
���±��: 1004-0609(2006)09-1486-08
��Ǧ������ͭ�Ͻ�
�ƾ���1, ����Ⱥ1, ������2, �Ʋ���1
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ����, ��ɳ 410083;
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083)
ժ Ҫ: ���ݽ������ϵ�����������ͭ�Ͻ�Ļ�������, ������Ǧ������ͭ�Ͻ�ɷ�ѡ��Ļ���˼·, �������ɢ�ֲ��Ľ����仯�������������Ǧ��ͭ�е�Ǧ����Ǧ���ͭ�е���, �Ӷ�ʵ����������ͭ����Ǧ���� ��ϸ���ܹ�����Ǧ���������ͭ�о�������һЩ�ɹ���ʯī/ͭ�Ͻϲ��ϵ��о����, �ܽ������Ǧ������ͭ�Ͻ���о����, ����Լ����о����, ָ����Ǧ������ͭ�Ͻ���о������Dz����ʵ���Ԫ���γɴ����Ӳ�Ľ����仯����, ������һ���ļӹ��ֶ�ʹ�����ɢ�ֲ���
�ؼ���: ��Ǧ; ������; ͭ�Ͻ�; Ǧ; ��; �����仯���� ��ͼ�����: TF125.2+11
���ױ�ʶ��: A
Lead free cutting copper alloys
HUANG Jin-song1, PENG Chao-qun1, ZHANG Si-qi2, HUANG Bai-yun1
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The principles of elements choice of lead free cutting brass was expatiated.It was pointed out that the lead in lead-brass or bismuth in bismuth-brass is replaced by dispersive intermetallics.The development of the lead free cutting brass containing bismuth and graphite/copper composite was summarized.It can be concluded that the key points for cutting brass containing no lead are the choices of elements which can form brittle but not hard intermetallics and procedure which can make the intermetallics distribute dispersively.
Key words: lead free; cutting; copper alloy; Pb; Bi; intermetallics
��Ǧͭ�Ͻ������������������������ ��ѧ�� ��ѧ������, �ǹ㷺ʹ�õ�һ��ͭ�Ͻ� Ŀǰ�ҹ���Ǧ��ͭ�������Լ40��t�� ����, ����ͭ�Ͻ���������ʹ�ù����л���ɻ�����Ⱦ, Σ�����彡��[1, 2], �����Ӧ�������ܵ��ϸ�����ơ� ������1998��8��6����, Ҫ������ˮ����ϵͳ��Ǧ�Ľ�������1.1��10-5����, �ձ��涨2003������ˮ��Ǧ����С��0.03mg/L�� Ǧ����������ͭ, Ҳ����ͭ�γɽ����仯����, ������ˮ�е����ʼ��л���ȵ������º�Ǧͭ�Ͻ��е�Ǧ�Ỻ������[3], ���еĺ�Ǧͭ�Ͻ��������Խ��Խ�ߵĻ���Ҫ�� ����, ������һ���̹涨, �ڼҵ硢 ��ͯ��ߡ� �������������, ��Ǧͭ�Ͻ��ʹ��Ҳ�����ϸ�����, ���ձ�Ȼ�ᱻ��ֹʹ�á� Ϊ�˽���Ǧ���к�����, ������Ա������ˮ�Ի�ͭ�ĸ�ʴ����������Ԫ�ضԻ�ͭ�ĸ�ʴ��Ӱ�������ϵͳ���о�[4-7], ����ȡ�˶��ִ�ʩ, ���������� ���ȺϽ�Ԫ�������Ǧ��ͭ����ʴ����[8], �����Ե�Ǧȥ��[9]������Ǧ�Ľ���[10-12]�ȡ� ����Ǧ�ǻ�ͭ�ĺϽ�Ԫ��, ��ͭ��ʼ�մ�����Ǧ, ������������ֻ�ܴ�һ���̶��ϼ���Ǧ�Ķ�������, �����Ӹ���������Ǧ���к����á� ΪӦ����һ��ս, ������ҽ����������Ǧͭ�Ͻ���о�����[13-15]�� �����ѿ�����8���ƺŵ������Ǧ�����ͭ, ���Ƿֱ�Ϊ: C89510�� C89520�� C89550�� C89325�� C89831�� C89833�� C89835�� C89837�� �ձ������������ͭҲ�������о�, ȡ����һЩ�ɹ�, ����������ͭ�Ͻ������ר��[16, 17]�� ����Ҳ���˽�������Ǧ���������ͭ���о�����[18], �������о����Թ��Ǧ��������Ǧ��������ͭ������[19]�� �����ѿ�������Щ��Ǧͭ�Ͻ��ڼ������ͬʱ, �������������������, �����������˰�������� �������������Դ�dz�����, ���Ҽ۸�ϸ�, �������ͭ�ijɱ��ϸߡ� ��������Ǧ������ͭ�Ͻ�Ŀ�������û������֪ʶ��Ȩ�ɹ�, Ҳδ�γ��Լ�����Ǧ������ͭ�Ͻ�������ģ�� ����Ǧ��ͭ���ȴ���, �ȼӹ�ʱ������, �����ڼӹ��ĵ������� ��Ȼ, �����ҹ���Դ���, �������ɱ���Խϵ͡� �ܹ��������ȼӹ��� ӵ������֪ʶ��Ȩ��������Ǧ������ͭ�Ͻ�, ���������ľ���Ч������Ч�档
1 ��Ǧ������ͭ�Ͻ����Ԫѡ��ԭ��
Ǧ��ͭ�������������ɹ���Ϊ, ����Ǧ�ڻ�ͭ�����е��ܽ�Ⱥܴ�, ��ͭ�еĹ��ܶȼ���Ϊ��, ����Ǧ��ͭ��������ʱ, Ǧ��������γ���ɢ��Ǧ������ Ǧ�нϴ����Ӳ���ص�, �ʵ�Ǧ��ͭ������ʱ, ��Щ��ɢ��Ǧ�������ڶ��Ѷ�ʹ��м����, �Ӷ���������м�� ����ճ��ͺ����Լ���������ٶȵ����á� ������Щ��ɢ��Ǧ��������, ����ʹ��ͷĥ����ٵ���͡� ����Ǧ�������۵�ϵ�(Ǧ���۵�Ϊ327.5��), �Ӷ��ڵ�ͷ��м�ĽӴ��ֲ����ȶ�˲���ۻ�(�ȴ�), �������ڸı���м����״, �������ߵ����á�
��Ǧ��ͭ���������������Կ���, ������ͭ���������ܵ�Ԫ�ػ�����, ������ͭ�д��ڵ���ʽ��Ҫ��Ϊ3��: ��1������������ͭ����ͭ�γɹ�����Ԫ����: Ǧ�� �顢 �����ڵ�; ��2���Dz�������ͭ����ͭ�γɻ������Ԫ��, ��: ������ֱ��γ�Cu2S��Cu2O; ��3���Dz��ֹ�����ͭ�� Ҳ��ͭ�γɻ������Ԫ��, ��: ��ȡ� ��1���4��Ԫ���ǹ��ϵĶ��������ܷdz������Ԫ��, ����Ǧ��Ч�����, ���֮, ���� �ڹ��ڰ���, ����û��ʲô�г��� ���, Ҫ�о�������Ǧ������ͭ�Ͻ�, �ɹ�ѡ���Ԫ���е�1���е���, �Դ����в����о�������ר��[20-22]�� ��ǰ����, �����Ǧ��ͭ�Ͻ�, ���������ܲ��纬Ǧͭ�Ͻ�, ���������ǵı���������С��ͬ�йء� ��ͼ1��ʾ, ���̺��ڵ��۵���Ԫ(��Ǧ����)����Һ̬�����ھ���, �����۵���Ԫ�Ľ���������IC��ͭ����ı����CC�ﵽƽ��ʱ, ����Ǧ�����������Ĺ�ϵΪ
![]()
����CC>��IC, �ȱ�С, ��CCԶԶ���ڦ�ICʱ, ������0, ����˵���۵���Ԫ��ȫ��ʪ����, ���̺��ʱ�Ĥ״�ֲ��ھ��硣
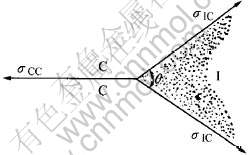
ͼ1 ����������������
Fig.1 Surface tension and dihedral angel among phases
Ǧ�ı�������������, ����Ǵ�����, ������Բ�������״�ֲ��ھ���, �����������ͭ��, �����¡�������ʱ, Ǧ�ʵ㻹�ᱻ���뾧�ڡ� ������ɢ�ֲ���Ǧ�������������������� ͬʱ, Ǧ���������뾧�ں��ؾ��ֲ���Ǧ������Ȼ����, �����Ǧ��ͭ���׳����ȴಢ�����������������ͭ����Ҫԭ�� ��ʽ(1)��֪, ���������ı���������ͭ�ı���������Ԫ��, �������������Ǧȵ�Ԫ��, �������ڴٽ�����ͭ�Ͻ�������ʱ�����״�����ʵ�״�ֲ��ھ���, ������һ����ߺϽ�ļӹ����ܺ��������ܡ� Ǧ������߲��ܽ���ͭ, ���ܽ�����, �������ı�������, �ס� ���� ���� �ࡢ �ء� п������Ԫ����ͭ�еĹ��ܶȽϴ�, �����ܽ�����, �������ǵı��������Ե���ͭ, �����Ƕ��ܽ���ͭ�ı��������� �������Ϸ���, ��ͭ�м�����ʱͬʱ����Ǧ�� �衢 �ס� ���� ���� �ࡢ �ء� п�� ����Ԫ�ؾ��д�ʹ�����״�������á� ����, ����Ԫ����, Ǧ������ж�, �����ϱ��ų�; ���� �ࡢ �ؼ۸�, �������г��ƹ�, Ҳ�������ų�, �����ס� ���� п�������Կ��������������������̬�� ��ʵ��, ���������Ǧ��������ͭ�Ͻ������������˽϶������п�� ��������Ϊ������, �����������Ը���ͭ�Ͻ����ʴ�ԡ� ���� ������ͭ�Ͻ�Ϊ��Ҫ������Ԫ��, �����۸�, ���������ͭ�ijɱ�, ���������г��ƹ㡣
��2��Ԫ�������, �ֱ���ͭ����Cu2S��Cu2O, ��Щ���������ͭ������������������, ���Լӹ����ܺ�ʹ�����ܵ����������൱�к�, ��������������к����ʶ��ϸ���ơ� ��һ����, ����Ի��������Ⱦ, �Ӷ������µ���ȾԴ, Σ�����彡���� �ʲ���ѡ�������������ͭ�Ͻ�Ŀ������ԡ�
��3��Ԫ��(���ֹ�����ͭ�� Ҳ��ͭ�γɻ������Ԫ��)�϶��, �����������ͭ����������Ҫ����ֲ����ͻ�ͭ����ѧ���ܻ�ӹ������ߵ�Ԫ��ȴ���١� ��Ҫ����ѡ���Ԫ����ͭ�γɵĻ���������۵�͡� �����Ӳ������, �������ֻ�������������ʵ���ʽ��ɢ�ֲ��ڻ����С� ���ֵ��۵㻯�����ܷ������徧���ڲ�, ����߱�������������ء� ��ͼ2��ʾ, ϵͳ�����ܵı仯��

ֻ������ʽ(3)ʱ, ��������п��ܱ�����ճ�������뾧��, ����������ͻ��뾧���ֿ���ƫ���ھ��硣 ���ҹ���Դ����ͻ�ȡӵ������֪ʶ��Ȩ�ĽǶȽ�Ͽ���, �о�������Ǧ������ͭ�Ͻ�, Ӧ�����ڵ�3��Ԫ��, ��һ��˼·������Ͻ���Ԫ��ѡ��Χ��
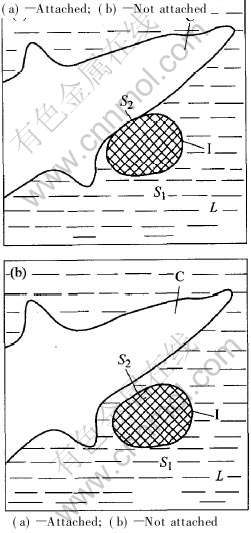
ͼ2 �����仯���︽�ž���ʾ��ͼ
Fig.2 Sketch maps of intermetallics attached to crystals
2 ��Ǧ������ͭ�Ͻ���о���չ
2.1.1 �Ͻ�ɷ�
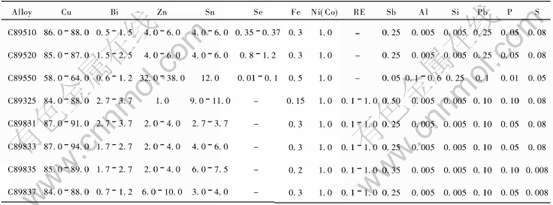
�����Ǧʱ������ע�����, �鱾���Դ�, ���۵��Ǧ���۵��(����۵�Ϊ271.4��, Ǧ���۵�Ϊ327.5��), ������������Ǧ��С(Һ̬Ǧ����ı��������ֱ�Ϊ0.45N/m��0.35N/m), һ������״��Ĥ״�ֲ��ھ���, �������ʹͭ�Ͻ�����ȴ����ࡣ �ڻ�ͭ�е���������, ��Ȼ�������ȼӹ�����, �����ȡһ���Ĵ�ʩ�ı����ڻ�ͭ�е�������̬��ֲ�״���� ��C89550���о�����, ���������� ����ϡ����Ԫ�ص���������Կ�״����״�������Ա�Ĥ״�����ھ��硣 ���������������ÿ��������������ı��������й�, �������ڽ������ͭ�Ͻ����ԵIJ���Ӱ�졣 ϡ����������Ϊ��������֪, ��ϡ�����������γɸ��۵㻯����, ��BiCe, ���۵�Ϊ1525��, �û�������Կ�״�ֲ��ھ���;�����, ���ͬ�����Լ�������к�Ӱ��, ������������ͭ�Ͻ��������ܵĹ��ס� �������������ͭ���ƺż��仯ѧ�ɷֱַ����ڱ�1�� ����Ԫ�غ���û�б仯��Χʱ��Ϊ�������
�����۵�Ϊ220��, �е�Ϊ695��, ��ѧ���ʻ���, �����������Cu-Se��Bi-Se�м�Ͻ����ʽ���뵽�Ͻ������С� ��������������������Ĵ�, �ߴ�80%, ���м�Ͻ����ʽ������Կ������������ ��ʹ��Bi-33%Se�м�Ͻ�������, ��Ļ����ʿɴ�80%, �����Ļ��������, ����20%�� �����Ͻ��о��������нϸߵ�Ǧ, �ⲻ�����������ͭ����������, ����Ҫ���DZ������к�Ǧͭ�ĵĻ�������, �Ӷ����ڻ����� ��Լ��Դ�� ���������ɱ��� �����Ͻ���Ҫ��������, �����ʺ�������ұ���Ʒ�� �����Ǧ�ļӹ�ͭ�Ͻ��Ʒ�Դ������о�, ������Ҳ�д��ڽ�һ����ߡ�
��1 �������������ͭ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of American cutting brass containing Bi (mass fraction, %)
2.1.2 �Ͻ����ѧ���ܺ���������
��2�ֱ��г�������8�ֺϽ����ѧ���ܺͿ��������ܡ� �����õ�������Ϊ��̬, ��ѧ���ܼ�⼼��������ASTM B208�� ǿ�ȵ�λԭΪKSI, �������MPaֵ, C89500���������ܶ�Ӧ���麬����Сֵ�����ֵ��ƽ��ֵ�� Ϊ�˱��ڶԱ�, ���л��г���C36000�Ͻ�����ܡ� ��Щ���ͭ�ĺϽ̶ȸ�, �Ͻ��ǿ�����ƽ϶�, �й���ǿ���� �����仯����ǿ����, Ӱ��Ͻ���ѧ���ܵ�������ϸ���, �������Ҳ�в�����Ӱ�졣
��2 �������ͭ��Ǧ��ͭ����ѧ���ܺͿ��������ܶԱ�
Table 2 Comparison of mechanical properties and machinability of American brass containing Bi with brass containing Pb
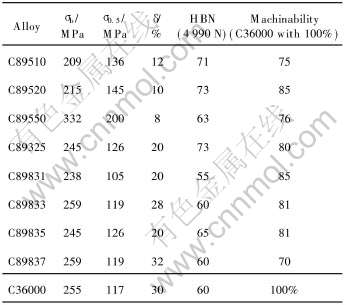
�ɱ�2���Կ���, ���ͭ�Ŀ������Ա�Ǧ��ͭC36000�Ŀ��������Ե͡� ���������С, ��ͭ��ʪ�Ա�Ǧ��, ���Ͻ���ʿ���״�ֲ�, ��Ǧ���, ������ϴ����������, ����ɢ�̶���Ȼ����Ǧ, �����ͭ�Ŀ������Բ���Ǧ��ͭ�Ŀ�������, ���������Ǧ������ͭ�Ͻ������㡣 ����, ���ͭ�ȶ��¶���խ, ����Ҫ���ȶͳ��͵������˵, �������ͭ��Ϊԭ����ʱӦע����һ��������, ѡ����ʵ�ʼ���¶Ⱥ��ն��¶�, �����ȶ��¶ȳ�����Χ, �Ӷ�����ȼӹ����ϡ�
2.1.3 �Ͻ����������
1) ��Ӧ����ʴ����
You��[23]�����ͭ��Ӧ����ʴ���ѽ������о��� ͨ������ʵ�顢 �绯ѧ����(EIS)�� ɨ��羵�� ������Ӧ����ʵ���о��������Ǧ��ͭӦ����ʴ���ѵ�Ӱ��, ������Ǧ��ͭ��Ǧ��ͭ��Ӧ����ʴ���ѽ����˶Աȡ� ����λ�����о�����, ����Mattsson��Һ���б��ۻ����ص�, �����麬������, ���ͭ�ĸ�ʴ����Ҳ��ߡ� ��Ǧ�����ͭ���迹�����ڿ�·��ѹ�ĵ�Ƶ�����ֳ��յ���Ϊ, ����Ϊ�ɹ��Ϊ�Ͻ������������á� ��Ӧ����ʵ����������п����Ӧ����ʴ���������ĵط�, Ӧ����ʴ�����ܵ�������Ӧ���� �����麬������, ��п��ĺ�ȼ��ȸ�ʴ��������������, ������ͭ��Ӧ����ʴ���ѿ�����ߡ�
2) ��Ľ���������Ϊ
Chatain��[24]�о������ͭ�н���ĸ�������, ��1223Kʱ, ����ͭ����ľ�����������˱��͵���, ���ƫ���ʸ�������, ��һ��Ϊʹͭ��ƽ���С��������״ת��Ϊ�����塣 ������573K�˻��, ���淢���˾���, ���������һЩ����Դ��������������
ʯī��һ�������Ĺ�����, ���ܼ���������ͷ����м��Ħ��, �Ӷ����ٵ�ͷĥ������á� ����, ����м����ͷ�ӻ�����������ʱ, ʯī��������, ǿ�ȡ� ���Խϲ�, ����, ������ʯī��������������չ, ������չʱ��м�ͻᷢ������, �Ӷ�����м�ijߴ硣 ����ʯī������ͭ�Ͻ�������������, ��ʯī������ͭ�Ͻ�ͨ���������õ��������ܡ� ��ʯī��Ǧ������Ǧ������ͭ�Ͻ�, ��һ��ֵ��̽���ķ����� Rohatgi��[25, 26]������ķ����Ʊ���ʯī/ͭ���ϲ���(����ʯī�����ijߴ�Ϊ5~200��m), ��������֯�����˹۲첢����ɶ��ԡ� �ɺ��Ժ���ʴ�Խ������о�, ������������Խ�������ϸ���о��� �������, ����ͭ�Ͻ��м������ȷ�ɢ��ʯī��(�ߴ�Ϊ5~200��m)��, ʯī/ͭ���ϲ��ϵ���м�ߴ���١� ������������, �����뺬Ǧ��ͭ���������൱; ʯī/ͭ���ϲ��ϵ���п�����������; ʯī/ͭ���洦�ĸ�ʴ������; ʯī/ͭ���ϲ��ϵ���ʴ�ԱȻ���Ͻ�ĸ�; ʯī/ͭ���ϲ����ܺܺõؽ��жƸ������������� ����ʯīǿ�ȵ�, �ҿ����ijߴ�ϴ�, ���ʹʯī�����ķֲ���ϸС����ɢ, �Խ�һ���������ʯī/ͭ�Ͻϲ��ϵ���ѧ����, ��ֵ�������о��Ŀ��⡣
һ�������, ��ͭ�еĦ�����һ��Ӳ�������, ������״̬�����ǻ�״�ֲ��ڻ���֮��, ����Ӱ���ͭ��ѹ���ӹ�����, �Ի��ӹ����ܺ�ʹ��Ҳ��������Ӱ�졣 �ӽ�ɽ��[19]���������������: ������һ����ͭ�Ͻ�Ļ���Ϊ����, �ڻ����Ͼ��ȷֲ���ϸС�ĵ�״����, �ܹ����������ѹ���ӹ�, �缷ѹ�ɲ�, ���������л�е�����ӹ�ʱ, ϸС��������۶���м������, �����������п�����Ǧ��ͭ�����ơ� ��һ�����Ƿ�ɹ�, ��ؼ���һ�����ܷ�Ԧ�����б��ʴ���, ʹ�������ǻ�״ת��Ϊ��ɢϸС�ĵ�״�� �ӽ�ɽ��[19]����L9(34)����ʵ�鷨���б��ʴ������ʼ��䷽��ɸѡ����, ��ͭ������ �躬���� ���ʼ�A�ͱ��ʼ�B�����������Ż��� ���Ż��ɷֵĺϽ�������о�, �۲���������֯, ���������ͺ�ˮ��ʴ����, ����������������Ǧ��ͭ�Ľ����˶Աȡ� ������֯��ͼ3��ʾ, (��+��)�����ͭ��, ���������Ĺ��Ԫ����Ϊ���ʼ�, ��ʹ������ϸС������; ���Ԧ���Ϊ���Ļ�ͭ��, ϸС���ȵĦ�������������HPb59-1�е�����Ǧ�ʵ�Ķ�м����, �ڻ��ӹ�ʱ, ��м�ϳ�СƬ״; �Ƶõ���Ǧ��������ͭ�нϺõ��ͺ�ˮ��ʴ���ܡ� �����Ƶõ���Ǧ��������ͭ��������ֻ��HPb59-1��70%~80%, ���д���һ����ߡ� �����Թ��Ǧ��������ͭ�Ͻ���Ӧ������һ�ξ���, �����о�˼·����ֵ�ý����
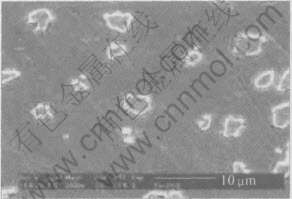
ͼ3 ���ͭ��SEM����֯
Fig.3 SEM image of brass containing Si
���������Դ�ḻ, �۸����; ���౾��������������(�Դ�), ��ͬ�����鼸����������ͭ, ���ಿ�ֹ�����ͭ, ����ͭ�γɽ����仯��� ��ͭ�����仯������д����Ӳ���ص�, �����ȡһ�����ֶ�ʹ���ִ����Ӳ�Ľ����仯������ɢ�ֲ���ͭ�Ͻ�, Ҳ�п����ڲ�����ͭ�Ͻ�ӹ������Ե�ǰ����, ʹͭ�Ͻ������õ��������ܡ� ��������������˼·, �Դ�Ϊ����, ��һͭ�ӹ���ҵ�����˺����о�, ���������������������� ���ȼӹ��������õ�������ͭ�Ͻ�, �������ר����������ר��(ר�������Ϊ: 200410015836.5, ר������Ϊ: ��Ǧ���������ͭ�Ͻ�), ������˸úϽ���м�����, ������������
þ���ֹ�����ͭ, ����ͭ�γɽ����仯��� þ��ͭ�Ͻ�Ĺ���ǿ��Ч����������, �Һ�þ��ͭ����ѧ���ܲ�����, Ҳ��ӳþͭ�����仯�����ǿ��Ч��������, ͬʱҲ˵��þͭ�����仯���ﲻӲ�� ���ʹ���ֲ�Ӳ�Ľ����仯������ɢ�ֲ���ͭ�Ͻ�, Ҳ�п����ڲ�����ͭ�Ͻ�ӹ������Ե�ǰ����, ʹͭ�Ͻ������õ��������ܡ� �������, þ����Դ���ḻ, �۸�Ҳ������, ����ܿ�������þ��Ǧ��������ͭ�Ͻ�, �ڻ������ɱ����潫����о������, Ҳ�ܴ�����������Ч��;���Ч�档 ���������ѿ����������Ǧ��������ͭ�Ͻ�, ˵������������ͭ���������ܵı��ʼ�����������ܵĴ�ʩ��һ��������, ���ǵ�þ��ͭ�Ͻ��е����Լ��ҹ������е���Դ����, ѡ����þ��Ǧ, ��������Ǧ������ͭ�Ͻ���о�, ���е�ʵ����������þ��Ǧ��������ͭ�Ľϴ�Ŀ���DZ����
2.5.1 ����֯�۲�
ͼ4��ʾΪþ��ͭ����̬ɨ��羵��, ��ͼ��֪, þ��ͭ������(�Ұ�ɫ)�ͦ���(��ɫ)��, ������������������ڡ� ��ͼ4(a)�� (b)�зֱ�ѡȡ�˲�ͬ��λ�ý������������� ����ֱ����A�� B�� C�� D�� E�� F�� AΪ��ɫ��״����� BΪ��ɫ��״����� CΪ��������� DΪ��������� EΪ���ڡ� FΪ���ڡ� ��������3���С�
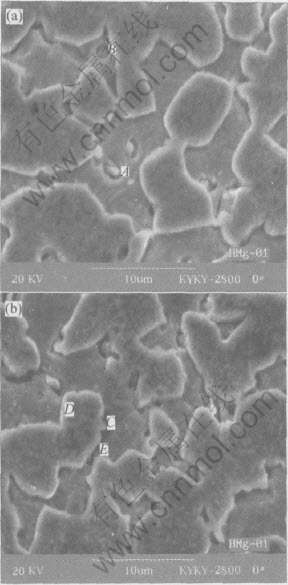
ͼ4 þ��ͭ����̬ɨ��羵��
Fig.4 SEM images of as-drawn brass containing Mg
��3 ���������
Table 3 Results of EDX for brass containing Mg (mole fraction, %)
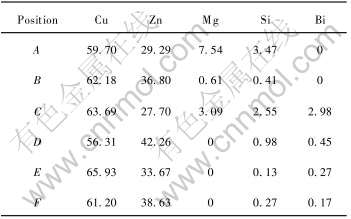
�ɱ�3�ɼ�, ����A��Ϊ��ɫ����, ��Cu��Zn��MgĦ����Ϊ60��30��8, Ӧ��Ϊþͭп��Ԫ������; B��Ϊ��ɫ����, ��Cu��Zn��Ϊ62��37, ����Ϊͭп������, ����Ϊ�νṹ�д��ڽ�һ���о�; C�� E����ͭп�ȸ�, Ӧ�Ǧ���, ����C���顢 ���Ԫ�غ�����, ��ԭ��Ӧ��C��Ϊ�����ϵĺ�ɫ��״��, �����ھ���ƫ�ۿ��Լ���ϵͳ����, ��E��Ϊ���ڵ�λ��, ֻ��������������; F��ͭп�ȵ�, ӦΪ����; D��Ϊ�����߽��ϵİ�ɫ��״��, ������ɨ��羵���������Բ���, ��������������ۼ��Ľ���� ������֯��������������ǿ��Կ���, þ��Ҫ�ֲ���þͭп��Ԫ�������м�������, �ڦ��༰�������ܽ�Ⱦ���С, ��þ�������ھ��ں;�����зֲ��� þ�����ֲַ������������þ��ͭ���������ܡ�
2.5.2 ����������
þ��ͭ��Ǧ��ͭC3604�Ͻ����м��ͼ5��ʾ, C3604�Ͻ����мϸ��, �ʶ���״; þ��ͭ����мΪƬ״��C��м, �����ڱ���ʹ⻬״, ������ë����״�� ������м���������̽�ƽ��, ������������С, ���ӹ��ı���ֲڶȽ�С�� ����C3604����, Ǧ���ȷֲ���ϸ��״̬, �뵶�нӴ������д���Ǧ���Ӵ��ڡ� ����Ǧ���ӽ���, ����������û��ʲô��������, �����俴�ɿն��͵������ڼ��ٽ�����½�������, �������������, ����һ����, Ǧ��������������, �����������ܺá� þ��ͭ����֯��Ҳ�ֲ�����ɢ�ĵڶ�������, ��Щ���Ӵ����Ӳ, �ڵ��нӴ����ϵĵڶ����������ڶ��Ѷ���������, Ҳ���ڷ���Ӧ������, ��ʹ���ƽ�һ����չ, ��ʹ��м����, �Ӷ���С��м�ijߴ�, ������������Ҳ������ ��ͼ5���Կ���, ���ߵ���м����С��

ͼ5 þ��ͭ��C3604�Ͻ����м�����֯
Fig.5 Chips of brass containing Mg and brass containing Pb(C3604)
3 ����
��Ǧ������ͭ�Ͻ���������������ϱ������ڻ���Ǧ��ͭ�൱��, ������ӵ�����õ����ȼӹ����ܡ� ��ѧ���ܼ���ʴ���ܵ�, ���п���ռ��Ǧ��ͭ���г��� ���ҹ���Դ����� �Ͻ�ɱ����ƺͻ�ȡӵ������֪ʶ��Ȩ�ĽǶ��ۺϿ���, �о�������Ǧ������ͭ�Ͻ�, Ӧ�����ڵ�3��Ԫ��(���ֹ�����ͭ�� Ҳ��ͭ�γɻ������Ԫ��), ��һ��˼·������Ͻ���Ԫ��ѡ��Χ��
REFERENCES
[1]El-Sherif R M, Ismail K M, Badawy W A. Effect of Zn and Pb as alloying elements on the electrochemical behavior of brass in NaCl solutions[J]. Electrochimic Acta, 2004, 49(28): 5139-5150.
[2]Karalekas P C, Craun G F Jr. Lead and other trace metals in drink water in the boston metropolitan area[J]. J New England Water Works Assoc, 1976, 90: 160-172.
[3]������, ۪��. ����ˮϵͳ��ͭ���������Ǧ���о�[J]. ���漼��, 2000, 29(1): 9-11.
ZHANG Xin-yu, LI Jian. Leaching of lead from brass parts of drinking water system[J]. Surface Technology, 2000, 29(1): 9-11.
[4]Sakamoto A, Yamasaki T, Matsumura M. Erosion-corrosion tests on copper alloys for water tap use[J]. Wear, 1995, 186-187(2): 548-554.
[5]Korshin G V, Ferguson J F, Lancaster A N. Influence of natural organic matter on the corrosion of leaded brass in potable water[J]. Corrosion Science, 2000, 42(1): 53-66.
[6]Sohn S, Kang T. The effects of tin and nickel on the corrosion behavior of 60Cu-40Zn alloys[J]. Journal of Alloys and Compounds, 2002, 335(1-2): 281-289.
[7]Badawy W A, El-Egamy S S, El-Azab A S. The electrochemical behaviour of leaded brass in neutral Cl- and SO4- media[J]. Corrosion Science Volume, 1995, 37(12): 1969-1979.
[8]Sohn S, Kang T. The effects of tin and nickel on the corrosion behavior of 60Cu-40Zn alloys[J]. J Alloys Compounds, 2002, 335: 281-289.
[9]Myerson A S. Treating brass components to eliminate leachable lead[P]. US 6191210, 2001.
[10]Downey J P. Reducing lead leachate in brass plumbing components[P]. US 5454876, 1995.
[11]Joe S L. Leaching of Lead from Brass Plumbing Fixtures[P]. US 5707421, 1998.
[12]Myerson A S. Process for treating brass components to substantially eliminate leachabale lead[P]. US 6197210, 2001.
[13]Matsumoto T, Furuya M, Okubo T, et al. Drilling of lead free brass alloy ��ECOBRASS�� [J]. Journal of the Japan Research Institute for Advanced Copper Base Materials and Technologies, 2002, 41(1): 76-80.
[14]Ando T, Atsumi T, Yoshikawa Y. Improvement of machinability of bismuth substituted free-cutting brass[J]. Journal of the Japan Research Institute for Advanced Copper Base Materials and Technologies, 2002, 41(1): 97-101.
[15]Plewes J T, Loiacono D N. Free-cutting copper alloys on tain no lead[J]. Advanced Materials and Process, 1991, 140(4): 23-27.
[16]Hiroyuki T. Lead-free, free-cutting brass alloy material and production method thereof[P]. Japan Patent 2003-277855, 2003.
[17]Hisashi T, Keiichiro O, Yoshito S. Lead-free copper base alloy material[P]. Japan Patent 2000-169919, 2000.
[18]��־��. ����ˮ�ܼ���ͭ�Ͻ���о�[J]. ������ɫ����, 2003, 19(1): 31-33.
WANG Zhi-jian. Study on copper alloy in drinking water pipe[J]. Hunan Nonferrous Metals, 2003, 19(1): 31-33.
[19]�ӽ�ɽ, Ф���. ��Ǧ��������ͭ���о�[J]. �㶫��ҵ��ѧѧ��, 2001, 18(3): 63-66.
PANG Jin-shan, XIAO Yin-xin. Study of nonleaded easy-cutting brass[J]. Journal of Guangdong University of Technology, 2001, 18(13): 63-66.
[20]Ruetz R L, Vojta J V, Day D L. Reduced lead bismuth yellow brass[P]. US5879477, 1999.
[21]Brock A J, Breedis J F, Crane J.Corrosion-resistant bismuth brass[P]. US5637160, 1997.
[22]Ruetz R L, Vojta J V, Day D L. Reduced lead bismuth yellow brass[P]. US5360591, 1994.
[23]You S J, Choi Y S, Kim J G, et al. Stress corrosion cracking properties of environmentally friendly unleaded brasses containing bismuth in Mattsson��s solution[J]. Materials Science and Engineering A, 2003, 345(1-2): 207-214.
[24]Chatain D, Wynblatt P, Rohrer G S. Anisotropic phenomena at interfaces in bismuth-saturated copper[J]. Scripta Materialia, 2004, 50(5): 565-569.
[25]Rohatgi P K, Ray S, Church N, et al. Cast lead-free copper-graphite composite alloys with improved machinability[J]. AFS Transaction, 1992, 100: 1-8.
[26]Rohatgi P K, Nath D, Kim J K, et al. Corrosion and dealloying of cast lead-free copper alloy-graphite composites[J]. Corrosion Science, 2000, 42(9): 1553-1571.
�ո�����: 2005-09-05; ������: 2006-07-18
ͨѶ����: �ƾ���, ��ʿ, ������; �绰: 0731-8830614; E-mail: hjinsong@mail.csu.edu.cn
[3]������, ۪��. ����ˮϵͳ��ͭ���������Ǧ���о�[J]. ���漼��, 2000, 29(1): 9-11.
[9]Myerson A S. Treating brass components to eliminate leachable lead[P]. US 6191210, 2001.
[10]Downey J P. Reducing lead leachate in brass plumbing components[P]. US 5454876, 1995.
[11]Joe S L. Leaching of Lead from Brass Plumbing Fixtures[P]. US 5707421, 1998.
[18]��־��. ����ˮ�ܼ���ͭ�Ͻ���о�[J]. ������ɫ����, 2003, 19(1): 31-33.
[19]�ӽ�ɽ, Ф���. ��Ǧ��������ͭ���о�[J]. �㶫��ҵ��ѧѧ��, 2001, 18(3): 63-66.
[20]Ruetz R L, Vojta J V, Day D L. Reduced lead bismuth yellow brass[P]. US5879477, 1999.
[21]Brock A J, Breedis J F, Crane J.Corrosion-resistant bismuth brass[P]. US5637160, 1997.
[22]Ruetz R L, Vojta J V, Day D L. Reduced lead bismuth yellow brass[P]. US5360591, 1994.
