
DOI: 10.11817/j.issn.1672-7207.2017.01.016
�������ֱ���ֲڶ�Ӱ�����ؼ����Ʋ���
�춬1���Ž�1����鲨1�������2��¬����2��������2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. �人����(����)��˾������ �人��430083)
ժ Ҫ��
����ĥ����ò�Լ����ƽ�����Ĥ��ȵķֲ���������ʵ����Ӵ��Ĵ��ֱ���ֲڶ�����ģ�ͣ��о�����ȫ����������������ֲڶȵ�תӡ���̣���ʹ���������ݶ�ģ�ͽ�����֤�������������Ĵ��ֱ���ֲڶ�����ģ�ͣ�ȷ����ͬĥ���������Ĥ�����ֲڶ�Ra��ӡ�ʵ���Ϲ�ϵ���Դ˷������Ϻ�ȡ���������ǿ�ȡ�ѹ�����Լ������ٶȶԳ�Ʒ���ֱ���ֲڶȵ�Ӱ�졣�����Ե�����Ʒ����ѹ�����������ٶȵ��������ֱ���ֲڶȿ��Ʋ��ԡ��о����������ѹ���ʺ������ٶȶԱ���ֲڶȵ�תӡ��Ϊ������Ӱ�죬�ܹ���Ϊ���ڴ��ֱ���ֲڶȸ�ӡ�ʵ���Ҫ�ֶΡ�
�ؼ��ʣ�
��ͼ����ţ�TG335.12 ���ױ�־�룺A ���±�ţ�1672-7207(2017)01-0112-07
Influence factors and control strategy of cold rolled strip surface roughness
XU dong1, ZHANG Jie1, LI Hongbo1, FAN Qingguo2, LU Jinsong2, DONG Hailong2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Wuhan Iron & Steel (Group) Corp., Wuhan 430083, China)
Abstract: Based on the worn surface topography of EDT work roll and the distribution of lubrication oil at rolling interface, surface roughness generation model in cold rolling was established by finite element method. The proposed model was of well forecasting ability, and could accurately predict the surface roughness of cold rolled steel strip. The relationship between steel strip surface topography and the minimum lubrication oil thickness was analyzed by means of simulation results. In addition, according to the established relationship and the distribution of oil film thickness, the effect of rolling parameter on the generation of strip surface topography was obtained. Control strategy aiming at control the surface roughness of steel strip by adjusting the rolling speed and reduction ratio in S5 stand was proposed. The results show that reaction ratio and rolling speed have a significant impact on the process of surface roughness transfer.
Key words: cold rolling; surface roughness; transfer; control strategy
������ò��������������Ҫ�ı�������ָ��֮һ���Ըߵ��������ͼҵ����ij�ѹ����[1-2]��������[3-5]����Ϳ����Ϳ���������������[6]����ҪӰ�졣ʵ�������У�Ϊ�˿��ٸ�Ч�ز������ֱ�����ò�����ڴ��ֱ����������ƣ�һ��������ƽ���ֲڶ�Ra�Դ��ֱ�����ò���б���������ƽ���ֲڶ�Ra��ʵ������������Ҫ�ı�����ò����������Ҳ�������������д��ֱ�����ò����Ҫ�ı��ض�������������ֱ�����ò���ɹ���Ӱ�����ص����⣬�������顢�����߷�������Ԫ�����������Ҫ���о�������MA��[7]ͨ������ʵ�飬�Բ�ͬѹ��������ͬ�������µõ�������������ά������ò�����˲�������������ǰ�������ò���������ı仯�����˷������õ���ѹ�������������Ա�����òתӡ���̵�Ӱ����ɡ�SHI��[8]�û����߷������˴��о��״�ֲڷ������Ĵֲڶ�תӡ���⣬�ܽ��˾��о��״����ѹ�²��ƿ�����ֵı���������SHI��[9]�������о���ʹ������Ԫ����������Ծ�������ڵ����Ա���֮������ɱ���������仯���ڴ˻��������û����߷�������ƽ�����̴ֲڶȵ�תӡ���⡣KIJIMA��[10-11]����������òΪһϵ�а�Բ���壬��������òתӡ���̵�����Ԫģ�ͣ��ܽ��˲�ͬѹ�������±���ֲڶ�תӡ�Ĺ��ɡ�KIJIMA[12]ͨ��תӡ��������Ԫģ���ص�����������뾶�Ա���ֲڶ�תӡ���̵�Ӱ�졣����Щ�����òתӡ���̵�����Ԫģ���У������Ĵֲڱ�������������棬����ë��������ʵ�ı�����ò[13]���ڽϴ��࣬������Щģ���в�δ����������ò��ĥ����ˣ����ܷ����������������ڵĴֲڶ�תӡ�ص㡣��Դ��ֱ���ֲڶȵĿ������⣬һЩѧ��[14-16]���ú����ع�ķ����о����������̴��ֱ���ֲڶȵ����ɹ��ɣ��ڴ˻����Ͻ����˴��ֲִڶȵĿ���ģ�ͣ��ڹ�ҵ�ֳ�ȡ�������õ�Ч����������Ԥ��ģ�����ɲ������ݻع�����õ��ģ�һ����Ʒ��������ƹ��շ����ı䣬ģ�͵ľ��Ȳ��ܵõ���֤����ˣ�ͨ���Խϲ�������߽�������ʵ����Ӵ��Ĵ��ֱ���ֲڶ�����ģ�ͣ�������ƽ�����Ĥ��ȵķֲ��о��������ղ��������ɴ��ֱ���ֲڶȵ�Ӱ�죬�ڴ˻�����������ֱ���ֲڶȵĿ��Ʋ��ԡ�
1 �������ֱ���ֲڶ����ɹ��̽�ģ
�����ƹ����У�������Ӳ��ԶԶ���ڴ��ֵ�Ӳ�ȣ���ˣ����о��а���������ò��Ϊ���壬������Ϊ���Ա����塣��������ǰ4���ܵĹ��������澭��ĥ��ĥ�����ϻ�����ֲڶ���0.5 ��m���£����־���ǰ4���ܴ�ѹ���ʵ������γɵĴֲڶ������5���ܵ��ë������С����ˣ��ڽ�ģ�м���5������ڴ��Ĵ��ֱ���⻬���������ƽ���������������������ĥ��ģ��[17]�����ë����������ʵ�ʷ��۹��������Ʋ�ͬ���ȴ��ֵ�ĥ��Ԥ����ò��ͼ1��ʾ���ڴ������������У�����������˲�ѹ����ֱ��棬ʹ���ֲ������Ա��Σ��γ��������������״�İ��ӡ�ͬʱ���ڰ��ӵ���Χ��������¡���γɾ����������Ļ��α�Ե��ë�������ı�����ò�ڴ��ֱ��������תӡ��Ϊ�����γɴ��ֱ�����ò����Ҫ���̡�
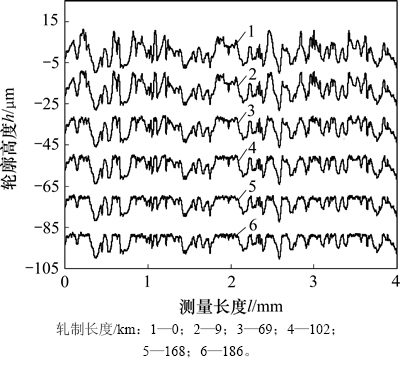
ͼ1 ���ë��������ĥ����ò
Fig. 1 Worn surface topographies of electrical discharge textured surface
ʹ������ԪMarc ����������ʵ����Ӵ��Ĵ��ֱ���ֲڶ�����ģ�͡���ģʱ������ĥ������õ���ë����������ĥ����ò����ģ�������ν�����ò�������㣬���ӳ��������ߴ����������������ֵIJ���ѡ����̼ͨ�ظ֣����ϵ���ģ��E=200 GPa�����ɱ� =0.3��Ϊ����㾫�ȣ����������ػ��ּ�����������ֹ����Ϊ���������֮���ƽ����϶�ﵽ��С��Ĥ��ȡ�ͼ2��ʾΪģ�ͼ���õ��Ĵ��ֱ��㵥Ԫ�ֲ����εĽ����������ɺ���ȡ���ֱ���ڵ�λ�����꼴Ϊ���ƺ�Ĵ��ֱ�����ò��
=0.3��Ϊ����㾫�ȣ����������ػ��ּ�����������ֹ����Ϊ���������֮���ƽ����϶�ﵽ��С��Ĥ��ȡ�ͼ2��ʾΪģ�ͼ���õ��Ĵ��ֱ��㵥Ԫ�ֲ����εĽ����������ɺ���ȡ���ֱ���ڵ�λ�����꼴Ϊ���ƺ�Ĵ��ֱ�����ò��
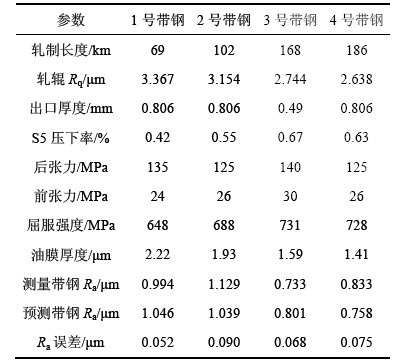
Ϊ����֤ģ�͵�ȷ�ԣ��Ե��ë���������������������ֱ���ֲڶȽ��и��ٲ�������¼�������ֵ��������ղ���(���1��ʾ)�������������ƹ��ղ���ͨ����ģ��[18]����õ������ƽ��洦��С��Ĥ��ȣ������������Ĵ��ֱ���ֲڶ�����ģ��Ԥ�������Ʋ�ͬ���ȴ����ֱ�����ò��Ԥ����ֱ���Ķ�ά������ͼ3��ʾ�������ڵ¹�����M1��Яʽ�ֲڶ��ǻ����Ͻ��ж��ο����������ò��������ϵͳ�Դ�����ò���м��[19]��Ϊ�˼��ٲ�����żȻ��ÿ�β�����չ���־�β����2����ͬ������У�ÿ�������Ϸֱ��ڱ߲�������λ�ý���3�β��������ս��ȡ6�β�����ƽ��ֵ���ֲڶȵ�Ԥ�������0.1 ��m���ڣ�������С��10%(���1��ʾ)��
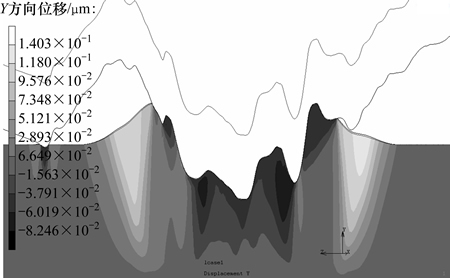
ͼ2 תӡ��������Ԫ�������
Fig. 2 Results after transfer action by finite element model
��1 �����������ڲ��ִ������ƹ��ղ���
Table 1 Rolling parameters of some strip during service cycles of roller
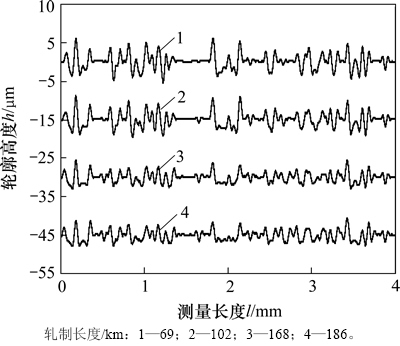
ͼ3 Ԥ����ֱ�����ò
Fig. 3 Predicted strip surface topographies
2 ���ƹ����Դ��ֱ���ֲڶȵ�Ӱ��
�����ƹ��̵�ijһʱ�̣����ƹ��������ı仯��������촦����С��Ĥ��ȷ����仯������С��Ĥ��Ⱦ����˴�ʱ����ֲڶȵĸ�ӡ�ʣ���ˣ����о����ƹ�����תӡ��ϵ��Ӱ��ʱ������ͨ������Ԫ����Ľ���������������ڲ�ͬĥ���������Ĥ�����Ra��ӡ�ʵĹ�ϵ����ͼ4��ʾ��
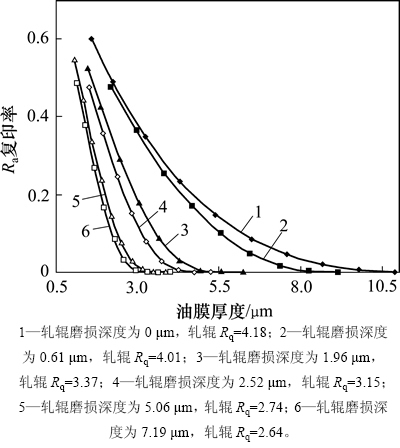
ͼ4 �������治ͬĥ���������Ĥ�����Ra��ӡ�ʵĹ�ϵ
Fig. 4 Relationship between FRa and oil thickness under different wear conditions
�����Ĵζ���ʽ�����ݵ������ϣ���������ϳ̶�R2��ʮ�ֽӽ�1����Ͻ�����£�
 (1)
(1)
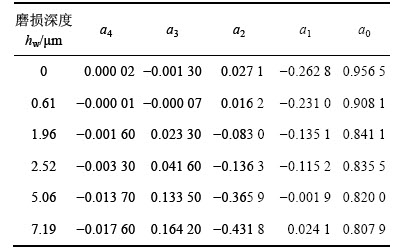
���У�FRaΪ����ֲڶȸ�ӡ�ʣ��Ǵ�������������ֲڶȵı�ֵ��hΪ��С��Ĥ��ȣ�ϵ��a0��a1��a2��a3��a4ȡֵ���2��ʾ��
��֪��ĥ�����hw��Ra��ӡ������Ĥ�����Ϲ�ϵʽ����ϵ��֮��Ĺ�ϵ��ͼ5��ʾ����ͼ5��֪������ϵ���ı仯���߽�Ϊƽ������ˣ�����ĥ����ȵ���Ϲ�ϵʽϵ���ɲ��ò�ֵ�ķ�����á�
��2 ������ͬĥ������µ����ϵ��
Table 2 Fitting coefficients under different hw
�����������ƽ������������Ra��ӡ������Ĥ��ȵĹ�ϵ�����������洦�ڲ�ͬĥ��״̬ʱ�����ϴ������Ժ����ƹ��ղ����Գ�Ʒ���ֱ���ֲڶȵ�Ӱ�졣
2.1 ���ϴ��ֶԳ�Ʒ���ֲִڶȵ�Ӱ��
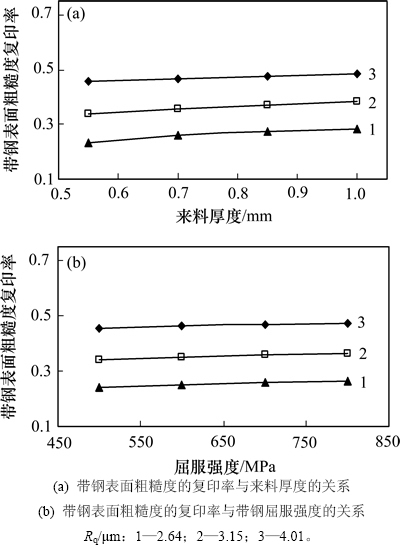
ͼ6��ʾΪʹ�õ��ë������������£����ϴ��ֶԳ�Ʒ���ֲִڶȸ�ӡ�ʵ�Ӱ�죬�������ϴ���Ӱ�����ذ�����ڴ��ֺ�Ⱥʹ�������ǿ�ȡ�
��ͼ6���Է��֣����������ڲ�ͬĥ��״̬ʱ�����ֱ���ֲڶȵĸ�ӡ�������Ϻ�Ⱥʹ�������ǿ�ȵı仯�����������Թ�ϵ������ͬ���������£�������ڴ��ֺ�ȵ����ӣ����ڴ��ֱ���ֲڶȵĸ�ӡ�������ӣ����Ŵ�������ǿ�ȵ����ӣ����ڴ��ֱ���ֲڶȵĸ�ӡ��Ҳ�����ӡ�˵������ͬ����£����Ϻ�Ƚϴ�����ǿ�ȽϸߵĴ��ֱȽ�����ýϴ�Ĵֲڶȸ�ӡ�ʡ�ͬʱ���������������ĥ�𣬵���������Rq��4.01 ��m���͵�2.64 ��mʱ�����ֱ���ֲڶȵĸ�ӡ�ʶ����Ϻ�����������ǿ�ȵı仯�ʷֱ��5.69��10-2 mm-1����1.16��10-1 mm-1�ʹ�5.19��10-5 MPa-1����8.32��10-5 MPa-1��������˵�����Ϻ���Լ���������ǿ�ȶԴ��ֱ���ֲڶȵ�תӡ��Ϊ��Ӱ���С��
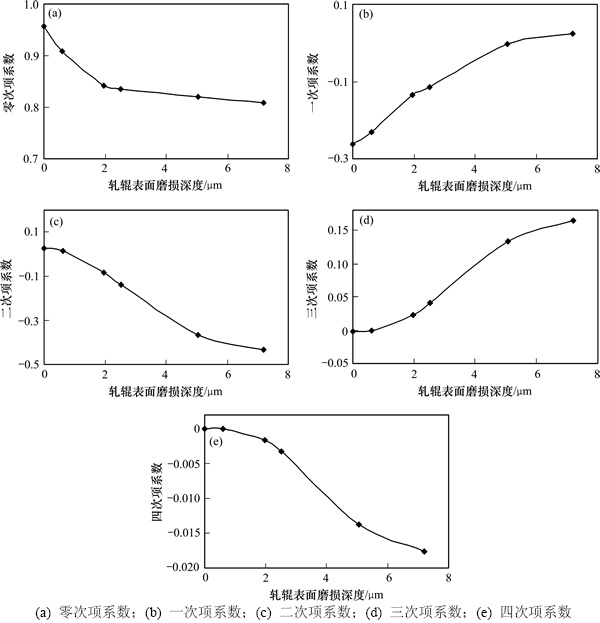
ͼ5 ��϶���ʽ����ϵ�������ĥ����ȵı仯
Fig. 5 Change of fitting coefficients with hw
ͼ6 ���ϴ��ֶԳ�Ʒ���ֲִڶȸ�ӡ�ʵ�Ӱ��
Fig. 6 Influence of coming strip on surface roughness transfer
2.2 ���ղ����Գ�Ʒ���ֲִڶȵ�Ӱ��
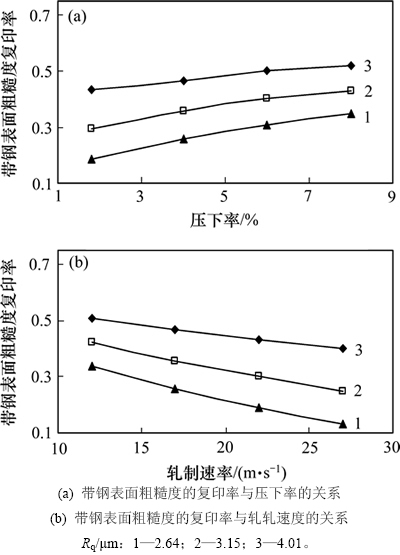
ͼ7��ʾΪʹ�õ��ë������������£����ƹ��ղ����Գ�Ʒ���ֲִڶȸ�ӡ�ʵ�Ӱ�죬���ƹ��ղ���Ӱ�����ذ���ѹ���ʺ������ٶȡ�
��ͼ7���Է��֣����������ڲ�ͬĥ��״̬ʱ�����ֱ���ֲڶȵĸ�ӡ����ѹ���ʺ������ٶȵı仯Ҳ�����������Թ�ϵ������ͬ���������£�����ѹ���ʵ����ӣ����ڴ��ֱ���ֲڶȵĸ�ӡ�������ӣ����������ٶȵ����ӣ����ڴ��ֱ���ֲڶȵĸ�ӡ�ʳ����½����ơ�����Ҫԭ��������ѹ���ʵļ�С�������ٶȵ����ӣ����촦����Ч����ǿ��ƽ����Ĥ������ӣ�����ֲڶȸ�ӡ���½�������ѹ���ʺ������ٶȶԴ��ֱ���ֲڶȵ�תӡ��Ϊ��Ӱ������ԣ��ܹ���Ϊ���ڴ��ֱ���ֲڶȸ�ӡ�ʵ���Ҫ�ֶΡ��������������ĥ�𣬵���������Rq��4.01 ��m���͵�2.64 ��mʱ�����ֱ���ֲڶȵĸ�ӡ�ʶ�ѹ���ʺ������ٶȵı仯�ʷֱ��1.38��10-2 %-1����2.57�� 10-2 %-1�ʹ�-7.18��10-3 s/m����-1.39��10-2 s/m����ˣ�Ϊ�˻�ýϴ�Ĵ��ֱ���ֲڶȣ�ֻҪ�ڳ�Ʒ��ȼ���������Ҫ���ǰ���£��������ķ�Χ������ѹ���ʡ���С�����ٶȼ��ɡ�
ͼ7 ���ղ����Գ�Ʒ���ֲִڶȸ�ӡ�ʵ�Ӱ��
Fig. 7 Influence of rolling parameter on surface roughness transfer
3 ���ֱ���ֲڶȿ��Ʋ���
�����������������ԣ�������Ʒ���ֱ���ֲڶ�����ģ�͵�Ŀ�ij���Ԥ��֮�⣬����Ҫ�����ڸ����û��Դ��ı���ֲڶȵ�Ҫ��ʵʱ�������ղ��������ƴ��ֱ���ֲڶȣ������û����������ڶ��Ӱ����ֱ���ֲڶ����ɵ������У�ֻ�������ٶ����Ʒ���ܵ�ѹ���ʿ������ߵ�������ɴ��ֱ���ֲڶȵĿ���[20]����ˣ������ڽ��������òĥ������Լ����ƽ��������Ļ����ϣ�ͨ�����ֱ���ֲڶ�����ģ�ͣ�����Գ�Ʒ���ֱ���ֲڶȵĿ��Ʋ��ԣ����Ʋ��ԵĻ���������ͼ8��ʾ�������������¡�
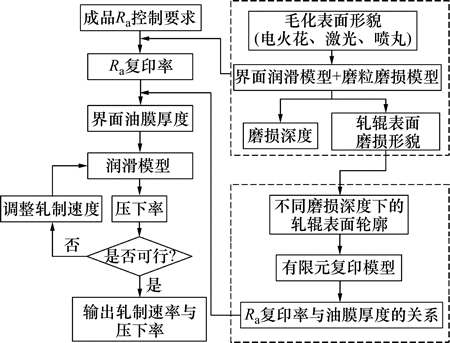
ͼ8 ������Ʒ���ֱ���ֲڶȿ��Ʋ�������ͼ
Fig. 8 Flow chart of control strategy of cold rolled strip surface topography
1) �������ϻ�֮ǰ���������������ԭʼ��ά���������Դ�Ϊ��ʼ�����������ƹ�����ͨ�����ƽ�������������������òĥ�����ȷ����ʱ������ĥ����ȼ����������ĥ����ò����Ϊ������ò��������ԣ�����ͬ����������ԣ�Ϊ�˱��ⲻ��Ҫ�IJ�������Լ������Ч�ʣ����Խ�����ͬë���ֶΡ���ͬë�������µı���������ò����������������ⲻͬĥ������µı���ĥ���������ڿ��ƹ�����ֱ�ӵ�ȡ������ݡ�
2) �������������ĥ���������������ֱ���ֲڶ����ɹ��̵�����Ԫģ�ͣ�����Ra��ӡ������Ĥ��ȵĹ�ϵ����Ϊ����Ԫģ�͵Ľ���������ʱ��ϳ��������������߿��Ƶ�Ҫ��ͬĥ����ò��Ra��ӡ������Ĥ��ȵĹ�ϵ����ʹ�ñ����н����Ķ���ʽ��ϵ���档
3) ��Գ�Ʒ���ֱ���Ra��Ҫ���Լ�����1)�еõ�˲ʱ����ĥ����ò�����Լ����ʱ��Ҫ�ﵽ��Ra��ӡ�ʣ���ͨ������2)�н����Ķ�Ӧ��ϵ�����Ҫ�ﵽ����С��Ĥ��ȡ�֮��ͨ�������ķ���ȷ��ѹ���ʣ���ȷ����ѹ�����ڿɵ��صķ�Χ�ڣ��������Ӧ�����ƹ�������ѹ���ʹ�����߹�С�����������������ܺ�ȼ����ο������������ٶȽ��е��ڣ����¼���ѹ����ֱ����������Ϊֹ��Ϊ�˼��ټ���ʱ�䣬�����߽����������ļ������״̬�����ڿ��ƹ����У�ͨ����ά��ֵ�ķ���ȷ��ѹ���ʺ������ٶȡ�
4 ����
1) ��������ʵ����Ӵ��Ĵ��ֱ���ֲڶ�����ģ�ͣ����������òĥ������ƽ�����Ĥ��ȵķֲ��о�������ȫ�����������ƽ���ֲڶȵ�תӡ���̣���ʹ���������ݶ�ģ�ͽ�������֤��
2) �����������Ĵ��ֱ���ֲڶ����ɹ�������Ԫģ�ͣ�ȷ���˲�ͬĥ���������Ĥ�����Ra��ӡ�ʵ���Ϲ�ϵ����Ͻ����������о������������Լ����ƹ��նԳ�Ʒ���ֱ���ֲڶȵ�Ӱ�졣����ѹ���ʺ������ٶȶԴ��ֱ���ֲڶȵ�תӡ��Ϊ��Ӱ���Ϊ���ԣ��ܹ���Ϊ���ڴ��ֱ���ֲڶȸ�ӡ�ʵ���Ҫ�ֶΡ�
3) ���������������òĥ������Լ��������Ĵ��ֱ���ֲڶ�����ģ�ͣ�������Ե�����Ʒ����ѹ�����������ٶȵ��������ֱ���ֲڶȵĿ��Ʋ��ԣ�Ϊ�������ֱ���ֲڶȵĿ����ṩ�����ݡ�
�ο����ף�
[1]  M, PODGORNIK B,
M, PODGORNIK B,  J. Influence of surface preparation on roughness parameters, friction and wear[J]. Wear Tribology of Engineered Surfaces, 2009, 266(3/4): 482-487.
J. Influence of surface preparation on roughness parameters, friction and wear[J]. Wear Tribology of Engineered Surfaces, 2009, 266(3/4): 482-487.
[2] LIU Zhaobing, LIU Sheng, LI Yanle, et al. Modeling and optimization of surface roughness in incremental sheet forming using a multi-objective function[J]. Materials and Manufacturing Processes, 2014, 29(7): 808-818.
[3] M, PODGORNIK B, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surfaces[J]. Tribology International, 2010, 48: 102-112.
[4] XU Dong, ZHANG Jie, LI Hongbo, et al. Effect of surface spacing parameters on mixed lubrication condition[J]. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, 2014, 228(5): 577-583.
[5] MASJEDI M, KHONSARI M M. On the effect of surface roughness in point-contact EHL: formulas for film thickness and asperity load[J]. Tribology International, 2015, 82: 228-244.
[6] SCHEERS J, VERMEULEN M, De MARE C, et al. Assessment of steel surface roughness and waviness in relation with paint appearance[J]. International Journal of Machine Tools and Manufacture, 1998, 38(5/6): 647-656.
[7] MA B, TIEU A K, LU C, et al. An experimental investigation of steel surface characteristic transfer by cold rolling[J]. Journal of Materials Processing Technology, 2002, 125(2): 657-663.
[8] SHI J Y, MCELWAIN D L S, DOMANTI S A. Some surface profiles of a strip after plane-strain indentation by rigid bodies with serrated surfaces[J]. Journal of Materials Processing Technology, 2002, 124(1/2): 227-237.
[9] SHI J Y, MCELWAIN D L S, DOMANTI S A. Some plastic deformation modes for indentation of half space by a rigid body with serrated surface as a model of roughness transfer in metal forming[J]. Journal of Engineering Materials and Technology, Transactions of the ASME, 2002, 124(2): 146-151.
[10] KIJIMA H, NIELS B. Skin-pass rolling ��: studies on roughness transfer and elongation under pure normal loading[J]. International Journal of Machine Tools and Manufacture, 2008, 48(12/13): 1313-1317.
[11] KIJIMA H, BAY N. Skin-pass rolling ��-Studies of roughness transfer under combined normal and tangential loading[J]. International Journal of Machine Tools and Manufacture, 2008, 48(12/13): 1308-1312.
[12] KIJIMA H. Influence of roll radius on roughness transfer in skin-pass rolling of steel strip[J]. Journal of Materials Processing Technology, 2014, 214(5): 1111-1119.
[13] �춬, ��鲨, �Ž�, ��. ����ƽ����ë����������ò����������Աȷ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(3): 734-741.
XU Dong, LI Hongbo, ZHANG Jie, et al. Surface topography multi-parameter analysis of textured rolls in cold temper mill[J]. Journal of Central South University (Science and Technology), 2014, 45(3): 734-741.
[14] ������, ����, ������. ���������̰���ֲڶ�ģ�ͼ���Ӧ�õ��о�[J]. �й���е����, 2007, 18(14): 1743-1746.
ZHOU Qingtian, BAI Zhenhua, WANG Junfei. Research and application of strip surface roughness model about tandem cold mill[J]. China Mechanical Engineering, 2007, 18(14): 1743-1746.
[15] �½�ɽ, ���. ���������������ı���ֲڶȽ�ģ[J]. ������ѧѧ��(��Ȼ��ѧ��), 2013, 34(8): 1123-1127.
CHEN Jinshan, LI Changsheng. Modeling for surface roughness of stainless steel strip in tandem cold rolling[J]. Journal of Northeastern University (Natural Science), 2013, 34(8): 1123-1127.
[16] ������, ����, �Ų���, ��. ƽ�����ƹ����д��ֱ�����ò������ģ��[J]. ��е����ѧ��, 2013, 49(14): 38-44.
ZHANG Xiaofeng, LI Rui, ZHANG Boyang, et al. Model for the generation of surface topography in steel strip temper rolling[J]. Journal of Mechanical Engineering, 2013, 49(14): 38-44.
[17] XU Dong, ZHANG Jie, LI Hongbo, et al. Research on surface topography wear of textured work roll in cold rolling[J]. Industrial Lubrication and Tribology, 2015, 67(3): 269-275.
[18] SHEU S, WILSON W R D. Mixed lubrication of strip rolling[J]. Tribology Transactions, 1994, 37(3): 483-493.
[19] XU Dong, ZHANG Jie, LI Hongbo, et al. Design of 3-D functional characteristic parameters of rolling interface measurement system[C]// 2nd International Conference on Recent Trends in Materials and Mechanical Engineering. Singapore, 2013: 56-61
[20] ����������. ����������Ʒ����ֲڶȿ��Ƽ������о�[J]. ����, 2006, 41(11): 46-49.
BAI Zhenhua, WANG Junfei. Control technique for surface roughness of strip in cold tandem rolling[J]. Iron and Steel, 2006, 41(11): 46-49.
(�༭ ����ƽ)
�ո����ڣ�2016-01-20�������ڣ�2016-03-12
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51404023, 51604024)�������У��������ҵ���ר���ʽ�������Ŀ(FRF-TP-15-001A1)���й���ʿ���ѧ����������Ŀ(2016M590042)�����ҿƼ�֧�żƻ���Ŀ(2015BAF30B01) (Projects(51404023, 51604024) supported by the National Natural Science Foundation of China; Project (FRF-TP-15-001A1) supported by Fundamental Research Funds for the Central Universities; Project(2016M590042) supported by China Postdoctoral Science Foundation; Project(2015BAF30B01) supported by National Key Technology Support Program)
ͨ�����ߣ��춬����ʿ�����°�����ƹ��̰����������ò�����о���E-mail: xudong@ustb.edu.cn
ժҪ����ϵ��ë������ĥ����ò�Լ����ƽ�����Ĥ��ȵķֲ���������ʵ����Ӵ��Ĵ��ֱ���ֲڶ�����ģ�ͣ��о�����ȫ����������������ֲڶȵ�תӡ���̣���ʹ���������ݶ�ģ�ͽ�����֤�������������Ĵ��ֱ���ֲڶ�����ģ�ͣ�ȷ����ͬĥ���������Ĥ�����ֲڶ�Ra��ӡ�ʵ���Ϲ�ϵ���Դ˷������Ϻ�ȡ���������ǿ�ȡ�ѹ�����Լ������ٶȶԳ�Ʒ���ֱ���ֲڶȵ�Ӱ�졣�����Ե�����Ʒ����ѹ�����������ٶȵ��������ֱ���ֲڶȿ��Ʋ��ԡ��о����������ѹ���ʺ������ٶȶԱ���ֲڶȵ�תӡ��Ϊ������Ӱ�죬�ܹ���Ϊ���ڴ��ֱ���ֲڶȸ�ӡ�ʵ���Ҫ�ֶΡ�
[14] ������, ����, ������. ���������̰���ֲڶ�ģ�ͼ���Ӧ�õ��о�[J]. �й���е����, 2007, 18(14): 1743-1746.
[15] �½�ɽ, ���. ���������������ı���ֲڶȽ�ģ[J]. ������ѧѧ��(��Ȼ��ѧ��), 2013, 34(8): 1123-1127.
[16] ������, ����, �Ų���, ��. ƽ�����ƹ����д��ֱ�����ò������ģ��[J]. ��е����ѧ��, 2013, 49(14): 38-44.
[20] ����������. ����������Ʒ����ֲڶȿ��Ƽ������о�[J]. ����, 2006, 41(11): 46-49.
