO Xi-hua, HAN Li-jun, YANG Quan. Study of matching dimension on compound cylinder of Cu alloy and Ti alloy by diffusion bonding [J]. Material Science and Technology, 1999, 7(S1): 166-169.
[9] ZHANG Kai-feng, WU Wei. Interfacial reaction of TB2/Cu/TB2 diffusion welding [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(1): 12-21. (in Chinese)
[10] MESHRAM S D, MOHANDAS T, REDDY G M. Friction welding of dissimilar pure metals [J]. Journal of Materials Processing Technology, 2007, 184: 330-337.
[11] KAHRAMAN N, G?LENC B. Microstructural and mechanical properties of Cu-Ti plates bonded through explosive welding process [J]. Journal of Materials Processing Technology, 2005, 169: 67-71.
[12] SHIUE R K, WU S K, CHAN C H. The interfacial reactions of infrared brazing Cu and Ti with two silver-based braze alloys [J]. Journal of Alloys and Compounds, 2004, 372: 148-157.
[13] SONG Min-xia, ZHAO Xi-hua, GUO Wei. Diffusion bonding of Ti-6Al-4V to ZQSn10-10 with nickel interlayer [J]. Journal of Jilin University: Engineering and Technology Edition, 2006, 36(1): 42-45. (in Chinese)
[14] LIU Wei, CHEN Guo-qing, ZHANG Bing-gang, FENG Ji-cai. Analysis of structure and growth of QCr0.8/TC4 welded reaction layer by electron beam welding [J]. Transactions of the China Welding Institution, 2008, 29(4): 85-88. (in Chinese)
[15] ZHANG Bing-gang, HE Jing-shan, WU Lin, FENG Ji-cai. Microstructures and phase composition of QCrO.8/lCr21Ni5Ti joint by EBW with focus on sdteei side [J]. Transactions of the China Welding Institution, 2005, 26(11): 89-92. (in Chinese)
Cu/Ti���������Ӻ��ӶԽ����仯������Ӱ��
�¹��죬�ű��գ��� ΰ���뼪��
��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001
ժ Ҫ����QCr0.8/TC4���е��������ӣ��о������н����仯�����(��IMC-layer)�Խ�ͷ��ѧ���ܵIJ���Ӱ�죬������õ��������ε��Ӻ��ӷ�ʽ�����ƽ�ͷ���ܵ�˼·��������������к�ʱ��ͭ���ۺ��ߴ��γɵĽ����仯����㣬ƫͭ�ຸ��ʱ���Ѳ��ۺ��ߴ��γɵĽ����仯����㣬�ǽ�ͷ�еı������ڡ����õ��������Ӻ��ӷ�ʽ���������ƺ���˳���Ƚ��ж��к���������ƫͭ�ຸ�ӣ��ɽ���һ�������γɵĽ����仯������������ۣ��γ���֯�ϺõĻ�����㣬���ƽ�ͷ����ѧ���ܡ���ͷ�Ŀ���ǿ��Ϊ276.0 MPa���ﵽ��ĸ��ǿ�ȵ�76.7%��
�ؼ��ʣ�Cu�Ͻ�Ti�Ͻ𣻵��������Ӻ��ӣ������仯�����
(Edited by LI Xiang-qun)
Foundation item: Project (2010CB731704) supported by the National Basic Research Program of China
Corresponding author: ZHANG Bing-gang; Tel: +86-451-86412911; E-mail: zhangbg@hit.edu.cn
DOI: 10.1016/S1003-6326(11)61479-9
Abstract: QCr0.8 was electron-beam welded to TC4 and the effect of the intermetallic layer (IMC-layer) on the mechanical properties of the joint was investigated. The IMC-layers are joint weaknesses at the Cu fusion line in centered welding and at the Ti fusion line when the beam is deviated towards Cu. A new method referred to as electron-beam superposition welding was presented, and the optimal welding sequence was considered. The IMC-layer produced by centered welding was fragmented and remelted during Cu-side non-centered welding, giving a finely structured compound layer and improved mechanical properties of the joint. The tensile strength of joint is 276.0 MPa, 76.7% that of the base metal.
