
���±�ţ�1004-0609(2009)05-0881-06
������ĩ����ս���ϵ�ͨ��ת�Ǽ�ѹ
�� Ƽ���ƿ�˧��Ѧ�����������ǣ�������
(�Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϸ� 230009)
ժ Ҫ��
�Դ�����ĩ����ս����Ϊ�о�������200 ���²��÷�ĩ����-��ͨ��ת�Ǽ�ѹ�����Ʊ�����ȫ���ܵĿ��峬ϸ�����ϣ��о��ڼ�ѹ������3��·��(A��BC��C)������֯�����ܵ�Ӱ�졣�����������3��·����ѹ�¾�ʵ���˲��ϵľ���ϸ�������ܣ�����·��BC��·��A��ϸ��Ч������·��C�ģ���ϸ��Ч����ѵ�·��BCΪ������ʼƽ������Ϊ46.8 ?m������ܶ�Ϊ0.88�Ĵִ���ᾧ��֯����4���μ�ѹ��õ�ƽ������Ϊ1.5 ?m��ȫ���ܵij�ϸ����֯��������ǿ�ȱȳ�ʼʱ������������ң�3��·������Ӳ���뼷ѹ���εĹ�ϵ����һ�£���һ�μ�ѹ��Ӳ�ȱȳ�ʼֵ�����75%��֮�����ż�ѹ���ε����ӣ�Ӳ���������ڻ�����
�ؼ��ʣ�
��ĩ�ս��������֯������������-��ͨ��ת�Ǽ�ѹ��
��ͼ����ţ�TG 376���� ���ױ�ʶ�룺A
Equal channel angular pressing of pure Al powder sintered material
LI Ping, HUANG Ke-shuai, XUE Ke-min, ZHOU Ming-zhi, HAN Guo-min
(School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China)
Abstract: Pure aluminium sintered material was successfully consolidated into fully dense bulk material by powder in tubes-equal channel angular pressing at 200 ��. During the pressing, the effects of three routes (A, BC, C) on the structure and properties were studied. The results show that the materials are refined and compacted after pressing through three kinds of routes. The refining effect of routes BC and A are better than that of route C. Using route BC as example, the initial coarse equiax-grained microstructure with relative density of 0.88 and mean grain size of 46.8 ?m becomes fully dense ultra-fine grained microstructure with mean grain size about 1.5 ?m after four pressing passes. The yield strength is two times higher than that of sample before ECAP processed. The relationship between the microhardness and pressing passes under three routes is the same, that is to say the microhardness increases 75% after one pressing, while increases slightly where after.
Key words��powder sintered material; microstructure; properties; tubes-equal channel angular pressing
��ͨ��ת�Ǽ�ѹ[1](Equal channel angular pressing��ECAP)��Ϊһ�ֶ��ص��Ʊ����峬ϸ�����ϵ��������Լӹ��������ܵ��˲��Ͽ�ѧ�������о�������㷺�Ĺ�ע�������������ECAP��չ�˴������о������ɹ����Ʊ���Al��Cu��Mg��Ni��Ti�ȶ������ܽ�������Ͻ�Ŀ��峬ϸ������[2-3]��
�����Ʒۼ����ķ�չ����ĩұ��������²����о��е�����Խ��Խͻ������ͳ�ķ�ĩ�ս���ϼ�����Ʒ�������ڲ����ڴ����Ŀ�϶��ʹ��ǿ�Ⱥ����Դ�������ڸ߸�����ʹ�á���ˣ�Ϊ�˻����Ҫ�����ѧ���ܣ�����Է�ĩ�ս���Ͻ��к������Լӹ����缷ѹ����������Ƶȷ�����Ȼ������ͳ�����Լӹ����������ܵ��������������ƣ������Ʊ��������ܶȺ�������Խ�IJ��ϡ�
��ͨ��ת�Ǽ�ѹ��Ϊһ�����͵����Լӹ����գ���������صı����ص㣬����ʹ��ĩ���ϵĻ�����֯�ڽϵ͵��¶��·�������б��Σ�ͬʱ���ι����������ĸ߾�ˮѹ������ʹ�����ڲ��Ŀ�϶��Ч���������Ӷ�Ϊ�Է�ĩ����Ϊԭ���ϣ��Ʊ��������ܶȡ���֯�ṹ���ȡ���ѧ���������Ŀ��峬ϸ�������ṩһ�ֿ��ܶ���Ч����;������������������ܲ��ϵĵ�ͨ��ת�Ǽ�ѹ�����Ѿ������˴������о�����[4-10]�����Է�ĩ���ײ��ϵ�����о��д�����[11-14]����������ͨ��ʵ�鷽��ϵͳ���о���ECAP�Դ�����ĩ����ս������֯�����ܵ�Ӱ�졣
1 ʵ��
ʵ����ϲ��ù�ҵ������ĩ����Ҫ�ɷ����1���С����ü������Ȳ����Dz�������ʼ����Ϊ46.8 ?m����ѹë���Ʊ��������£�����ĩѹ����������Ⱦ�ѹ����������400 ������������սᣬʱ��Ϊ4 h�����ͨ�����и�ӹ���d 7 mm��45mm��Բ���������Ա��á�
��1 ������ĩ����Ҫ��ѧ�ɷ�
Table 1 Main chemical compositions of pure Al powder (mass fraction, %)

���ǵ���ѹ�������ԽϲΪȷ����ѹ���������ı����ۻ������о����÷�ĩ����-��ͨ��ת�Ǽ�ѹ����(Powder in tubes-equal channel angular pressing��PITS-ECAP)�����ײ���Ϊ������������״��ߴ�ʾ��ͼ��ͼ1��ʾ��PITS-ECAPԭ��ʾ��ͼ��ͼ2��ʾ��ʵ���У�ģ���ڽ�Ϊ90?�����Ϊ37?����������[15]��ÿ���μ�ѹ���Ч����Ӧ����������ֵԼΪ1����ͨ����������Ϊ10 mm��10 mm��ʵ���У���ѹ�¶�Ϊ200 �棬��ѹ�ٶ�ԼΪ1 mm/s������3��·�����м�ѹ��·��A������������ѹ֮������������ת��·��BC������������ѹ֮�����������Ƽ�ѹ����ͬһ������ת90?��·��C������������ѹ֮�����������Ƽ�ѹ����ͬһ������ת180?����ѹ�����в���ʯī������
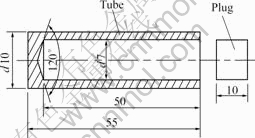
ͼ1 �����γߴ��ʾ��ͼ
Fig.1 Schematic diagram of tube dimension (unit: mm)
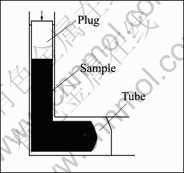
ͼ2 PITS-ECAP�Ĺ���ԭ��ʾ��ͼ
Fig.2 Schematic diagram of PITS-ECAP technique
����ѹ�������и�ȥ���ײ��ӹ��ɸ��ֹ��ļ����Ʒ���и����������澭ĥ�ơ���ϴ����������3%HF(�������)ˮ��Һ�ĸ�ʴ�����б��港ʴ����4XB-TV�����������й۲죬����HITACHI H800��������������۽ṹ���й۲������ƽ���ں����(X��)�и�0.3 mm��Ƭ����е������40~50 ?m���ó��Ӳü���ֱ��Ϊ3 mm��Բ Ƭ���ٽ��е��˫�������ֱ�����ף�Ȼ����200 kV�½�����羵�۲졣����MH-3����ά��Ӳ�ȼƲⶨӲ�ȣ��غ�Ϊ245 N������ʱ��10 s�����ݰ�����ԭ����������ˮ���ⶨ����������ܶȣ����÷�����ƽ����С����Ϊ0.1 mg����MTS809ʵ�����������ѹ��ʵ�飬ȡо�������ߴ�Ϊd 5 mm��7.5 mm����������Ϊ8 ms-1��
2 ��������
ԭʼ״̬������3��·����ѹ4���κ�����X����(��ֱ�ڼ�ѹ��������)�Ĺ�ѧ����֯��ͼ3��ʾ��
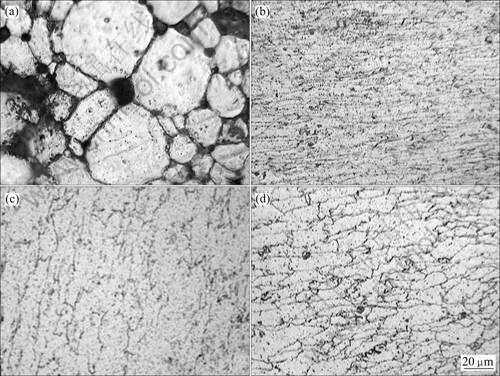
ͼ3 �����ս���ϳ�ʼ״̬��200 ���²�ͬ����·����ѹ4���κ������֯
Fig.3 Microstructures of pure Al sintered material before PITS-ECAP and after pressing four passes by different routes at 200 ��: (a) Initial state; (b) Route A; (c) Route BC; (d) Route C
��ͼ3�ɿ�������ѹǰ�����ĵ�����֯������Ϊ�������Կ�϶����С�ֲ������ȵĵ��ᾧ�������Ƚϴִ���ƽ���߶�ԼΪ46.8 ?m����·��A��·��C����4���μ�ѹ��ֱ�õ���ϸ��������״�͵���״����֯(��ͼ3(b)��(d)) ���۲첻�����ԵĿ�϶���ڣ���·��BC��ѹ4���κ�������������ϸ�������־����Ѿ�����ģ������ʱͨ����ѧ����������ȷ�������Ĵ�С(��ͼ3(c))��
��·��BCΪ���۲첻ͬ���μ�ѹ���Լ�������ϵ���羵��֯��������ͼ4��ʾ����ͼ4�ɿ���������һ���μ�ѹ���ڲ���϶���������պϣ��ھ���֮�����������С�Ǿ����������м䣬��Щ�Ǿ��ijߴ��е�С��1 ?m�������ڲ�����λ���������Ǿ����ɼ�����λ���ѻ����������μ�ѹ���ڲ��������������Ǿ�����������С�����ȣ�ϸ����ռ�������Ƚ�С����ʱ���Ǿ���������������������Ҫ����С�ǶȾ�����ɣ���4���μ�ѹ�ϴ�ľ�����һ����ϸ����ϸ����Ŀ�������࣬�ڲ��Ѿ��γɴ���ϸС�ĵ��ᾧ��������ƽֱ�������ڴ�ǶȾ��磬������С�ֲ����ھ��ȣ�ƽ���ߴ�ԼΪ1.5 ?m��
�����ս�����PITS-ECAP�����У������б��Ρ�Ӧ�������ڲ��߾�ˮѹ���Ĺ�ͬ�������侧��ϸ�������ܵ���Ҫԭ���ڱ��γ��ڣ��ڼ��б��κ;�ˮѹ���������£��ڲ���϶�����պϣ�������֯����ǿ�ҵļ��б��ε����ھ����ڲ�����������λ����λ���˶��������γ�λ�������Ǿ��磬ʹ��ԭʼ����������ϸ���������������Ǿ������ű��εļ������У��ۻ�Ӧ���������Ǿ����������࣬��СҲ���ڸ���ϸС���ȣ������ڲ��ڲ��ϲ����µ�λ����ͬʱҲ��ʹ�䲻�����Ǿ��紦�ƶ��������Ǿ��紦�����ѻ�����������𣬵���С�ǶȾ�����ƽ���Ĵ�ǶȾ����ת�䣬���γɾ��д�ǶȾ���ĵ���״��ϸ���ṹ��
���⣬��ͼ3�к�����ؿ�����·��BC��·��A��ϸ��Ч����������·��C�ġ����������Բ�ͬ·���¼�ѹʱ�������桢����ṹ�ͱ���֯���������öԾ�����ϸ��Ч��������Ҫ��Ӱ�졣����Ϊ���͵�������������������֪�����������ṹ���ϵ����Ա�����Ҫ�����ǻ��ƣ�����Ҫ����ϵ��{111}<110>������12������ϵ���ɽ���ѧԭ����֪��4��(111)�������γ�һ�������壬4���������ļнǾ�Ϊ70.5?����������[16]������90?ģ�ߣ�·��A��BC��C�������μ�ѹ�ļ���ƽ��֮�佻�Ƿֱ�Ϊ90?��60?��0?���ʿ�����Ϊ���������εļ�����֮��ļнǽӽ�70.5?ʱ�������ڼ���{111}���ϵ�λ�����ƣ���ϸ��Ч����Խ���ԡ�

ͼ4 200 ����BC·����ѹ�������µ�TEM��
Fig.4 TEM images of samples after different passes by route BC at 200 ��: (a) 1-pass; (b) 2-pass; (c) 4-pass
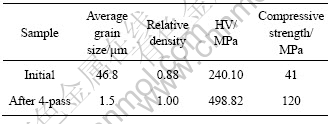
����PITS-ECAP������������߷�ĩ����ս���ϵ�����Ч������·��BC��ѹ������Ϊ����ͨ����ˮ������������ܶȵ�֪����ʼ����ܶ�Ϊ0.88�Ŀ�����ϣ�����һ���μ�ѹ������ܶȿɴ�0.99����ѹ4�κ���ȫ����(����2)�� �������ڲ�����PITS-ECAP���ι������ܵ��ϴ�ļ��б��κ;�ˮѹ����ͬ���õĽ�����ڼ�ѹ�Ŀ�ʼ�Σ��ܱ���Ӱ�죬�����п�϶�Ĵ�С����״�����ı䣬���ܶ�������ߣ������Ͻ���ģ��ת�ǵش�ʱ�����ڼ�Ӧ���ľ��Ҽ������ã���϶����״���������Եĸı䣬�������ε�ͬʱ���ܵ��߾�ˮѹ�����ã��Ӷ����¿�϶�Ĵ�С�����ı䣬��ʹ��϶�����պϡ�
��2 PITS-ECAPǰ�����������ܲ���
Table 2 Characteristic parameters of samples before and after PITS-ECAP
2.2 ��ѹ����ѧ���ܲ���
��ĩ����ս���ϵ���ѧ����ͬ�����ܶȼ��ڲ���֯�Ĵ�С���������еĹ�ϵ���Բ�ͬ����·������ͬ��ѹ����������������ϵ���Ӳ�Ƚ��в������õ���Ӳ���漷ѹ���εı仯��ͼ5��ʾ����ͼ5��֪����ѹһ����(�ۻ�Ӧ��Ϊ1)��������Ӳ���������ԣ�ƽ��Ӳ�ȴ�240.10 MPa �����498.82 MPa��Լ�ȼ�ѹǰ�����75%����������ε�������Ӳ�ȼ��������������ż�ѹ���εļ������ӣ�Ӳ���������Ƚ�����������ͼ5�л��ɿ������ڼ�ѹ�����и�����·�ߵ�Ӳ�ȱ仯���ƻ���һ�£�����·��A��BC��õ�Ӳ��ֵ������ͬ���Ը���·��C�����ֵ���������ѹ·������õľ����ߴ�仯���ƻ����Ǻϡ����ڱ��γ��ڲ����ڲ���϶���������� �ϣ����ܶ���������ͬʱ�����ڲ�����������λ����λ�������� ֳ��λ���ܶ�������ߣ��γɴ����İ�״�ṹ���Ǿ���ȣ�ʹ�ò������Ա��εĿ��������ּӹ�Ӳ����Ӳ���������������ű��εĽ��У�һ�������ܶ��������ӽ�������ѹʵֵ���������Ե���ߣ���һ���棬��Ȼ���ű��εĽ��У�λ������Խ��Խ�࣬��ͬʱ����Ҳ�������ص����ѻ������պ�����λ����ʹ��λ���ܶȲ����кܴ�����ߣ����ǻ���������ijһ����ȶ���ˮƽ�ϣ�ʹ�þ���ϸ���� ����Ӳ��ֵ�仯ƽ����
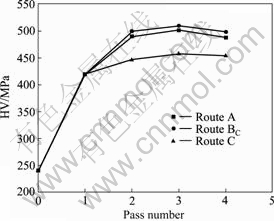
ͼ5 ��ͬ��ѹ·������������Ӳ���漷ѹ���εı仯
Fig.5 Change of microhardness of as-pressed samples with pass number under different strains routes
��ѹǰ����ϵĿ�ѹ����ǿ��Ҳ���2���� �С�ͼ6��ʾΪ��ѹǰ��������Ӧ����Ӧ�����ߡ��ɱ�2�ɿ���������BC·��4���μ�ѹ�������Ŀ�ѹ����ǿ���������ȳ�ʼ�µ�����ǿ���������������ҡ�����ͼ6����ʵӦ����Ӧ�����ߵõ��˺ܺõ��Ǻϡ�ѹ�����ܵ������ҪҲ�����ECAP�����в������ܶ���ߺ;���ϸ����ͬ���õĽ�������ܶȵ���Ч��ߣ���ʹ����ѧ����Ҳ������ߡ�ͬʱ���ڱ��ι����У����������γɣ�λ���ܶȵ������ʹǿ����������
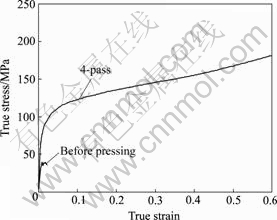
ͼ6 ѹ��ǰ����������Ӧ����Ӧ������
Fig.6 Compressive stress��strain curves of samples before and after pressing
3 ����
1) ��200���£��Դ�����ĩ����ս���Ϊ�� �ϣ����÷�ĩ����-��ͨ��ת�Ǽ�ѹ(PITS-ECAP)�����Ʊ�����ȫ���ܵĿ��峬ϸ�����ϡ�
2) ��������ս��徭PITS-ECAP������Ч���õ����Ը��ơ������õ���������ϸ��������3�ֹ���·�ߵ�ϸ��Ч������Ϊ��BC��A��C����ʼƽ�������ߴ�Ϊ46.8 ?m������ܶ�Ϊ0.88�������������Կ�϶��֯����·��BC 4���μ�ѹ��õ���ƽ�������ߴ�Ϊ1.5 ?m����ȫ������֯��
3) ECAP��������������ս������ѧ���ܡ�3��·����Ӳ�ȵı仯���ƻ�����ͬ����ʼӲ��Ϊ240.10 MPa������һ���μ�ѹ����ߵ���75%�����ż�ѹ���ε�����Ӳ��ֵ��������ƽ��������BC·����ѹ4�κ�����ǿ���ɳ�ʼ��41 MPa��ߵ���120 MPa���ҡ�
REFERENCES
[1] SEGAL V M, REZNIKOV V I, DROBYSHEVKIY A E, KOPYLOV V I. Plastic working of metals by simple shear[J]. Russian Metallurgy, 1981, 1: 99-105.
[2] SHIN D H, KIM B C, KIM Y S. Microstructual evolution in a commercial low carbon steel by equal channel angular pressing[J]. Acta Materialia, 2000, 48(9): 2247-2255.
[3] REAB G I, SOSHNIKOVA E P, VALIEV R Z. Influence of temperature and hydrostatic pressure during ECAP on the microstructure of commercial-purity Ti[J]. Mater Sci Eng A, 2004, 387/389(1/2): 674-667.
[4] GHOLINIA A, PRANGNELL P B, MARKUSHEV M V. The effect of strain on the development of deformation structures in severely deformed aluminum alloys processed by ECAE[J]. Acta Materialia, 2000, 48(5): 1115-1130.
[5] �� ӽ, ��־��, �ܿƳ�, ��־��. �����Ⱦ��Ǽ�����(��)������֯�ݻ�[J]. �й���ɫ����ѧ��, 2003, 13(1): 21-26.
LIU Yong, TANG Zhi-hong, ZHOU Ke-chao, LI Zhi-you. Equal channel angular pressing process (ECAP) of pure Al(��)��Microstructure evolution[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 21-26.
[6] NAKASHIMA K, HORITA Z, NEMOTO M, LANGDON T G. Influence of channel angle on the development of ultrafine grains in equal channel angular pressing[J]. Acta Materialia, 1998, 46(5): 1589-1599.
[7] LANGDON T G, FURUKAWA M, NEMOTO M, HORITA Z. Ultrafinegrained microstructure evolving during severe plastic deformation[J]. JOM, 2000, 52(4): 30-33.
[8] KIM H S. On the effect of acute angles on deformation homogeneity in equal channel angular pressing [J]. Mater Sci Eng A, 2006, 430(1/2): 346-349.
[9] EI-Danaf E A. Mechanical properties and microstructure evolution of 1050 aluminum severely deformed by ECAP to 16 passes[J]. Mater Sci Eng A, 2008, 487: 189-200.
[10] GUBICZA J, CHINH N Q, SZOMMER A, VINOGRADOV, LANGDON T G. Microstructural characteristics of pure gold processed by equal-channel angular pressing[J]. Scripta Materialia, 2007, 56(11): 947-950.
[11] CHANG S Y, LEE K S, CHIO S H, SHIN D H. Effect of ECAP on microstructure and mechanical properties of a commercial 6061Al alloy produced by powder metallurgy[J]. Journal of Alloys and Compounds, 2003, 354(1/2): 6-220.
[12] ������, Ѧ����, �� Ƽ. ��ĩ��ײ��ϵȾ��Ǽ�ѹ���������������Ԫ��ֵ����[J]. �й���ɫ����ѧ��, 2006, 16(9): 1510-1516.
ZHOU Ming-zhi, XUE Ke-min, LI Ping. Coupled thermo- mechanical finite element analysis of metal with porosities during equal channel angular pressing process[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1510-1516.
[13] XIA K, WU X. Back pressure equal channel angular consolidation of pure Al particles [J]. Scripta Materialia, 2005, 53(11): 1225-1229.
[14] NAGASEKHAR A V, TICK-HON Y, GUDURU R K, RAMAKANTH K S. Multipass equal channel angular extrusion of MgB2 powder in tubes[J]. Physica C, 2007, 466(1/2): 174-180.
[15] IWAHASHI Y, WANG T, HORITA Z, NEMOTO M, LANGDON T G. Principle of equal-channel angular pressing for the processing of ultra-fine grained materials[J]. Scripta Materialia, 1996, 35(2): 143-146.
[16] ZHU Y T, LOWE T C. Observations and issues on mechanisms of grain refinement during ECAP process[J]. Mater Sci Eng A, 2000, 291(1): 6-53.
������Ŀ��������Ȼ��ѧ����������Ŀ(50875072)������ʡ��Ȼ��ѧ����������Ŀ(070414148)
�ո����ڣ�2008-07-11�������ڣ�2008-11-19
ͨѶ���ߣ��� Ƽ�����ڣ���ʿ���绰��0551-2901368��E-mail: cisi_1314@126.com
(�༭ ����)
