
���±�ţ�1004-0609(2010)07-1365-10
���ӷ�װ�մɻ�Ƭ���ϵ��о���չ
�����ã�����Ⱥ�����ճ�����С�棬�� ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
�ܽ����ӷ�װ�����Է�װ��Ƭ�������ܵ�Ҫ������Al2O3��AlN��BeO��SiC��Si3N4�մɻ�Ƭ���ϵ��ص㼰���о���״������AlN�մɻ�Ƭ���ۺ�������á�������Ĥ�����Ӻ�����עģ��Ƭ�մɳ����յ���ȱ�㣬����ˮ������עģ�����������Խ�ǿ��ָ���մɻ�Ƭ���Ϻͱ�Ƭ�մɳ����յķ�չ���ơ�
�ؼ��ʣ�
���ӷ�װ������Al2O3�մ���AlN�մ���BeO�մ���SiC�մ���Si3N4�մ������ӳ���������עģ������
��ͼ����ţ�TN305.94���� ���ױ�־�룺A
Research progress in ceramic substrate material for electronic packaging
LI Ting-ting, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LIU Bing
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The elemental requirements for electronic packaging substrate materials are summarized. The characteristics of alumina, aluminum nitride, beryllium, silicon carbide, silicon nitride ceramics substrates used for electronic packaging and the recent research achievements of the electronic packaging ceramic substrate materials are discussed, the aluminum nitride has the best comprehensive properties among them. The advantages and disadvantages of tape calendaring, tape casting, gel-casting technologies for forming thin ceramics are analyzed, gel-casting in which has relatively strong applicability. The development trends of ceramic substrate materials and forming technologies are pointed out.
Key words: electronic packaging materials; alumina ceramics; AlN ceramics; beryllium ceramics; silicon carbide ceramics; silicon nitride ceramics; tape casting; gel-casting
�ִ����Ӽ�����չ�쳣Ѹ�٣�����ϵͳ���豸����ģ���ɻ����ͻ�����Ч�ʡ��߿ɿ��Եȷ���չ������ϵͳ���ɶȵ���߽����¹����ܶ����ߣ��Լ�����Ԫ����ϵͳ���幤���������������ӣ���ˣ���Ч�ĵ��ӷ�װ����������ϵͳ��ɢ������[1]������ϵͳ�¶ȵķ����ж��֣����䶳����ˮѭ����ȴ���ͷ���ɢ�ȵȣ��������ܴӸ����Ͻ�����⡣��ˣ��о��Ϳ������и��ȵ��ʼ������ۺ����ܵ����ͷ�װ���Ͼ��Ե���Ϊ��Ҫ[2]��
���ӷ�װ������Ҫ�������塢���ߡ���ܡ������ʺ��ܷ���ϡ����е��ӷ�װ��Ƭ������Ϊһ�ֵ�������Ԫ������ҪΪ����Ԫ��������������ṩ��е����֧�š������Ա����ʹٽ������豸��ɢ��[1]����Ϊ���ӷ�װ���ϵ�һ���֣����ӷ�װ��Ƭ����Ӧ������������Ҫ��1)�ߵ��ȵ��ʣ���֤����Ԫ���������ƻ���2)��оƬ��ƥ���������ϵ����ȷ��оƬ������Ӧ����ʧЧ��3)���õĸ�Ƶ���ԣ�������ٴ���Ҫ��[3]�����⣬���ӷ�װ��Ƭ��Ӧ������ѧ���ܸߡ����Ե���ܺá���ѧ�����ȶ�(�Ե�ƴ���Һ�������ý������ϵĸ�ʴ����)�����ڼӹ����ص㡣��Ȼ����ʵ��Ӧ�úʹ��ģ��ҵ�����У��۸�����Ҳ���ݺ���[4]��
���õ��ӷ�װ��Ƭ������Ҫ��3���ࣺ���ϡ����������������ϲ��Ϻ��մ�[1, 5]����Ŀǰ�Լ��൱����ʱ���ڣ����Ϸ�װ��Ƭ���϶���ռ��������λ�����������Ի����ܷ���Ϊ�����ܷ��ϼ۸���������������ܺ͵����ܽϲ��������ϵ��ƥ��һ�㣬��Щ���ϲ���ʹ�á�������װ��Ƭ���ϵ��ȵ��ʺܸߣ���һ��������ϵ����ƥ�䣬�Ҽ۸��˹㷺ʹ��[4]���մɷ�װ��Ƭ���ϵ��г����������������Ϸ�װ��Ƭ���ϵģ����ۺ����ܽϺã���Ҫ���ڶԻ�Ƭ�ȵ��ʺ�������Ҫ��ϸߵij���[5]�����⣬�մɲ��ϳ�������Ӱ����Ӧ��ǰ����һ����Ҫ����[6]�����������ܽἸ�ֳ��÷�װ�մɻ�Ƭ���ϵ������ص���о���չ�������մɻ�Ƭ���ϳ����յ���ȱ�㣬��ָ���մɻ�Ƭ���Ϻͱ�Ƭ�մɳ����յķ�չ���ơ�
1 ���ӷ�װ�մɻ�Ƭ���ϵ��ص���о���״
�մɻ�Ƭ��һ�ֳ��õĵ��ӷ�װ��Ƭ���ϣ����ܷ��Ϻͽ�����Ƭ��ȣ��������������¼������棺1)��Ե���ܺã��ɿ��Ըߡ��ߵ������ǵ���Ԫ���Ի�Ƭ�������Ҫ��һ����ԣ���Ƭ����Խ��װ�ɿ���Խ�ߣ��մɲ���һ�㶼�ǹ��ۼ��ͻ�������Ե���ܽϺá�2) ���ϵ����С����Ƶ���Ժá��մɲ��ϵĽ�糣���ͽ����Ľϵͣ����Լ����ź��ӳ�ʱ�䣬��ߴ����ٶȡ�3) ������ϵ��С����ʧ���ʵ͡����ۼ��ͻ�����һ�㶼���и��۵����ԣ��۵�Խ�ߣ�������ϵ��ԽС�����մɲ��ϵ�������ϵ��һ���С��4)�ȵ��ʸߡ����ݴ�ͳ�Ĵ�������[7]��������ϵ��BeO��SiC��AlN���մɲ��ϣ��������ȵ��ʲ����ڽ����ġ���ˣ��մɻ�Ƭ���ϱ��㷺Ӧ���ں��ա�����;��¹��̵ĸ߿ɿ�����Ƶ�����¡�ǿ�����ԵIJ�Ʒ�� װ[1]��
�մɻ�Ƭ���ϵķ�װһ��Ϊ����մɻ�Ƭ��װ���ü���Դ��1961��PARK���������ӹ��գ��������㷺�����ڻ�ϼ��ɵ�·(HIC)�Ͷ�оƬģ��(MCM)�մɷ�װ[8]����20����60��������������ձ��ȷ����������Ƴ���Ƭ����մɻ�Ƭ��װ���Ϻ��գ��մɻ�Ƭ�Ѿ���Ϊ�����Ϲ㷺Ӧ�õļ��ָ����մ�֮һ�������ձ��������������մɻ�Ƭ��������Լռȫ��50%[1, 3]��Ŀǰ���о�Ӧ���������մɻ�Ƭ������Al2O3��Ƭ�����������õĵ������ܺ���ѧ���ܡ�����Al2O3֮�⣬����A1N��BeO��Si3N4��SiC�ȡ�
1.2.1 Al2O3�մɻ�Ƭ
Al2O3�մ���ָ��Al2O3Ϊ��Ҫԭ�ϣ���-Al2O3Ϊ�����࣬Al2O3������75%(��������)���ϵĸ����մɡ�Al2O3�մɾ���ԭ����Դ�ḻ���۸��������еǿ�Ⱥ�Ӳ�Ƚϸߡ���Ե���ܡ����ȳ�����ܺͿ���ѧ��ʴ�������á��ߴ羫�ȸߡ�������������õ�һϵ���ŵ㣬��һ���ۺ����ܽϺõ��մɻ�Ƭ����[1]��Al2O3�մɻ�Ƭ�㷺Ӧ���ڵ��ӹ�ҵ��ռ�մɻ�Ƭ������90%���ѳ�Ϊ���ӹ�ҵ����ȱ�ٵIJ���[3]��
����1929�꣬�¹������ӹ�˾(SIEMENS)�ͳɹ�������Al2O3�մɣ�����1932�귢���о��ɹ���1933�꿪ʼ���й�ҵ���������˺���������˾Ҳ����о�����Al2O3�մɣ�1934�꣬����AC��˾���������ս����֮����������ʮ�ҹ�˾��ʼ������Al2O3�մɵ��о�����������Al2O3�մ��ϵ���Ҫ�����й�Ӫ�Ͼ�772������Ӫ�ɶ�715����֣�����������˵��������ܳ���[1, 3]��
Ŀǰʹ�õ�Al2O3�մɻ�Ƭ�����ö���Ƭ��Al2O3�ĺ���ռ85.0%~99.5%(��������)��Al2O3��������˵��Ե���ܡ��ȵ��ʺ��ͳ�����ܶ���������ߣ���ͬʱ�ᵼ���ս��¶ȵ������������ɱ�����[1]��Ϊ�˽����ս��¶ȣ�ͬʱ��֤Al2O3�մɻ�Ƭ����ѧ���ܺ͵����ܣ�������Ҫ����һ�������ս���������B2O3[9]��MgO��CaO��SiO2��TiO2[10-12]��Nb2O5[13]��Cr2O3[14]�� CuO[15]��Y2O3��La2O3��Sm2O3[16]�Ƚ������������ٽ��սᡣ
���������������մɻ�Ƭ����Ҫ�о��������³��ͷ����ij��Ժ��ս��������Ż���Ŀǰ���������մɻ�Ƭ����Ҫ���ͷ�����ˮ�����ӷ�[17]��ˮ������עģ������[18]�������л����ӳ��ͷ������Ż�����ȥ����ˮ�����л��ܼ����ȿɽ��������ɱ��������ڻ�����ͬʱ��ˮ������עģ����������ʡȥ��������ӻ��豸�����üIJ��������ģ��װ�ã����������̣����������ɱ����κ�һ���մɵ��ս����������������Ϻͻ�������֣��ֱ��ӦҺ���ս������ȱ�ݻ������һ���ս�����ռ�����ϵ�0.1%~5.0%(��������)�����ۼ�ռ�ս�����������80%(��������)�����Լռ20%���������մɵ��ս�������ϵ��CaO- MgO-SiO2(CMS)������ϵ[19]��MeO-B2O3- SiO2(MeO��ָ�������������������Ҫ��ָMgO��CaO)����������ϵ���Լ�Li2O��MnO2��ZnO��Cr2O3��[9]�����У�������ϵ�������ϣ��������������ǻ�������⣬�����о�����[20-21]������TiO2������Al2O3�Լ�����ϡ��������(Y2O3��Sm2O3��La2O3��)�����ӿ����Al2O3�մɵ��ս���ԡ������ս��¶ȣ��ҵ�����TiO2�ļ�����Ϊ2%(��������)ʱ������Ч���Ϻá�
Ŀǰ����ȻAl2O3�մɻ�Ƭ�IJ����ࡢӦ�ù㣬�������ȵ���(99�ɵ��ȵ���Ϊ29W/(m��K))�ϵͣ�������ϵ��(7.2��10-6/��)��Թ赥��(Si��������ϵ��Ϊ(3.6~4.0)��10-6/��)����ƫ�ߣ���Al2O3�մɻ�Ƭ�ڸ�Ƶ�����ʡ������ģ���ɵ�·�е�ʹ���ܵ����ơ�
1.2.2 AlN�մɻ�Ƭ
AlN����ľ�����Ϊa=0.3110 nm��c=0.4890 nm����������ϵ������[AlN4]������Ϊ�ṹ��Ԫ����п�����ۼ�������˽ṹ�������������������ܡ������ܺ���ѧ���ܵ�[22]��AlN�մɺܺõĵ�������(�����ϵ���AlN���ȵ��ʿ��Ըߴ�320 W/(m��K)����ʵ������ྦྷA1N�մɵ��ȵ���Ϊ30~260 W/(m��K))���ϵ͵Ľ�糣���Լ���Si��SiC��GaAs�Ȱ뵼�������ƥ���������ϵ��(AlN��������ϵ��Ϊ(3.8~4.4)��10-6/�棬Si��Ϊ(3.6~4.0)��l0-6/�棬GaAs��Ϊ6��10-6/��)���ŵ�[23]��ʹ���Ϊ��һ����Ƭ��������ϣ����ܹ�����ѧ��������
����20����80������ڣ�������һЩ������ҾͿ�ʼ����AlN��Ƭ���о��Ϳ����������ձ���չ�����磬����Ҳ����죬1983������Ƴ��ȵ���Ϊ95 W/(m?K)����AlN�մɺ�260 W/(m��K)��AlN�մɻ�Ƭ�����Ҵ�1984�꿪ʼ�ƹ�Ӧ�ã�1985���ڼ�����Ҫ���ӹ�˾(�綫֥���ձ�������������)��Ӧ�ñȽϹ㷺[24]��Ŀǰ���ձ�����AlN���������Ĺ�˾��Ҫ��KYOCERA��NTK����ɽ�ܴ������ҵ��������ѧ��ҵ��������ѹ��ѧ�ȡ��ձ����ڿ���AlN��װ�մɵĹ�˾�о��ա��ձ�������ҵ��ס�ѽ�����ҵ����ʿͨ����֥���ձ������ȡ�����AlN�մɷ�װ���ϵ�����������Ҫ�У���Ӫ�ɶ�715�����й����ӿƼ����Ź�˾��43�о���������Ժ�����մ��о������������˵��������ܳ����Ͼ�����ѧԺ���������ӿ������ĵ�[5]��
��������AlN�մɵ��о��ص���ת���һ���Ŀ�����Ӧ�ã������ս�۵��Ʊ����ս����������̽�֡�AlN����ĺϳɣ�Ŀǰ�о������ǽ���Al��ֱ�ӵ�������Al2O3̼�Ȼ�ԭ������ѧ������������ܽ�-�������������Ӻϳɷ���5�֣����У���ѧ������������ܽ�-�������������Ʊ��ߴ���ϸ��AlN���壬��ԭ�ϼ۸��˽��й�ҵ����������Al2O3̼�Ȼ�ԭ��������ԭ�Ϸ��㡢�豸����Ӧ���ơ����Ʒ��������������ص㣬�ѳ�Ϊ��Ҫ�Ĺ�ҵ����������[23]�����⣬�ս��������棬����AlN������������ǿ���������������AlN�����У��γ�����λ[25]��
Al2O3��Al+ON+VAl (1)
ʽ�У�VAl��ʾ����λ��ON��ʾȡ��AlN������Nλ��O������������λɢ�����ӣ��������ӵ�ƽ�����ɳ̣��Ӷ������ȵ����½�����ˣ���AlN�մɵ��ս�����У���Ҫ�ﵽ�����սᡢ�������ʺ�������Ҫ�����¶ȡ����ٳɱ�����ѡ���ʵ����ս������ǹؼ���
һ����ԣ���Ϊ���������մɵ��ս���������Ҫ��������������ã�һ���γɵ��۵����࣬ʵ��Һ���սᣬ�����ս��¶ȣ��ٽ��������ܻ��������뾧���е�������������Ӧ��ʹ��������������������ȵ��ʡ�ʵ���о�����[23]��Y2O3��CaO��Li2O��BaO��MgO��SrO2��La2O3��HfO2��CeO2����Ч�ٽ�AlN�մɵ��սᣬ������Ԫ��ϵY2O3-CaO-Li2O�DZȽ�������ս�������ϵ��֣���[26]�Ѿ����ø��ս���ϵ����1 600 ���ս�6 h�õ����ȵ���Ϊ(172 W/(m��K))��ǿ��Ϊ(450 MPa)��AlN�մ�������
1.2.3 BeO�մɻ�Ƭ
BeO����ľ�����Ϊa=2.695?��c=4.390?���Ǽ���������������Ψһ��������п��ṹ(Wurtzite)������BeO������п���ͺ�ǿ���ۼ��ṹ��������Է��������ܵͣ���ˣ�BeO���м��ߵ��ȵ��ʡ����ֽ�ʹ�õ��մɲ����У�������BeO���ȵ�����ߣ���Al2O3�մɸ�һ��������[27]��������[28]����������Ϊ99%���ϡ����ܶȴ�99%���ϵ�BeO�մɣ��������ȵ��ʿɴ�310 W/(m��K)����������ϵ��ȵ���ʮ�����������BeO��������ߣ����ȵ����������Ź����¶Ƚ�һ�����ߣ����ȵ������½�����Լ600 ��Ĺ����¶ȷ�Χ�ڣ�BeO�մ�ƽ���ȵ���Ϊ206.67 W/(m��K)���������¶ȴﵽ800 ��ʱ�����ȵ�����A12O3�մɵ��൱[29]��
�����BeO�մɵ��о����磬ȡ����һЩ�ɹ���AITKEN[30]�о�BeO�մɵ�ǰ���ս���������ֹ��ղ�����Ӱ�죬��Ϊ����������MgO���ս��дٽ����á�DUDERSTADT��WHITE[31]��Ϊ������0.5%(��������)��MgO��������ս����ʣ�����ZrO2������ֹ������������á� FELTEN[32]�о����֣�CaO��SrO��TiO2���ھ����߽��γ������࣬ͬʱ�ٽ��������� ClARE[33]����BeO�մɵ��սᶯ��ѧ����Ϊ��ͨ�������ɢ�ﵽ���ܻ��ս��Ŀ�ġ��о�����[34]������1%(��������)Fe2O3��Ϊ�ս���������������ʹ�����ս��BeO��ĩ��1 500 ��ﵽ�����ܶȵ�90%��
�����꣬������BeO�մ��ս���������ȡ����һЩ�ɹ�����־�յ�[35]�����ܽ�-����(Sol-Gel)���Ʊ��ߴ��ߵ���BeO�մ���MgO-Al2O3-SiO2ϵ�����ս��������۵�ԼΪ1 370 �棬���ø÷�����1 550 �����ҿ���¯�оͿ��ս���ܶȲ�С��2.93 g/cm3���ȵ��ʴ���280 W/(m��K)������ǿ�ȴ���200 MPa�ĸ����ܸߴ�99BeO�մɲ��ϡ����ܻ���[36]�о����֣�����0.1%(��������)��0.5%(��������)��Tb4O7�ܹ����99BeO�մɵ��ȵ��ʣ���ֵ�ֱ�ﵽ228 W/(m��K)��295 W/(m��K)������CeO2��Nd2O3�ܹ����99BeO�մɵ��ܶȣ���1 630 ��Ŀ���¯���սᣬ�ܶȷֱ�ﵽ2.939��2.927 g/cm3��
��������Ҫ����������BeO�մɵ�������������˵��������������BeO�մɲ�Ʒ���������������ߡ�����������õĹ��ҡ�������������BeO�մɵĹ�˾������(Lava)��˾������(National)BeO��˾������(Coors)��˾��Ŀǰ�������е��в���ʲΤ����(Brush Welman)��˾���������(Accuratus)��˾��IJ�о�Ժ(IJ Research)�Ϳ����п�(Cronics)��˾�ȣ����к������ص��ǽ�������������Σ�����������BeO�մɹ�ģ�ϴ��ߵ���������˹̹���ڶ���˹������(Ulbinsky Metal Factory)���ձ����ڶ�BeO�ۺ�BeO�մɶ����������о��Ͳ�ҵ���Ĺ���������ס�ѡ����ɡ�NGK�Ͱ��ӹ�˾��������BeO�մɣ����Ҿ��нϺõļ������ܡ����ӹ�˾�����BeO�մ��ȵ��ʷ�����о����г�Ч�����ڽ���BeO�о��������ĵ�λ��Ҫ�к���ˮ��ɽ����ұ����(����Ψһ������)���Ϻ����������մɳ����Ĵ��˱����������մɳ�(799��)���й����ӿƼ����Ź�˾��ʮ���о�����[37]��
BeO����ȱ���Ǿ��к�ǿ�Ķ��ԣ���������������¼��Է��ף��������������������β������⣬BeO�۵�Ϊ(2 570��20) �棬��BeO�մɵ��ս��¶ȴ�1 900 �����ϣ�ʹ���������ɱ��ϸߡ���������ԭ�������������ƹ�Ӧ���ܵ����ơ�����ʱ������ͨѶ�ͺ��յ����豸�У�Ϊ��ߵ��ȡ���Ƶ���ԣ��Բ���BeO�մɻ�Ƭ��������Ϳ���BeO���������ڷɻ�����װ�õĿ���ϵͳ�����⸣�غ�ͨ�õ�������˾���������װ����ʹ����Ϳ������BeO��Ƭ[37]��
1.2.4 SiC�մɻ�Ƭ
SiC��������кܸߵ��ȵ��ʣ�������[38]��������SiC�����������µ��ȵ��ʸߴ�490 W/(m��K)�������ھ���ȡ��IJ��죬�ྦྷSiC�մɵ��ȵ���ֻ��67 W/(m��K)�����⣬SiC��Ե�̶ȵͣ��ҽ����Ĵ�Ƶ���Բ��ˣ�SiC��Ϊ��·��Ƭ���ϣ�������һֱ�о��ý��١����ǣ��ڽ�SiC��������������о��У���������ط��֣�����SiCΪ���IJ����м���һ������BeO�����Խϴ�̶ȵظ������Ե���ܺͽ�����ܡ��о��������[38]����SiC����������һ������BeO��һ���棬�������SiC�ľ�����裬��ʹ�γɸ����ݵľ��磬����߾�Ե���ܺ��ƽ�����Ե�Ŀ�ģ���һ���棬��������ս�����SiC�����ڲ����е�����ȣ���ǿ�����ĶԳ��ԣ�������ȵ��ʡ�
20����80������ձ�������������չ�����о���һ�־��иߵ��ȡ��߾�Ե�͵��������ܵ�����SiC�մɲ��ϣ���Ϊ��-SC-101�մɻ�Ƭ���û�Ƭ���ϵ��ȵ���Ϊ270 W/(m��K)����Ե�����ʴ���1013 ?��cm������ϵ��Ϊ3.7��10-6/�棬�ӽ��������ϵ��(3.6~4.0)��l0-6/�棬���нϼѵ�ƥ���ԡ�������[7]��������-SC-101�մɻ�Ƭ���ϵ���ʱ��ƽ���ȵ��ʾ�ֵ����BeO��Al2O3�ģ�������BeO��Al2O3��ȣ���-SC-101�մɻ�Ƭ������������������ƥ����á����⣬ZHOU ��[38]����SiC���Ӽ�������о�����������������Y2O3��La2O3�����������սᡢ�˻�ɻ���ȵ���Ϊ242 W/(m��K)��SiC�մ��塣
��SiC�մɻ�Ƭ���ϣ������������ƫ�ͣ���糣��ƫ������Ϊ��װ��Ƭ���ϣ����ǣ����ھ����Ժ��SiC���ϣ�����������-SC-101���Ϳ����������ģ���ɵ�·�ľ�Ե��Ƭ���Ϻ�ɢ�Ȱ壬�ر�����Ϊ��Ƭ����ʹ�ã�������������
1.2.5 Si3N4�մɻ�Ƭ
����Si3N4�մ��������ѧ���ܣ�һֱ��������ѧ�����߶�������Ϊ�ṹ�����о��������������ܵ��о����١�������Si3N4Ӧ���ڷ��������ʱ���������ܱ㲻�ݺ��ӡ�һ���棬���ȵ����մɲ��Ͽ�����Ϊ���Ȳ��ϣ������ܺģ���һ���棬���ȵ����մɲ�����������ϵͳ�Ŀ������ԡ�
1995����ǰ��Si3N4�����µ��ȵ���Ϊ20~70 W/(m��K)��Զ����AlN��SiC���ȵ���ֵ����ˣ�Si3N4�ĵ�������һֱû���������ǵ�ע�⡣���Ǹ��ݴ�ͳ�Ĵ������ۣ�Si3N4�մɳ�����ṹ�Ƚϸ����⣬�������������㣬�����б�����[39]��Si3N4����ṹ�ĸ����Բ���Ӱ�����ȵ��ʡ�HIROSAKI��[40]�ѳɹ���ʵ�����Ƶ��ȵ���Ϊ122 W/(m��K)��Si3N4�մɣ��ü����Ĺؼ����£�1)ѡ����Si3N4�γɹ���������Ӽ������ڵ�ȱ�ݻ�����ӽ���ɢ�䣬�������ӵ�ƽ�����ɳ̣��Ӷ�����Si3N4�մɲ��ϵ��ȵ��ʣ���ˣ���������Ӽ�����ò�Ҫ�γɹ����塣2)���Ӽ��ļ������������١����ں��貣������ȵ���Զ����Si3N4�ģ���ˣ����Ӽ��;����ຬ������Ӱ��Si3N4�մɵ��ȵ��ʡ�3)����ս��¶�(2 200 ��)�ٽ���������������������ʵ�ֲ�ҵ����Ŀǰ��Ҫ��ͨ��ѡ���ʵ�������Si3N4ԭ�Ϸۡ������ս��������־����ٽ���-Si3N4��������[40-41]�����⣬Si3N4�մ������ŵ����������ϵ���ͣ����մɲ����У���SiO2(ʯӢ)�⣬Si3N4��������ϵ����������͵ģ�Ϊ3.2��10-6/�棬ԼΪAl2O3��1/3�������������Բ�(��糣��Ϊ8.3��������Ϊ0.001~0.1)�������ɱ�Ҳƫ�ߣ���������Ϊ���ӷ�װ�մɻ�Ƭ��Ӧ�á�
2 ��Ƭ�մɳ����ոſ����о� ��״
�մɲ��Ͼ�������������ص㣬�������ڴ���մɲ��϶��Ǹ�Ӳ�ȴ��Բ��ϣ���ˣ������ӹ������ѡ��������о���ͳ��[6]���մɻ��ӹ��ijɱ�����ռ���մɲ��������ɱ���1/3~2/3�����ҹ���ijȨ���о�������Ϊ���ձ����մ��о�����֮���Դ����������ȵ�λ����Ҫ����Ϊ���մɳ��ͼ������ɼ����մɳ����ղ����Dz�����ƺͲ����䷽ʵ�ֵ�ǰ�ᣬ���ҿ�������߲��Ͽɿ��Ե�ͬʱ��������ɱ���
�����ǽ��մɷ��ϼ����ܻ������Ƴ����ϣ�����һ���ӹ����ض���״����Ĺ���[42]������ʵ�ֲ�Ʒ�ṹ����״��������ƵĹؼ�����֮һ���������ϵ����ʲ�ͬ�����ͷ������¿ɷ�Ϊ�ɷ����͡��ܷ����ͺ���������3�֣���ʱ���ܷ����ͺ���������ͳ��Ϊʪ�����͡��ɷ�������Ҫ������ѹ�͵Ⱦ�ѹ���ͣ������ڼ������̬�մɲ������Ʊ��еõ��˹㷺��Ӧ�ã����ڳ����Ӳ���ʱ�����������ѣ��ҳߴ羫�Ⱥ��ڲ�������Ҳ�ܵ�����[43]����ͳ��ʪ�����Ͱ�����Ĥ���͡����Ƴ��͡�ע�����͡�ע����͡���ѹ�������Լ����ӳ��͵ȡ�����ʪ���������õ����Ͼ���һ���������ԣ����Ծ��ȵس���ģ�ߣ���ˣ�����˸ɷ����͵ļ����ѵ㣬��������������״���ӵ���Ʒ�����ҿ��Ի�ø��ܶȵ����塣�������������д���Һ��(�л���)�Ĵ��ڣ�ʹ��������������ϴ����ײ������κͿ��ѵ����⣬��ˣ�����֤��Ʒ��״�ͳߴ�ľ�ȷ��[44]��
20����80�����һЩ���Ͽ�ѧ�����ߴӽ��廯ѧ���۳���̽��������彬���й������������;����ϣ���Դ����������ʪ�������д��ڵ����⣬��ʵ�ֽ����ߴ���͡�20����90��������Ⱥ��з���һϵ�н����ߴ���ͼ��������������ע����͡���̬��עģ���͡��¶��յ��������͡�����עģ���ͺ�ֱ������עģ���͵�[45]��������ߴ����Ե����������������ʵ���ҷ���������עģ�����պ���ʿ����������ѧ������ֱ������עģ���ͼ�����ǰ��ͨ���ڽ����м���������л����塢���������������ѽ���ע��ģ�ߺ�ͨ���ı��¶ȣ�ʹ�л�����ۺϣ��γɸ߷�������ṹ���������մɷ�������Ľ��ϰ������ڣ�ʹ����ԭλ�̻����γ����塣����ͨ��ij�ֻ���ʹԤ�ȼӵ������е��������ʷ�����ѧ��Ӧ�����ɴ��������ӻ�۽������ӣ��Ӷ�����ı佬�ϵĦƵ�λ��ʹ��������[44]�����������о������Ľ�̬�����պܶ࣬Ҳ�����ص㣬�����о���࣬Ӧ��������������עģ���ͺ�ֱ������עģ��̬ԭλ���̳��ͼ���[6, 43-49]�������մɳ��ͷ����дֶ��ܳ��ͱ�Ƭ�մɣ����ϳ���ij��ͷ�����Ҫ����Ĥ���͡����ӳ��ͺ�����עģ����[50-53]��
2.2.1 ��Ĥ����
��Ĥ����(Tape calendering)��һ�ַdz�����ı�Ƭ�մɳ����գ�������Ӧ�������ƴ�Ƭ���ݺͶ�ʯ���ݡ���·��Ƭ���մ����塣��Ĥ���͵������ص�֮һ�����������ͬʱ���С���Ĥ����ͨ���������� 1 mm���µ���Ƭ�������Ϊ0.15 mm���ҡ�ͨ�����ԽС����Ҫ�����ԽϸԽԲ��ճ�ϼ�Խ�ࡢ��������Խ�ߡ��մ���Ĥ����Ҫ������������������������ɣ�������ת��ʱ����������֮��Ĵ��ϲ����ܵ���ѹ��ʹ�����е�ÿ�����Ӷ��ܾ��ȵظ���һ��ϱ����л�ճ�������������ͣ�ļ�ѹ�£������е����ݲ��ϱ��ų���ˮ�ֲ��ϱ�������������������ȵı�Ƭ��Ĥ�����ɳ�Ƭ���������ߴ�����塣����Ĥ�����к��н϶��ճ�ϼ����ܼ��ȣ��ʸ����������ճ��������ȸ�ѹ���Ͳ�Ʒ���⣬���������Ĺ�����ʽ��ʹ����ֻ���ں�ȷ����ǰ�������ܵ���ѹ����ˣ���Ĥ����Ļ�еǿ�Ⱥ����ܶȾ��и������ԣ����ܾ���ε�����ѹ�������һ�ξ������µĶ�����������������������Ĥ���͵ķ۳���ȾС���Ͷ�ǿ�ȵͣ���Ƭ�������ܺã�ʹ������˹㷺Ӧ ��[42]��
2.2.2 ���ӳ���
���ӳ���(Tape-casting)�DZ�Ƭ�մɲ��ϵ�һ����Ҫ�����գ�1947�꣬HOWATT [54]�״ν����ӳ�����Ӧ�����մɳ���������1952����ר������ͳ�����ӳ����գ�������������һЩ�ŵ㣬�������÷�Χ�Ϲ㡢����ȱ�ݳߴ��С������Ч�ʽϸߡ���Ʒ���ܽ��ȶ��ȣ���ù㷺��Ӧ�á��䲻��֮������ʹ�õ��ܼ����л���������ӳɱ������ҶԻ���Ҳ��һ������Ⱦ(��ױ��Ͷ��ױ���)�����⣬���ڽ������л��ﺬ���ϸߣ������ܶȵͣ���֬�����������ױ��Σ���Ӱ���Ʒ��������ˣ�������ˮ�����ӷ�����˺ܴ�ķ�չ[55-58]��
����ˮ�����ӳ���������ˮ�����л����ܼ�����ˣ�ˮ�����ӳ��;��гɱ��͡�ʹ�ð�ȫ�ͱ��ڴ��ģ�������ŵ㣬��Ҳ�ɴ˲���һЩ���㣬��ˮ���մɷ��ϵ���ʪ���ܽϲ�ӷ���������ʱ�䳤�������������ѣ�Ӱ��������������մ���Ƭ�����Խϲǿ�Ȳ��ߣ����׳�������ȱ�ݵ�[57]����ν���������⣬�ǽ��ˮ�����ӳ����ƹ�Ӧ�õ�һ�������ؼ���
�����������Ͽ�ѧ������ͨ�����ϵ�Ŭ������ԭ�г��ͷ����Ļ����ϣ������˼����µ�ˮϵ���ӷ������գ������������ۺϳ����պ�ˮ���������ӳ����յ�[58]��ǰ����Ӧ������ԭλ�ۺϻ��ƣ��ڽ����м��������������������ۺ�������������ʱ�����ۺϷ�Ӧ��ʹ����ԭλ�̻��ﵽ���͵�Ŀ�ģ��Ӷ���ȥ��Ϊ���ӡ������³���ʧ�ܵĸ��﹤�ա����幤��������ͼ1��ʾ�������������л�����ľۺ�ԭ���������ӳ��͵ģ�����ŵ��ǽ��ͽ������л����ʹ�����������ỷ����Ⱦ�����������������ɱ��������ԭ�����������̺�����עģ���ƣ���֮ͬ�����ڽ����м����������ʹ�����ˮ���������ӳ����յĽ����������ӻ��ϳ��͵ģ�������עģ�����ǽ�����ע��ģ�ߣ��̶����͡���Ƚ϶��ԣ��������ӻ��Ϲ�����עģ��ģ�߲���Ʒ�ַ��࣬�۸�������ɽ��������ɱ���
2.2.3 ����עģ����
��������עģ���������Ʊ��մɣ����������������ʵ������20����90������������[59]������עģ�����յĻ���ԭ���ǣ��ڵ�ճ�ȸ߹�����������Ľ�������Һ�м����������л����壬Ȼ�����ô�������������ʹ�������е��л�����ۺϽ����γ���ά��״�ṹ���Ӷ�ʹҺ̬����ԭλ�̻����ͣ�Ȼ���ٽ�����ģ������Ž����սᣬ�õ�������մ����[59]���乤��������ͼ2��ʾ��
����עģ��Ϊһ�ֽ����ߴ���ͱ�Ƭ�մɵķ��������������ŵ㣺1) ���÷�Χ�㣬�����ڳ��ζ����մɲ��ϼ����ָ�����״�ͳߴ���մ������2) ���ڶ��ͺ�עģ��ȫ���룬����ʱ��̣�����������־��ȣ��ܶȾ��ȣ�ȱ���٣�3) ����עģ���ͽ��Ϲ������������(��50 %)������������ս�����С������ʵ�ֽ����ߴ���Σ�4) ����������ǿ�ȸߣ���ֱ�ӽ��л�е�ӹ���5) �豸������ģ�߲���Ʒ�ֶ������۸�������ɽ��ͳɱ�[60]������עģ�����ճ��õĵ���Ϊ��ϩ������������ΪN��N-�Ǽ�˫��ϩ������������Ϊ������泥�����ΪN��N��N��Nһ�ļ��Ҷ�李�����עģ���յIJ���֮�����ڣ�һ���棬ijЩ�л���������к�(���磬��ϩ�����������һ������������)�����Ի��������Ⱦ�����Ҫ���о��Ϳ����Ͷ�����������ϵ��л־����[61]������֬�Ǵ����ԭλ���̳����մɲ�������֬�Ǵ��������Ȼˮ�����������ʣ��Ի�������Ⱦ���´�����[18]�ڳ��õ���ͽ������Ļ����ϣ����ù������-�������ˮ��Һ��Ϊ����-��ԭ������������-��ԭ�������մɽ��ϵ���������Ӧ��������������Ч�ʸߡ��ɱ��͡��������������ã��Ի�������Ⱦ����һ���棬������עģ���ι����У�������Ӵ����ֵ�������沿����Ϊ����۶�������Ƥ��������Ӱ������ijߴ磬�������ձ������豸���ӣ��ɱ�����������������ijЩ�߷��ӵļ��������Ч����������עģ�����մ����������Ƥ���÷��������մɽ��ϵ����������һ���µ���֡�������ˮ���Ը߷��ӣ������ϩ������ͪ(PVP)���������ƺ͵��۵ȣ�������עģ���ι����У���Щ�߷��Ӿ����մ����������Ƥ������������ ��[61]��
�����������Ľ�������עģ�����ա�HMAM���պ��ȿ���ת������עģ������( TRG����)����չ�ֳ�����������HMAM������ʹ���ǻ�-��-��ϩ��( Hydoxymethylacrlamide�� HMAM) ������洫ͳע����������Ҫ�ĵ��壬�õ����ܹ���һ��������
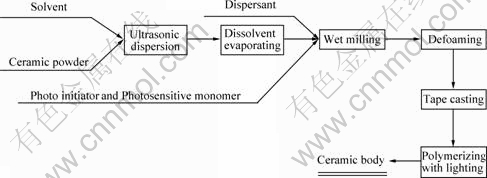
ͼ1 ���������ۺ����ӳ���������ͼ
Fig.1 Flow chart of UV-initiated polymerization casting process
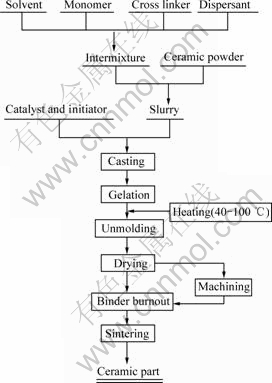
ͼ2 ����עģ��������ͼ
Fig.2 Flow chart of gel-casting process
�Խ����γ��������������ƵĽ���ճ�Ƚϵͣ�������������ϸߡ�����HMAM �������̺��ʪ���dz�������ģ������ʵ�ֹ�ģ���������ȿ���ת������עģ������(TRG����)��Ҫ�����л��������������ϣ�������ͳ������עģ���տ���ѧ��Ӧ�ۺ��������á����¶ȳ���ijһ��ֵʱ��������ϳ���������̬�������ڴ��¶�ʱ���л����γ��������ӣ���������ת��Ϊ����������ϵĹ�̬���ù��յ���Ҫ�ŵ��ǣ�����������������Ҫ��ʱ�����Լ������»������ã��Լ��ٷ�����л�����˷ѡ�����עģ�ķ�չ������Ҫ�ǻ����Ѻ���������ϵ�Ŀ�����
3 ����
Ϊ���������ϵͳС�ͻ����ͳɱ��Լ��ɿ��Ժ͵����ܲ�����ߵ��г���Ҫ�����ɿ��Ժá�ɢ�����������۸����˵Ķ���մɻ�Ƭ�����ǽ���൱��һ��ʱ���ڵķ�չ�ص㡣Al2O3�մɻ�Ƭ�����乤�ճ��졢�۸��������һ��ʱ����Ҳ��ռ����Ҫ��λ�������ȵ��ʲ�������⣬��Ӧ�÷�Χ�ܵ�һ�����ƣ����ȵ��ʵ�A1N��BeO��Si3N4��SiC�ȣ��ر����ۺ����ܽϺõ�AlN�մɣ��ڼ��ɵ�·��װ�����Ӧ�ý��õ���һ���ķ�չ��Ŀǰ����������Ʊ����գ��ڱ�֤���ȵ��ʵ�ǰ���£������ս��¶ȣ����������ɱ���̽�����ܸ��ɿ��Ľ��������յȡ�
��Ĥ�����ӳ��ͺ�����עģ�dz��õ�3�ֱ�Ƭ�մɳ����ա������������ӳ��ͺ�����עģ�����ջ�úܴ�չ����Ϊ��Ƭ�մɲ��ϵ���Ҫ���ͷ�������߳��ͼ����Ŀɿ��ԣ����ͳɱ���������������Ⱦ���������㹤ҵ��Ҫ���DZ�Ƭ�մɳ����ս��չ����ҪĿ�ꡣ���г��ͼ����IJ��ϸĽ�����ϣ��ǽ��Ƭ�մɳ��ͷ�������Ҫ��չ���ơ�
���մɻ�Ƭ�����о��õ���һ����չ��ͬʱ������͡��սᡢ�������ȼ�����ȻҲ��õ���һ���ĸĽ���ˮ������עģ�����ա���㹲�ռ�������Ǧ���Ͽ����ȶ�����úܴ�չ���մɻ�Ƭ����ȫ���������ս���һ�����ƣ���Ʒ���ܽ���һ����ߡ��ھ��ü��ɵ�·�������沨��������������������������������Ӧ�ã�����ø���ķ�չ��
REFERENCES
[1] ������, ¬����, ��־��. ���ӷ�װ���մɻ�Ƭ���ϵ��о���չ[J]. ���ϵ���, 2008, 22(11): 16-20.
ZHANG Zhao-sheng, LU Zhen-ya, CHEN Zhi-wu. Research progress in ceramic substrate material for electronic packaging [J]. Materials Review, 2008, 22(11): 16-20.
[2] ����, ��־��, ����ɽ, Ī�Ľ�, �� ��. ���ӷ�װ���ϵ��о���״����չ[J]. ���ϵ���, 2004, 18(6): 86-88.
YANG Hui-juan, WANG Zhi-fa, WANG Hai-shan, MO Wen-jian, GUO Lei. Present status and progress in study of electronic packaging materials [J]. Materials Review, 2004, 18(6): 86-88.
[3] �º�˳, �� ��, �� ��, ������. ���ӷ�װ�մɻ�Ƭ�����о���״[J]. �մ�, 2007(5): 24-27.
HAO Hong-shun, FU Peng, GONG Li, WANG Shu-hai. Recent achievement in research for electronic packaging ceramic substrate materials [J]. Ceramics, 2007(5): 24-27.
[4] �� ǿ, �ﶫ��, ���. ���ӷ�װ��Ƭ�����о���չ[J]. ���Ͽ�ѧ�빤��, 2000, 8(4): 66-72.
ZHANG Qiang, SUN Dong-li, WU Gao-hui. Recent achievements in research for electronic packaging substrate materials [J]. Material Science & Technology, 2000, 8(4): 66-72.
[5] �� ��, ������. ���ӷ�װ������״�뷢չ[J]. �²��ϲ�ҵ, 2003(3): 5-11.
ZHANG Chen, SHEN Neng-yu. Current status and progress of electronic packaging materials [J]. Advanced Materials Industry, 2003(3): 5-11.
[6] �� ��, ������. �������մɴ��¹��ա��մɽ�̬ע����ͼ���[J]. �й��մ�, 2006, 42(5): 42-43.
HUANG Yong, LONG Yue-yang. High performance ceramics innovation craft��The ceramic colloid injection takes shape the technology [J]. China Ceramics, 2006, 42(5): 42-43.
[7] ����ɽ, ������. �ߵ��Ȼ�Ƭ�����о��ſ�[J]. �մ�, 1989(5): 9-12.
LIU Chun-shan, ZHU Ming-hua. A review of research on substrate materials with high thermal conductivity [J]. Ceramics, 1989(5): 9-12.
[8] �����²���Ҫ����д��. �����²���Ҫ��[M]. ����: �й���ѧ����������, 1993.
The editorial committee of advanced materials. Introduction to advanced materials [M]. Beijing: China Science and Technology Press, 1993.
[9] �ĵº�, ������, �� ��. �е����������մɵ����ս��о����ս��������Ʊ�[J]. ��ҵ����, 2007, 36(1): 43-47.
XIA De-hong, WU Chuan-gu, DENG Na. A study on low-temperature sintering technology and sintering additive preparation for the mid-low concentration Al2O3 oxide ceramics [J]. Industrial Heating, 2007, 36(1): 43-47.
[10] PARK C W, YOON D Y. Effects of SiO2, CaO and MgO additions on the grain growth of alumina [J]. Journal of the American Ceramic Society, 2000, 83(10): 2605-2609.
[11] SUN J L, LIU C X, ZHANG X H, WANG B W, NI X Y. Effect of diopside addition on sintering and mechanical properties of alumina [J]. Ceramics International, 2009, 35: 1321-1325.
[12] WANG C J, HUANG C Y. Effect of TiO2 addition on the sintering behavior, hardness and fracture toughness of an ultrafine alumina [J]. Materials Science and Engineering A, 2008, 492: 306-310.
[13] DOS SANTOS W N, PAULIN FILHO P I, TAYLOR R. Effect of addition of niobium oxide on the thermal conductivity of alumina [J]. Journal of the European Ceramic Society, 1998, 18: 807-811.
[14] RIU D H, KONG Y M, KIM H E. Effect of Cr2O3 addition on microstructural evolution and mechanical properties of Al2O3 [J]. Journal of the European Ceramic Society, 2000, 20: 1475-1481.
[15] �� ��, ����ƽ, ����Ƽ, ��ʱ��, ��Ǻ�, �ܹ���. CuO-TiO2�������������ս��������մɵĻ���(��)[J]. �����о�ѧ��, 2009, 23(5): 534-542.
ZHANG Bin, WANG Huan-ping, MA Hong-ping, XU Shi-qing, LI Deng-hao, ZHOU Guang-miao. Mechanism of lowering the sintering temperature of A12O3 ceramic by the addition of CuO-TiO2(��)[J]. Chinese Journal of Materials Research, 2009, 23(5): 534-542.
[16] Ҧ�忡, �� ̩, ������, ��Ӣ. Y2O3, La2O3, Sm2O3�����������սἰ��ѧ���ܵ�Ӱ��[J]. �й�ϡ��ѧ��, 2005, 23(2): 158-164.
YAO Yi-jun, QIU Tai, JIAO Bao-xiang, SHEN Chun-ying. Effect of Y2O3, La2O3, Sm2O3 on behaviors of alumina ceramics[J]. Journal of Rare Earths, 2005, 23(2): 158-164.
[17] �»���. ˮϵ�����������մɻ�Ƭ���о�[J]. �й���ҵ�մ�, 2009, 16(1): 13-21.
CHEN Hua-long. Study on alumina ceramic substrates by aqueous tape casting process [J]. China Ceramic Industry, 2009, 16(1): 13-21.
[18] �´���, ���̫, ���ֻ�, �ڽ���. ˮ������ע���������������մɻ�Ƭ�Ĺؼ�����[J]. ��յ��Ӽ���, 2005(4): 4-8.
CHEN Da-ming, LI Bin-tai, DU Lin-hu, TONG Jian-feng. The key technology of alumina substrate produced by aqueous gel casting [J]. Vacuum Electronics, 2005(4): 4-8.
[19] ����Ρ. Һ���ս��������մɵ����ܻ�����[J]. ���ϵ���, 2005, 19(l): 393-395.
HUANG Xiao-wei. Mechanism of densification for alumina ceramic prepared by liquid phase sintering [J]. Materials Review, 2005, 19(l): 393-395.
[20] ����ƽ, ������, �����, Ѧ�Ķ�, �����. ����TiO2���Ӽ���Al2O3�մ��۽ṹ���ս����ܵ�Ӱ��[J]. ������ѧ��, 2008, 36(4): 494-497.
ZHANG Xi-ping, CHEN Shu-jiang, LI Guo-hua, XUE Wen-dong, SUN Jia-lin. Effect of nanosized TiO2 as additive on the microstructure and sintering characteristics of A12O3 ceramics[J]. Journal of the Chinese Ceramic Society, 2008, 36(4): 494-497.
[21] �� ��. �ߴ��������������մɵ��³�ѹ�ս��о�[D]. �Ϻ�: �Ϻ������о���, 2006: 13-14.
GUO Chao. Study on the sintering of high purity and high densification alumina ceramics at low temperature and normal atmosphere [D]. Shanghai: Shanghai Research Institute of Materials, 2006: 13-14.
[22] ������, �� ��. �ĵ��¶ȶԷ�Ӧ�ſؽ����Ʊ�AlN ѹ�籡Ĥ��Ӱ��[J]. ����Ԫ�������, 2005, 24(7): 47-49.
WANG Zhong-liang, LIU Qiao. AlN piezoelectric thin film prepared by reactive magnetron reactive sputtering [J]. Electronic Components and Materials, 2005, 24(7): 47-49.
[23] �� ��, ����Ⱥ, ���ճ�, �� ��, �� ��. AlN�մɻ�����ϵĵ������ܼ����Ʊ�����[J]. �й���ɫ����ѧ��, 2007, 17(11): 1729-1738.
WANG Chao, PENG Chao-qun, WANG Ri-chu, YU Kun, LI Chao. Typical properties and preparation technologies of AlN packaging material [J].The Chinese Journal of Nonferrous Matals, 2007, 17(11): 1729-1738.
[24] ʯ����, �� ��, �����. �ߵ��ȵ�������Ƭ���ϵ��о��� ״[J]. ������ͨ��, 1993(2): 37-42.
SHI Gong-qi, WANG Jian, DING Pei-dao. Present research situation of aluminum nitride substrate material with high thermal conductivity [J]. Bulletin of the Chinese Ceramic Society, 1993(2): 37-42.
[25] HARRIS J H, YOUNGMAN R A, TELLER R G. On the nature of the oxygen-related defect in aluminum nitride [J]. Journal of Material Research, 1990, 5(8): 1763-1767.
[26] ֣ ��, ϯ���, �ܾ���. AlN �����ս��������о���״[J]. ϡ�н��������빤��, 2001, 30(5): 396-398.
ZHENG Rui, XI Sheng-qi, ZHOU Jing-en. Development of the low-temperature sintered aids for AlN Ceramics [J]. Rare Metal Materials and Engineering, 2001, 30(5): 396-398.
[27] SLACK G A��AUSTRIAN S B. Thermal conductivity of BeO single crystals [J]. Journal of Applied Physics, 1971, 42(12): 4713-4717.
[28] ��¤��. ������յ�������ʵ�õĸߵ������մɵĽ�չ[J]. ��յ��Ӽ���, 1999, 2: 27-31.
GAO Long-qiao. The progress of the practical high thermal conductivity ceramics used in power vacuum electronic devices[J]. Vacuum Electronics, 1999, 2: 27-31.
[29] �ĵ���. BeO�մɵ��ս�����������ȵ��ʵ�Ӱ���о�[D]. ��ɳ: ���ϴ�ѧ, 2006: 2-3.
WEN Dan-hua. Study of the sintering additives and their influence on the thermal conductivity of beryllium oxide ceramics [D]. Changsha: Central South University, 2006: 2-3.
[30] AITKEN E A. Initial sintering kinetics of beryllium oxide [J]. Journal of the American Ceramic Society, 1960, 43: 627-633.
[31] DUDERSTADT E C��WHITE J F. Sintering BeO to variable density and grain sizes [J]. American Ceramic Society Bulletin, 1965, 44(11): 907-911.
[32] FELTEN E J. Sintering behavior of beryllium oxide [J]. Journal of the American Ceramic Society, 1961, 44(6): 251-255.
[33] CLARE T E. Sintering kinetics of beryllium oxide [J]. Journal of the American Ceramic Society, 1966, 49: 159-165.
[34] H?������, H?�����. �մ�ѧ[M]. ���հ�, ��. ����: �Ṥҵ������, 1989: 224-225.
SALMANG H, SCHOLZE H. Ceramics [M]. HUANG Zhao-bai, transl. Beijing: Light Industry Press, 1989: 224-225.
[35] ��־��, �ӳ�λ, ������, ������, ������, ������. �ߴ��ߵ���BeO�մɲ������ռ����о�[J]. ѹ��������, 2008, 30(1): 61-64.
LI Zhi-gang, ZHONG Chao-wei, ZHANG Shu-ren, WANG Hai-rong, TIAN Li-hong, CHU Qi-xiao. Study on sintering additive for high purity beryllium oxide ceramics with high thermal conductivity [J]. Piezoelectrics & Acoustooptics, 2008, 30(1): 61-64.
[36] ���ػ�, �ӳ�λ, ������, �� ��. ϡ�����Ӷ�99BeO�մ����ܵ�Ӱ��[J]. ��յ��Ӽ���, 2009(4): 66-69.
ZHANG Shao-hua, ZHONG Chao-wei, ZHANG Shu-ren, LIANG Jian. The influence of rare earth dopants upon properties of high purity beryllium oxide ceramics [J]. Vacuum Electronics, 2009(4): 66-69.
[37] ��¤��. BeO�մ�[M]. ����: ұ��ҵ������, 2006.
GAO Long-qiao. Beryllium oxide ceramics [M]. Beijing: Metallurgical Industry Press, 2006.
[38] ZHOU Y, HIRAO K S, WATARI K, YAMAUCHI Y, KANZAKI S. Thermal conductivity of silicon carbide densified with rare-earth oxide additives [J]. Journal of the European Ceramic Society, 2004, 24: 265-270.
[39] HAGGERTY J S, LIGHTFOOT A. Opportunities for enhancing the thermal conductivities of SiC and Si3N4 ceramics through improved processing [J]. Ceramic Engineering and Science Proceedings, 1995, 16: 475-478.
[40] HIROSAKI N, OKAMOTO Y, MANKATO F, AKIMUNE Y. Effect of seeding on the thermal conductivity of self-reinforced silicon nitride [J]. Journal of the European Ceramic Society, 1999, 19(12): 2183-2187.
[41] �� ��, ����ɽ, �� ��, �ܺ�ƽ, �¿���. ��ϡ�����ռ��������մɵ��ȵ��ʡ�ǿ�ȼ���ѧ����[J]. ϡ�н��������빤�̣�2008, 37(Z1): 693-696.
ZHANG Jie, NING Xiao-shan, L? Xin, ZHOU He-ping, CHEN Ke-xin. Effect of rare-earth additives on thermal conductivity, mechanical and electrical properties of silicon nitride ceramics[J]. Rare metal Materials and Engineering, 2008, 37(Z1): 693-696.
[42] ������, �� ��, ������, �����. ���̽ṹ�մ�[M]. ���: ����ѧ������, 2002: 61-81.
GUO Rui-song, CAI Shu, JI Hui-ming, WU Hou-zheng. Engineering structural ceramics [M]. Tianjin: Tianjin University Press, 2002: 61-81.
[43] ��³��, ˾�Ľ�, ����. �մɳ��ͼ������½�չ[J]. �ִ������մ�, 2002(1): 42-47.
YAN Lu-ting, SI Wen-jie, MIAO He-zhuo. New development in colloidal forming process for ceramics [J]. Advanced Ceramics, 2002(1): 42-47.
[44] ����ǿ. �����մɳ����յ�����[J]. ������ѧ��, 2001, 29(5): 466-470.
LI Mao-qiang. A discussion on ceramics forming technology [J]. Journal of the Chinese Ceramic Society, 2001, 29(5): 466-470.
[45] ׯ־ǿ, ������, ������. �մɳ����·�������Ӧ�õ��� ��[J]. �մ��о���ְҵ����, 2004, 1(2): 43-47.
ZHUANG Zhi-qiang, WANG Jian, LIU Yong. Research and discussion on new ceramic forming methods [J]. Ceramic Research and Vocational Education, 2004, 1(2): 43-47.
[46] ���羲, �� �. �մɽ�̬���ͷ����о��½�չ[J]. �ͻ����, 2005, 39(2): 135-139.
LI Shu-jing, LI Nan. New development in colloidal processing technique for ceramics [J]. Fire-proof Material, 2005, 39(2): 135-139.
[47] �� ��. �մɽ�̬ע������¹���[J]. ���ϵ���, 2001, 15(2): 41-42.
HUANG Yong. New technology of cooloidal injection forming process for ceramics [J]. Materials Review, 2001, 15(2): 41-42.
[48] ��ѧ��, ֣��ͦ, ���ܲ�. �Ƚ��մɲ��Ͻ�̬�������о���չ[J]. ����Ϲ���, 2006(1): 16-20.
ZHANG Xue-jun, ZHENG Yong-ting, HAN Jie-cai. Colloidal forming process of advanced ceramics [J]. Aerospace Materials & Technology, 2006(1): 16-20.
[49] HUANG Yong, ZHANG Li-ming, YANG Jin-long, XIE Zhi-peng, WANG Chang-an, CHEN Rui-feng. Research progress of new colloidal forming progress for advanced ceramics [J]. Journal of the Chinese Ceramic Society, 2007, 35(2): 129-136.
[50] �� ��. �մ���Ĥ������ȱ�ݵ��������[J]. �������մ�, 2003, 13(4): 38-39.
LIN Na. Analysis the cause of defects in tape calendaring process for ceramics [J]. Jingdezhen Ceramics, 2003, 13(4): 38-39.
[51] ������, ����, ���, ����Ƽ. ��Ĥ����YSZ����ʱ�Ƭ����[J]. ���, 2004, 34(3): 207-208.
HAN Min-fang, YANG Cui-bai, LI Bo-tao, PENG Su-ping. Properties of YSZ electrolyte thin film by tape calendaring process [J]. Battery Bimonthly, 2004, 34(3): 207-208.
[52] �� ��, ����Ƽ, �ܶ���. ƬʽBaTiO3��PTCR��Ƭ���Ʊ����սṤ�յ��о�[J]. ѹ��������, 2005, 27(3): 267-269.
LIU Huan, GONG Shu-ping, ZHOU Dong-xiang. Study on preparation and sinter-system of BaTiO3-based chip PTCR[J]. Piezoelectrics & Acoustooptics, 2005, 27(3): 267-269.
[53] ֣־ƽ, �ܶ���, ����Ƽ, ������, ������. �����ն�ƬʽPTCR��������Ƭ���ܵ�Ӱ��[J]. ���ܲ���, 2005, 36(2): 252-255.
ZHENG Zhi-ping, ZHOU Dong-xiang, GONG Shu-ping, LIU Huan, HU Yun-xiang. Effects of forming process on the characteristics of green tape and chip ceramic of PTCR [J]. Journal Functional Materials, 2005, 36(2): 252-255.
[54] HOWATT G N. Method of producing high-dielectric high- insulation ceramic plates: US 2582993F[P].1952-10-06.
[55] ��ѧ��, ŷ������, ����, ��־��, ������, ������. ˮ�����ӹ����Ʊ��մɲ��ϵ��о�[J]. ������ͨ��, 2004(2): 40-43.
CUI Xue-min, OYANG Shi-xi, HUANG Yong, XU Zhi-yong, WU Li-feng, WANG Chang-an. Study on preparation of ceramics by aqueous tape casting process[J]. Bulletin of the Chinese Ceramic Society, 2004(2): 40-43.
[56] ���, �ǹھ�, ��־��. ���ӷ��Ʊ��մɱ�Ƭ���о��� չ[J]. ������ͨ��, 2004(2): 44-47.
LI Dong-yun, QIAO Guan-jun, JIN Zhi-hao. Research development of ceramic slice by tape��casting technique[J]. Bulletin of the Chinese Ceramic Society, 2004 (2): 44-47.
[57] ���ܴ�, ���, ���. �մɲ���ˮ�����ӳ������о���չ[J]. ���ϵ���, 2006, 20(Z7): 387-389.
LI Shao-chun, LI Dong-yun, YANG Hui. Research progress in aqueous tape casting of ceramic materials [J]. Materials Review, 2006, 20(Z7): 387-389.
[58] ��ռ��, ����ϼ, ��־��, ������. �մɱ�Ƭ�����ӳ����ո���[J]. ���ϵ���, 2009, 23(5): 43-47.
SONG Zhan-yong, DONG Gui-xia, YANG Zhi-min, MA Shu-wang. Summary of ceramic slice processed by tape-casting [J]. Materials Review, 2009, 23(5): 43-47.
[59] OMATET O O. Gel-casting��A new ceramic forming process[J]. Ceramic Bulletin, 1991, 70(10): 1642-1649.
[60] �����, ������, ������, ��ͮ��. �մ�����עģ�����յ��о���չ[J]. ���ϵ���, 2007, 21(5): 36-39.
LI Cheng-liang, ZHAO Xing-yu, GUO Wei-li, LIANG Tong-xiang. Research progress in ceramic gel-casting process [J]. Materials Review, 2007, 21(5): 36-39.
[61] л־��, �����, ������, �ơ���. ��֬��������������մ�ԭλ���̳����е�Ӧ��[J]. ������ѧ��, 1999, 27(1): 16-21.
XIE Zhi-peng, YANG Jin-long, CHEN Ya-li, HUANG Yong. Application of agarose gel molecules to in-situ ceramic consolidation molding process [J]. Journal of the Chinese Ceramic Society, 1999, 27(1): 16-21.
[62] �ž���, �Ρ���, ʷ����, �����. ����עģ���μ������о��뷢չ[J]. �մ�, 2006(1): 19-23.
DU Jing-hong, SONG Ning, SHI Qing-nan, SUN Jia-lin. Research and development of gel-casting [J]. Ceramics, 2006(1): 19-23.
(�༭ ������)
�ո����ڣ�2010-04-20�������ڣ�2010-06-10
ͨ�����ߣ�����Ⱥ�����ڣ���ʿ���绰��0731-88877197��E-mail��pcq2005@163.com
