
DOI: 10.11817/j.issn.1672-7207.2015.10.010
�������������г�����ϵͳ�ջ����������ʵ���о�
����������ǫ������
(���ϴ�ѧ ���繤��ѧԺ�������ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
���ü������ǶԳ���ϵͳ��������в��ԣ��������з�ֵ��У����õ������λ�Ʒ�ֵ�ֲ����ֱ�Գ�������˽�������Һ��ˮ�в�ͬ��Ƚ��п�ʴ�ֲ�ʵ�飬��������Ԫ����ˮ���������пջ��������ģ�⡣�о������������ϵͳ��г������µ��������ȶ�������ЧӦ���ײ���ͻ�䣻������ϵͳ�������������Ϊ������ѹ��ֵ���������з���˶��淨���ϵ����ݼ�����������������ֵԼΪ���������1/2��λ��ԼΪ��������15~55 mm�����ջ������������ʵ���������Ǻϡ�
�ؼ��ʣ�
��ͼ����ţ�TG249.9��TB559 ���ױ�־�룺A ���±�ţ�1672-7207(2015)10-3625-06
Regional and experimental analysis of large ingots ultrasonic vibration cavitation system molten aluminum
DONG Fang, LI Xiaoqian, ZHANG Min
(State Key Laboratory of High Performance Complex Manufacturing,
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: Vibration test was done for a piezoelectric ultrasonic transducer for casting by laser range finder, the displacement amplitude distribution of end and cylindrical surface was obtained through amplitude spectrum correction for the vibration series based on interpolation method, and cavitation erosion test with different depths of the ultrasonic horn was immersed in the solution of aluminum and water. Finite element methods was used to carry on the numerical simulation cavitation. The results show that the current in the resonant points below the vibration system is more stable, and it is not easy for acoustic streaming effect. The experiments of ultrasonic casting of aluminium alloy were carried out when the depth of ultrasonic vibration was applied on melt. The max amplitude of transverse vibration reaches 1/2 of the longitudinal vibration amplitude and the peak of transverse vibration appears above the end surface 15-55 mm. When the depth of vibration increases, the cavitation area was reduced. Cavitation simulation results are in good agreement with the experimental results.
Key words: ultrasound radiation; longitudinal and transverse vibration; cavitation region
�����ջ������Ͻ����̹�����ϸ������[1-6]�����徻��[7]�������Ͻ�Ԫ�ظ�������������Ԫ��ƫ��[8]������Ͻ�Ԫ�ع��ܶ��Ҹı������ֲ�������ŵ�[9]����Ŀǰ���ڳ����ջ��������弼������ڶ����о��������������о��������٣������˽ⳬ�������������еĿջ��ֲ������Ż������������������������Դ����ƥ��Ĺؼ����ڽ��������У����ڸ��¼��ڲ���������������������ջ�ǿ�ȺͿջ���Χ������������ͼͨ��������ϵͳ��Ƶ�����ڿ����еIJ��Լ�����ģ��ˮ�пջ��������������Ʋⳬ������7085�������в����Ŀջ����Գ������칤�ղ���ƥ����ָ�����塣
1 �����ջ�ЧӦ���ջ��ֲ�
1.1 �����ջ�����
�����ջ���ָ���ܳ�������Һ������ڴ��ݣ�������С���ݺ�����ѹ��ϡ�����ѹ���ཻ��Ĺ����У�������������͡�ѹ�������������ٱ�����һϵ�ж���ѧ����[10-13]���ջ�������˲�䣬�ڼ���������ڲ����˾���¶Ⱥ�ѹ���ݶ�������������������ѧЧӦ����������������ȡ��ݴ�ԭ�����������������������Ҳ�����������Ӷ����úı����������̵��������̡�
1.2 �ջ�����ֲ�
�����ջ�����ʹ��Һ�������ڳ������������Ͻ��ڴ�������Χ�ڷֲ����������ͺ��ƫ����ʹ�����ں�����¶��ݶȴ�����ʹ����Ӧ������������ͬһλ�ã����������ɣ��ٽ��ᾧ��֯ϸ��[14]�������������в����ĸ���ѹ�����ǿ��Ӱ�����Ͻ����̽��̵���Ҫ���أ�������������ջ�����ľ�ȷȷ���������ڳ�����Դ�����������������������������ƥ�䡣
2 ʵ��
2.1 ������������
������������װ������ʾ��ͼ��ͼ1������ƽ̨�����������̽ͷ�����Խ������������������Դ��������Ƶ����Ϊ�Զ�����״̬������ϵͳƽ��г���������ݲɼ������в���Ƶ��Ϊ392 kHz�����ݲ�������Ϊ131 072��ÿ�������3�Ρ���Ƶ���Բ���������ֲ��������²�����У�
1) ��Ƶ���ԣ��ڳ�����ϵͳг������ҵ��ڵ�Դ����Ƶ�ʣ�ÿ50 Hz����һ�������ݲɼ���
2) ������������������˶����ر�Ե����12�������㣬���IJ�����ΪԲ�ģ������س��ȷ�����22�������㣬��1��������1 mm����������μ��5 mm���������ݾ���г��״̬�²ɼ���

ͼ1 �������װ��
Fig. 1 Device of amplitude measurement
2.2 ����ˮ�������ջ���ʴʵ��
ʵ����ϲ���0.05 mm�����������������ױ��Σ��ұ��κ������ڶԳ����ջ���ʴ���п��١�ֱ��Ŀ�⣬Һ�����ѡ����ɫ��������ˮ���������̶����ѺϽ��֮�Ϻ�������ձ��ڲ�������������ˮ����������˽���Һ��10 mm��֧�ż̶ܹ�����ͼ2�������������������������ѹΪ300 V��Ƶ�ʷ�ΧΪ17~22 kHz����Ϊ�Զ���������ģʽ�����ڼ���Ƶ����г��״̬��ʩ��15 s��������ȡ��������ɡ������������ٶԳ�������˽���Һ��40 mm��70 mm����ʵ�顣

ͼ2 ������ʴʵ��װ��
Fig. 2 Aluminum foil cavitation test apparatus
2.3 �������з���˿ջ���ʴʵ��
����������7085���Ͻ���ϣ���ע�¶�Ϊ720 �棬�����ٶ�Ϊ2.4 mm/min���ᾧ��������ˮѹΪ0.1 MPa����������зֱ�������˽�������Һ40 mm��70 mm�������������������������ѹΪ300 V��Ƶ�ʷ�ΧΪ17~22 kHz�����������ȡ����������ˣ���ͼ3��
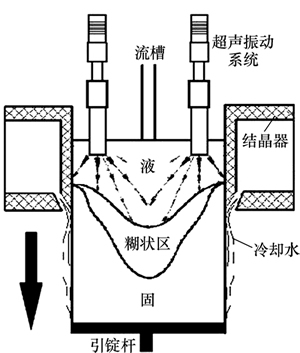
ͼ3 ����������ʾ��ͼ
Fig. 3 Schematic diagram of ultrasonic semi-continuous casting
3 ʵ���������
3.1 ������ϵͳ�ķ�Ƶ����
����������ѹΪ300 V�������Ե�֪�����иó�����ϵͳ��17~22 kHz��ֻ��һ��г��㣬г��Ƶ��Ϊ20 168 Hz���ڸ�г��㸽���ɼ����źţ��ź�Ƶ������ó�����ϵͳ���������Բ�Ĵ���ֵ��Ƶ�ʱ仯���ɣ���ͼ4��ʾ����ͼ4��֪�������������г������������Ϊ�ǶԳƷֲ�����ʵ�����Ƶ�ʶν�һ����Ϊг������¼�����2�����䣬2��������������������Ĺ�ϵ��ͼ5��ʾ��
��г����������䣬����������������Թ�ϵ����2�����������������������졣г������ϣ�����������ͻ�䣬֮��������ȶ��½������������ʱ��г������������Ҫ���Ը������������������ζ����ϵͳ��г��������������Ҫ��������г�������������ܡ��ý����뱾�����鳤��ʵ�龭��������ڳ������������У���������Ƶ��һ������г��㣬�������������������ʧ������г���Ƶ�����µ��ڣ�������仯��Ϊƽ��������ЧӦ�������ͻ�䡣

ͼ4 �����������Ƶ�ʵı仯
Fig. 4 Variation of current and amplitude with frequency

ͼ5 г��������������������ϵ
Fig. 5 Relationship between output amplitude and current in resonant point on both sides
3.2 ������ݺ�����ֲ�
ͼ6��ʾΪ������������źŲ������ֵ�ף��䲨��Ϊ�����������ߣ���������������������ͼ6��֪������������ֵ���Ը��ڲ��������ֵ��˵��ϵͳ����������Ϊ����
����˶����ϸ���������ֵ����10 ��m���ϣ���Բ�Ĵ���ֵ��߲�����ƽ������������˲��澶����λ�Ʒ�ֵ�س��ȷ����Ϸֲ���������Ҫ��ֵλ��ԼΪ��������40 mm�������ֵΪ5.382 ��m���ﵽ������ֵ��1/2�����������˴��ڽ�ǿ�ݺ���ϡ����ݳ�����ϵͳ������ۣ����������ߴ����1/4����ʱ���������ܺ��ԣ���˳����������Ʋ��ܰ���һά��������۽�����ơ�
3.3 ������ˮ�еĿջ�����ʴ����
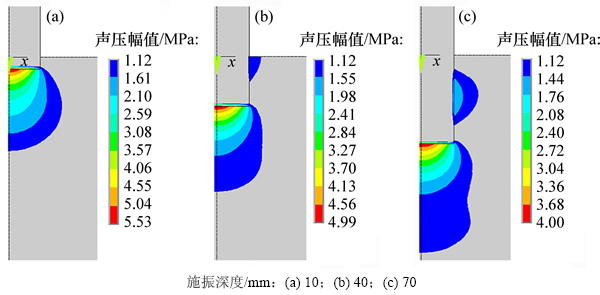
ͼ7��ʾΪ��300 V��ѹ������ˮ�в�ͬʩ����ȿ�ʴ��۷ֲ�����ͼ7��֪���ջ�������Ҫ�����ڷ���˶������·�����ѹ��ֵ��������߲��ݼ�����ʩ�����Ϊ10 mmʱ���������½�����һ���ջ����������ԽԶ��ѹ��ֵԽС����ʴ����Ŀ�����ҷֲ�ԽΪϡ�裬��ͼ7(a)����ʩ�����Ϊ40 mmʱ�������·�����3������Ŀջ������������һ���ջ������������·�������Ϊ�����ҿ�ʴ�ֲ���Ϊ�ܼ����������������·���Զ��ʴ��������ԼΪ150 mm���þ���ԼΪ������ˮ�в�����2��������˲����ʴ�����ʴ�ӷֲ�ϡ�裬��Χ��С���ջ�ǿ�Ƚ�������ͼ7(c)����ʩ�����Ϊ70 mmʱ�������·�����3������Ŀջ�����ֱ�������55��100��160 mm�����ڲ����ʴ����40 mmʱƫ��ͼ7(e)��
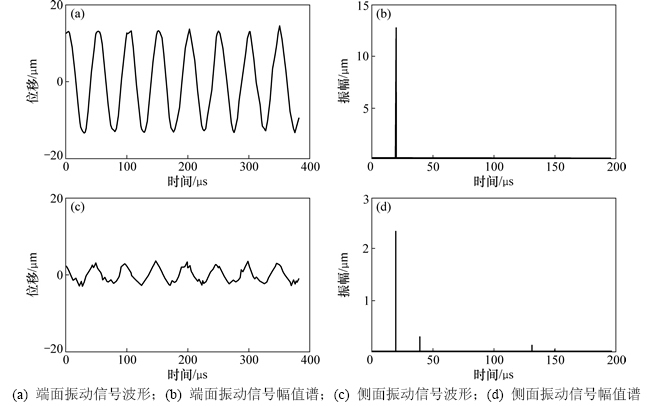
ͼ6 ������������źŲ������ֵ��
Fig. 6 End and side vibration signal waveform and amplitude spectrum

ͼ7 ˮ�п�ʴ��Χ�������ջ��ֲ�
Fig. 7 Water cavitation ultrasonic cavitation range and distribution
����ANSYS��������������ϵͳ����Ԫģ�ͣ���ǰ�����Խ���������۲��Գ�����ϵͳ�������������ѹ����������Ԫ���㡣����������ѹ��ֵ���ڿջ���ֵʱ���Ż�������ջ����Խ�����ѹ��ֵ����0.9 MPa[15]������б�ʾ�������ͼ7(b)��(d)��(f)��
ˮ�пջ�������ʵ����Է���ƫС����������û�п�������ѹ��ֵ����Ԫ��������г������ݼ�����������еĺ������¡�����˲����ʴ��Ҫ�ȷ��淶Χƫ����Ҫԭ���Ƿ���˺�����ֵҪ��������Ԫ����������һ����ǰ����Խ�����ѵõ���֤����ˣ��ڽ�ǿ���ݺ�������·���˲����ʴ�������Ϊ���ԡ������Ͽջ���ʵ�����������������һ�£��������ѹ������Ԫ�����Ϊȷ��
3.4 �������������еĿջ���Χ
�����������ܶȼ���������������ˮ��ͬ���ʳ�����ϵͳ�����������ڿջ����ֲ�����ˮ��������ͬ��������������������������������Ը�Ϊ�����壬����ѹ��ֵ����1.12 MPa[16]������б�ʾ�������ͼ8��ʾ��
ͼ8 �������г����ջ���Χ
Fig. 8 Aluminum melt range of ultrasonic cavitation
���������峬�������и��¼������ӵľ����ԣ���ͨ�������ڿջ���Է���˲�����ʴ���ã��Ʋ��������ڿջ�����ͼ10��ʾΪ�ɰ���������ᾧ���ڵķ���˿�ʴ���ڽ���70 mm�Ĺ���ͷ���棬�����ʴ�̶Ƚ�Ϊ������ȫ�渲�ǣ��������ʴ������ھ����15~55 mm��Χ���֣����ʴǿ�ȡ��������������пջ���������������ӡ֤�˷������Ŀɿ��ԡ�
ͬʱ����ͼ8(b)��9(b)���Կ���������˽���40 mmʱ����ջ�ЧӦ�������Һ������ǿ�ҵĸ��Ž�������������лὫ��������������Ӵ��뵽���������У�������ס����ɵ�ȱ�ݡ���ˣ����������Ҫ�����ܿ�������Һ����š�

ͼ9 ����˿�ʴǰ��Ա�
Fig. 9 Comparison of cavitation radiation before and after rod
4 ����
1) ��ϵͳ��г������µ��������ȶ�������ЧӦ���ײ���ͻ�䡣
2) ������ϵͳ�������������Ϊ������������������ֵԼΪ���������ֵ1/2��λ��ԼΪ��������15~55 mm�ķ�Χ��
3) ˮ�г�����ϵͳ�����Ŀջ�������ҪΪ����˶������·��������ԽԶ���ջ�ǿ��Խ�ͣ��ջ�����ԽС������ʩ��������ӣ�����˲�������С��Χ�ջ�����
4) �������з���˶������IJ��ջ��̶ȸ��ڱ߲��ջ��̶ȡ�����ʩ��������ӣ���������˶������������������Ŀջ���ʴ��ò��
�ο����ף�
[1] ��Ө, ����ǫ��������7050���Ͻ�����֯�����ʹ��ܶȵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(9): 54-58.
CUI Ying, LI Xiaoqian. Effects of ultrasonic on microstructures and solid solubility of main solute elements in aluminium alloy 7050[J]��Journal of Central South University (Science and Technology), 2012, 43(9): 54-58.
[2] ����ǫ, ��ɭ, ������. �������� AlTiC ϸ�����Ļ�����о�[J]. ���пƼ���ѧѧ��(��Ȼ��ѧ��), 2013, 41(6): 11-15.
LI Xiaoqian, LIN Shen, JIANG Ripeng. Effect of high intensitive ultrasound on AlTiC refiner[J]. Journal of Huazhong University of Science and Technology (Nature Science Edition), 2013, 41(6): 11-15.
[3] Eskin G I. Broad prospects for commercial application of the ultrasonic (cavitation) melt treatment of light alloys[J]. Ultrasonics Sonochemistry, 2001, 8(3): 319-325.
[4] Komarov S V, Kuwabara M, Abramov O V. High power ultrasonics in pyrometallurgy: Current status and recent development[J]. ISIJ international, 2005, 45(12): 1765-1782.
[5] ��˼��. �ҹ����ʳ�������������Ӧ�ý�չ[J]. ��ѧ����, 2009, 21(2): 46-49.
CHEN Sizhong. The present situation and its application developing trend of high power ultrasonic technique in China[J]. Technical Acoustics, 2009, 21(2): 46-49.
[6] ����Ⱥ, ��⼽, �·�. ���������ڳ����������̵��о�[J]. ���Ͽ�ѧ�빤��, 1995, 13(4): 2-7.
MA Liqun, SHU Guangji, CHEN Feng. Research on solidification of metal melt under ultrasonic field[J]. Materials Science & Engineering, 1995, 13(4): 2-7.
[7] ����ǫ, ����, ������. ���ʳ�����7050���Ͻ�����������õ������о�[J]. ��е����ѧ��, 2010, 46(18): 41-45.
LI Xiaoqian, CHEN Ming, ZHAO Shilian. Experimental research on the effect of power ultrasonic on the degassing process of 7050 aluminum melts[J]. Journal of Mechanical Engineering, 2010, 46(18): 41-45.
[8] ������, ����ǫ, ���˳�. ������7050���Ͻ�����֯�����ʹ��ܶȵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(9): 2669-2675.
LI Zhenghua, LI Xiaoqian, HU Shicheng. Effect of 7050 aluminum alloy melt treated by ultrasonic on macrosegregation in ingot[J]. Journal of Central South University (Science and Technology), 2011, 42(9): 2669-2675.
[9] ����, Ѧ��ӱ, ë���. ���������AZ31þ�Ͻ����������������֯�����ܵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(7): 1918-1922.
YU Kun, XUE Xinying, MAO Daheng. Effects of ultrasonic vibration on microstructure and properties of as-cast and hot rolled AZ31 magnesium alloy[J]. Journal of Central South University (Science and Technology), 2011, 42(7): 1918-1922.
[10] Eskin G I. Effect of ultrasonic treatment of the melt on the microstructure evolution during solidification of aluminum alloy ingots[J]. Zeitschrift fuer Metallkunde, 2002, 93(6): 502-507.
[11] Park J C, Han M S, Kim S J. Investigation on the cavitation damage behavior with temperature and cavitation time in seawater[J]. Surface and Interface Analysis, 2012, 44(11/12): 1407-1410.
[12] Komarov S, Oda K, Ishiwata Y, et al. Characterization of acoustic cavitation in water and molten aluminum alloy[J]. Ultrasonics Sonochemistry, 2013, 20(2): 754-761.
[13] Abramov O V. Action of high intensity ultrasound on solidifying metal[J]. Ultrasonics, 1987, 25(2): 73-82.
[14] LIU Xinbao, Osawa Y, Takamori S. Microstructure and mechanical properties of AZ91 alloy produced with ultrasonic vibration[J]. Materials Science and Engineering A, 2008, 487(1): 120-123.
[15] �ܹ�ƽ, ������, ������. ��ߴ糬��������о�[J]. ��ѧ����, 2004, 23(3): 183-192.
ZHOU Guangping, LIANG Mingjun, WANG Jiaxuan. Study on large sized ultrasonic vibrators[J]. Technical Acoustics, 2004, 23(3): 183-192.
[16] Eskin G I. Ultrasonic treatment of light alloy melts[M]. Amsterdam: Gordon & Breach, 1998: 41-51.
(�༭ �°���)
�ո����ڣ�2015-01-13�������ڣ�2015-04-20
������Ŀ(Foundation item)�������ص�����о���չ�滮(973 �ƻ�)��Ŀ(2010CB731706��2012CB619504)(Projects (2010CB731706, 2012CB619504) supported by the National Key Basic Research Development Program of China (973 Program))
ͨ�����ߣ���������ʿ�о���������ʦ���������Ͻ����̹��̿����о��� E-mail��dongfang0408@163.com
ժҪ�����ݱ�ֵУ�������ü������ǶԳ���ϵͳ��������в��ԣ��������з�ֵ��У����õ������λ�Ʒ�ֵ�ֲ����ֱ�Գ�������˽�������Һ��ˮ�в�ͬ��Ƚ��п�ʴ�ֲ�ʵ�飬��������Ԫ����ˮ���������пջ��������ģ�⡣�о������������ϵͳ��г������µ��������ȶ�������ЧӦ���ײ���ͻ�䣻������ϵͳ�������������Ϊ������ѹ��ֵ���������з���˶��淨���ϵ����ݼ�����������������ֵԼΪ���������1/2��λ��ԼΪ��������15~55 mm�����ջ������������ʵ���������Ǻϡ�
[1] ��Ө, ����ǫ��������7050���Ͻ�����֯�����ʹ��ܶȵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(9): 54-58.
[5] ��˼��. �ҹ����ʳ�������������Ӧ�ý�չ[J]. ��ѧ����, 2009, 21(2): 46-49.
[6] ����Ⱥ, ��⼽, �·�. ���������ڳ����������̵��о�[J]. ���Ͽ�ѧ�빤��, 1995, 13(4): 2-7.
[7] ����ǫ, ����, ������. ���ʳ�����7050���Ͻ�����������õ������о�[J]. ��е����ѧ��, 2010, 46(18): 41-45.
[15] �ܹ�ƽ, ������, ������. ��ߴ糬��������о�[J]. ��ѧ����, 2004, 23(3): 183-192.
