
���±�ţ�1004-0609(2010)03-0540-05
������������ӹ���Ti6Al4V��ʴ���ܵ�Ӱ��
�� �壬�Ż�������ܣ�������
(�������´�ѧ ��е����ϵ������ 116026)
ժ Ҫ��
���ü��������Եķ�����Ti6Al4V�Ͻ���������ӹ������ñ���ֲڶȲ����ǡ��Ӵ��Dz����Ǻ�X���������ǶԼ��������ӹ������ı������Խ��б��������ô��������������Ƕ������Ŀ���ʴ���Խ��в��ԣ����ù�ѧ������ɨ�����������������ʴǰ����ı�����ò���й۲⡣�����������������������ӹ���������Ӳ����337HV��ߵ�550HV��ˮ�Ӵ�������10?�����������ӹ������Ŀ���ʴ�����������ƣ��ر��Ƕ��ھ��н�С���������״�ı�������������������ʴ����ı���С����������1/10�����������ӹ������Ŀ���ʴ���Եĸ�����Ӳ���ݶ�ЧӦ����������˶����������õ�ЧӦ��ء�
�ؼ��ʣ�
��ͼ����ţ�TH117.1���� ���ױ�ʶ�룺A
Effects of surface texture manufacturing by laser on cavitation characteristics of Ti6Al4V alloy
LIAN Feng, ZHANG Hui-chen, GAO Yu-zhou, PANG Lian-yun
(Department of Mechanical Engineering, Dalian Maritime University, Dalian 116026, China)
Abstract: Ti6Al4V alloy was treated by laser surface modification method. The characterization of surface properties of Ti6Al4V specimens was conducted with surface profiler, contact angle measurer and X-ray diffractometer. The cavitation erosion resistances of Ti6Al4V specimens were measured by ultrasonic vibrator. The cavitation erosion topographies of Ti6Al4V alloy specimens were analyzed by scanning electron microscopy and optical microscopy. The results indicate that the hardness of specimens increases from 337HV to 550HV after modified by laser texture manufacturing. The water contact angles of the specimens are increased by 10?. The cavitation erosion resistances of all specimens by laser texture manufacturing were improved, especially for the grid texture specimens with small space. The area percent of cavitation erosion of the above specimens is less than one tenth of that of the polished Ti6Al4V specimens. The enhancement of cavitation erosion resistances of laser texture manufacturing specimens is related to the hardness gradient effect, cushion of bubble motion and limited area action.
Key words: titanium alloy; surface texture; cavitation erosion; laser manufacturing
�ջ����ʴһֱ����ƴ���������������ṹ�Pˮ����еʱ���ǵ�һ����Ҫ���ء��ջ����ʴ��������еװ�õ��к������ѱ����֤�������ѵõ��㷺�о�[1?3]�����е��о���Ҫ�����ڻ�еװ�õĽṹ�� ��[4?5]�Ͳ���ѡ��[6?7]�������档ǰ����Ҫ��Ϊ�˱������ٿջ�����ķ�������������Ϊ�����װ�õĿ���ʴ���������������������ǶԿջ���������ϱ���������о������룬���ϵı����������Գ�Ϊ����ʴ��Ƶ�һ����Ҫ�ֶ�[8?9]��ͨ���Բ��ϵı��������������ı�ջ����ݵķ������˶����ԣ���С�ջ���������ʱ�������������ˣ��Ӷ����ƻ�еװ�õĿ���ʴ���ԡ�
�ڹ��ڼ���ӹ��Բ��Ͽ�ʴ����Ӱ����о��У�SZKODO[10]�о��˼���Ͻ���45�ֵ��ṹ��ջ������Ĺ�ϵ��������������ṹ�к���һ�����İ�����ʱ�����׳���Ӧ��Ӳ�����Ӷ��ɻ�ýϸߵĿ�ʴ������TANG��[11]�Դ�������������ͭ�������۽��м������Ͻ�������������������ṹ���γɺͽϸߵ�Ӳ��ʹ��ʴ�����õ���ߡ��ѺϽ���б�ǿ�ȸߣ���ʴǿ���������ѧ��������ѧ���ܣ��ѱ��㷺Ӧ����ˮ�����ȴ����뺣������HIROMI��[12]������תԲ�̲����ǶԴ��Ѻ��ѺϽ��ں�ˮ�еĿ�ʴ���Խ��е��о������������Ŀ�ʴ������Ӳ�ȵ���߶���ߡ����е��о����й��ѺϽ���м�����������ӹ������俹��ʴ���Եı������١�Ϊ�ˣ��������߶Լ�����������ӹ����ѺϽ����ѧ�Ϳ���ʴ���Խ����о���ּ��Ϊ����ʴ���ϵı�������ṩ���ݡ�
1 ʵ��
1.1 �������������ӹ�
��������ΪTi6Al4V���ߴ�Ϊ10 mm��10 mm��1.5 mm���ڽ��б��������ӹ���ǰ�������ֱ���360#��800#��1000#ɰֽ���о�ĥ��Ȼ�����������������������ӹ������人����������������ι�˾������HGL-LSY50F����ӹ��豸�����Ⲩ��Ϊ1 064 nm������������Ϊ50 W���ӹ�ʱʹ�õĵ����ܶ�Ϊ12.5 A���ӹ��ı�����������ֱ���������������������ֱ�Ϊ0.05��0.10 mm�����У���������ֱ��ļн�Ϊ90?��
1.2 ���������ܲ��������
������ʴ���Բ��ô��������������ǽ��в��ԡ����ǵĽṹ�������İ�װ��ͼ1��ʾ���������ǵĵ���ǿ��Ϊ1 A����ѹΪ200 V����Ƶ��Ϊ(20��1)kHz��������Ϊ(40��1)mm��ʵ�������½��У�ʵ��ʱ��Ϊ60 min��
�����ı���ֲڶȲ��õ¹�Hommel T6000������ò�ǽ��в��ԡ��õ¹�����Easy-Drop �ͽӴ��Dz����Dzⶨȥ����ˮ����������ĽӴ��Dz���������ܡ������ı�����ò����Phillips XL30ɨ�����������OLYMPUS GX51��ѧ�������б�������Ʒ����������������ӹ�����֯�ṹ�ı仯�����ձ�Rigaku Corporation ������D/MAX?Ultima+��X����������(XRD)���з�������XRD����ʱ������Cu K�����䣬��=0.154 06 nm���ܵ�ѹΪ40 kV���ܵ���Ϊ20 mA��ɨ���ٶ�Ϊ1(?)/min��ɨ��Ƿֱ���Ϊ0.02?��
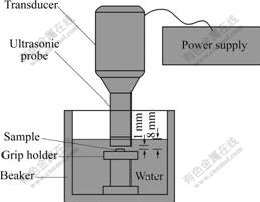
ͼ1 ���������������ǽṹ�������İ�װʾ��ͼ
Fig.1 Sketch map of ultrasonic vibrator and specimen setting
����MH?6��ά����Ӳ�ȼƲ���������Ӳ�ȣ�ʩ���غ�Ϊ9.8 N��ÿ����������3���㣬ȡƽ��ֵ��
2 ���������
2.1 ����ӹ��������ò��������ѧ����
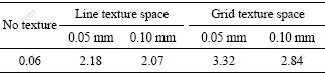
�����ı���ֲڶ��ڼ��������ӹ�ǰ�������1���С��������������ı���ֲڶȴ���ֱ�����������ı���ֲڶȣ���������ֱ�������������������������ż������ӣ�����ֲڶȽ��͵����ơ�����Ҫ�����ڵ�����Сʱ�����ϵ�˲ʱ�����Ӱ�죬���±����ø��Ӵֲڣ������ϴ�ʱ�������Ӱ������ܶࡣ
��1 ���ֱ�Ϊ0.05��0.10ʱ���в�ͬ�������������ı���ֲڶ�
Table 1��Surface roughness of specimens with different textures at spaces of 0.05 and 0.10 mm
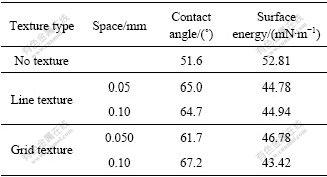
�ڼ��������ӹ�ǰ����������ˮ�Ӵ��Ǻͼ���õ��ı��������2��ʾ�����Կ��������������ӹ����������ˮ�Ӵ��Ǵ��ڼӹ�ǰ�ģ�����õ��ı����ܵ��ڼӹ�ǰ�ġ�����ֱ���������������ԽӴ���Ӱ�첻���������������������ڼ��ϴ�ʱ�������ĽӴ���Ҳ�ϴ��������ӹ������Ӵ��ǵ��������Wenzel������ģ��������[13]����Һ����빵�ۺ�ʹ�Ӵ��Dz����İ뾶��С���Ӷ����½Ӵ���������ֱ������������ˮ���ڲ��������û��Լ�������ԣ�ˮ�Ӵ��Dz�����������Ӱ�죻������������������ˮ���ڲ���������ܵ����ƣ����ϴ������������ڿ���ˮ�ε�����������ˣ�������ˮ�Ӵ��ǽϴ�
��2 ���ֱ�Ϊ0.05��0.10ʱ���в�ͬ��������������ˮ�Ӵ��Ǻͱ�����
Table 2��Contact angles and surface energies of specimens with different textures
���������ӹ������ĺ����ͼ��ͼ2��ʾ�����������ӹ���ĺ��ԼΪ43.5 ��m���ӹ����ȱ仯���ȡ�Ӳ�Ȳ��Խ��������δ���м��������ӹ���Ti6Al4V������Ӳ��Ϊ337HV�����������ӹ����������ڱ��������IJ��崦Ӳ�Ƚϸߣ�����Ӳ�ȷ�Χ�����ޣ� 600HV���ң��ڰ��ȴ�Ӳ�Ƚϵͣ�����Ӳ�ȷ�Χ�����ޣ�550HV���ҡ��������澭�����������ӹ���Ӳ��������ߡ��ڱ��������IJ��崦�������¶ȱ仯�ݶȴ���ȴ�ٶȿ죬Ӳ���̶Ƚϴ�������XRD����ͼ3��ʾ���������������ӹ������������߷��ƽ��������������˵��������ַǾ������������ڼ�����Ⱥ���ȴ���ٶȺܿ���ɵģ��뼤�������ӹ�������Ӳ�ȵı仯����һ�¡�
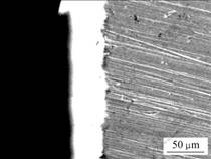
ͼ2 ���������ӹ������ĺ������ò
Fig.2 Cross-sectional morphology of specimen after surface texture treatment by laser
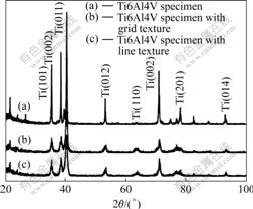
ͼ3 ������XRD��
Fig.3 XRD patterns of specimens
2.2 �ӹ�����Ŀ�ʴĥ������
����Photoshop����������ͼ�����ķ����Թ�ѧ�����¿�ʴ�����������ò���з�ɫ���������������Ŀ�ʴ���[14?15]��ѡ���ʴ�����ص����õ���ͬ���������ӹ������ı����ʴ���ռ���������������(ԼΪ2.37 mm2)�İٷֱ���ͼ4��ʾ����ͼ4���Կ����������������ӹ���Ti6Al4V�����Ŀ�ʴĥ��������н��ͣ��ر��Ƕ���С�������������Ti6Al4V������ĥ��������Լ�С������Ti6Al4V��������ʴ�����1/10������ֱ��������������ʴ�����Ȼ�м�С������С���Ȳ���
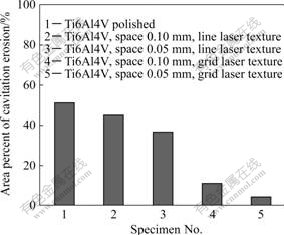
ͼ4 ��������Ŀ�ʴ���
Fig.4 Cavitation erosion area percents of specimens
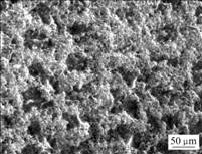
��������Ŀ�ʴĥ����ò��ͼ5~7��ʾ����ͼ5���Կ�����Ti6Al4V����������ʺ���״����ʴĥ�����ء��Ӽ��Ϊ0.1 mm��ֱ��������������Ŀ�ʴ��ò���Կ�������������Ҳ���ֺ���״�Ŀ�ʴ��ò����������������������һƬ������¶�������ӹ��ĺۼ���ͼ7(a)��ʾΪ���0.05 mm��ֱ��������������Ŀ�ʴ��ò�����Կ��������ӹ������������ɼ�����������ͻ�����ֵ��͵Ŀ�ʴ���������������İ��ݴ���û�����ԵĿ�ʴ������ͼ7(b)��ʾΪ���0.05 mm������������������Ŀ�ʴ��ò�����Կ����������������״����û���ܵ��ƻ����ҿ��������ԵĿ�ʴ�����Ϊ0.1 mm�����������ı�����ò������ơ�
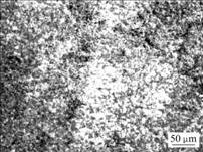
ͼ5 Ti6Al4V�������Ŀ�ʴ��ò
Fig.5 Topography of cavitation erosion of Ti6Al4V polished specimen
ͼ6 ���Ϊ0.1 mm��ֱ������Ti6Al4V�����Ŀ�ʴ��ò
Fig.6 Topography of cavitation erosion of Ti6Al4V specimen line texture at space of 0.1 mm

ͼ7 Ti6Al4V�����Ŀ�ʴ��ò
Fig.7 Topographies of cavitation erosion of Ti6Al4V specimens: (a) 0.05 mm space line texture; (b) 0.05 mm space grid texture
�ɿ�ʴ������ߺ�������ʴ������ò���Կ��������������ӹ���Ʒ����������õĿ���ʴ���ԣ�����Ҫԭ�����£����ȣ�����������������ӹ���������Ӳ��������ߡ��ʵ���Ӳ���ݶȣ����������㹻��ǿ�ȣ������������տ�������ʱ������������������������ʴ�Ա�ֱ������ǿ��Ҫ����Ϊ��������ʹ���ݶԱ���Ĵ�ֱ���ñ�ɿ������ñ�����з����Եĸı䣬�Ӷ����·���ı䣬�������������Ի�����ݵ��˶����������������ڸ�������ı���ݵ����ã���ֱ��������ֻ����ij���ض��ķ����ϸı���ݵ����á���Σ����������ṹӰ����ݵ��������ԣ��Կ�ʴ�ķ��������������á�
3 ����
1) ����������������ӹ���Ti6Al4V������ˮ�Ӵ�������Ӳ����ߵ�550HV���������������ı���ֲڶȴ���ֱ�����������ı���ֲڶȡ�
2) ����������������ӹ��������Ŀ���ʴĥ������������ߣ��ر��Ƕ�������������Ti6Al4V��������ʴ���������Ti6Al4V�����Ŀ�ʴ�����1/10��
3) ����������������ӹ�����������ʴ���ܵ���ǿ�ɹ��ΪӲ���ݶ�ЧӦ����������˶������� ���á�
[1] MATEVZ D, BERND S, BRANE S. Development of a cavitation erosion model[J]. Wear, 2006, 261: 642?655.
[2] AFANASIEV K E, GRIGORIEVA I V. Numerical investigation of three dimensional bubble dynamics[J]. Journal of Engineering Mathematics, 2006, 55: 65?80.
[3] SOYAMA H, FUTAKAWA M. Estimation of cavitation intensity from the time taken for bubbles to develop[J]. Tribology Letters, 2006, 23(1): 23?26.
[4] HSIAO C T, CHAHINE G L. Numerical study of cavitation inception due to vortex/vortex interaction in a ducted propulsor [J]. Journal of Ship Research, 2008, 52(1): 114?123.
[5] VORTMANN C, G. SCHNERR H, SEELECKE S. Thermodynamic modeling and simulation of cavitating nozzle flow[J]. International Journal of Heat and Fluid Flow, 2003, 24: 774?783.
[6] MATEVZ D, BERND B, BERND S, BRANE S. Relationship between cavitation structures and cavitation damage[J]. Wear, 2004, 257: 1176?1184.
[7] SOYAMA H, FUTAKAWA M, HOMMA K. Estimation of pitting damage induced by cavitation impacts[J]. Journal of Nuclear Materials, 2005, 343: 116?122.
[8] NICOLAS B, MANISH A, CLAUS-DIETER O, DETTEF L. Cavitation on surfaces[J]. Journal of Physics: Condensed Matter, 2005, 17: S3603?S3608.
[9] NICOLAS B, MANISH A, STEPHAN M D, DETTEF L. Interaction of cavitation bubble on a wall[J]. Physics of Fluid, 2006, 18: 121505-1?10.
[10] SZKODO M. Relationship between microstructure of laser alloyed C45 steel and its cavitation resistance[J]. Journal of Materials Processing Technology, 2005, 162: 410?415.
[11] TANG C H, CHENG F T, MAN H C. Laser surface alloying of marine propeller bronze using aluminium powder, part I: Microstructural analysis and cavitation erosion study[J]. Surface & Coating Technology, 2006, 200: 2602?2609.
[12] HIROMI M, MOTOHIRO Y, SHUJI H. Effect of materials and solution temperatures on cavitation erosion of pure titanium and titanium alloy in seawater[J]. Wear, 2007, 262: 522?528.
[13] ʩ����, �� ÷, �� ��, ·�컪. ��ʪ�Կɿ����ܱ�����о���չ[J]. �����о�ѧ��, 2008, 22(6): 561?571.
SHI Zheng-yu, LI Mei, ZHAO Yan, LU Qing-hua. Advance of smart surfaces with controllable wettability[J]. Chinese Journal of Materials Research, 2008, 22(6): 561?571.
[14] DIODATI P, MARCHESONI F. Time-evolving statistics of cavitation damage on metallic surfaces[J]. Ultrasonics Sonochemistry, 2002, 9: 325?329.
[15] SHUJI H, KOHEI M, ZHANG Q L. Formulation of cavitation erosion behavior based on logistic analysis[J]. Wear, 2004, 257: 1064?1070.
������Ŀ��������Ȼ��ѧ����������Ŀ(50675024)������ʡ��Ȼ��ѧ����������Ŀ(20082143)
�ո����ڣ�2009-05-12�������ڣ�2009-09-27
ͨ�����ߣ��� �壬�����ڣ���ʿ���绰��0411-84723319��E-mail: fengfeng0425@yahoo.com.cn
ժ Ҫ�����ü��������Եķ�����Ti6Al4V�Ͻ���������ӹ������ñ���ֲڶȲ����ǡ��Ӵ��Dz����Ǻ�X���������ǶԼ��������ӹ������ı������Խ��б��������ô��������������Ƕ������Ŀ���ʴ���Խ��в��ԣ����ù�ѧ������ɨ�����������������ʴǰ����ı�����ò���й۲⡣�����������������������ӹ���������Ӳ����337HV��ߵ�550HV��ˮ�Ӵ�������10?�����������ӹ������Ŀ���ʴ�����������ƣ��ر��Ƕ��ھ��н�С���������״�ı�������������������ʴ����ı���С����������1/10�����������ӹ������Ŀ���ʴ���Եĸ�����Ӳ���ݶ�ЧӦ����������˶����������õ�ЧӦ��ء�
