
���±�ţ�1004-0609(2008)08-1432-08
Al-Zn-Mg-Cu-Cr�Ͻ�����֯ϸ��
�ָ��ã��� ΰ������ƽ��������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ ��������ɫ�������Ͽ�ѧ�빤���ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
���һ��ϸ��Al-Zn-Mg-Cu-Cr�Ͻ�����֯�ġ�ǿ�����ܡ���ʱЧ�����¶��������������ơ����ټ����ٽᾧ���������м�����ȴ���(ITMT)����ԭ�ͣ����ý������������������羵�����ȷ������о�ITMT���չ����е���֯�ݱ���ɺ;���ϸ���Ļ��������������ò������ٽᾧ���ƾ�����С���߱����������������������ITMT�����ܹ���֤Al-Zn-Mg-Cu-Cr�Ͻ���ij�֡����ȱ��Σ������Ʊ�����������80%�������£�ʹ��ȴ�6 mm���ϵ�Al-Zn-Mg-Cu-Cr�Ͻ��ٽᾧ������֯�͵ڶ���ṹ���ϸ�����̺���ƽ�������ߴ�Ϊ8 ��m����������ƽ�������ߴ�Ϊ12 ��m���ڶ����״�����ߴ�һ��С��3 ��m��ITMT����ϸ�������Ļ�����Ҫ�����ñ��δ��ܺ͵ڶ��������Ӱ�죬ͨ���������ٽᾧʵ����֯ϸ����
�ؼ��ʣ�
Al-Zn-Mg-Cu-Cr�Ͻ��������ITMT�������������ٽᾧ����֯ϸ����
��ͼ����ţ�TG 113; TG 146.1���� ���ױ�ʶ�룺A
Structures refinement of Al-Zn-Mg-Cu-Cr alloy thick plates
LIN Gao-yong, YANG Wei, SUN Li-ping, PENG Da-shu
(The Key Laboratory of Nonferrous Metals Materials Science and Engineering, Ministry of Education, School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: An intermediate thermal-mechanical treatment (ITMT), which includes reinforced solid solution, over-aging, heavy strain by combination of multi-directional forging and rolling at warm temperature and re-crystallization by fast heating was proposed and studied for structure refining of Al-Zn-Mg-Cu-Cr alloy thick plates. The structures evolution laws and the mechanism of grain refining with the above ITMT were studied by means of OM, EDS and TEM. Then the qualifications of controlling the grain size under discontinuous re-crystallization were discussed. The results show that ITMT process can make Al-Zn-Mg-Cu-Cr alloy thick plates deform sufficiently and equally, also make the structure of re-crystallization refine effectively, though the rolling reduction is not more than 80%. The average re-crystallization grain size is refined to around 8 ��m in the short transverse direction and 12 ��m in the vertical or long transverse direction. Most of the secondary particles are refined to less than 3 ��m. The mechanism of grain refining for ITMT can be summarized as: the fine, homogenous and equal-axial grains are refined by discontinuous re-crystallization, making full use of the heavy strain energy formed by the severe plastic deformation and the feasible size and distribution of secondary particles formed chiefly in the over-aging.
Key words: Al-Zn-Mg-Cu-Cr alloy; thick plates; intermediate thermal-mechanical treatment (ITMT); discontinuous re-crystallization; structure refinement
��֯ϸ�������ӹ���չ���·���ͨ��ϸ����֯����ʹ���Ͻ��ø�Ϊ������ۺ�����[1]�������������Ͻ���ϸ�����о������϶࣬�����ڸ��������Ͻ�����Ʊ�������ϸ����ʩ�����ѻ��ʵ��Ӧ�á����������Ͻ���ӹ��Ʊ������漰���Ļ����������⣬�����Ͻ����ۡ������Ա������ۡ�ǿ�ͻ����ۡ��ظ����ٽᾧ���۵ȣ�������ר����Ը��������Ͻ���ļӹ��Ʊ�������������о���������Ҫ���������������졢�ȴ�������������Ӧ���ȷ���[2?7]�������ں������Գ����̼���֯ϸ���������о���Խ��١��������Ͻ��壬�����dz����(��ȴ���50 mm)������װ�����ƣ�����ͨ������ʵ�ֳ�ֱ��Σ����Բ��ó��淽������ʹ�Ͻ�ľ�����֯�͵ڶ���õ���Чϸ���������������һ�ֵ��͵ĸ�ǿ��Al-Zn-Mg-Cu-Cr�Ͻ����һ�ְ����ֶ�ǿ�����ܺͶ�������Ƹ���ǿӦ�乤����м�����ȴ���(ITMT)������ʵ�����侧���͵ڶ������Чϸ����
1 ʵ��
����Ʊ�����������ͼ1��ʾ���ù������̰�������3����Ҫ���֣�1) �������̣����ö����ȶ͵ķ�����2) ITMT�м�����ȴ���(ͼ1���߿��ڲ���)������ǿ�����ܡ���ʱЧ���������¶�������ǿӦ�䴦�����ٽᾧ������3) ����ʱЧ�ȴ�������Ҫ�����˷�ֵʱЧT6��ʱЧT73��������ʵ���о����ص����м�����ȴ���(ITMT)�����кϽ���֯���ݱ�����Լ���֯ϸ���Ļ�����
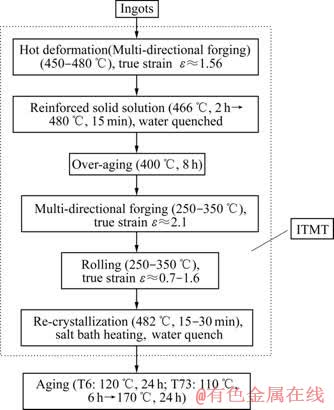
ͼ1 Al-Zn-Mg-Cu-Cr�Ͻ����Ʊ�ʵ�鷽��
Fig.1 Experimental schedule of fabricating Al-Zn-Mg-Cu-Cr alloy thick plates (ITMT routine is in dash line frame)
ʵ���ò���ΪAl-Zn-Mg-Cu-Cr�Ͻ�����(�Ѿ������Ȼ�����)��ȡ�Թ���ij�����Ͻ���ҪԪ�غ������1���С�
��1 ʵ����Al-Zn-Mg-Cu-Cr�Ͻ���Ҫ��ѧ�ɷ�
Table 1 Main chemical composition of Al-Zn-Mg-Cu-Cr alloy in experiment (mass fraction, %)

ʵ���н�����֯�۲���POLYVAR?METII���������½��У��ڶ�������۲����������KYKY?2800ɨ����������½��У���H?800�������������������֯�Ĺ۲��������
2 ��������
7075һ��ĸ�ǿ���Ͻ���ɦ������弰�ڶ����ʵ���ɣ��ڶ����ʵ㰴�����ɻ����ɷ�Ϊ����[8]����һ���dz����Ľ����仯�����Ҫ��FeCrAl7��FeAl3��Mg2Si��AlMnFeSi�Ⱥ�Fe��Si�Ļ������ʵ��S(CuMgAl2)�ࡢT(Al2Mg3Zn3)��ȣ���Щ�������ںϽ�ᾧʱ��ֱ�Ӵ�Һ�����ɣ��ʳߴ�ϴ��ڹ�ѧ�����³ʿ�״���ȶ������Լӹ������б����飬�������гɴ������ݺϽ�����켰�ӹ�������ͬ����ߴ�ԼΪ0.5~20 ��m�����������ʱ�����ڻ��壬�ȴ�������ʹ��仯��������Ϊ�����࣬���ֵڶ���Ĵ��ڣ����ؽ����˺Ͻ����չ�ԺͶ������ԡ��ڶ����Ǻ�Cr����ɢE���ʵ�Al12Mg2Cr��Al18Mg3Cr2���������ںϽ���Ȼ��ȴ��������Լӹ�ǰ�ļ����Լ����ܴ�������ʱ���ڸ����´ӹ������������ģ���ߴ�ԼΪ0.05~0.5 ��m����Щ�ʵ�ԺϽ��ٽᾧ�;������������Ե��谭���á���������ʱЧǿ���ʵ㡣�Ͻ���ܴ�������ʱ����������������У�ʱЧʱ�ӹ���������������״�ͳߴ�仯�ϴ���Ӱ��Ͻ���֯�����ܵ���Ҫ���ء�
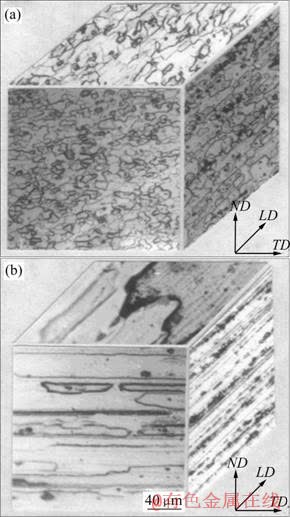
ʵ����Al-Zn-Mg-Cu-Cr�Ͻ������Ľ�����֯����Ӳ�Ȳ�����ͼ2��ʾ����ͼ2(a)�ɼ�����̬Al-Zn-Mg-Cu-Cr�Ͻ�ľ��ں;�������ڽ϶�Ĵִ�ڶ��࣬�������ؾ��紦�����ֲ��Ŵ�鹲����֯����Щ���۽����仯��������Ҫ��S(CuMgAl2)�ࡢT(Al2Mg3Zn3)���AlMnFeSi��ȡ�ͼ2(b)��ʾΪAl- Zn-Mg-Cu-Cr�Ͻ���̬��֯����Ӳ�ȡ��ڷŴ�400�������¶Բ��Ե�ʩ��0.1 N���غɣ����ִִ����۵ڶ������Ӳ�ȴﵽHV238�����Ը��ڻ����ƽ����Ӳ��HV169�������ڲ��ԵĹ����У������Թ۲쵽�ִ�ڶ�����ѹͷ�����������������������Ϊ��Ӳ�࣬���ԺϽ�Ķ������Ժ�����������Ӱ�졣
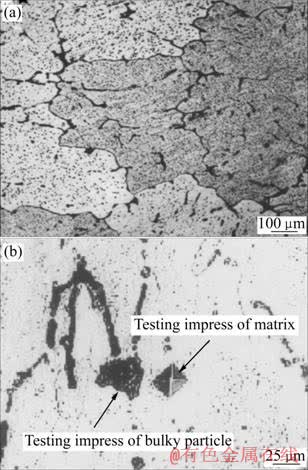
ͼ2 Al-Zn-Mg-Cu-Cr�Ͻ�(�Ѿ��Ȼ��˻�)��������֯����Ӳ�Ȳ���(OM)
Fig.2 Homogenized ingot structures and micro-hardness measurement of Al-Zn-Mg-Cu-Cr alloy (OM): (a) Ingot structures; (b) Micro-hardness measurement
ͼ3��ʾΪ���ܴ���(466 ��, 2 h, 14 ��, h�� 480 ��, 15 min)ǰ�������İ�����ɨ��羵��Ƭ����ͼ3(a)�ɼ���ǿ������ǰ���Ͻ��е�λ����Ĵִ��״��(A��B��)������״������(C��D��)�Լ���״��(E��)������Ϊ�����϶࣬�ߴ��С���ҽ�Ϊ��ɢ������ͼ3(b)�ɼ��������ܴ����ߴ��С�ĵڶ������Ӽ���(E��)�����ִ��״����(A��)�������ӡ�ͼ4��ʾΪͼ3�е��ʹִ�ڶ������(��ΪA��)���������������ͼ�ɼ�����Щ�ִ�ڶ�����ͨ���������ֻ�ѧԪ�أ�Ӧ���Ǽ��ֽ����仯����ľۺ��壬�����Ӳ�ִ�(��ͼ2(b))�����ܴ���ǰ�Ĵִ�����л�������Cr�࣬�����ܴ�����ۼ����г�����CrԪ�أ���FeԪ�صĺ����������������ܴ���ʱ�в��ֺ�Cr��ͺ�Fe���ڸ���������������δ��ȫ�ܽ��S(CuMgAl2)���T(Al2Mg3Zn3)��۵�һ��
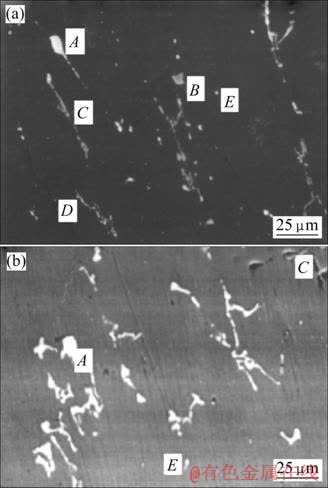
ͼ3 Al-Zn-Mg-Cu-Cr�Ͻ���ܴ���ǰ��ִ�ڶ������SEM��ò
Fig.3 SEM images of coarse secondary particles in Al-Zn-Mg-Cu-Cr alloy: (a) Before solid solution; (b) After solid solution

ͼ4 Al-Zn-Mg-Cu-Cr�Ͻ���ܴ���ǰ��ִ�ڶ����������
Fig.4 Energy patterns of coarse particles in Al-Zn-Mg-Cu-Cr alloy (SEM): (a) Before solid solution; (b) After solid solution
ͼ5��ʾΪ����������쿪����Al-Zn-Mg-Cu-Cr�Ͻ�ITMT���ո��δ�����Ľ�����֯����ͼ5(a)�ɼ��������ܴ����Ͻ��еĵڶ�������ɹ��ܣ��������Ͻ����˶�����Σ������ٽᾧ��֯�ȽϾ��ȣ���������֯(ͼ2(a))��ȣ��ִ����������������������ͣ��������ߴ練������(ͼ3)�������Ǹ�����������ԭ�е�������ۺϵ�һ����γɵĴִ�ĵڶ��������ͼ5(b)��ʾΪ�Ͻ��ʱЧ��Ľ�����֯����ͼ5(a)��ȣ��ڶ�������ߴ�û���������𣬵���ʱЧ�����������ӹ��������������ܣ������ڳ��ִ���ƽ��̬�ڶ����ʵ㣬��Щ�ʵ�ԺϽ��ٽᾧ�;������������Ե��谭���ã����潫��������֯���и߱�����������ͼ5(c)�ɼ�������������ǿӦ��Ͻ��еĴִ�ڶ���ۼ���ֱ�ѹ�飬���ںϽ��о��ȷֲ�����һЩ����������;��罻�洦���Կ��������������ٽᾧ����������δ���ִ������ϸ��������Ϊ�ٽᾧ�ṩ������κ˲�λ������Ҫ����Ϊ�˼�С��ԺϽ�������Ժ���չ�Ե��к�Ӱ�죬��Ϊ�о���������������ʱ���ƺͿն�������Դ����Щ�ִ�Ӳ���ţ����⣬ǿӦ������ʹijЩӲ�ʿ������飬�����ƹ�������(���ͷ��ָ��λ)����ˣ�������Χ�γɸ����ܵļ��б��������������ȴ��������У���Щ�����������׳�Ϊ�ٽᾧ���κ˲�λ����ͼ5(d)�ɼ������ٽᾧ�����Ͻ��ѻ�������ٽᾧ����þ���ϸС�ĵ��ᾧ��֯���Ҿ�����ɢ������ѹ����ڻ��壬�ִ�����������������ͳߴ���Ҳ�������١�

ͼ5 ITMT���ո��δ�����Al-Zn-Mg-Cu-Cr�Ͻ�Ľ�����֯
Fig.5 Optical structures of Al-Zn-Mg-Cu-Cr alloy after each stage of ITMT: (a) After solid solution; (b) After over-aging; (c) After multi-directional forging and rolling (�� = 2.1); (d) After re-crystallization (holding for 10 min at 482 ��)
ͼ6��ʾΪ��ò�ͬ���γ̶ȵ�7075���Ͻ�������(���Ϊ6~24 mm)������ٽᾧ�����ı仯�������ͼ�ɼ�����ͬ�����ٽᾧ���������£����ű��γ̶ȵ����ӣ��ٽᾧ��ľ����ߴ�͵ڶ��������ϸ��ͼ6(a)��ʾΪ����ǰ�Ķ�������ٽᾧ��֯�������¶���ʹ����Ӧ��ﵽ2.1���ѻ����˽ϸߵı��δ��ܣ����Լ�ʹδ�������Ʊ��Σ��ȴ������ٽᾧ�����Եõ��Ϻõ�ϸ�����ִ�ڶ���Ҳ�õ���Ϊ���ص�����;��ȷֲ����������������������ƽ������ֱ��Ϊ35 ��m���ڶ��������Сһ����10 ��m���£��Ҿ�Ϊ��״���Զ�������20%���������ƣ��Ͻ��ֻ����˲��ֱ��δ��ܣ�����ٽᾧ��ƽ�������ߴ类ϸ����Լ28 ��m����ͼ6(b)��ʾ�������Ʊ����ʴﵽ60%����Ӧ���ۻ���3.0��ʱ��ƽ���ٽᾧ������ϸ����12 ��m���ڶ��������ϸ����5 ��m���£���ͼ6(c)��ʾ���������Ƶ�ѹ���ʴ�80%���Ͻ����Ӧ���ۻ���3.7���ٽᾧ��ƽ�������ߴ类ϸ����Լ8 ��m���ڶ��������ϸ����3 ��m���£���ͼ6(d)��ʾ��ʵ�黹������ͼ7��ʾ����֯�dz��ȶ��������ӳ��ٽᾧ����ʱ�䵽30 min�������ߴ�仯��С������Ҫ��ITMT����Ϊ�Ͻ��������Ż��ĵڶ�����䣬ϸС�ĵڶ������Ӷ���ס���磬��ˣ��������Գ����潫�Դ˽�����ϸ������
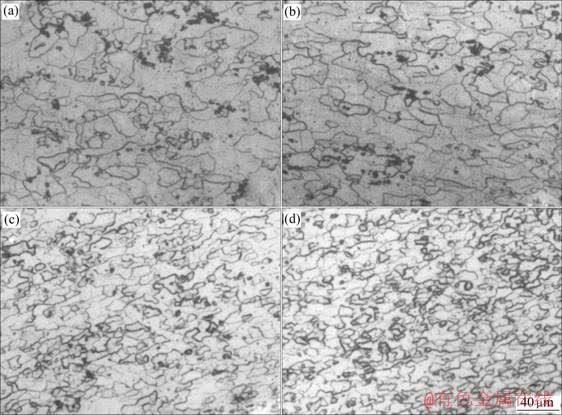
ͼ6 Al-Zn-Mg-Cu-Cr�Ͻ��ڲ�ͬ���γ̶��µ��ٽᾧ��֯
Fig.6 Re-crystallized structures of Al-Zn-Mg-Cu-Cr alloy after different deformations (OM): (a) ��=2.1; (b) ��=2.3; (c) ��=3.0; (d) ��=3.7
ͼ7��ʾΪ���ø�ITMT���շ����Ʊ��ĺ��Ϊ��ͬ�����ٽᾧ�ȴ��������£�8 mm��Al-Zn-Mg- Cu-Cr�Ͻ����ȡ�Թ�ҵ�����ĺ��Ϊ25 mm��������Ľ�����֯�Ƚϡ���ͼ��������ؿ����������Ʊ�������Al-Zn-Mg-Cu-Cr�Ͻ���֯��Ӱ�죺���ñ���Ƶİ���ǿ�����ܴ�������ʱЧ�����¶�������ǿӦ�䴦�����ٽᾧ�������м��α��ȴ���(ITMT)���շ������Ͻ��ٽᾧ��֯����ϸС���ڶ�������Ҳ�õ���Чϸ�������������������������̺����ƽ�������ߴ�Ϊ8 ��m������ͳ������ƽ�������ߴ�Ϊ12 ��m���ڶ����״����ֱ��һ�㶼С��3 ��m (��ͼ7(a))��������ҵ�����������壬�ȴ������ٽᾧ��֯�dz��ִ�ͬ�������֯�����Ҵִ�������Ҳδ�õ���Чϸ���;��Ȳ�չ(��ͼ7(b))��
ͼ7 Al-Zn-Mg-Cu-Cr�Ͻ����ٽᾧ��֯�Ա�
Fig.7 Comparison of re-crystallized structures of Al-Zn-Mg- Cu-Cr alloy thick plates (OM): (a) Prepared by ITMT process; (b) Fabricated by industrial hot rolling
2.2 ��֯ϸ������
�����о�����[10?16]����ͬ�ߴ�ĵڶ����ʵ���ٽᾧ�����в�ͬ��Ӱ�졣��ɢ�Ĵ��ʵ�ͨ�������ٽᾧ�����κ˲�λ���ܶȶ��ӿ��ٽᾧ�ٶȣ���羵�۲�������α�ʱ�ڴ��ʵ���Χ�γɵ�ǿ���α��������ٽᾧʱ�¾��������κ˵IJ�λ����ɢ��С�ʵ�ͨ���Ծ�����Ǿ����Ǩ��ʩ�������������ٽᾧ�ٶȣ��Ӷ������ٽᾧ�����ij�����羵�۲�������α�ʱ�ڴ��ʵ���Χ�γɵ�ǿ���α��������ٽᾧʱ�¾��������κ˵IJ�λ���α�ǰ��ǿ�����ܺ�ʱЧ����ʹ�Ͻ����γ���ɢ�ֲ��ĵڶ����ʵ㣬���гߴ����1 ��m�Ĵ���������гߴ�С��0.5 ��m��С�ʵ㣻�������¶�������ǿӦ������У�ʹ�ִ������౻��Ч�黯�;��ȷֲ�����һ������˴��ʵ���ܶȣ�ͬʱҲʹ���ʵ㸽���γɸ�λ���ܶȵĻ��������ٽᾧ����ʱ�����������ָ��ܻ��������ȱ������Ϊ�ٽᾧ���ģ����ܶȵ�С�ߴ��ʵ��谭���ٽᾧ�����ij��Ӷ���þ���ϸС���ȶ��ĵ����ٽᾧ������֯��
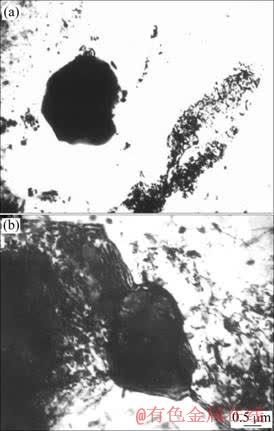
ͼ8��ʾΪǿ�����ܴ�����Al-Zn-Mg-Cu-Cr�Ͻ����羵����ͼ8(a)�ɼ������ܴ�����Ͻ��ڵij��������������壬������ɢ�ֲ���һЩ���ܵ� �����ʵ㡣��Щ�ʵ����ɺϽ��е�Cr��Mn�γ� ��[8, 10?11 ]���ߴ���50~200 nm����ʵ��δ����Щ�ʵ���м��𡣹��ܴ�����֯�л��ɹ۲쵽һЩ�Ǿ��ţ��������вд��λ��Դ���������¶ȼ�������ʱ�������н������������ɢ�ʵ㣬��Щ�ۼ���ѩ��״���ſ�(ͼ8(b))����Щ���������ĵڶ�����Ҫ�Ǻ�Cr��[8]��

ͼ8 ��ͬ���ܴ�����Al-Zn-Mg-Cu-Cr�Ͻ����̬������֯
Fig.8 Microstructures of Al-Zn-Mg-Cu-Cr alloy after different solid solution (TEM) solution process as: (a) 466 ��, 2 h+14 ��, h�� 480 ��, 15 min; (b) 466 ��, 2 h+14 ��, h��480 ��+5 ��, h��496 ��, 5 min
ͼ9(a)��ʾΪǿ�����ܴ������Al-Zn-Mg-Cu-Cr�Ͻ��پ�400 �棬8 h��ʱЧ����������֯����ͼ�ɼ�����ʱЧ�����Ͻ����γ�һ���ܶȵijߴ�Լ 1 ��m�Ĵ�����������л���ɢ�ֲ���50~200 nm��С�ʵ㡣��ߴ�ƽ�����ʵ���Ҫ�Ǻ�Al��Zn��Mg��T��ͺ�Al��Fe��Si�������࣬С�ߴ���ʵ���˹��ܺ��δ�����⣬���й�ʱЧ������E�ࡢ����(MgZn2)��[8, 10?11]����Щ�ڶ���Ĵ��ڣ�Ϊ�ٽᾧϸ����������������ͼ9(b)��ʾΪ�Ͼ��ȵ������Ա�����֯���Ŵ����ϵͣ��ڱȽϴ�ķ�Χ�ڹ۲쵽��ɢ�ֲ��ĵڶ����ʵ��λ���ܼ��İ�״��֯�����ű��ε����룬��ߴ���ʵ㽫��λ������Խ��Խ���ӵķ�Ӧ��������Χ���γɻ�����Խ��Խ�ߵı�������

ͼ9 Al-Zn-Mg-Cu-Cr�Ͻ��ʱЧ��ǿӦ����֯
Fig.9 Over-aging and heavy-deformed structures of Al-Zn- Mg-Cu-Cr alloy (TEM): (a) Over-aging structures; (b) Heavy- strain structures
ͼ10��ʾΪ������֯�е���״Ϊ���Ρ�ֱ��Լ1 ��m�Ĵ��ʵ���丽����λ���ܶȵĻ���������Щ�������ٽᾧ���ټ��ȹ����У��������ȼ����Ϊ�ٽᾧ���ġ����γ̶�Խ�����ֻ�������Խ�࣬�ٽᾧ�κ���Խ�ߣ�����ԽϸС��
ͼ10 �ڶ�����ʵ���Χ�Ļ�����
Fig.10 Distortion area round bigger particles (TEM): (a) Secondary particle round high dislocation density zone; (b) Secondary particle in dislocation tangle
ͼ11��ʾΪ������κ�����������ٽᾧ���е�1 min��3 minʱȡ����۲�ĸ߱���֯��ͼ11(a)��ʾ�������ĵ�λ���ܶȵ��ٽᾧ�¾����������λ���ܶ�����չ��״̬���������ܵ���С�ĵڶ����ʵ���谭���Ӷ�ʹ�¾����ij����ܵ����ơ�ͼ11(b)��ʾΪһ������δ�ܵ�С�ʵ㶤�����ٽᾧ�¾��������̲��������������侧���ڲ���������λ����

ͼ11 Al-Zn-Mg-Cu-Cr�Ͻ��ٽᾧ�ij�ʼ��(TEM)
Fig.11 Early stage of re-crystallization in Al-Zn-Mg-Cu-Cr alloy (TEM): (a) Holding at 482 �� for 1 min; (b) Holding at 482 �� for 3 min
ͼ12��ʾΪAl-Zn-Mg-Cu-Cr�Ͻ����ȫ�ٽᾧ��֯��ͼ12(a)��ʾ�˵ڶ����ʵ�Ծ�����谭����(��ͷ��ָ��)��������Ϊ�Ͻ��д������ָ��ܶȵĵڶ����ʵ�Ծ���Ķ�������ʹ�þ����ߴ�õ���Ч���ơ����ʧȥ�ڶ���Ծ�����谭���ã���ʹ���κ��ʸ߶����ϸС�ٽᾧ��֯��������֯Ҳ���Dz��ȶ��ģ��ӳ��ٽᾧʱ�䣬�����ߴ�ؽ����ɼ����ڱ���ǰ����ǿ�����ܺ�ʱЧ��Ԥ������ʹ�Ͻ����γɺ����ĵڶ���ֲ����Ի��ϸС�ȶ����ٽᾧ��֯��������Ҫ�ġ�����ʵ�����������Ͻ���Ͼ��������ϸ����֯�������ԭ����ȱ���Ծ����������Ч���ơ�
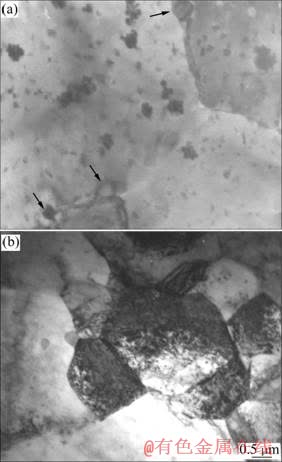
ͼ12 Al-Zn-Mg-Cu-Cr�Ͻ����ȫ�ٽᾧ��֯
Fig.12 Re-crystallized structures of Al-Zn-Mg-Cu-Cr alloy (TEM): (a) Grain boundary nailed by secondary particles; (b) Sub-grains in re-crystallized structures
���⣬��ͬ��״̬�£����ɹ۲쵽�ٽᾧ��֯���Բ���һЩ�Ǿ���֯����ͼ12(b)��ʾ�������Ǿ����ڱ���ǰ��ǿ������̬��֯��Ҳ�ɹ۲쵽(ͼ8(a))����Щ�Ǿ����ߴ�ԼΪ1~3 ��m��ͨ����Ϊ�ȶ��������ٽᾧ����״̬�£��Ͻ���һ��ֻ���������������Ǿ���֯����ˣ���������Щ�Ǿ��ߴ���Ϊ����ϸ���̶ȵı�����
[1] ���պ��������ѯ�о���. ���պ��������ѯ����[M]. ����: ������ҵ������, 1999.
Consultation group for aerospace and vehicle materials. Consultation report of aerospace and vehicle materials[M]. Beijing: National Defensive Industry Press, 1999.
[2] SAINFORT P, SIGLI C, RAYNAUD G M, GOMIERO P. Structure and property control of aerospace alloys[J]. Materials Science Forum, 1996, 242: 25?32.
[3] STARKE E A, STALEY J T. Application of modern aluminum alloys to aircraft[J]. Prog Aerospace Sci, 1996, 32: 131?172
[4] ������. Ӱ�����Ͻ���ܱ���ʱ��Ķ�������ع���[J]. �й���ɫ����ѧ��, 1999, 9(1): 79?86.
ZENG Su-min. Disciplines of multiple factors affecting solution treating of aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(1): 79?86.
[5] ZHANG Hui, LIN Gao-yong, PENG Da-shu. Manufacturing of aluminum alloy ultra-thick plates by multidirectional forging and subsquent rolling[J]. Trans Nonferrous Met Soc China, 2002, 12(2): 218?231.
[6] LIN Gao-yong, ZHANG Hui, PENG Da-shu. Influences of processing routine on mechanical properties and structures of 7075 aluminum alloy thick-plates[J]. Trans Nonferrous Met Soc China, 2003, 13(4): 809?813.
[7] �ָ���, ������, ��ʥ��, ������, �� ��. ǿ�����ܴ�����7075���Ͻ���֯��Ӱ��[J]. �����ȴ���, 2002, 27(11): 29?32.
LIN Gao-yong, PENG Da-shu, DAI Sheng-ming, HAN Hong-yang, ZHANG Hui. Influence of strengthened solution on microstructures of 7075 aluminum alloy[J]. Heat Treatment of Metals, 2002, 27(11): 29?32.
[8] ������. �����������Ͻ�����ֲ�[M]. ����: ���չ�ҵ������, 1994.
LIU Bo-cao. Dictionary of five new aluminum alloy[M]. Beijing: Aviation Industry Press, 1994.
[9] �¿���, ������, ������. 7075��2024���Ͻ�Ĺ�����֯����ѧ����[J]. �й���ɫ����ѧ��, 2000, 10(6): 819?822.
CHEN Kang-hua, LIU Run-zhong, LIU Wei-hong. Microstructure and mechanical properties of enhanced solution treated 7075 and 2024 aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 819?822.
[10] WERT J A, PATON N E, HAMILTON C H, MAHONEY M W. Grain refinement of 7075 aluminum alloy with thermo- mechanical processing[J]. Metal Trans, 1981, 12: 1267?1276.
[11] WERT J A. Thermo-mechanical processing of heat-treatable aluminum alloys for grain size control[C]// CHIA E H, MC QUEEN H J. Micro-structure control in aluminum alloys. New York: Metall Soc Inc, 1985: 67?94.
[12] MC QUEEN H J. Experimental foundation for thermo- mechanical treatment (TMT) of aluminum alloys[J]. J Metals, 1980, 2: 17?26.
[13] HORNBOGEN E. Design of heterogeneous micro-structures by re-crystallization[C]// JEFFEE R I, WILCOX B A. Fundamental aspects of structural alloy design. New York: Plenum Press, 1977: 389?409.
[14] ALDEN T H. Processing and properties of super-plastic alloys[C]// JEFFEE R I, WILCOX B A. Fundamental aspects of structural alloy design. New York: Plenum Press, 1977: 411?430.
[15] WERT J A. Grain refinement and grain size control[C]// PATON N E, HAMILTON C H. Super-plastic forming of structural alloys. Warrendale: The Metallurgical Society of AIME, 1982: 69?83.
[16] LLOYD D J. The influence of particles and deformation structure on re-crystallization[C]// CHIA E H, MC QUEEN H J. Microstructural Control in Aluminum Alloys. New York: Metall Soc Inc, 1985: 45?66.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(G1999064908)
�ո����ڣ�2007-11-30�������ڣ�2008-03-18
ͨѶ���ߣ��ָ��ã����ڣ���ʿ���绰��0731-8830266��E-mail: gylin6609@yahoo.com.cn
