
���±�ţ�1004-0609(2014)02-0448-13
���ö�����ػ��ռ�����չ
�ຣ��1��лӢ��1����ͭ��2
(1. �㶫����ѭ���Ƽ�����˾����ɽ 528244��
2. �й����������о����ģ���� 300300)
ժ Ҫ��
����������Ϊ��������������ص������غ�����ӵ��ƾ���������ܶȸߡ���ŵ��ٶȿ졢ѭ���������Լ�����Ⱦ���ŵ�õ����ٷ�չ����������������ǧ�ε�ѭ����ŵ���������½������ձ��ϣ��ӱ�����������Լ��Ȼ��Դ�Ƕȿ������յ�������ó�Ϊ��Ȼ�������ܽ��˽����������������������ӵ�غ������صķ���������ʪ�����ա����պ����Ϲ��յȣ����Ը��������������ۣ��������о���״�д��ڵĶ�����Ⱦ����ȫ���������������ͻ����Ʊ���������࣬Ϊ�й�δ��������ػ������õ춨������
�ؼ��ʣ�
�������������������������ʪ��ұ������ұ����
��ͼ����ţ�X705��TQ150.9 �� �� ���ױ�־�룺A
Technical progress on power batteries recovery for electric vehicle
YU Hai-jun1, XIE Ying-hao1, ZHANG Tong-zhu2
(1. Guangdong Brunp Recycling Technology Co., Ltd., Foshan 528244, China;
2. China Automotive Technology & Research Center, Tianjin 300300, China)
Abstract: Recently, Ni-MH battery and lithium ion battery as high-energy vehicle power batteries have been developed rapidly for some advantages, such as high energy density, fast process of charge and discharge, long cycle life, non-pollution. However, the battery capacity decreases after hundreds of charge-discharge cycles, which finally leads to the battery scrap. From the view of environmental protection, natural resources conservation and lower the cost, the battery recycling is necessary. The authors summarized the methods of Ni-MH battery and lithium ion battery recycling in domestic and foreign researches, including the hydrometallurgical processing method, pyrometallurgical processing method and combined processing method, and each method was evaluated. And then an overview was given about secondary pollution, security problems and solutions in the existing methods, which lays a foundation for future recycling of traction battery in China.
Key words: power battery; recycling; separation; hydrometallurgy; pyrometallurgy
����ԴΣ������ͻ�����ʶ��ǿ�ı����£����������õ���Ѹ�͵ķ�չ���綯���������������ҵ��������������Դ��ȫ�ͷ�չ��̼���õ���Ҫ;�����ҹ��綯�����Ƽ���չ��ʮ���塱ר��滮��Ҫ��ӿ��ƶ��綯�����Ƽ���չ������֧�ֵ綯�����Ƽ����¡���϶��������������죬�ѽ����Ʒ�г������ڣ�����ʵ�ֲ�ҵ�������綯������ؼ�������Ѹ�٣�������Ʒ���ӽӽ������ߵ�����Ԥ����2020�꣬�綯�������г�ռ�ж�ﵽ5%����Ϊ������ɫ������أ������غ�����ӵ��ƾ���������ܶȸߡ���ŵ��ٶȿ졢ѭ���������Լ�����Ⱦ���ŵ㣬�������õ�Ѹ�ٷ�չ�������غ�����ӵ�صļ������ϳ��죬��������ü���Ҳ�õ����Ϸ�չ���ҹ�������������Դ������ҵ��չ�滮(2012-2020��)���綯�����ۼ����۵�2015���50 ������2020���500������ ��[1]Ԥ����δ���綯�����㷺Ӧ��ʱ�����п��ܳ���Li��ȱ���������ʱ�����ò�Ѱ���µĵ�ؼ�����ŷ�˵�2006/66/EC�ŵ��ָ��Ҫ��2012��9�»��������Ϊ25%��2016��ﵽ45%�����ݵ������IJ�ͬ��ѭ����������Ӧ�ﵽ50%~75%[2]�������������˽����������������غ�����ӵ�ػ������õķ�����Ϊ������صĵͳɱ������ṩ�����Ե�ָ����
��[1]Ԥ����δ���綯�����㷺Ӧ��ʱ�����п��ܳ���Li��ȱ���������ʱ�����ò�Ѱ���µĵ�ؼ�����ŷ�˵�2006/66/EC�ŵ��ָ��Ҫ��2012��9�»��������Ϊ25%��2016��ﵽ45%�����ݵ������IJ�ͬ��ѭ����������Ӧ�ﵽ50%~75%[2]�������������˽����������������غ�����ӵ�ػ������õķ�����Ϊ������صĵͳɱ������ṩ�����Ե�ָ����
1 ����ӵ�غ����������
��ͬ�ij������������ĵ�سɷֲ�����ͬ������������м����Ҳ���в��죬�⽫��Ӱ����������Ļ���Ч�ʺͻ��ճɱ���
��������Ӷ�����������ߣ��������ȶ��Բ���׳��ְ�ȫ���⣬��Ȼ����﮵�ؾ��������ᡢ���С���ŵ㣬���������ȶ��Բԭ�ϼ۸�ߡ���Ⱦ���أ����ʺ�Ӧ���ڵ綯����Ŀǰ�����⼺��Ʒ��������Ӷ���������������ձ����������ﮡ�����﮺���Ԫ���ϡ������ڼ����з����в��ϵĻ����ϻ��ص��з����ᷰ��������ϡ�ͬʱ���Ľ�����ﮡ�����﮲������ܵ��о�Ҳ��δͣЪ��
1.1 ����ӵ�����
ͼ1��ʾΪ����ӵ�ص����[3]�������Ʊ�ʱͨ����ճ�ϼ���ƫ����ϩ(PVDF)���������Ͽ����̶��ڵ缫���Ƶá�����һ�����ʯī�ṹ��̼�ز��ϣ���̼/ʯī������ϣ���̼�ز��ϡ���Ȳ�ڡ�ճ�ϼ���һ���������Ϳ����ͭ�����Ƶá����м��õ�ѭ�����ܺͿɿ���Ÿ߹������Ե������(Li4Ti5O12)������Ϊ��һ������Ӷ�����ص���Ҫ��������[4]����Ĥ��Ҫ�ɾ۱�ϩ������ϩ�ױ�Ĥ�����˫����ɣ�����Լ10 ��m�����Һ��Ҫ�Ǻ���ε��л��ܼ����������ͨ����LiPF6��Ҳ����LiClO4��LiBF4[5-7]�����߸���������ԣ�LiPF6����ʱ�ȶ��ԲLiBF4����ʱ���ӵ絼�ʵͣ�LiClO4����ǿ������[8]���л��ܼ�ͨ��Ϊ̼������(̼���������̼����ϩ����̼���������̼���������)�����Ϊ����֡������ֻ����ǵȡ�
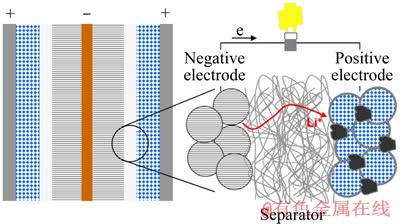
ͼ1 ����ӵ�ص����[3]
Fig. 1 Cell chemistry in lithium-ion battery[3]
1.2 ���������
��������������������(��ĭ���������ִ�)��Ϳ����������NiOOH�Ƴɣ������Ǵ���Ͻ���⻯��缫��ͨ����AB5����Ͻ�(BΪNi��Co��Mn��Al����AΪϡ������La��Pr��Nd��Sm��Ce�����)������������ʴ��Y2O3��Yb2O3����ĩͿ������Ƭ����ͭƬ���Ƶ�[9-10]������������֮���и�Ĥ����Ĥͨ�����ö���������۱�ϩ��ά�����IJ��ȣ����ڵ缫�����еĵ����û����ȫ��̬�������ձ����һ�����ĵ��Һ��ͨ��������������LiOH��KOHˮ��Һ��
ͼ2��ʾΪ������ص�ģ��ṹ[3]����ϵ綯�������õ��������Ϊ30~100 kg�����綯С�γ��Ķ����������Ϊ300~400 kg�����ڵ綯��ͻ�綯������Ķ������������1500~2000 kg��Ŀǰ���ҹ�������ҵ���涨����Ӷ������[11]����������[12]ѭ���������Ϊ500�Σ���õĶ������(��������ӵ�غ�������)ѭ������������3000 ��[13]�����ݹ������д��綯���������������������������ص�����Ϊ3~5�ꡣÿ��ı��ϵ����100 ��t���ϣ���ʱ���Ի�����ɾ��ѹ�����ɱ�1��֪�����ϷϾ��������غ��д���Ni��Mn����ϡ������[14]���ɱ�2��֪���Ͼ�����Ӷ�����غ��д���Li��Ni��Mn��Fe�Ƚ���Ԫ��[15]��DEWULF��[16]���������Ϊ����������ӵ�ؿɽ�Լ51.3%����Ȼ��Դ����������45.3%�Ŀ�ʯ���ĺ�57.2%�Ļ�ʯ��Դ��DUNN[17]�����������ֱ�ӻ��չ����Ʊ�LiCoO2�����ĵ��������������������յ�6%����ˣ��ӽ��ͳɱ������������������Դ�����ʷ��濼�ǣ��������÷Ͼɶ�������е��м۽���������Ҫ���塣
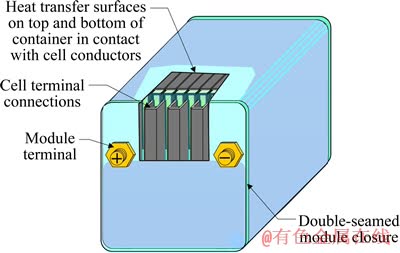
ͼ2 �������ģ��ṹ[3]
Fig. 2 Module structure of power battery[3]
��1 ������������������[14]
Table 1 Composition of Ni-MH-cell scraps[14]

2 ������ػ��ռ���
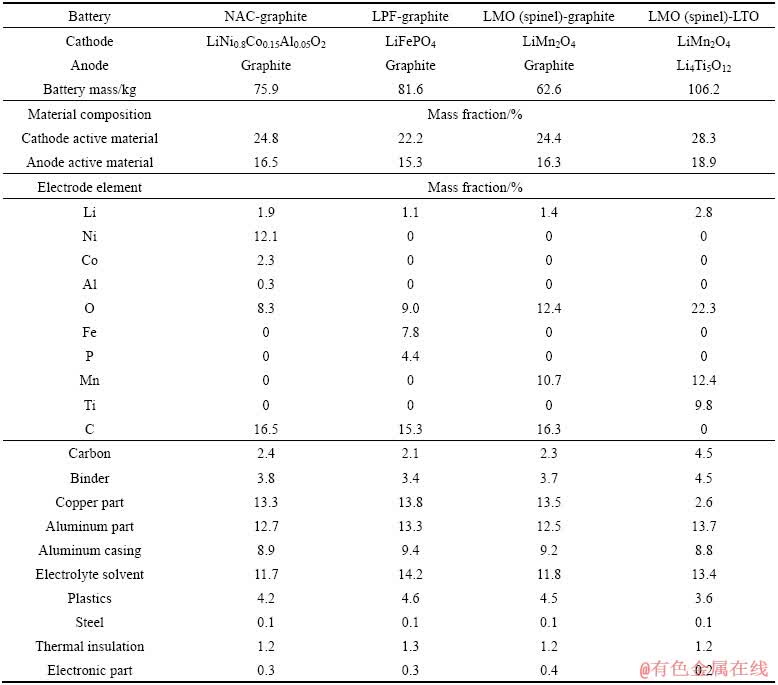
��2 ��϶�������������ӵ�ص��������[15]
Table 2 Material composition of selected Li-ion battery systems for PHEV[15]
������ػ��շ������ֶ�����ͨ�����Է�Ϊ�����ࣺ���������ͻ�ѧ�����������������������������������;�������������ѧ����������ʪ�����ա����պ����Ϲ��ա��ڹ�ҵ�������У���ͨ�������������������ᴿ���ϣ�Ȼ���ٸ������ϳɷֵ��ص����ò�ͬ�Ļ�ѧ�������л��ա�
2.1 ʪ������
ʪ�������ǽ��������������ܽ⣬Ȼ��ѡ���Է������Һ�еĽ���Ԫ�ء��Դ˷������о��϶࣬��Ŀǰ��Ҫ�����Ͼ������غ�����ӵ�صļ�����������������ӵ�ػ��������ڸ���¯�б��գ�̼���л��ォ������ȼ��ȥ����ȼ��ʱ�����Ļ�ԭ�����նԽ���Ԫ����һ���ı������á�ɸ�ֲ������н����ͽ����������ϸ���壬�����徭�����ܺ��ˣ�������ҺpHֵ��Fe��Al��ϡ������������������������ʽ���ա���Һ�پ�����ȡ�ͷ���ȡ���գ��ֱ�õ���Co��Ni��ˮ��Һ������Ե����ֶ��������ߴ�����Co��Ni��Li��ͨ������̼������̼���γ�������[18]��ͼ3��ʾΪʪ�����ջ��������ع�������ͼ[19]��
2.1.1 ��������
����������ն��������ָ���缫�����������͵����ǵȵ����־����顢��ɸ����ѡ���롢��ϸ����ͷ����õ��ߺ���������Ȼ���ٽ�����һ�����յĹ���[20]�������ػ�����ӵ�ؾ��и���߳�����飬���ڷ�����л��ۺ���Ŀ����ϴ���缫���Ͽ�����С����˿�ͨ��ɸѡ���缫���Ϻ��л��ۺ�����롣ˮϴ�ɸ��ƶ��ߵķ���Ч�ʣ�ͬʱ����ȥ�������еĿ������κ͵���ʡ���ѡ��ѡ���Է�����������ù��̻�д�������ʽ�����ۺ�����ϸС�ĵ缫���Ͽ���[21]������һЩ�����ϴ�����������ӵ�ص缫��ͭ�������������ķ�ĩ��600 ������Ƚ�30 min�ɽ��缫���ϴ�ͭ���������ϰ��룬ʹͭ���������Ļ��ձ�ü���[22]��ITO��[23]��Ի��ջ�������������Ni��Co��ϡ���ѷ�������⣬�о������������Ϻ��������ϵķ��������������ų�(0.1 T)�£������͵�����������O���ڴų�һ�࣬��ʱ����Ч�����������Ϻ��������ϡ�HUANG��[24]������������Ϊ0.5~2 mm����������ɽ������������75%~90%������Ч�ʳ���90%����Ӵų�ʱ�����ʳ���95%�����ε�[25]��������ӵ�ؾ�ʪ����������̼�ز���������Ϊ0.125~0.250 mm��С��0.075 mm��������������и����������������ֱ�Ϊ73.39%��72.65%��������ǡ�����Ĥ��ͭ����������������Ҫ���������ȴ���0.250 mm����������С�¬������[26]�о����ָ��±�����������ϴ����������ȫʹ����������������ͨ��ϡ���ܽ�-�����ϴ�������÷���Ч�����ã�������ͭ����ֱ����Ϊ��Ʒ���ա���������һ���ڽ���ǰ���У���������Ŀ�����Ԫ�صĻ����ʺͼ������ᴿ����[27]��
ͼ3 ʪ�����ջ��������ع�������ͼ[19]
Fig. 3 Flowchart of generic hydrometallurgical recycling process of Ni-MH batteries[19]
2.1.2 ����
�ܽ��������ͨ����һ����������������������һ��������ֱ�������ܽ����н������ٲ��ò�ͬ�ķ������ա��������������ü������������������������������������һ����������ͬ�ķ��뼼��������������[28]���������ܽ�������������ᡢ��������ᡣʹ������ʱ��Co(��)�ɽ�����������Cl2����Ⱦ������¹���������Ϊ���ձ���������м��뻹ԭ��H2O2[22, 29]��Na2S2O3[30-31]��Ѫ��[32]����Ϊ����Һ��Co�����ʷֱ�Ϊ99%��99.5%��94.8%������Ѫ��ȿ���Ϊ���ֿ���Ϊ��ԭ�����ÿ���Ѫ�����ʱ�����ù�Һ��Ϊ25 g/L������Ѫ��Ũ��Ϊ1.25 mol/L����������70 �����20 min��Co��Li�Ľ����ʷֱ�Ϊ94.8%��98.5%[32]��LARSSON��[10]�о��������ص缫�������������������µ��ܽ���ɣ����ֵ����÷���������(�������ϡ����)��ƶ���������ܽ�ʱ����������ɽ�ʡ37%����Ϊ��ʱ��ɳ���ܽ������������ʶ������ܽ������ϵĽ��������ܽ���������ΪpH=1����Ӧʱ�䲻����333 min��
��ͳ�Ľ��������ܺĴɱ��߲��Ҵ������صĶ�����Ⱦ���⡣����������Ӫ���������������������������������ӷ�����ӵ�����ܽ�����������������һ����ӱ�ġ��з�չDZ���Ľ�������[30]������ܽ�Liԭ����Ҫ��ϸ������Ԫ�غ�Fe(��)Ϊ����Դ����л���������Fe(��)�����Ͼɵ�ص缫�����ܽ⣬�÷�����Li�����ʴ�80%[33]��
2.1.3 ���ս���Һ�н���Ԫ��
����Һ�к���Ni��Co��Mn��Fe��Li��Al��Cu�ȶ���Ԫ�أ�����Ni��Co��Mn��LiΪ��Ҫ���յĽ���Ԫ�ء�Al��Fe(��)�������������pKsp�ֱ�Ϊ32.9��37.4��ԶԶ������������������������Ӧ��ֵ����ˣ�ͨ������pH��Al��Feѡ���Գ��������ٶԽ���Һ�е�Ni��Co��Mn��Li��Ԫ�ؽ�����һ���Ĵ������ա����õĻ��շ����л�ѧ�������������������ӽ���������ȡ���͵��������NOGUEIRA��[21]�о��������ŵ���ȡ˳��Ϊϡ����Mn��Co��������������͵ijɱ��õ���ߵķ���Ч�ʡ�
1) ����ϡ������
�ڻ��շϾɵ����ϡ���о����棬PIETRELLI��[34]�о���AB2��AB5����Ͻ���ϡ�����յķ���������H2SO4��������Ԫ�غ���NaOH����pH��1.5������Һ���м��ȣ�ϡ��Ԫ������������NaRe(SO4)2��H2O(Re=La, Ce, Pr, Nd, Pm, Sm, Eu, Sc)��ʽ������������ͨ��Fe(OH)3��pHΪ2.5~3ʱ�ų�������ˣ�Fe�Ĵ��ڲ����ϡ���������̫��Ӱ�졣�����㣬1 t�Ͼ������ؿɻ���37.5 kg����Լ80%��ϡ��Ԫ�ء�ZHANG��[35]������ҺpH��1.2������25%�Ķ�(2-�һ�����)����(D2EHPA)ú����Һ��Ϊ��ȡҺ�������������ܽ�����Բ����һ�������ᴿ���ɽ����ϡ�������﴿�������99%�����ʴ�98%��FERNANDES��[36]��ȡ��ȥ����Һ��Zn(��)��Fe(��)��Co(��)��Ni(��)����2-�һ��������-2-�һ���������(PC-88A)Ϊ��ȡ����pH=1��ȡ��ϵ�����������ʳ���99.9%��INNOCENZI��[37]�������������ķ�ĩ(��500 ��m)���β���2 mol/L H2SO4 80 �����3 h��1 mol/L H2SO4 25 �����1 h�õ�����Һ����������ȡ����ֱ����NaOH����pH=1.6��ϡ�������������γ���������������Ϊ99%�����к�64%��ϵ���������κ�28%�������Ρ�GASSER��[38]�ϳɳ�һ��������(Mg-Fe-LDH-A)���Խ���Һ�е�La��Nd����ѡ�����������롣��5 g/L La(��)��5 g/L Nd(��)��pH=1����Һ�����2 h��������������SLa/Nd�ɴ�23.2��La(��)��Nd(��)�����������ֱ�Ϊ481 mg/g��192 mg/g��
2) ����Ni��Co�Ƚ���
�л�����ȡ����������ȡ����Һ��Ni��Co��Cu�Ƚ���Ԫ�أ����õ��ж�(2,4,4-�������)�����(Cyanex 272)��D2EHPA���������좻����(Cyanex 923)��2-�һ�������ᵥ2-�һ�������(P507)��һЩ������ȡ��������(TOA)��Acorga M5640[39-40]�ȡ���Щ��ȡ������Co����γ��ȶ�����������ˮ����л����Co�������������ӷ��룬����pHֵ�����������õ���Ӧ��Co�Ρ�
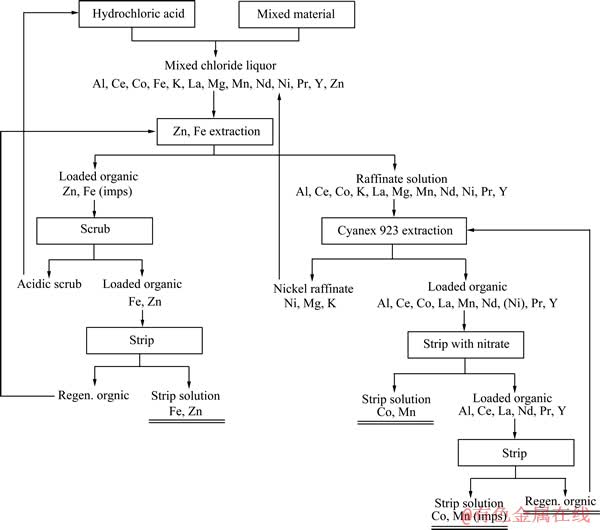
Cyanex 272����������Ni��Co����ȡ��[41-43]����Mn����ʱCyanex 272ʧȥ��Co��ѡ������ȡ���������GRANATA��[44]���ö�����ȡ���ֲ���ȡ�Ͼ�����ӵ�غ������ػ�Ͻ���Һ�е�Mn��Co��Ni������D2EHPA��pH=4��n(D2EHPA)/n(Mn)=2ʱ��ȡMn������Cyanex 272��pHֵΪ5~6��n(Cyanex)/ n(Co)=4ʱ��ȡCo��ʣ����Һ�ᴿ����Ni���ܽ��������ʳ���50%��ZHANG��[35]����25%TOA(������)ú����Һ��������ȫ��ȡ����Co��ʣ����Һ��Ҫ��Ni����ͨ�����Ӳ���淋õ���Ӧ�����γ�����Co�Ĵ��ȸߴ�99%��Co��Ni�Ļ����ʷֱ�Ϊ98%��96%��INNOCENZI��[45]�Ա�D2EHPA ��Cyanex 272��ȡ�����ؽ���Һ�е�Mn��Zn������D2EHPA��Cyanex 272���и��ߵ���ȡ�ʡ�SUZUKI��[40]�ֲ���ȡ����Һ�е�Al��Cu��Co��Li������Acorga M5640��pHֵΪ1.5~2.0ʱ��ȡCu��ˮ����Һ��PC-88A��pHֵΪ 2.5~3.0ʱ��ȡAl������PC-88A/TOA�����ȡ����pH=5.4ʱ��ȡCo������Ч�ʦ�Co,90%/Li=1170��ZHANG��[46]���о�����0.90 mol/L PC-88A��ú����Һ��pH��6.7ʱ��ȡCo���л�����w(Li)/w(Co)��5��10-5������Co��Liʱ��PC-88A��D2EHPA���и��ߵ�ѡ���Բ��ɵõ������IJ�Ʒ�������������о���[19, 47]��Cyanex 923��ȡ�Ͼɵ���н���Ԫ�ء������ص缫����Һ��Ԥ��ȡ��(8%Cyanex 923, 10%TBP, 82%ú��)��ȡ���л��ຬ��Fe��Zn����3 mol/L��HCl��ϴ���ٽ���ϴ�ѵõ�Fe��Zn��Һ���л������ѭ��ʹ�ã������к���Al��Co��K��Mg��Mn��Ni��Y��������ȡ��(70%Cyanex 923, 10%TBP, 10%ú��, 10%1-�ﴼ)���������ຬNi��Mg��K���л��ຬAl��Co��Mn��Y(���ܺ�������Ni)��������ϴ���л��࣬ϴ��Һ��Co��Mn(���ܺ�������Ni)���л��ຬAl��Y����1 mol/L����ϴ���л��࣬ϴ��Һ��Al��Y���л����ѭ��ʹ�á��������Һ����Ce��La��Nd��Pr��������ϡ��Ԫ�������ʱ��ЩԪ�ؿ���Yͬʱ�����ա�CHEN��[48]��P507����ȡ��ʱ��Co(��)��ȡ�ʺͳ����õ��IJ����ܴ��ȷֱ�Ϊ93%��99.9%��������[49]����H2SO4+H2O2Ϊ������������ӵ�ػ������ʽ��н�����Ȼ����û���������ȥ������Һ�е�Fe����Fe��Ϊ99.9%���ٲ���N902��ȡ����Cu��Cu������Ϊ99.9%������pH=4.3��ͨ��ˮ���������Al��������̼���ι��������Ʊ�������̼����ǰ���壬�÷����ܻ��շϾ�����ӵ����95%��Ni��Co��Mn��Ҳ���о��߿�����ɫ��ȡ������LI��[50]���������ᡢƻ������춬�����ڽ���Һ�л���Co��Li�������������ƻ������ȡLi�Ļ����ʽ���100%��Co�Ļ����ʳ���90%��ʹ���춬����Ч���Ե͡�
�����õ����������Ni��Co��Cu�Ƚ���Ԫ�ط��棬FREITAS��[51]������ӵ�ذ���ͬ�IJ��ֲ�������������������ǵȣ���ˮϴȥ�����ĵ��Һ����HCl��H2O2�Ļ����Һ����Co����pH=5.4������ܶ�Ϊ10.0 C/cm2ʱ��������õ�100%����Co�����Ч��Ϊ96.9%��FREITAS��[52]�Բ����ĸ����ܽ������120 �汣��24 hʹ���Һ�ӷ������˳�ȥʯī������Co��������pH=2.7ʱCoΪ˲ʱ�ɺˣ���ʱCo�Ļ�ԭ������������γ�[53]����pH=5.4ʱCoΪ�����ɺˣ���Һ�е�Cu��Co�ɷ�����������SANTOS��[54]�ڽ���Һ��ֱ�ӵ��õ�������ﺬ��Ni��Co��CoO��Co(OH)2��Mn3O4������Ϊ-1.1 V (vs Ag/AgCl)������ܶ�Ϊ-90 C/cm2�����Ч�ʴ�83.7%��������������У����ܺĽϸߣ��Խ���Һֱ�ӵ����ͨ���õ��������ܺϽ���ȡ������ٽ��е�����ɵõ����ȽϸߵĽ���Ni��Co[55]������ʹ�ù��ո��ӣ��ɱ����ӡ�
���˳��õ���ȡ���͵����������һЩ�����ķ������������[56]���������������������ȡ�Ʊ���ϸ�������ۣ��������˫��ˮ����������ȡ����ȡ������ˮ������Ϊ��ԭ���Ƶ�����Լ0.4 ��m���ۣ������ʴ�98.5%�����ȸ���99.7%��������[57]�������ᡢƻ���ᡢ��������춬������л����˫��ˮ�ܽ�Ͼ�����ӵ���������ϵõ�Li+��Co2+���л�������Һ�����˺������λ�����ʹn(Li+)/n(Co2+)Ϊ 0.95~1.6�����Ⱥ�μӰ�ˮ������Ƶø����������պ�õ���ز���LiCoO2���÷����ɱ��ϵ͡����ռ����˹�ҵ����
3) ����Li
���ڻ���Li��ͨ����LiOH��Ϊ����ڽ���Һ��pHֵ����γ��������˺���H2SO4��ϴ����ϴ��Һ��ͨ��CO2����뱥��Na2CO3����Li��Li2CO3������ʽ���ա�TEDJR��[58]ͨ�����Ͼɵ�����顢��ѡ�����Ƶó�ϸ����(����С��3 mm)���÷�������Һ�пɷ������ҵ�ˮ�⣬Ȼ�����CO2������Һ�õ�Li2CO3�������Դ�����[59]���û�ʪ�����Ϲ��ջ��շϾ�����ӵ���е�Li������طŵ����м����������75 ���NaOH��Һ�н���1.5 h��Ȼ����������һ���գ�ʹ����е�Liת���ɿ�����ˮ�������Σ��������������������������ˮ����ˮϴ�õ�������ӵ���Һ����Һ���������Li�������ʴ�90%����ΰ��[60]���ý�ûʽ����Ĥ�;���ϴ���LiMg0.5Mn1.5O4�γ�����ɸ����Ϊ���������Խ���Һ�е�Li+ѡ�������������������ȫϴ������ӣ��õ�������ӵ���Һ��̷ȺӢ��[61]ͨ���ԷϾ�����ӵ�ػ�Ƭ���顢���ա���ϴ����ϴ��������۳�ȥCu2+������pHֵ��4.0~5.0������Fe��Alȥ����Ȼ�������εõ�LiF����������μ�ϴ����ϴ�����Ӻͳ����ɵõ����ȸߴ�98%��LiF��������Ϊ75%~92%��
ʪ�����ձȻ����ƵõIJ�Ʒ���и��ߵĴ��ȣ���Ӧ���̸������ƣ��Ի���Ӱ���С�����������л��ܼ���ˮʹ�óɱ��ϸߣ����ո��ӣ���ԭ���ϳɷ����У�ԭ�ϳɷֲ���Բ��ʺʹ���Ӱ��ϴ�
2.2 ����
���Ͼ�����ӵ�ػ����������鲢ͨ����ɸ�ʹ�ѡ�������ϰ�װ����ؽ������ֺ͵缫���ϲ��֣����缫���ϲ��ַ���绡¯�м��ȣ������ʵ����ۼ�ʹ�����γɺϽ�[62]���Լ�����ۼ�Ҫ��һ�����Ƕ�Co��Mn�н�С���ܽ�ȣ���һ�����Ƕ�Li�нϴ���ܽ�ȡ����̺Ͻ��ͨ����ո�Ӧ¯��һ���ᴿ�Ʊ��ܻ������Ͻ𡣸��·�Ӧ�����IJ���ͨ����ʯī����Ȼ����ʹ��ʯī������ģ���MgO��Al2O3���ϸ����¿���ϡ���������·�Ӧ[63]���������˲��á�
 (1)
(1)
ʽ�У�REΪϡ��Ԫ�أ�MeΪ����Ԫ�ء�
ͼ4 ��ʾΪ���ջ��������ع�������ͼ[64]����ͬ�������Ի���Ӱ��ܴ���ѡ�õ��ۼ�Ҫ��������6��[64]��
1) �ۼ��������ѹ�ͣ�
2) �Ⱦ�����С��
3) �ۼ���������ܶȲ��(����Ϊ2 g/cm3)��
4) ��ϡ���������н�ǿ���ܽ�����(�ܽ�����ٿɴ�20%)��
5) ��Si�����������н�ǿ���ܽ�������
6) ��Ni��Co�ܽ��С(�����1%)��
���õ��ۼ���SiO2��SiC��Al2O3��MgO��CaO��CaF�ȣ���Cl���ۼ����ʺ�ʹ�ã���Ϊ�¶ȳ���1 500 ��ʱ���Ȼ��Ƶĸ�����ѹ������������[65]��
�������Ƚ�����ӵ��[66]��������[67]�ŵ硢���顢ɸ�֣���ɸ������д�ѡ���������ȴ�����Ȼ�����������¯�����м����ۼ�(w(CaO)��50%��w(MgO)��20%��w(SiO2)��20%��w(Al2O3)��10%��w(B2O3)��10%)�ͻ�ԭ��̿����������ɸ�ϸֿ��� 1 500~2 500 ��������õ��������Ͻ�ɸ������1 800~2 800 ��������ֱ�õ��ܻ��Ͻ�������Ͻ𣬽���Ԫ�ػ����ʴ�99%��CHERET��[68]��SiO2-CaO�ۼ��м�������Al2O3��Pb��Fe���������¶Ƚ�����1 200~1 450 �棬Ni�Ļ����ʿɴ�99.5%��BROUSSELY��[69]����������ֱ�Ӽ��뵽����¯�У���װ���ϡ�ʯī���л��ܼ��ȿ��ṩ��ԭ�����ֿ���Ϊȼ�Ͻ��ͳɱ�����ȼ�պ������ж���������Ҫ���侻�����������ŷš�
����ͨ�����и��ߵijɱ�Ч�棬�ԷϾɵ��ԭ�������Ҫ��ϵͣ�������Ҫ���Ĵ��������������յĹ��̿��ܽ��������������ҷ��պ�Al��Li���л���ĵ缫���չ��̣����������ѶȽϴ�
2.3 ���Ϲ���
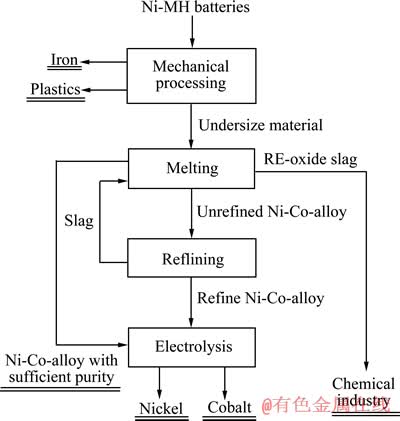
ͼ4 ���ջ��������ع�������ͼ[64]
Fig. 4 Flowchart of generic pyrometallurgical recycling process of Ni-MH batteries[64]
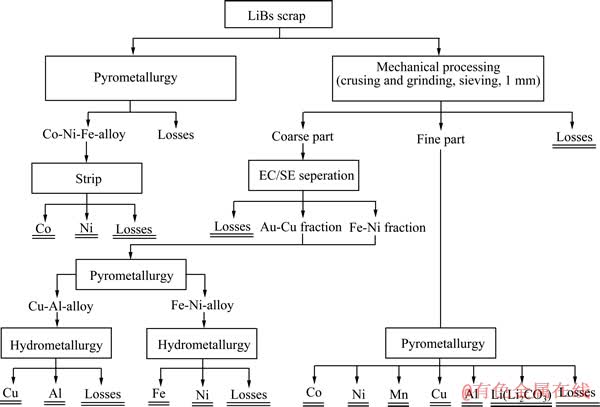
ͼ5 �������롢��ʪ�����ջ�������ӵ�ع���[9]
Fig. 5 Li-ion batteries recycling by mechanical processing, pyrometallurgy and hydrometallurgy[9]
������ȱ����Dz��ܻ���Li����˻�ʪ�����Ϲ���Ӧ�˶�����ͼ5��ʾΪ�������롢��ʪ�����ջ�������ӵ�ع���[9]���������������پ����κ�Ԥ����ֱ���͵����Ƶ���¯���ڻ���¯����Cu��Fe��Mn��ͨ��ʪ�����ջ��գ���Al��Li�Ƚ�������е�ϵ����Եõ�����[70]���ٲ���Li��¯������ʽ���գ���¯��������ĥ������С��100 ��m�����ۼ���������Li�����ڶ��ʹ�ú��ۼ���Co��Mn�ܽⱥ�ͣ���˺���ʹ��ʱ�ɼ���Co��Mn����[70]�����ֵ�Li�����̵��ҵ���ʽ�γ���﮾����̵��ҵĿ�����С������Ҫ��ĥ��ֱ�ӽ��н�����
HEEGN��[65]���û�ʪ�����Ϲ��ն������ػ��ս������о�����MgO��SiO2��Ϊ������ϵʱ���нϴ���ȣ��������������롣����15%CaO��85% CaF2��Ϊ�ۼ���ϵ�ɵõ��ϵ͵Ĺ����¶�1360 �棬ϡ���ķ�������Ȼ�����нϸߵķе㣬������������������¯����ʽ���գ���Ni��Co��Mn���ԺϽ���ʽ���ա�¯����ϡ��Ԫ��ͨ��ʪ�������ᴿ����ĥ������С��0.1 mm����H2SO4�ܽ⣬���˺�����Һ����NaOH����pHֵ��ϡ��Ԫ����������(RE)2(SO4)3��Na2SO4��xH2O��ʽ���������߷��������������ں����Ľ�������[63]��
3 ������ع�ҵ�����ռ���
��3����Ϊ�����ػ��չ�˾�Ĺ���[14, 28, 69-84]���ɱ�3��֪��AEA��˾��������ӵ��ͨ���ڵ��������������ֲĺ����������Ϊ�л��ܼ���ȡ���Һ������N-��������ͪ(NMP)Ϊ�ܼ���ȡճ�ϼ�(PVDF)��Ȼ��Թ�����з�ѡ���õ�Cu��Al�����ϣ���LiOH��Һ�е����������Һ�е�Co������ΪCoO[85]��
Recupyl��˾�ڶ��Ի�����屣���¶Ե�ؽ������飬��ѡ����õ�ֽ�����ϡ�������ͭ����LiOH��Һ�������ֽ������ӣ�����������H2SO4����������Na2CO3�õ�Cu�����������ij�������˺���Һ��Һ�м���NaClO���������õ�Co(OH)3������Li2SO4����Һ�������������е�CO2ͨ�뺬Li����Һ�еõ�Li2CO3������
Umicore��˾ͨ�����Ƶ���¯��������ӵ�غ��������Ƶ�Co(OH)2/CoCl2��Ni(OH)2��ʯī���л��ܼ�����Ϊȼ�Ϸų�������Cu��Zn��Mn��Fe����ʪ�����գ�CoCl2�Ʊ��缫����LiCoO2����[86]��
Mitsubishi��˾����Һ�����Ͼɵ���䶳���⣬��ѡ�����ϣ����顢��ѡ��ˮϴ�õ����������룬����ѡɸˮϴ��õ�ͭ����ʣ��Ŀ�������ȼ�յõ�LiCoO2���ų���������Ca(OH)2���յõ�CaF2��Ca3(PO4)2��
IME��˾��������ӵ��ͨ����ѡ�����Ǻ͵缫���Ϻ��缫�������ڷ�Ӧ���м�����250 ��ʹ���Һ�ӷ����������գ��ٶԷ�ĩ�������顢ɸѡ����ѡ����;���η������������(��������200 ��m����Ҫ����Fe��Ni)��С����(����С��200 ��m����Ҫ����Al�͵缫����)���롣���õ绡¯�۽�С�������֣��Ƶ��ܺϽ𣻲���ʪ���ܽ��̵��Һ�¯���Ƶ�Li2CO3��
���¿ɴ��Li�Ļ�ѧ��Ӧ���ԣ�Toxco��˾[41]��-198 ��(74 K)�½���������������NaOH����ʱ����Liת����LiOH���ټ���CO32-ʹLiOH��Ӧ����Li2CO3����ĥ��ĩ�ڵ�ѡ����ϴ�ӣ�LiCoO2��Li2CO3�ȵ缫���������Ϸ��롣LiCoO2��Li2CO3�ȵ缫���Ͽ�ֱ���������������ҵ�����о�[87]������LiFePO4�缫���Ͼ����´�����ϼĻ��վ��и��������(�ӽ�����ֵ170 mA��h/g)��������ĥ�����й��ռ������Ѻá��ɱ��͵��ŵ㡣
OnTo��˾����CO2���ٽ�����ָ�����ӵ�ص�����[88]������ط��ڸ���Ļ����£������ʵ���ѹ�����¶ȣ�Һ̬��CO2�ܽ����еĵ��Һת�Ƶ����յ�������ı��¶Ⱥ�ѹ��ʹCO2���������Һ���������Һ��ѭ���ij��ٽ�CO2Я��������ע���µĵ��Һ���û�����֬��ڣ�ʹ��ػָ���ŵ�������
��3 �����ػ��չ�˾�Ĺ���
Table 3 Methods for battery recycling used by abroad organizations

4 ���յ�صİ�ȫ����
���մ�������ӵ��ʱ��Ҫע���������⡣1) ��δ����к������2) ��α����е����������������ӵ�ط�����ը��
�����д�ѡ�����л����Ĥ�����Ͽɱ�����´���ʱ�缫��Ĥ���������ȼ���ͷų��ж�������ʪ�������г������������ȡ�������������Ni��Co��Mn��Cu�ķ�ˮ����������ֱ���ŷŲ����˷��м۽��������Ի�����ɶ�����Ⱦ�������[89]�Է�ˮ�Ƚ��зֲ��������������ɰ�ˡ�̿�˺����ӽ����������ֲ����������ǽ���ˮ��̼���Ʊ�����Һ����pHֵ��8.5~9.8�������������ۺ��Ȼ������������۱�ϩ����ʹNi��Co�����������ټ����Һ��������ʹMn��Cu�Գ���������Ȼ�����������pHֵ��8.1~8.5���ν���ɰ�ˡ�̿�˺����ӽ������������ӽ�����Ԫ����������Na��������֬����ˮˮ�ʴﵽ�˹�����ˮ�ۺ��ŷű���
����ʹ��ʱ����ӵ�ط�����ը�ĸ��ʽϵͣ���������ڷ����������¹���ʱ�������·ʧЧ�����磬���п��ܲ�������Li[90]������ʱ�����Ľ���Li�Ӵ���ˮ������Ӧ���ų�������H2����������ը�����DZ�ڵ������ڹ�ҵ��ģ����ʱ���ݺ��ӣ������������������5��;����
1) �ڶ��Ի������½��л�е������
2) ���´�����
3) ������
4) �������Һ�н��л�е������
5) ������û�е������
��Ȼ���´������Ա��ⱬը������ά�ֵ�����Ҫ���Ĵ�����Һ�����ɱ��ܸߡ�SOHN��[91]������ӵ����0.5 mol/L��������ݷŵ磬����еĽ���Li���ܽ��������У��Դ˱�������ʱ������ը������Ҳ�б�ը�Ŀ��ܣ����л��ܼ��ڵ�ص����б������ס������ʱͻȻ�ӷ���˲���ͷų������л��ܼ��������¶��������±�ը�����÷ֽλ������¿�ʹ�л��ܼ�������ȫ�شӵ�����ݳ��ķ�ʽ���ⱬը[57]��
5 С����չ��
���ģ�ƹ�綯���������Խ���������ʯ�͵���������������������ŷš����ǰ������۲���ÿ�������߶��ܳ��ܣ����͵�صijɱ���Ϊ��Ȼ�����ơ�Ŀǰ������������ص��о���Ҫ����������ӵ���ϣ�Ԥ�ƽ����ĵ缫���Ͻ����óɱ��ϵ͵�LiFePO4�� LiNi1/3Co1/3Mn1/3O2��LiNi0.8Co0.15Al0.05O2��LiMn2O4��LiTi4O7��LiSix�ȡ�����Ľ���Co������ʹ�ã������Ҫ�����еĻ��չ��������ʵ���������һ���棬���յ������½���δ��Ӧ��ǿ�ϵ�ػ����ۺ����ü����Ĺ�ҵ���о���Ѱ������ۡ���������Ч�Ļ��մ����������糬�ٽ����弼�������⣬���������в�������Ⱦ�Ͱ�ȫ������Ҳ��Ҫ����ϵͳ���о������ڲ�ͬ�ij�����������������ӵ�سɷֲ�����ͬ�����յĶ�����سɷֱ�Ȼ���в��죬���Ҷ�����ظ��»����Ͽ죬��˶�ԭ�ϳɷ�Ҫ��͡����÷�Χ�㡢���ܺġ�����Ⱦ�Ļ��չ��ճ�Ϊ����о����ص㡣
REFFERENCES
[1]  . Lithium availability and future production outlooks[J]. Applied Energy, 2013, 110(10): 252-266.
. Lithium availability and future production outlooks[J]. Applied Energy, 2013, 110(10): 252-266.
[2] MIEDEMA J H, MOLL H C. Lithium availability in the EU27 for battery-driven vehicles: The impact of recycling and substitution on the confrontation between supply and demand until 2050[J]. Resources Policy, 2013, 38(2): 204-211.
[3] NELSON P A, BLOOM K G, I DEES D W. Modeling the performance and cost of lithium-ion batteries for electric-drive vehicles (No. ANL-11/32)[R]. 2011. Argonne National Laboratory (ANL), Argonne, IL (United States). http://www.ipd. anl.gov/ anlpubs/2011/10/71302.pdf.
[4] ������, ����ƽ. ����Ӷ�����ظ��������о���չ[J]. ���ϵ���, 2012, 26(21): 20-24, 55.
CHI Yong-qing, Sun Yan-ping. Research progress in anode materials for power Li-ion batteries[J]. Materials Review, 2012, 26(21): 20-24, 55.
[5] BERNARDES A M, ESPINOSA D C R,  J A S. Recycling of batteries: A review of current processes and technologies[J]. Journal of Power Sources, 2004, 130(1): 291-298.
J A S. Recycling of batteries: A review of current processes and technologies[J]. Journal of Power Sources, 2004, 130(1): 291-298.
[6] ZAGHIB K, STRIEBEL K, GUERFI A, SHIM J, ANNAUD M, GAUTHIER M. LiFePO4/polymer/natural graphite: Low cost Li-ion batteries[J]. Electrochimica Acta, 2004, 50(2): 263-270.
[7] MAROM R, HAIK O, AURBACH D, HALALAY I C. Revisiting LiClO4 as an electrolyte for rechargeable lithium-ion batteries[J]. Journal of the Electrochemical Society, 2010, 157(8): A972-A983.
[8] ���ɹ�, ������, ����Ⱥ, ����ƽ. ����ӵ�ظ��µ��Һ[J]. ��ѧ��չ, 2013, 25(1): 54-59.
YIN Cheng-guo, MA Yu-lin, CHENG Xin-qun, YIN Ge-ping. Elevated-temperature electrolytes for Li-ion batteries[J]. Progress in Chemistry, 2013, 25(1): 54-59.
[9] AL-THYABAT S, NAKAMURA T, SHIBATA E, IIZUKAB A. Adaptation of minerals processing operations for lithium-ion (LiBs) and nickel metal hydride (NiMH) batteries recycling: Critical review[J]. Minerals Engineering, 2013, 45: 4-17.
[10] LARSSON K, EKBERG C,  A. Dissolution and characterization of HEV NiMH batteries[J]. Waste Management, 2013, 33(3): 689-698.
A. Dissolution and characterization of HEV NiMH batteries[J]. Waste Management, 2013, 33(3): 689-698.
[11] QC/T 743��2006. �綯���������������[S].
QC/T 743��2006. Lithium-ion batteries for electric vehicles[S].
[12] QC/T 744��2006. �綯�����ý����⻯��������[S].
QC/T 744��2006. Nickel-metal hydride batteries for electric vehicles[S].
[13] RIEGEL B, SAUER D U. Vehicle batteries in China and Germany[EB/OL]. 2009. http://m.dena.de/fileadmin/user_ upload/ Projekte/Verkehr/Dokumente/GCSFP-Study_-_Vehicle_Batteries_in_China_and_Germany.pdf.
[14]  D I T. Development of a new metallurgical process for closed-loop recycling of discarded nickel-metalhydride- batteries[C]// Proceedings of EMC, 2003: 1. http://www. metallurgie. rwth-aachen.de/data/publications/development_of_a_new_id_5253.pdf.
D I T. Development of a new metallurgical process for closed-loop recycling of discarded nickel-metalhydride- batteries[C]// Proceedings of EMC, 2003: 1. http://www. metallurgie. rwth-aachen.de/data/publications/development_of_a_new_id_5253.pdf.
[15] GAINES L, SULLIVAN J, BURNHAM A,
[16] DEWULF J, van der VORST G, DENTURCK K, van LANGENHOVE H, GHYOOT W, TYTGAT J, VANDEPUTTE K. Recycling rechargeable lithium ion batteries: Critical analysis of natural resource savings[J]. Resources, Conservation and Recycling, 2010, 54(4): 229-234.
[17] DUNN J B, GAINES L, SULLIVAN J, WANG M Q. Impact of recycling on cradle-to-gate energy consumption and greenhouse gas emissions of automotive lithium-ion batteries[J]. Environmental Science & Technology, 2012, 46(22): 12704-12710.
[18] �ֿ���, ����¡, ������, ����Դ. �ӷ϶��ε�ػ����м۽����ķ���. �й�, ZL 200310103584.7[P]. 2003-11-11.
LIN Jun-ren, ZHANG Yi-long, JIANG Yu-lin, XU Zhe-yuan. Method for recovering valuable metal from waste secondary cell: CN, 200310103584.7[P]. 2003-11-11.
[19] LARSSON K, EKBERG C, A. Using Cyanex 923 for selective extraction in a high concentration chloride medium on nickel metal hydride battery waste[J]. Hydrometallurgy, 2012, 129/130: 35-42.
[20] KOSARAJU S. Investigation of HEV Li-ion batteries for lithium recovery[EB/OL]. 2012. http://publications.lib.chalmers.se/records/ fulltext/163605.pdf.
[21] NOGUEIRA C A, MARGARIDO F. Battery recycling by hydrometallurgy: Evaluation of simultaneous treatment of several cell systems[R]. Energy Technology 2012: Carbon Dioxide Management and Other Technologies, 2012: 227-234.
[22] SUN L, QIU K. Vacuum pyrolysis and hydrometallurgical process for the recovery of valuable metals from spent lithium-ion batteries[J]. Journal of hazardous materials, 2011, 194(30): 378-384.
[23] ITO M, KASHIWAYA K, SUMIYA N, HIROYOSHI N, TSUNEKAWA M. Anode activating agent recovery by magnetic separation from the ��0.075 mm fraction of crushed nickel metal hydride batteries from hybrid vehicles[J]. Separation and Purification Technology, 2009, 69(2): 149-152.
[24] HUANG K, LI J, XU Z. Enhancement of the recycling of waste Ni-Cd and Ni-MH batteries by mechanical treatment[J]. Waste Management, 2011, 31(6): 1292-1299.
[25] �� ��, ��ʱ�, ������, ����Ⱥ. �����ֻ�����ӵ�ػ�е����Ļ����о�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2012, 43(9): 3355-3362.
ZHANG Tao, WU Cai-bin, WANG Cheng-yan, HE Ya-qun. Mechanical crushing properties of spent cell phone lithium-ion batteries[J]. Journal of Central South University: Science and Technology, 2012, 43(9): 3355-3362.
[26] ¬����, ���Է�, ������, �� ��, ŷ����, �Ź���. ������ӵ���м�������������ʵķ���[J]. �й���ɫ����ѧ��, 2007, 17(6): 997-1001.
LU Yi-ping, XIA Zi-fa, FENG Qi-ming, LONG Tao, OU Le-ming, ZHANG Guo-fan. Separation of current collectors and active materials from spent lithium-ion secondary batteries[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 997-1001.
[27] YU H J, ZHANG T Z, YUAN J, LI C D, LI J M. Trial study on EV battery recycling standardization development[J]. Advanced Materials Research, 2013, 610: 2170-2173.
[28] �� Խ, �� ��, ��··, ������, ���Ļ�, �� ƽ. �Ͼ�����ӵ�����м۽����Ļ��ռ�����չ[J]. ϡ�н���, 2013, 37(2): 320-329.
WU Yue, PEI Feng, JIA Lu-lu, LIU Xiao-lei, ZHANG Wen-hua, LIU Ping. Overview of recovery technique of valuable metals from spent lithium ion batteries[J]. Chinese Journal of Rare Metals, 2013, 37(2): 320-329.
[29] FERREIRA D A, PRADOS L M Z, MAJUSTE D, MANSUR M B. Hydrometallurgical separation of aluminium, cobalt, copper and lithium from spent Li-ion batteries[J]. Journal of Power Sources, 2009, 187(1): 238-246.
[30] л����, �� ��, �� ʤ. �Ͼ�����ӵ�ػ��մ��������о���չ[J]. ������ѧ�뼼��, 2009, 32(4): 97-101.
XIE Guang-yan, LING Yun, ZHONG Sheng. Overview of recovery techniques of spent lithium-ion batteries[J]. Environmental Science & Technology, 2009, 32(4): 97-101.
[31] WANG J, CHEN M, CHEN H, LUO T, XU Z. Leaching study of spent Li-ion batteries[J]. Procedia Environmental Sciences, 2012, 16: 443-450.
[32] LI L, LU J, REN Y, ZHANG X X, CHEN R J, WU F, AMINE K. Ascorbic-acid-assisted recovery of cobalt and lithium from spent Li-ion batteries[J]. Journal of Power Sources, 2012, 218(15): 21-27.
[33] XIN B, ZHANG D, ZHANG X, XIA Y, WU F, CHEN S, LI L. Bioleaching mechanism of Co and Li from spent lithium-ion battery by the mixed culture of acidophilic sulfur-oxidizing and iron-oxidizing bacteria[J]. Bioresource Technology, 2009, 100(24): 6163-6169.
[34] PIETRELLI L, BELLOMO B, FONTANA D. Rare earths recovery from NiMH spent batteries[J]. Hydrometallurgy, 2002, 66(1): 135-139.
[35] ZHANG P, YOKOYAMA T, ITABASHI O. Hydrometallurgical process for recovery of metal values from spent nickel-metal hydride secondary batteries[J]. Hydrometallurgy, 1998, 50(1): 61-75.
[36] FERNANDES A, AFONSO J C, DUTRA A J B. Separation of nickel (��), cobalt (��) and lanthanides from spent Ni-MH batteries by hydrochloric acid leaching, solvent extraction and precipitation[J]. Hydrometallurgy, 2013, 133: 37-43.
[37] INNOCENZI V,  F. Recovery of rare earths and base metals from spent nickel-metal hydride batteries by sequential sulphuric acid leaching and selective precipitations[J]. Journal of Power Sources, 2012, 211(1): 184-191.
F. Recovery of rare earths and base metals from spent nickel-metal hydride batteries by sequential sulphuric acid leaching and selective precipitations[J]. Journal of Power Sources, 2012, 211(1): 184-191.
[38] GASSER M S, ALY M I. Separation and recovery of rare earth elements from spent nickel-metal-hydride batteries using synthetic adsorbent[J]. International Journal of Mineral Processing, 2013, 121(10): 31-38.
[39] NAN J, HAN D, ZUO X J. Recovery of metal values from spent lithium-ion batteries with chemical deposition and solvent extraction[J]. Power Sources, 2005, 152(1): 278-284.
[40] SUZUKI T, NAKAMURA T, INOUE Y, NIINAE M, SHIBATA J. A hydrometallurgical process for the separation of aluminum, cobalt, copper and lithium in acidic sulfate media[J]. Separation and Purification Technology, 2012, 98(19): 396-401.
[41] KANG J, SENANAYAKE G, SOHN J, SHIN S M. Recovery of cobalt sulfate from spent lithium ion batteries by reductive leaching and solvent extraction with Cyanex 272[J]. Hydrometallurgy, 2010, 100(3): 168-171.
[42] PROVAZI K, CAMPOS B A, ESPINOSA D C R, J A S. Metal separation from mixed types of batteries using selective precipitation and liquid-liquid extraction techniques[J]. Waste Management, 2011, 31(1): 59-64.
[43] JHA A K, JHA M K, KUMARI A, SAHU S K, KUMAR V, PANDEY B D. Selective separation and recovery of cobalt from leach liquor of discarded Li-ion batteries using thiophosphinic extractant[J]. Separation and Purification Technology, 2013, 104(5): 160-166.
[44] GRANATA G, PAGNANELLI F, MOSCARDINI E. Simultaneous recycling of nickel metal hydride, lithium ion and primary lithium batteries: Accomplishment of European guidelines by optimizing mechanical pre-treatment and solvent extraction operations[J]. Journal of Power Sources, 2012, 212(15): 205-211.
[45] INNOCENZI V, F. Separation of manganese, zinc and nickel from leaching solution of nickel-metal hydride spent batteries by solvent extraction[J]. Hydrometallurgy, 2012, 129/130: 50-58.
[46] ZHANG P, YOKOYAMA T, ITABASHI O, SUZUKI T M, INOUE K. Hydrometallurgical process for recovery of metal values from spent lithium-ion secondary batteries[J]. Hydrometallurgy, 1998, 47(2): 259-271.
[47] LARSSON K, EKBERG C, A. Using Cyanex 923 for selective extraction in a high concentration chloride medium on nickel metal hydride battery waste. Part ��: Mixer-settler experiments[J]. Hydrometallurgy, 2013, 133: 168-175.
[48] CHEN L, TANG X, ZHANG Y, LI L, ZENG Z, ZHANG Y. Process for the recovery of cobalt oxalate from spent lithium-ion batteries[J]. Hydrometallurgy, 2011, 108(1): 80-86.
[49] �� ��, ���´�, �� ��, �� ��, ��־��. �ӷϾ�����ӵ���з������������[J]. �й���ɫ����ѧ��, 2011, 21(5): 1192-1198.
CHEN Lian, TANG Xin-cun, ZHANG Yan, QU Yi, WANG Zhi-min. Separation and recovery of Ni, Co and Mn from spent lithium-ion batteries[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(5): 1192-1198.
[50] LI L, DUNN J B, ZHANG X X, GAINES L, CHEN R J, WU F, AMINE K. Recovery of metals from spent lithium-ion batteries with organic acids as leaching reagents and environmental assessment[J]. Journal of Power Sources, 2013, 233(1): 180-189.
[51] FREITAS M, GARCIA E M. Electrochemical recycling of cobalt from cathodes of spent lithium-ion batteries[J]. Journal of Power Sources, 2007, 171(2): 953-959.
[52] FREITAS M, CELANTE V G, PIETRE M K. Electrochemical recovery of cobalt and copper from spent Li-ion batteries as multilayer deposits[J]. Journal of Power Sources, 2010, 195(10): 3309-3315.
[53] GARCIA E M, SANTOS J S, PEREIRA E C, FREITAS M B J G. Electrodeposition of cobalt from spent Li-ion battery cathodes by the electrochemistry quartz crystal microbalance technique[J]. Journal of Power Sources, 2008, 185(1): 549-553.
[54] SANTOS V E O, CELANTE V G, LELIS M F F, FREITAS M B J G. Chemical and electrochemical recycling of the nickel, cobalt, zinc and manganese from the positives electrodes of spent Ni�CMH batteries from mobile phones[J]. Journal of Power Sources, 2012, 218(15): 435-444.
[55] LUPI C, PASQUALI M. Electrolytic nickel recovery from lithium-ion batteries[J]. Minerals Engineering, 2003, 16(6): 537-542.
[56] ���, �ƹ���, ��ʢ��. �����������������л��ա��Ʊ���ϸ�������۵ķ���: �й�, ZL 200710031418.9[P]. 2007. 2007-11-16.
LI Chang-dong, HUANG Guo-yong, XU Sheng-ming. Method for recycling and preparing superfine nickel powder from nickel-hydrogen cell: CN, 200710031418.9[P]. 2007-11-16.
[57] �� ��, �� ��, ���˽�, �� ��, �� ʵ, �Ⲯ��. ���÷Ͼ�����ӵ�ػ����Ʊ�����﮵ķ���: �й�, ZL 200910093727.8[P]. 2009-09-25.
LI Li, WU Feng, CHEN Ren-jie, GE Jing, CHEN Shi, WU Bo-rong. Method for recovering and preparing lithium cobalt oxide by using disused lithium battery: CN, 200910093727.8[P]. 2009-09-25.
[58] TEDJAR F, FOUDRAZ J. Method for the mixed recycling of lithium-based anode batteries and cells: US, 7820317 B2[P]. 2005-04-04.
[59] �Դ���, ����׳, ��־ǿ, ŷ������. һ�ִӷϾɵ���л���﮽����ķ���: �й�, ZL 201110116172.1[P]. 2011-05-06.
ZHAO Cun-liang, SUN Yu-zhuang, MENG Zhi-qiang, OUYANG Sai-lan. Method for recovering lithium metal from used batteries: CN, 201110116172.1[P]. 2011-05-06.
[60] �� ΰ, �� ��, ������, �� », �سл�, ���Ӻ�, �� ��. һ�ִ�����ӵ���з������﮺��ܵķ���: �й�, ZL 200910300759.0[P]. 2009-03-09.
MA Wei, WANG Ren, TIAN Li-yan, WANG Lu, QIN Cheng-huan, CHENG Zhi-gang, YANG Gang. Method for separating and recovering lithium and cobalt from lithium ion cell: CN, 200910300759.0[P]. 2009-03-09.
[61] ̷ȺӢ, �ܺ���, �ƺ��, �� �, ������, ���. һ�ִӷϾɵ���л���﮽����ķ���: �й�, ZL 201010523257.7[P]. 2010-10-28.
TAN Qun-ying, ZHOU Han-zhang, TANG Hong-hui, WANG Hao, JIANG Kuai-liang, LI Chang-dong. Method for recovering lithium from waste lithium ion battery and waste pole piece: CN, 201010523257.7[P]. 2010-10-28.
[62] GEORGI D I T. Investigation of a slag system for a Li-ion battery recycling process in the EAF[C]// Proceedings of EMC. 2007: 1.
[63] T, FRIEDRICH B. A new metallurgical process for recycling of discharged nickel-metalhydride-batteries[C]// TMS Fall 2002 EPD Meeting on Recycling and Waste Treatment in Mineral and Metal Processing, 2002. http://www.metallurgie. rwth-aachen.de/data/publications/2002_tms_paeper_id_4409.pdf.
[64] T, FRIEDRICH B. Development of a recycling process for nickel-metal hydride batteries[J]. Journal of Power Sources, 2006, 158(2): 1498-1509.
[65] HEEGN H P, FRIEDRICH B, T, WEYHE R. Closed-loop reycling of nickel, cobalt and rare earth metals from spent nickel-metalhydride batteries[C]// Proc: XXII International Mineral Processing Congress, Cape Town, South Africa, 2003. http://www.metallurgie.rwth-aachen.de/data/publications/uvr_ heegn_paepe_id_4020.pdf.
[66] ������, ������, �� ��, �� ��. һ�ִӷϾ�﮵���л��ս����ķ���: �й�, ZL 201110192260.X[P]. 2011-07-08.
WANG Chang-chun, GUO Jing-hong, JIANG Bo, SHEN Xin. Method for recovering metal from waste lithium battery: CN, 201110192260.X[P]. 2011-07-08.
[67] ������, ������, �� ��, �� ��. һ�ִӷϾ��������л��ս����ķ���: �й�, ZL 201110173754.3[P]. 2011-06-25.
WANG Chang-chun, GUO Jing-hong, JIANG Bo, SHEN Xin. Method for recycling metals from waste nickel-hydrogen batteries: CN, 201110173754.3[P]. 2011-06-25
[68] CHERET D C,  S. Battery recycling: EP, 1589121 B1[P]. 2005-03-30.
S. Battery recycling: EP, 1589121 B1[P]. 2005-03-30.
[69] BROUSSELY M, PISTOIA G. Industrial applications of batteries from cars to aerospace and energy storage[M]. Oxford, UK: Elsevier, 2007: 691-736.
[70] GEORGI-MASCHLER T, FRIEDRICH B, WEYHE R, HEEGN H, RUTZ M. Development of a recycling process for Li-ion batteries[J]. Journal of Power Sources, 2012, 207(1): 173-182.
[71] LAIN M J. Recycling of galvanic cells: US, 6447669B1[P]. 1998-12-03.
[72] LAIN M J. Recycling of lithium ion cells and batteries[J]. Journal of Power Sources, 2001, 97: 736-738.
[73] BATRE C. Lithium battery recycling[EB/OL]. 2009-07-28. http://www.batrec.ch/files/downloads/8c91f7dd0ab6693ccfd78380164a346d/S.18_Flyer%20Lithium.pdf.
[74] FISHER K,  E, LAENEN P P, COLLINS M. Battery waste management life cycle assessment[EB/OL]. 2006. http://www.lcm2007.org/paper/424.pdf
E, LAENEN P P, COLLINS M. Battery waste management life cycle assessment[EB/OL]. 2006. http://www.lcm2007.org/paper/424.pdf
[75] TANII T, TSUZUKI S, HONMURA S, KAMIMURA T, SASAKI K, YABUKI M, NISHIDA K. Method for crushing cell: US, 6524737[P]. 1999-09-27.
[76] ELLIS T W, MIRZA A H. Battery recycling: defining the market and identifying the technology required to keep high value materials in the economy and out of the waste dump[EB/OL]. 2011. http://www.nist.gov/tip/wp/pswp/upload/245_battery_recycling_ defining_the_market.pdf.
[77] SLOOP S E. System and method for removing an electrolyte from an energy storage and/or conversion device using a supercritical fluid: US, 7198865[P]. 2003-01-09.
[78] SLOOP S E, KERR J B, KINOSHITA K. The role of Li-ion battery electrolyte reactivity in performance decline and self-discharge[J]. Journal of Power Sources, 2003, 119/121(1): 330-337.
[79] SLOOP S E. Recycling methods for lithium-ion and other batteries[C]//13th International Battery Materials Recycling Seminar, Ft. Lauderdale, FL. 2009.
[80] TEDJAR F, FOUDRAZ J C. Method for the mixed recycling of lithium-based anode batteries and cells: WO, 2005101564[P]. 2005-10-27.
[81] MILLER D G, MCLAUGHLIN B. Recycling the lithium battery[J]. Industrial Chemistry Library, 2001, 10: 263-293.
[82] MCLAUGHLIN W, ADAMS T S. Li reclamation process: US, 5888463[P]. 1999-01-02.
[83] JUNGST R G. Recycling of advanced batteries for electric vehicles[C]// 11th international battery waste management seminar, Deerfield Beach, FL (US)[EB/OL]. http://www.osti. gov/energycitations/servlets/purl/14070-HUPGbA/web.1999.
[84] CHERET D, SANTEN S. Battery Recycling: US, 7169206[P]. 2005-04-18.
[85] VADENBO C O. Prospective environmental assessment of lithium recovery in battery recycling[EB/OL]. 2009. http://www.uns. ethz. ch/pub/publications/pdf/1717.pdf.
[86]  C, REFINING U P M, GREINERSTRAAT A. Recycling of electronic scrap at Umicore��s integrated metals smelter and refinery[C]// Proceedings of EMC, 2005: 307-323.
C, REFINING U P M, GREINERSTRAAT A. Recycling of electronic scrap at Umicore��s integrated metals smelter and refinery[C]// Proceedings of EMC, 2005: 307-323.
[87] KOTAICH K, SLOOP S E. Cobalt-free batteries, a new frontier for advanced battery recycling[C]// IEEE International Symposium on Sustainable Systems and Technology, 2009. ISSST'09, IEEE, 2009: 1.
[88] SLOOP S E. System and method for removing an electrolyte from an energy storage and/or conversion device using a supercritical fluid: US, 7858216[P]. 2007-03-29.
[89] ���, �ƹ���, ����. �Ͼɵ�ش��������в����������̷�ˮ�Ĵ�������: �й�, ZL 200910044152.0[P]. 2009-08-18.
LI Chang-dong, HUANG Guo-yong, LONG Gui-hua. Treatment method of nickel-cobalt-manganese wastewater generated in waste and old battery treatment process: CN, 200910044152.0[P]. 2009-08-18.
[90] BECKER-IRVIN C, HONDA M Y. Battery overtemperature control system and method: US, 6928381B2[P]. 2003-12-17.
[91] SOHN J S, SHIN S M, YANG D H, KANG J G, YOO K. Study of physical treatment of spent military use lithium primary batteries for recycling[J]. Geosystem Engineering, 2007, 10(2): 27-30.
(�༭ ��ѧ��)
������Ŀ���㶫ʡս�������˲�ҵ���ļ���������Ŀ(2011A032302001)���㶫ʡ��ѧ�н����Ŀ(2011A090700002)
�ո����ڣ�2013-06-17�������ڣ�2013-09-23
ͨ�����ߣ��ຣ����ѧʿ���绰��0757-85615818��E-mail: yuhaijun@brunp.com.cn
ժ Ҫ������������Ϊ��������������ص������غ�����ӵ��ƾ���������ܶȸߡ���ŵ��ٶȿ졢ѭ���������Լ�����Ⱦ���ŵ�õ����ٷ�չ����������������ǧ�ε�ѭ����ŵ���������½������ձ��ϣ��ӱ�����������Լ��Ȼ��Դ�Ƕȿ������յ�������ó�Ϊ��Ȼ�������ܽ��˽����������������������ӵ�غ������صķ���������ʪ�����ա����պ����Ϲ��յȣ����Ը��������������ۣ��������о���״�д��ڵĶ�����Ⱦ����ȫ���������������ͻ����Ʊ���������࣬Ϊ�й�δ��������ػ������õ춨������
[4] ������, ����ƽ. ����Ӷ�����ظ��������о���չ[J]. ���ϵ���, 2012, 26(21): 20-24, 55.
[8] ���ɹ�, ������, ����Ⱥ, ����ƽ. ����ӵ�ظ��µ��Һ[J]. ��ѧ��չ, 2013, 25(1): 54-59.
[11] QC/T 743��2006. �綯���������������[S].
[12] QC/T 744��2006. �綯�����ý����⻯��������[S].
[18] �ֿ���, ����¡, ������, ����Դ. �ӷ϶��ε�ػ����м۽����ķ���. �й�, ZL 200310103584.7[P]. 2003-11-11.
[30] л����, �� ��, �� ʤ. �Ͼ�����ӵ�ػ��մ��������о���չ[J]. ������ѧ�뼼��, 2009, 32(4): 97-101.
[59] �Դ���, ����׳, ��־ǿ, ŷ������. һ�ִӷϾɵ���л���﮽����ķ���: �й�, ZL 201110116172.1[P]. 2011-05-06.
[66] ������, ������, �� ��, �� ��. һ�ִӷϾ�﮵���л��ս����ķ���: �й�, ZL 201110192260.X[P]. 2011-07-08.
[67] ������, ������, �� ��, �� ��. һ�ִӷϾ��������л��ս����ķ���: �й�, ZL 201110173754.3[P]. 2011-06-25.
[68] CHERET D C, S. Battery recycling: EP, 1589121 B1[P]. 2005-03-30.
[71] LAIN M J. Recycling of galvanic cells: US, 6447669B1[P]. 1998-12-03.
[82] MCLAUGHLIN W, ADAMS T S. Li reclamation process: US, 5888463[P]. 1999-01-02.
[84] CHERET D, SANTEN S. Battery Recycling: US, 7169206[P]. 2005-04-18.
[89] ���, �ƹ���, ����. �Ͼɵ�ش��������в����������̷�ˮ�Ĵ�������: �й�, ZL 200910044152.0[P]. 2009-08-18.
