
DOI: 10.11817/j.issn.1672-7207.2017.10.005
������ֵģ��ͻع�������Ƶ�AA5754���Ͻ��³��λص�����
�����1, 2��������2��������3��������1, 2
(1. ����������ѧ ��ҵװ���ṹ���������ص�ʵ���ң����� ������116024��
2. ����������ѧ ��������ѧԺ������ ������116024��
3. ������ѧ ���Ͽ�ѧ�빤��ѧԺ������ ������110819)
ժ Ҫ��
��ʵ��Ϊ������������ֵģ����ع������������ϵķ������������Ͻ��³��ι����а��ϳ��γ�ʼ�¶ȡ�Ħ��������ѹ��������ģԲ�ǰ뾶����ģ��϶��ص�֮��Ļع�ģ�ͣ��ó������ղ������Ƽ��ص���Ӱ����ɣ�ȷ�����Ź��ղ�����ϡ�ͨ���ع�ģ�ͽ��лص�Ԥ�⣬������ͬ����������4���¶ȵ�ʵ��������ֵģ�������бȽϡ��о�����������ع�ģ�����������ԣ���϶ȸߣ�Ԥ�������нϸߵĿ��Ŷȡ�
�ؼ��ʣ�
��ֵģ�����ع��������������Ͻ����³������ص����ع�ģ����
��ͼ����ţ�TG376.2 ���ױ�־�룺A ���±�ţ�1672-7207(2017)10-2590-07
Springback analysis of warm forming for aluminum alloy AA5754 by numerical simulation method in conjunction with regression orthogonal design
SHEN Guozhe1, 2, GE Yongpeng2, LIU Lizhong3, ZHAO Kunmin1, 2
(1. State Key Laboratory of Structural Analysis for Industrial Equipment, Dalian University of Technology, Dalian 116024, China;
2. School of Automotive Engineering, Dalian University of Technology, Dalian 116024, China;
3. School of Material Science and Engineering, Northeastern University, Shenyang 110819, China)
Abstract: Based on the split-ring experiment for cylindrical drawing cups, a regression model of relationship between springback and process parameters, including initial forming temperature of blank, friction coefficient, blank holder force, die radius and clearance between punch and die, was established for warm forming of aluminum alloy by numerical simulation method in conjunction with the regression orthogonal test. The effect of process parameters on springback was investigated, and the optimal combination of process parameters was determined. The regression model was applied to predict the springback, whose results were compared with those of test and numerical simulation at four kinds of temperatures. The results show that with high significance and fitting degree, the regression model is reliable.
Key words: numerical simulation; regression orthogonal test; aluminum alloy; warm forming; springback; regression model
���Ͻ������ܶ�С����ǿ�ȸߡ���ʴ��ǿ���ŵ㣬��ΪĿǰ��������øְ����Ҫ����������[1-3]���������������������Եͣ��������ֱܲ��Ӱ�쵽�Ƽ�����״�ͳߴ羫�ȡ����Ͻ���³��ι���������������߰������ԡ����Ը��ƻص�����Ӷ��ܵ��������о��ߵĹ㷺��ע��ABEDRABBO��[4]�����˲�ͬ�¶ȡ���ͬӦ�������µ����Ͻ��³���ʵ�飬���������¶Ⱥ�Ӧ��������صĸ������Բ���ģ�͡����Ͼ���[5]���ò�������ʵ�飬�ó������Ͻ�������ʱ��������Ϊ�Լ����������������¶ȡ��������ʺ�ѹ�����ı仯���ɡ����Ͻ��³��ε������Ǿ��ܳ��Σ�Ȼ������������³��ι��������µĻص��о�Ŀǰ�������漰����������ڼ����������о���[6]��Ϊ�ˣ����������� ��[7]�����Ͻ�ԲͲ�������л�ʵ��Ϊ������������ֵģ����ع������������ϵķ������о����ϳ��γ�ʼ�¶ȡ�Ħ��������ѹ��������ģԲ�ǰ뾶����ģ��϶���Ƽ��ص���Ӱ�죬�����³��ι��������Ͻ��Ƽ��ص��Ķ�Ԫ�ع�ģ�ͣ���ʾ��ص����ɡ�
��[7]�����Ͻ�ԲͲ�������л�ʵ��Ϊ������������ֵģ����ع������������ϵķ������о����ϳ��γ�ʼ�¶ȡ�Ħ��������ѹ��������ģԲ�ǰ뾶����ģ��϶���Ƽ��ص���Ӱ�죬�����³��ι��������Ͻ��Ƽ��ص��Ķ�Ԫ�ع�ģ�ͣ���ʾ��ص����ɡ�
1 ʵ�鷽����ȷ��
�ع��������������������ƺͻع�������л���ϣ������к�����������ƺͽ��ٵ���������������ܽ�����Ч����ѧģ�͡������������ص����鷶Χ��ѡ���ʵ�������㣬�ý��ٵ����齨��1�����ȸߡ�ͳ�����ʺõĻع鷽�̣����ܽ�������Ż����⣬�㷺Ӧ����ʵ�������Ϳ�ѧ����[8-10]�����������漰��Ӱ�����ؽ϶࣬���IJ���һ�λع���������ķ������з������������������ͼ1��ʾ����������ָ��y��m������x1, x2, ��, xm֮���һ�λع���ѧģ�ͣ�
 ;
;  (1)
(1)
ʽ�У� Ϊ�����aΪ�����
�����a����� ��
�� Ϊ�������ͽ������ƫ�ع�ϵ����
Ϊ�������ͽ������ƫ�ع�ϵ����
2 ����Ԫģ�͵Ľ�����ʵ������֤
2.1 ����Ԫģ�͵Ľ���
�� ��[7]�����ԲͲ�������л�ʵ��Ϊ���������ð��ϳ�ѹ���η�������Dynaform��ʵ����̽�����ֵģ�⡣ԲͲ���������Գ��ԣ�Ϊ�����Ч�ʣ�ȡ���ϵ�1/2��������Ԫģ�ͣ��³�������Ԫģ����ͼ2��ʾ�����а���Ϊ�����Ա����壬��ģ��ѹ��ȦΪ�����壬���ϵ�Ԫ����ȫ���ֿǵ�Ԫ��
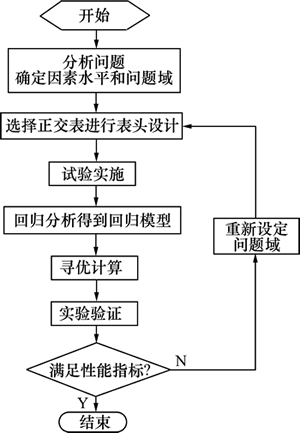
ͼ1 �ع����������������ͼ
Fig. 1 Flow chart of regression orthogonal test design
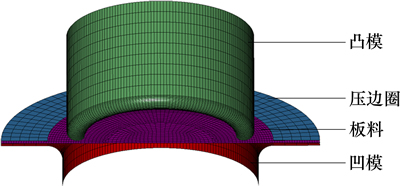
ͼ2 �³�������Ԫģ��
Fig. 2 Finite element model in warm forming
���Ͻ���ϵı���ģ�Ͳ���3����Barlat-Lian��������������[11-14]����ֵģ����Ҫ�趨�ȱ߽���������ģ�͵��ȱ߽�����������ģ���¶ȣ�ʹģ����ģ��ѹ��Ȧ���¶����³��ι����б��ֺ㶨��ʼ������ϵij��γ�ʼ�¶���ȡ�����������У����������Ա��ε�ͬʱ������̬�ظ����¶ȷ����仯���Ӷ���ģ�߷����Ƚ�����ģ���Ƚ�����Ҫ�����ȽӴ�������ͨ�����ȴ���ϵ�������壬��ģ����ģ�ߺͰ��ϵļ�϶������ɱ���ȴ���ϵ����Ϊ���㣬��ģ������Ͼ���С��0.5 mmʱ���ȴ���ϵ����Ϊ5 500 W/(m2����)[15]����ģ������ϵľ��볬��0.5 mmʱ����Ϊģ�������֮�����ȴ��ݷ�������ֵģ�������ʵ�����һ�£���Ϊ���Ρ����䡢�и�ͻص�4����ģ��������ͼ3��ʾ��
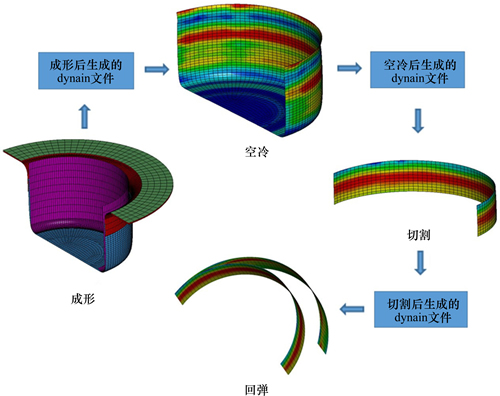
ͼ3 ��ֵģ������
Fig. 3 Flow diagram of numerical simulation
2.2 ʵ������֤
������[7]��ԲͲ�������л�ʵ�飬ȡ��ʵ��������ֵģ�����뱾������ͬ�������������ûص�����ֵģ�������бȽϣ����1��ʾ��
�ӱ�1���Կ��������Ļص�����ֵģ���лص��ļ��㾫��ҪԶԶ������[7]�ļ��㾫�ȡ�������Ϊ��[7]����ֵģ���в��õĵ�Ԫ����Ϊ��άʵ�嵥Ԫ�����嵥Ԫ�ڰ��ϳ���ģ���д���ȱ�ݡ�Ϊ��ƽ����㾫�������Ч�ʵ�Ӱ��ЧӦ���嵥Ԫ�ij�������Խϴ��°������������ϲ�ص�����ֵģ�⾫�Ƚ��͡���������ֵģ���в��õĿǵ�Ԫ��������ȱ�ݣ���ˣ��ص������㾫�Ƚϸߡ�ͬʱ���ǵ�Ԫ�ڰ��ϳ�����ֵģ���е���Խ��Ҳ�õ��˽�һ�����֡����⣬���Ļص�����ֵģ������ʵ�����Ͻӽ���˵����ֵģ�����ɿ�������������������Ԫģ����ȷ��Ϊ������ֵģ��������ȷ���ṩ�˱�֤��
��1 ʵ������ֵģ����
Table 1 Results of experiment and numerical simulation

3 �ع�ģ�͵Ľ����ͼ���
3.1 �ع�ģ�͵Ľ���
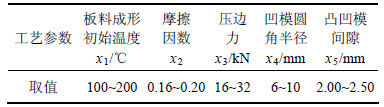
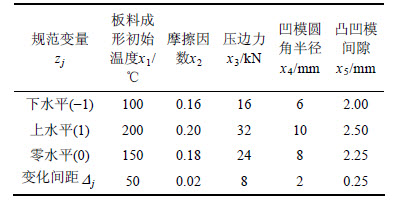
Ӱ���Ƽ��ص��Ĺ��ղ����ܶ࣬�������Ӱ��ص���������ˮƽ��ѡ�ð��ϳ��γ�ʼ�¶ȡ�Ħ��������ѹ��������ģԲ�ǰ뾶����ģ��϶��5�����ղ��������¶����⣬����[7]ʵ���еĹ��ղ���ֵ��Ϊ������ֵģ�����ȡֵ��Χ���м�ֵ������ȡֵ��Χ���2��ʾ��
ѡȡ����Բ���ſ���ֱ�߾���y��Ϊ�ص���������ָ�꣬������5�����ղ�����Ϊ�������أ��������������ؼ�Ľ������ã�Ӧ��һ�λع��������������5�����غ�����ָ��֮��Ĺ�ϵ��������xj�ĸ�ˮƽ�������Ա任����
��2 ���ղ���ȡֵ��Χ
Table 2 Value range of process parameters
 (2)
(2)
ʽ�У� Ϊ�淶������ȡֵ��ΧΪ[-1,1]��
Ϊ�淶������ȡֵ��ΧΪ[-1,1]�� Ϊ��Ȼ������
Ϊ��Ȼ������ Ϊ����ˮƽ��������ˮƽ����ˮƽ������ƽ��ֵ��
Ϊ����ˮƽ��������ˮƽ����ˮƽ������ƽ��ֵ�� Ϊ�����ı仯��࣬������ˮƽ����ˮƽ֮���������ˮƽ�������3��
Ϊ�����ı仯��࣬������ˮƽ����ˮƽ֮���������ˮƽ�������3��
һ�λع�����������Ʒ��������������4��ʾ�����е�17��18��19�������Ϊ��ˮƽ������������顣������ˮƽ�����Ŀ����Ϊ�˸���ȷ�ؽ���ͳ�Ʒ������õ����ȽϸߵĻع�ģ�͡�ÿ������Ԫ����ķ�����zj��Ӧ��ˮƽȷ��������zkzjΪ����������xkxj��Ӧ�ı��뼴0��-1����1������Dynaform��������Ԫ��ģ����ֵģ�⣬����¼�ص��ķ�������
��3 һ�λع�����ʵ������ˮƽ����
Table 3 Factors and levels of linear regression orthogonal test
һ�λع鷽��ϵ���ļ��㹫ʽΪ��
 (3)
(3)
 (4)
(4)
 (5)
(5)
��4 һ�λع�����������Ʒ�����ʵ����
Table 4 Design scheme and results of linear regression orthogonal test
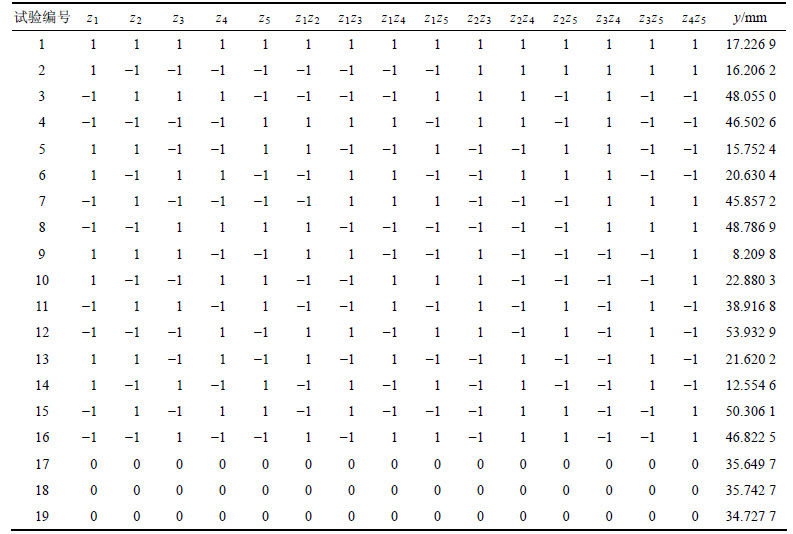
ʽ�У�nΪ�����������mcΪ��ˮƽ���������zji��ʾzj�и�ˮƽ�ı��룻 ��ʾ
��ʾ �и�ˮƽ�ı��롣�ɱ�4���ݿɵù淶����
�и�ˮƽ�ı��롣�ɱ�4���ݿɵù淶���� ������ָ��y֮��Ļع鷽��Ϊ
������ָ��y֮��Ļع鷽��Ϊ



 (6)
(6)
3.2 �ع�ģ�͵������Լ���
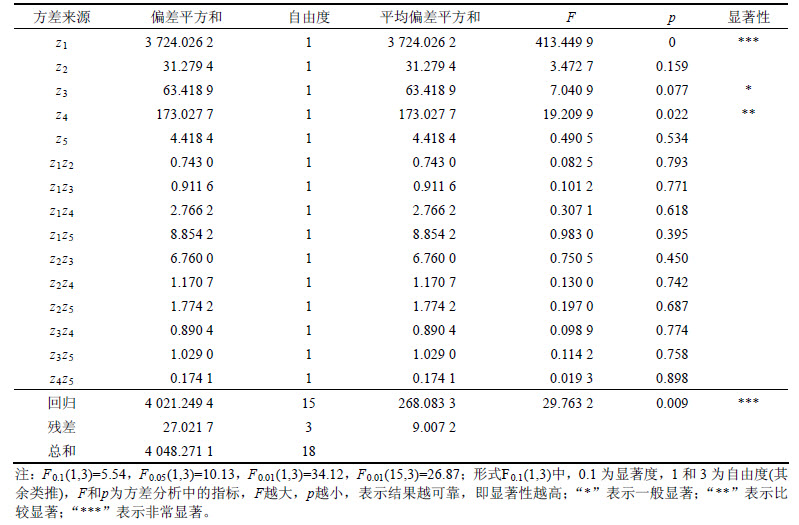
�ع�ģ�͵ķ������������5��ʾ���ɱ�5 �з������ָ��p���Կ����������ϣ����ص���ЧӦ����Ӧ������Ӱ������ؼ佻�����õ�Ӱ��Ҫ����������������ˮƽ�� ������z1��z3��z4������ָ��y��������Ӱ�죬�������غͽ������ö�����ָ�궼��������Ӱ�죬���ԣ�Ӧ�����ǵ�ƽ���ͼ����ɶȲ���в��Ȼ����еڶ��η��������z2��ʱ��ֵ�ȽϽӽ������Ա����������������6��
������z1��z3��z4������ָ��y��������Ӱ�죬�������غͽ������ö�����ָ�궼��������Ӱ�죬���ԣ�Ӧ�����ǵ�ƽ���ͼ����ɶȲ���в��Ȼ����еڶ��η��������z2��ʱ��ֵ�ȽϽӽ������Ա����������������6��
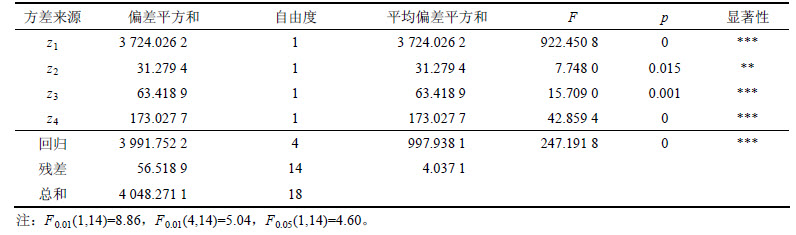
�ɱ�6 �е�2�η�����������֪������������ˮƽ ������ع�ϵ�����ﵽ����ˮƽ���������Ļع�ģ��FΪ247.191 8��p=0��0.001�������ع�ģ��Ҳ�dz���������ˣ�ԭ�ع�ģ�Ϳ��Լ�Ϊ
������ع�ϵ�����ﵽ����ˮƽ���������Ļع�ģ��FΪ247.191 8��p=0��0.001�������ع�ģ��Ҳ�dz���������ˣ�ԭ�ع�ģ�Ϳ��Լ�Ϊ

 (7)
(7)
��5 �ص�������������
Table 5 Analysis results of springback variance
��6 �ڶ��η���������
Table 6 The second variance analysis results
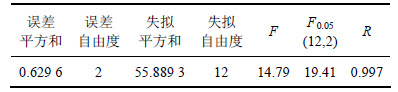
3.3 �ع�ģ�͵�ʧ���Լ���
�Իع�ģ�ͽ���ʧ���Լ��飬������7��ʾ���ӱ�7���Կ����������ϵ��RΪ0.997���ӽ�1.000����F��F0.05(12,2)��˵������ָ���������֮����ڽϺõ����Թ�ϵ�������������Ļع�ģ��ʧ���Բ���������ʵ�������ϳ̶Ƚϸߡ�
��7 �ع�ģ��ʧ���Լ���
Table 7 Lack of fit test inspection of regression model
3.4 �ع�ģ�͵Ļش�
���ݻع�ģ�͵������Լ����ʧ���Լ��������ع鷽�����������ԣ���϶ȸߡ����ݱ��빫ʽ ��
�� ��
��
 ��
�� ���лع鷽�̻ش�����������
���лع鷽�̻ش�����������

 (8)
(8)
�����ع�ģ��˵�����ղ�����Ľ������ÿ��Ժ��ԣ����ϳ��γ�ʼ�¶ȡ�Ħ�����ء�ѹ�����Ͱ�ģԲ�ǰ뾶���Ƽ��ص���������Ӱ�죬��Ӱ��ЧӦ���нϺõĿɼ��ԡ����ݻع�ģ�ͣ����Եó�ʹ�ص�����С�����Ź��ղ�����ϣ����ϳ��γ�ʼ�¶�Ϊ200 �棬Ħ������Ϊ0.20��ѹ����Ϊ32 kN����ģԲ�ǰ뾶Ϊ6 mm������ͨ����������ó��Ľ��һ�¡�
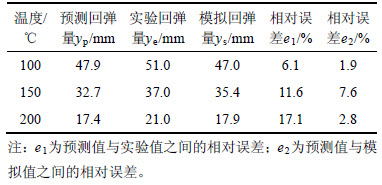
3.5 �ع�ģ�͵���֤
����1��ʾ�ص���ʵ��������ֵģ�����ֱ�����ͬ���������µĻع�Ԥ�������бȽϣ��������8���ӱ�8���Կ������ص����ع�Ԥ������ʵ��������ֵģ�����Ͻӽ���˵�����Ľ����Ļع�ģ�Ϳ��Ŷȸߣ���ȷ�ط�ӳ�³��ι��������Ͻ��Ƽ��ص����빤�ղ���֮��Ĺ�ϵ��
��8 �ص����ع�Ԥ������ʵ��������ֵģ������������
Table 8 Relative error of springback among regression prediction results, experiment results and numerical simulation results
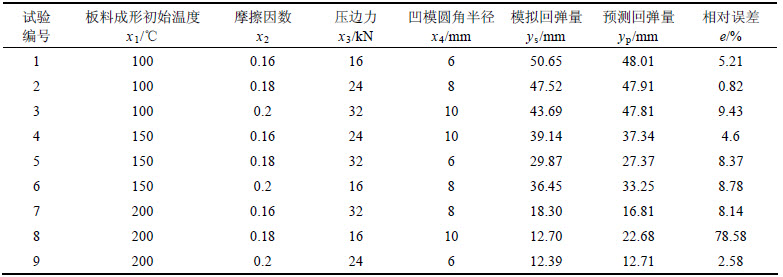
Ϊ�˽�һ����֤�ع�ģ�͵Ŀɿ��ԣ�����ֵģ��Ļ����ϣ������漰�İ��ϳ��γ�ʼ�¶ȡ�Ħ�����ء�ѹ�����Ͱ�ģԲ�ǰ뾶��������������ơ���֪���ղ�����Ľ������ÿ��Ժ��ԣ�ѡȡ������L9(34)����ģ��ص���ys��Ϊ����ָ�꣬������ģ�����ֱ������Ӧ�Ļع�Ԥ�������бȽϣ����9��ʾ���ӱ�9�ɼ���88.89%�ĸ������ع�Ԥ��������ֵģ��������������10%���ڣ����ǵ��κ����鶼���ɱ���ش����������ع�ģ�͵Ŀɿ��Եõ��˽�һ����֤��
��9 �ع�Ԥ������ֵģ���������
Table 9 Relative error between regression prediction and numerical simulation
�������ֵģ�⣬�ع�Ԥ�����һ���ľ����ԡ�Ԥ�⾫�ȶ��Ƽ���״�����Խ�ǿ�����Ƽ���״�����仯����ع�ģ��ҲҪ������Ӧ�ġ�Ȼ������ʵ��Ӧ���У��ع�Ԥ��ķ����dz�ʵ�á��ڳ�ѹ�����У����ղ������Ƽ�������Ӱ������Ƽ��ص������Ź��ղ�����ȷ������������ֵģ�ⷽ������ֻ��ͨ������Ԫ������֤��������Ƿ������Ϊ��ȷ�����Ź��ղ���������Ҫ���д����������飬����ںܴ��äĿ�ԡ����ûع�����������Ƶķ�����Ϊ�˽����ع�ģ�ͣ�����������ݻع��������鷽�����У������Լ�С��Ƶĸ��ӶȺ��������Ӷ������ٷ���ʱ�䣬��߹���Ч�ʡ�ͨ���ع�ģ�ͣ����Կ��ٵó������ղ������Ƽ��ص�����Ӱ�죬Ϊ��ѹ���յIJ����Ż�����ṩ��Ҫ���ݡ����⣬Ҳ�����ڻع����������м�������Ӱ�����أ�ʹ�ûع�ģ���������ƺ;�ȷ��
4 ����
1) �����Ͻ��³��ι����У����ղ�����Ľ������ÿ��Ժ��ԣ����ϳ��γ�ʼ�¶ȡ�Ħ�����ء�ѹ�����Ͱ�ģԲ�ǰ뾶���Ƽ��ص���������Ӱ�죬��Ӱ��ЧӦ���нϺõĿɼ��ԡ�
2) ͨ���ع�ģ�Ͷ��Ƽ��ص������лع�Ԥ�⣬Ԥ��������ͬ���������µ�ʵ��������ֵģ�����Ͻӽ���˵�����Ľ����Ļع�ģ�Ϳ��Ŷȸߣ���ȷ��ӳ�³��ι��������Ͻ��Ƽ��ص��빤�ղ���֮��Ĺ�ϵ��
3) ��ʵ��Ӧ���У��ع�ģ�Ϳ������Լ�С��ֵģ��ĸ��ӶȺ����������ٵó������ղ������Ƽ��ص���Ӱ����ɣ�Ϊ��ѹ���յ��Ż�����ṩ���ݡ�
�ο����ף�
[1] HIRSCH J, AL-SAMMAN T. Superior light metals by texture engineering: optimized aluminum and magnesium alloys for automotive applications[J]. Acta Materialia, 2013, 61(3): 818-843.
[2] MAYYAS A, QATTAWI A, OMAR M, et al. Design for sustainability in automotive industry: a comprehensive review[J]. Renewable & Sustainable Energy Reviews, 2012, 16(4): 1845-1862.
[3] HIRSCH J. Aluminum in innovative light-weight car design[J]. Materials Transactions, 2011, 52(5): 818-824.
[4] ABEDRABBO N, POURBOGHRAT F, CARSLEY J. Forming of aluminum alloys at elevated temperatures. Part 1: material characterization[J]. International Journal of Plasticity, 2006, 22(2): 314-341.
[5] ���Ͼ�, �ν�, �Ƶ�Դ, ��. ������5182���Ͻ��ĵ�������������Ϊ[J]. �й���ɫ����ѧ��, 2008, 18(11): 1958-1963.
WANG Mengjun, REN Jie, HUANG Dianyuan, et al. Flow behavior of 5182 aluminum alloy for automotive body sheet during warn tensile deformation[J]. Chinese Journal of Nonferrous Metals,2008, 18(11):1958-1963.
[6] MOON Y H, KANG S S, CHO J R, et al. Effect of tool temperature on the reduction of the springback of aluminum sheets[J]. Journal of Materials Processing Technology, 2003, 132(1/2/3): 365-368.
[7] R, MANACH P Y, LAURENT H, et al. Influence of the temperature on residual stresses and springback effect in an aluminum alloy[J]. International Journal of Mechanical Sciences, 2010, 52(9): 1094-1100.
[8] WHITCOMB M A P. Design of experiments: statistical principles of research design and analysis[J]. Technometrics, 2012, 43(2): 236-237.
[9] MONTGOMERY D C. Design and analysis of experiments, 8th edition[J]. Environmental Progress & Sustainable Energy, 2013, 32(1): 8-10.
[10] SANTNER T J, WILLIAMS B J, NOTZ W I. The design and analysis of computer experiments[J]. Asta Advances in Statistical Analysis, 2010, 94(4): 307-309.
[11] LIN Zhongqin, WANG Wurong, CHEN Guanlong. A new strategy to optimize variable blank holder force towards improving the forming limits of aluminum sheet metal forming[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 339-346.
[12] YU Zhongqi, LIN Zhongqin, ZHAO Yixi. Evaluation of fracture limit in automotive aluminum alloy sheet forming[J]. Materials and Design, 2007, 17(6): 1169-1174.
[13] BANABIC D, KUWABARA T, BALAN T, et al. Non-quadratic yield criterion for orthotropic sheet metals under plane-stress conditions[J]. International Journal of Mechanical Sciences, 2003, 45(5): 797-811.
[14] ��ï��, Ѧ����, ��Ƽ. ��Ԫ�����Իع�����ϽǼ�����ģ���Ż����[J]. ũҵ��еѧ��, 2008, 39(9): 166-169.
ZHAO Maoyu, XUE Kemin, LI Ping. Numerical simulation and optimization of aluminum alloy auto panel forming by multivariate nonlinear regressing[J]. Transactions of the Chinese Society for Agricultural Machinery, 2008, 39(9): 166-169.
[15] LAURENT H,  J, MANACH P Y, et al. Experimental and numerical studies on the warm deep drawing of an Al-Mg alloy[J]. International Journal of Mechanical Sciences, 2015, 93: 59-72.
J, MANACH P Y, et al. Experimental and numerical studies on the warm deep drawing of an Al-Mg alloy[J]. International Journal of Mechanical Sciences, 2015, 93: 59-72.
(�༭ �²ӻ�)
�ո����ڣ�2016-12-06�������ڣ�2017-03-10
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(11472072, 51775160) (Projects(11472072, 51775160) supported by the National Natural Science Foundation of China)
ͨ�����ߣ�������ʿ�����ڣ��������������������������Ƚ����켼���о���E-mail: kmzhao@dlut.edu.cn
ժҪ����ԲͲ�������л�ʵ��Ϊ������������ֵģ����ع������������ϵķ������������Ͻ��³��ι����а��ϳ��γ�ʼ�¶ȡ�Ħ��������ѹ��������ģԲ�ǰ뾶����ģ��϶��ص�֮��Ļع�ģ�ͣ��ó������ղ������Ƽ��ص���Ӱ����ɣ�ȷ�����Ź��ղ�����ϡ�ͨ���ع�ģ�ͽ��лص�Ԥ�⣬������ͬ����������4���¶ȵ�ʵ��������ֵģ�������бȽϡ��о�����������ع�ģ�����������ԣ���϶ȸߣ�Ԥ�������нϸߵĿ��Ŷȡ�
