
���±�ţ�1004-0609(2009)05-0919-05
CdZnTe�Ӵ��缫�����ߵij���������
���������� ���� �࣬���ǿ
(������ҵ��ѧ ���̼��������ص�ʵ���ң����� 710072)
ժ Ҫ��
Ϊʵ�ָߵ���CdZnTe�뵼��(���CZT)�Ӵ��缫�������ߵij��������ӣ���������ʵ�鷨̽��CZT�Ӵ��缫�����߳���������������Ӱ�����ؼ������ù��ɡ��������������е����洦����CZT��Ƭ���������ӽ��䷨�Ʊ��Ľ�缫����������нϸߵij����������ʣ��ܻ����Ѻ��������ĵ缫���Ϊ180 nm�����⣬CZT�Ӵ��缫�Ʊ����պ�Ш��ѹ������Ӱ��CZT�Ӵ��缫�����߳�����������������Ҫ���أ���CZT�Ӵ��缫�Ʊ�����ȷ����Ш��ѹ����ΪӰ��CZT�Ӵ��缫�����߳�����������������Ҫ���أ����ӹ�����Ϊ��Ҫ���ء����Ż���CZT�Ӵ��缫�����߳�����������Ҫ���ղ���Ϊ��һ��Ш��ѹ��0.882 N������Ш��ѹ��0.588 N�����ӹ���1.5 W������ʱ��20 ms��
�ؼ��ʣ�
CdZnTe��Ƭ���Ӵ��缫������������������֯������ʵ�鷨��
��ͼ����ţ�TB 34���� ���ױ�ʶ�룺A
Ultrasonic wire bonding between Au contact electrode of
CdZnTe wafer and down-lead wire
NIE Zhong-ming, FU Li, REN Jie, ZHA Gang-qiang
(State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: In order to make high resistance CdZnTe(CZT) room temperature X-ray or ��-ray detectors, the ultrasonic wire bonding technology between the CZT contact electrode and the down-lead wire was studied. The influence of the CZT contact electrode preparation technology and ultrasonic wire bonding parameters between the Au contact layer and the down-lead wire on the bonding quality was explored by orthogonal test. The results show that the ultrasonic wire bonding between the CZT contact electrode and the down-lead wire is easier to realize when the CZT wafers are mechanically polished and their contact electrodes are prepared by ion sputter technology. The optimum thickness of CZT contact electrode is 180 nm for the ultrasonic wire bonding. Furthermore, the bonding pressure and welding power have a great effect on the ultrasonic wire bonding rates between the down-lead wire and the CZT contact electrode after the electrode layer preparation technology of CZT wafer is fixed on. The optimized ultrasonic wire bonding parameters for the CZT contact electrode and the down-lead wire are the bonding power 1.5 W, the first bonding pressure 0.882 N, the second bonding pressure 0.588 N and the welding time 20 ms.
Key words: CdZnTe wafer; contact electrode; ultrasonic wire bonding; microstructure; orthogonal test
������Ԫ��������͵����豸��װ�У�������ṹ������Ҫ��������ԣ�ͨ�����ó�����������ʵ����������Ӵ��缫������[1-4]��������ѧ�߶Գ��� �����ӻ��ƿ�չ�˽϶���о���JOSHI[5]��LEEDY��[6]�ֱ���Au-Au��Al-AlϵͳҺ�������½��С��������ϡ����о������Ϊ���������Խ����������������γɼ��ϵ����Ҫԭ��֤ʵ���ϵ������δ����100 �档�ƺ����[7]�о���Al+1%Si(��������)������Au/Ni/Cu����ϵͳ�ij���������̬�������Ľ���ѧ���������������ں�����γɻ�����ʧЧԭ��WANG��[8]��Ϊ���������ʶԺ���ǿ�Ⱥͺ��ӽ�����ò��Ӱ���Ƿdz����Եġ�LI��[9]��GEIBLER��[10]�о������缫�ij�������˿���գ����ֺ��ӽ��洦�γ���Au4Al��Au8Al3�Ľ����仯���������Щ����γ�ԭ��Ŀǰ���������о���[11-12]��HIROYUKI ��[13]�������ֵ����ģ���˽�˿ѹ��ʱ������̵ĺ���������ԣ���̽�ֱ�����Ϊ�Ժ���������Ӱ�졣
CdZnTe(���¼��CZT) ���Ʊ����������·���̽���������ͻ�����뵼�����[14]���ں�ҽѧ����ҵ�����ȸ��¼������������Ҫ��Ӧ��ǰ��[15-16]��CZT�Ӵ��缫�������ߵĺ���������CZT�������Ƶ���Ҫ���գ���CZT�����Ʊ���һ��ؽ����������⡣��Ŀǰ��δ�����й�CZT�Ӵ��缫���ӹ��յ��о��������ڴˣ�����������Ҫ̽��CZT�Ӵ��缫�������߳�����������������ҪӰ�����ؼ����ù��ɣ�ȷ���Ż��ĺ��Ӳ����Լ�CZT���洦����缫�Ʊ����ա�
1 ʵ��
ʵ�����Ϊ���ô�ֱ���������������ĸߵ���Cd0.9Zn0.1Te��Ƭ��ȡ��Ϊ[110]����CZT��Ƭ������е��ͳ�����ϴ�ֱ����KYKYSBC-12�����ӽ����ǡ�ZHD-300�͵���������Ĥ����AuCl3��ѧ�Ʒ��Ʊ�CZT��Ƭ�Ľ�缫���缫���Ϊ180 nm���Ʊ��ý�缫��CZT��Ƭ�����ڵ��������½��п����˻��˻��¶�200 �棬�˻�ʱ��2 min��
����HP120�ͳ�������˿������CZT�Ӵ��缫�����ߵ����ӣ�����������ʵ���о�CZT�Ӵ��缫�����߳��������ӹ����к�����������ҪӰ�����ؼ���Ӱ����ɣ���Ҫ�������ӹ��ʡ�Ш��ѹ����CZT�Ӵ��缫�Ʊ����յȣ����1���С���ÿ��ʵ�������½���30�κ���ʵ�飬��¼���ӳɹ��������ټ�����������µĺ����ʡ����ӹ�����CZT��Ƭ�ĵ��¶ȱ���Ϊ81 �档
�������߲���JSM-6000��ɨ����������۲�CZT�Ӵ��缫�����߳��������ӽ�ͷ������֯��ò��������EDS��ɨ�����δ���ϴ��Ͻ�Ԫ�طֲ�������CZT�Ӵ��缫������δ���ϵ�ԭ��
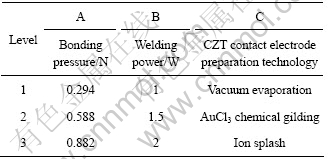
�� 1 CZT �Ӵ��缫�����߳�������������ʵ������ˮƽ��
Table 1 Experimental factors and levels of ultrasonic wire bonding between contact electrode and down-lead wire by orthogonal test design
2 ���������
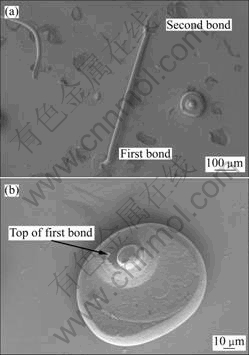
���ӹ��ʡ�����Ш��ѹ����CZT�Ӵ��缫�Ʊ�����3�����ص�����ʵ�������2���С��ɱ�2�ɼ����������ӽ��䷨�Ʊ���CZT�Ӵ��缫�ϣ������Ʊ��Ľ�Ĥ�����Ժã���CZT��Ƭ����ĸ������ϴ��ں��ӹ����в��������䣬����ʵ���������ߵ����ú��ӣ���ͼ1��ʾ��
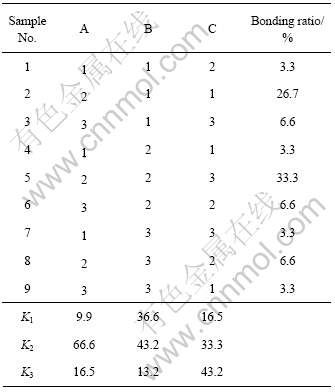
��2 CZT�Ӵ��缫�����߳��������ʵ����������
Table 2 Orthogonal test results of ultrasonic wire bonding ratio between CZT contact electrode and down-lead wir
 e
e
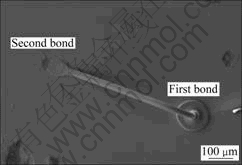
ͼ1 CZT�Ӵ��缫�����߳��������������֯
Fig.1 Microstructure of bonding point between CZT contact electrode and down-lead wire
�ɱ�2��֪������AuCl3��ѧ�ƺ�������Ʒ��Ʊ���CZT�Ӵ��缫����������Ѵﵽ�ϸߵij��������ʡ�����AuCl3��ѧ�ƽ��Ʊ���CZT�Ӵ��缫��Ȼ��CZT��Ƭ����Ļ�е�������Ϻã�����ṹ�����Խϲ�ڳ��������ӹ����У������������ڽ�缫��ʱ�����ڳ�����Ш��ѹ������������ʹ�缫����ƻ���Ӱ�캸�������ȶ��ԡ�������������Ʒ��Ʊ���CZT�Ӵ��缫��CZT��Ƭ��������ϵ�����ϴ�������CZT��Ƭ��缫��������Ӧ������ʹCZT�Ӵ��缫��CZT��Ƭ����Ľ������ʹ���ں��ӹ������������缫֮��Ľ��ǿ�ȱȽ�缫��CZT��Ƭ֮��Ľ��ǿ��Ҫ�Ӷ����º��ӹ����У���缫����������ߵ��������CZT����������䣬����CZT�Ӵ��缫�������ߵĺ����ʡ�
����ʵ����������CZT�Ӵ��缫�Ʊ����պ�Ш��ѹ����Ӱ��CZT�Ӵ��缫�����߳�����������������Ҫ���ء���CZT�Ӵ��缫���Ʊ�����ȷ����Ш��ѹ����ΪCZT�Ӵ��缫�����߳�����������������ҪӰ�����أ����ӹ�����Ϊ��Ҫ���ء��ڱ�ʵ�������£������Ѻ����ʵĹ淶ˮƽ���Ϊ������Ш��ѹ��0.588 N�����ӹ���1.5 W�����ӽ��䷨�Ʊ�CZT�Ӵ��缫��
2.2.1 Ш��ѹ��
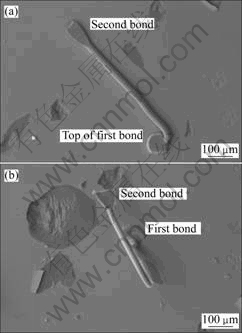
Ш��ѹ����CZT�Ӵ��缫�����߳�������������֯��Ӱ����ͼ2��ʾ���ڳ��������ӹ����У�Ш��ѹ����������ʹ���ս�����������뱻���ӵ�CZT�Ӵ��缫����ﵽ���ܽӴ�����ͨ���������ݳ�������������������CZT�Ӵ��缫�����һ�������Ա��Σ�ʵ��������CZT�Ӵ��缫�����ԭ�Ӽ��ϡ������õ�Ш��ѹ����Сʱ������CZT�Ӵ��缫�����߽Ӵ�����֣�һ����ʹ��CZT�Ӵ��缫�������ں��ӽ������������㹻�����Ա��Σ���һ����Ҳ�����˳��������������������������Ӵ��缫֮����൱Ħ����ʹ�����������Ⱦ��������㲻�ܱ����������ױ��Ƶ������������ģ������������δ���ϡ����⣬���͵�Ш��ѹ����������������������ճ��������������ĥ����ͼ2(a)��ʾ���������Ш��ѹ��������CZT�Ӵ��缫������ʱ�����ھֲ������ϴ����Ա��������Ӧ��������CZT��Ƭ����Ӵ��缫��Ľ�����ǿ�Ƚ��ͣ�����CZT��Ƭ�����CZT�Ӵ��缫�����Ӷ���ʹ��CZT�Ӵ��缫�������γɵĺ������䣬��ͼ2(b)��ʾ��
��ʵ���о����֣����ڳ��������ӹ����У�һ��ʱ�ȶ����߽�������ʱШ��CZT�Ӵ��缫�����������������������ڶ������̣���Ҫ�ϴ��Ш��ѹ���Դﵽ��������Ҫ�����Ա��Σ�������CZT�Ӵ��缫������Ҫ������õij��������ӽ�ͷ�����趨��һ��Ш��ѹ��������ڶ���Ш��ѹ��������ʵ���Ż���һ��Ш��ѹ��Ϊ0.882 N������Ш��ѹ��Ϊ0.588 N��
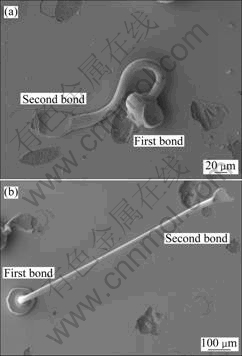
ͼ2 Ш��ѹ����CZT�Ӵ��缫�����߳�������������֯��Ӱ��
Fig.2 Effects of wedge pressure on microstructure of ultrasonic wire bonding joints between contact electrode of CZT and down-lead wire: (a) Low bonding pressure; (b) High bonding pressure
2.2.2 ���ӹ���
���ӹ���ָ���������ʣ�����CZT�Ӵ��缫�����߳�������������֯��Ӱ����ͼ3��ʾ�����ӹ��ʹ�Сʱ����CZT�Ӵ��缫�����ߺ��ӽ������������㹻�����Ա��Σ���CZT�Ӵ��缫�������Ⱦ�P�����㲻�ܳ���������ں��ӽ����ϴ��ڻ�����Ӷ����º�������խ�����ٺ�����Ч��������ͺ�����������������δ���ϡ����⣬��С�ĺ��ӹ��ʻᵼ��һ��ʱ����ı��β�����Ӱ�캸������(��ͼ3(a))����ͼ3(b)��ʾ�������ù���ĺ��ӹ���ʱ���������״Ӻ��㶥�����ѣ��������ּ������ݻ������ѡ����⣬����ĺ��ӹ��ʻ��������CZT�Ӵ��缫���������ǿ�������úʹ�����Ա��Σ��Ӷ�Ӱ��CZT��Ƭ���缫��Ľ��ǿ�ȼ�����������ò������ʵ���Ż��ĺ��ӹ���Ϊ1.5 W��
ͼ3 ���ӹ��ʶ�CZT�Ӵ��缫�����߳�������������֯��Ӱ��
Fig.3 Effects of welding power on microstructure of ultrasonic wire bonding joints between contact electrode of CZT and down-lead wire: (a) Low welding power; (b) High welding power
2.2.3 �������Ӳ���
CZT�Ӵ��缫�����ߵij��������ӹ����У���Ш��ѹ���ͺ��ӹ������⣬����ʱ�䡢β˿���Ⱥ�����Ҳ��Ӱ�캸�������֯��
1) ����ʱ��
����ʱ���뺸�ӹ��ʹ�ͬ�����˳��������������Ĵ�С����ʵ���о����������CZT�Ӵ��缫�����߳���������ʱ��ѡ���С���ӹ��ʺͽϳ�����ʱ�����������õĺ�����������Ϊ����ʱ��ϳ�ʱ���������յij��������϶࣬���ϵ��ֱ���ϴ��ҿ��Դٽ��Ӵ���������Ⱦ�����������Ӻ��ӽ���Ľ��ǿ�ȡ��������ĺ���ʱ���ʹ���ϵ�ߴ����ʹ���߱��γ������̱߽�����ɿն����������ߴӺ���������ѡ�����ʵ���Ż��ĺ���ʱ��Ϊ20 ms��
2) ����
���е��������Եõ����������������߶ȣ���ǿ���ߵĿɿ��ԣ���ͼ1��ʾ�����������ͻᵼ��������CZT�Ӵ��缫�����ճ�ᣬ�Ҳ�������������ʽ�������Ѻ��ϵĺ�����ˮƽ������ܵ����������������߲��ܴ�һ�����������������������ߴӺ��㶥�����ѵ����ƣ���ͼ4(a)��ʾ��������������������ߵ��䶯�������γɺ��������������߶ȣ������˶��������γɵĿɿ��ԣ��������º���ʧЧ����ͼ4(b)��ʾ��
ͼ4 ������CZT�Ӵ��缫�����߳�������������֯��Ӱ��
Fig.4 Effects of bonding arc on microstructure of ultrasonic wire bonding joints between contact electrode of CZT and down-lead wire: (a) Low arc; (b) High arc
3) β˿����
β˿������ҪӰ��CZT�Ӵ��缫�����ߵij�����һ������������β˿���������������̲���ȫ��ʹ��������CZT�Ӵ��缫���������Ա��β���֣�����δ���ϣ���β˿�������ʹ����ʱ�õ��Ľ����С��һ����������������CZT�Ӵ��缫�䲻���γ��㹻��ĽӴ�����������һ���������䡣���о���β˿����Ӧ������0.5~1.1 mm֮�䡣
3 ����
1) ����е����洦����CZT��Ƭ���������ӽ��䷨�Ʊ��Ľ�缫����������нϸߵij����������ʣ��ܻ����Ѻ��������ĵ缫���Ϊ180 nm��
2) CZT�Ӵ��缫�Ʊ����պ�Ш��ѹ����Ӱ��CZT�Ӵ��缫�����߳�����������������Ҫ���أ���CZT�Ӵ��缫�Ʊ�����ȷ����Ш��ѹ����Ӱ��CZT�Ӵ��缫�����߳�����������������Ҫ���أ����ӹ�����Ϊ��Ҫ���ء�ͬʱ������ʱ�䡢������β˿���ȵȳ��������Ӳ�����CZT�Ӵ��缫�����ߺ�������Ҳ���ڲ��ɺ��Ե�Ӱ�졣
3) ʵ��CZT�Ӵ��缫�����߳��������ӵ���ѹ��ղ���Ϊ��һ��Ш��ѹ��0.882 N������Ш��ѹ�� 0.588 N�����ӹ���1.5 W������ʱ��20 ms��β˿����0.5~1.1 mm�������߶����С�
REFERENCES
[1] HARMAN G G. Wire bonding in microelectronics: Materials, processes reliability and yield[M]. 2nd ed. New York: McGraw-Hill, 1997.
[2] SARASWATI T S, SRITHARAN T, PANG C I, CHEW Y H, BREACH C D, WULFF F, MHAISALKAR S G, WONG C C. Thin solid films[M]. New York: McGraw-Hill, 2004.
[3] BALDWIN D F, TUMMALA R R. Fundamentals of microsystems packaging[M]. New York: McGraw-Hill, 2001, 342-397.
[4] KIM K S, SONG J Y, CHUNG E K, PARK J K, HONG S H. Relationship between mechanical properties and microstructure of ultra-fine gold bonding wires[J]. Mechanics of Materials, 2006, 38: 119-127.
[5] JOSHI K C. The formation of ultrasonic bonds between metals[J]. Welding, 1971, 50: 840-848.
[6] HARMAN G G, LEEDY K O. An experimental modal of the microelectronic wire bonding mechanism[C]//10th Annu Pro Reliability Physics Symposium. Las Vegas, NV, USA, 1972: 49-56.
[7] �ƺ��, ������, ������. ���������ϵ���̬���������ѧ����[J]. ���ӹ��ռ���, 2005, 26(5): 249-253.
JI Hong-jun, LI Ming-yu, WANG Chun-qing. Study on the configuration and the interfacial metallurgic characteristics of ultrasonic wire bonds[J]. Electronics Process Technology, 2005, 26(5): 249-253.
[8] WANG Fu-liang, LI Jun-hui, HAN Lei, ZHONG Jue. Effect of ultrasonic power on bonding strength and interface microstructure[J]. Trans Nonferrous Met Soc, 2007, 17(3): 606-611.
[9] LI Jun-hua, HAN Lei, ZHONG Jue. Microstructural characteristics of Au/Al bonded interfaces[J]. Mater Charact, 2007, 58: 103-107.
[10] GEI��LER U, RAMELOW M S, LANG K, REICHL H. Investigation of microstructure processes during ultrasonic wedge/wedge bonding of AlSi1 wires[J]. Electron Mater, 2006, 35: 173-180.
[11] QI Jun, HUANG Ngar-chun, LI Ming, LIU De-ming. Effects of process parameters on bondability in ultrasonic ball bonding[J]. Scripta Materialia, 2006, 54(2): 293-297.
[12] JI Hong-jun, LI Ming-yu, WANG Chun-qing, GUAN Jing-wei, BANG Han-sun. Evolution of the bond interface during ultrasonic Al-Si wire wedge bonding process[J]. Mater Process Technol, 2007, 182: 202-206.
[13] HIROYUKI S, HIROSHI N, TAKAHIRO Y, YASUO M. Deformation characteristics of Au wire bonding[J]. Journal of Materials Processing Technology, 2007, 191: 16-19.
[14] LACHISH U. CdTe and CdZnTe semiconductor gamma detectors equipped with ohmic contacts[J]. Nuclear Instruments and Methods in Physics Research A, 1999, 436: 146-149.
[15] NEMIROVSKY Y, RUZIN A, ASA G, GORELIK Y. Study of contact to CdZnTe radiation detectors[J]. Journal of Electronic Materials, 1997, 26(6): 216-220.
[16] PASTUOVIC Z, JAKSIC M, JAMES R B, CHATTOPADHYAY K, MA X, BURGER A. Influence of electrical contacts on charge collection profiles in CdZnTe studied by IBIC[J]. Nuclear Instruments and Methods in Physics Research A, 2001, 458: 254-261.
������Ŀ��������Ȼ��ѧ����������Ŀ(50772091)���������������˲�֧�ּƻ�������Ŀ(NCET-07-0689)������ʡ��Ȼ��ѧ�����о��ƻ�������Ŀ(2007E105)
�ո����ڣ�2008-07-04�������ڣ�2009-01-24
ͨѶ���ߣ��� ���ڣ��绰��029-88430553��E-mail: fudi317@yahoo.com.cn
