
�й���ɫ����ѧ�� 2004,(10),1717-1722 DOI:10.19476/j.ysxb.1004.0609.2004.10.017
��������/��ĩұ���Ʊ��߹����Ͻ���ϵ���֯����ѧ����
���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ ��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083
ժ Ҫ��
���ÿ�������ˮ������հ����ȼ�ѹ�������ϵķ���,�Ʊ���Al 30Si��Al 40Si�������߹����Ͻ����,����ɨ��羵�������������������֯����,���������ѧ���ܡ��о�����:���Ʊ��ĸ߹����Ͻ��ĩ�����ߴ���2��10��m֮��;��ѹ��IJ��Ͼ�����֯ʮ��ϸС�Ҿ�����ɢ�ֲ���Si��;��370���ȼ�ѹ������,�俹��ǿ�ȸߴ�239MPa,����ͬ�ɷֵ�����̬���������77%,���ż�ѹ�¶ȵ������Լ�Si����������,�����������,����ǿ���½���
�ؼ��ʣ�
��ͼ����ţ� TF124
����飺�����(1962),Ů,������,��ʿ�о���.,������;�绰:07318830248:����:07318830248;E mail:yangflcsu@163.com;
�ո����ڣ�2004-02-16
Microstructures and mechanical properties of high-silicon aluminum alloy fabricated by rapid solidification/powder metallurgy
Abstract��
Hypereutectic high-silicon aluminum alloy(Al-30Si and Al-40Si)was fabricated with a method in which air-atomization was followed by vacuum canning hot-extrusion process. Microstructure was analyzed by SEM and optical microscopy; tensile strength was examined and discussed. Experimental results show that, powder particle size is approximately 210 ��m; silicon crystals are fine and uniform distributed by extrusion. The tensile strength reaches 239 MPa at 370 �� extrusion , increases 77% compared with as cast, while tensile strength decreases, Si crystal grows up with both the extrusion temperature and the Si content increasing.
Keyword��
rapid solidification; vacuum canning; hot extrusion; Al-Si alloy;
Received�� 2004-02-16
�߹����Ͻ���Ϊ���ӷ�װ����, ��������Ϊ��ͳ������W-Cu���ӷ�װ���ϵ�����֮һ, �Ҹ߹����Ͻ���кܺõ��ȵ�����, ������ϵ���ɿ�
�߹����Ͻ�����Ʊ�������������
���ÿ������̼������ĩұ���������Ʊ��ĸ߹����Ͻ�������ھ��е��ܶȡ� ���ȵ��� �����͡� �߱�ǿ�������ص�, �������� ���ӡ� ���չ�ҵ�������кܴ�ķ�չDZ��
Ŀǰ�������������������������ĩұ�����Ʊ�����Si������30%(��������)���ڵĹ������߹����Ͻ�Ķ�Ԫ���Ԫ�Ͻ�, ������δ��Si�������ߵĸ߹����Ͻ��Ʊ������ı���, �������߲��ÿ�������/��ĩұ�����Ʊ���Si�����ֱ�Ϊ30%��40%�Ĺ������߹����Ͻ����, ��������֯��ò����ѧ����������̬�Ľ����˷����Ƚϡ�
1 ʵ��
�����Ʊ���������Ϊ: �����Ʒۡ���ĩ��ɸ����հ��ס��ȼ�ѹ�����ӹ����������ܲ��ԡ�
1.1 ��ĩ�Ʊ�
�����ƺõ�Al-Si�Ͻ��ڸ�Ӧ¯�м����ۻ��� ����������, ����Һ����©����������װ����, ����ѹ���������Ľ���Һ��ֱ�������������Լ200 mm�ĸ�ѹˮ����, ����ȴ��, Al-Si��ĩ��������ɸ��, ���˵��ִ�Ľ���������, ���������ת��˦�ɻ��н�����ˮ����, ����ɡ� ��ɸ�Ƶø���ʵ�������ĩ, ���Ʒ۹��ղ�������1��
��1 �Ʒ۹��ղ���
Table 1 Process parameters ofpowder fabrication
| Melting temperature/ �� |
Melt feeding-tube diameter/mm |
Atomizing gas |
Atomizing gas pressure/ MPa |
Type of atomizing cavity |
| 1 000 | 3.5 | Atmosphere | 0.6 | Annular slot |
ʵ�鰴Ҫ��������Si�����ֱ�Ϊ30%��40%�����ֺϽ�(��ѧ�ɷּ���2), ���ÿ�������-ˮ�䷨, �����Ʊ��ɷ�ĩ, �������ֳɷֵĺϽ��ĩ�ֱ����150 ��m��75 ��m��ɸ, �ó�4�ֲ�ͬ���͵ķ�ĩ, ������ż���ɼ���2��
��2 ��ĩ������ѧ�ɷּ�����
Table 2 Chemical compositions and particle sizesof powder samples
| Sample No. | w(Si)/% | w(Al)/% | Particle size/��m |
| 1 | 26.60 | Bal. | ��75 |
| 2 | 26.60 | Bal. | ��150 |
| 3 | 36.44 | Bal. | ��75 |
| 4 | 36.44 | Bal. | ��150 |
1.2 ��հ����ȼ�ѹ
���ֱ�ŵĺϽ��ĩ�����Ȼ��, ��װ�� ��ʵװ�����ƵĴ���������, ���ܶȿɴ������ܶȵ�70%, ����ճ�����, ��պ��ϰ��ס� ��ѹǰ����Ʒ����4�ֲ�ͬ���¶ȼ��ȱ���, ������¶ȷֱ�Ϊ370�� 430�� 490�� 550 ��, ����ʱ��Ϊ1 h�� �ȼ�ѹʵ����300 t��ѹ���Ͻ���, ���ּ�ѹģ���������뾮ʽ¯�г��Ԥ�ȱ���, ģ�����¶�Ϊ250 ��, ���ȼ�ѹ�Ĺ�������������, ��ѹ��Ϊ16(�������ͼ�ѹ��ֱ���ֱ�Ϊ40 mm��10 mm), ��ѹ��Ϊ90�㡣
1.3 ���ܼ��
���ȼ�ѹ�õ��ļ�ѹ����ȥ���ײ����ӹ��ɼ�ͷ����Ϊd 8 mm, �м�Ϊd 5 mm, ����Ϊ75 mm����������, �õ�����������������Բ��Ͻ����˿���ǿ�ȼ��; ��EOPHAT���������Բ��Ͻ���������֯�۲�; ��KYKY-2800��ɨ��羵�Է�ĩ��������ò�۲�Ͳ��϶Ͽ�ɨ�衣
2 ����������
2.1 ��ĩ������ò
��ĩ����ò��ͼ1��ʾ�� ���Կ���, ��ĩ��������Ƚϴֲ�, ��Щ��ĩ�����ʲ�������״, �����ֳ�Һ��״�����κ������Ρ� Ӱ���ĩ��״����Ҫ����������ǰ����Һ��Ĺ��ȶȡ� ������������ʼ��������̵���ȴ�ٶ�, ����������������ͬ�������, ��������ʱ����ȴ�ٶȱ���������(N2, Ar2, He2)����ʱС, ��ʹҺ�������������з���������, �Ӷ��谭��������; ����, �ڲ���ˮ��ȴʱ����ˮ�������õĴ���Ч��, �ϸߵ���ȴ�ٶ�ʹҺ��Ҳ��������������̳ɷ�ĩ, ���Է�ĩ����״��Ϊ������, ������������ɵġ� �������ֲ����������ò�ķ�ĩ����֮������ҧ��, �ʺ��ں���ѹ�ƺ����ܻ����Ρ� ����, ��ͼ1�п�֪��ĩ�����Ƚ�ϸС, ����2��10 ��m֮��, Ҳ�в����Դ�Ŀ���(ͼ�в��ֽϴ��Ϊɨ��ʱ��ĩ������ɢ������γɵķ�ĩ��)��
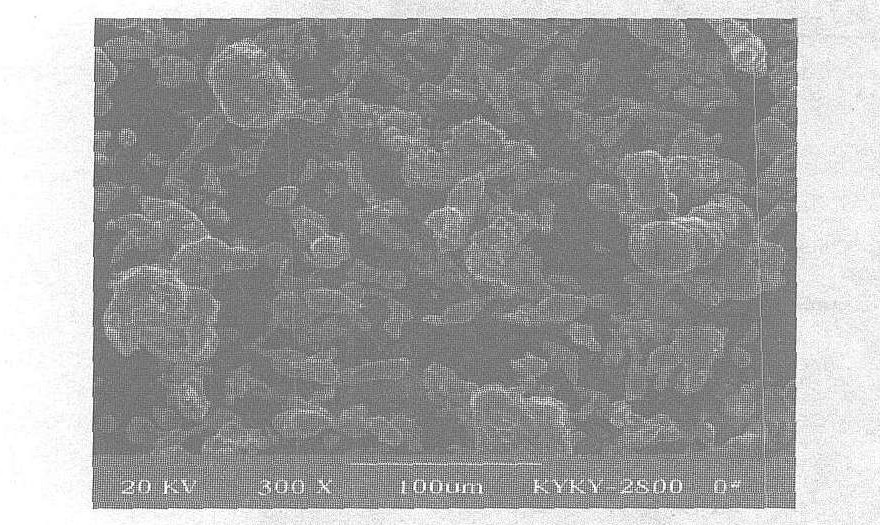
ͼ1 ����������ĩ������SEM��ò
Fig.1 SEM morphology of gas-atomized powders
2.2 ��������֯
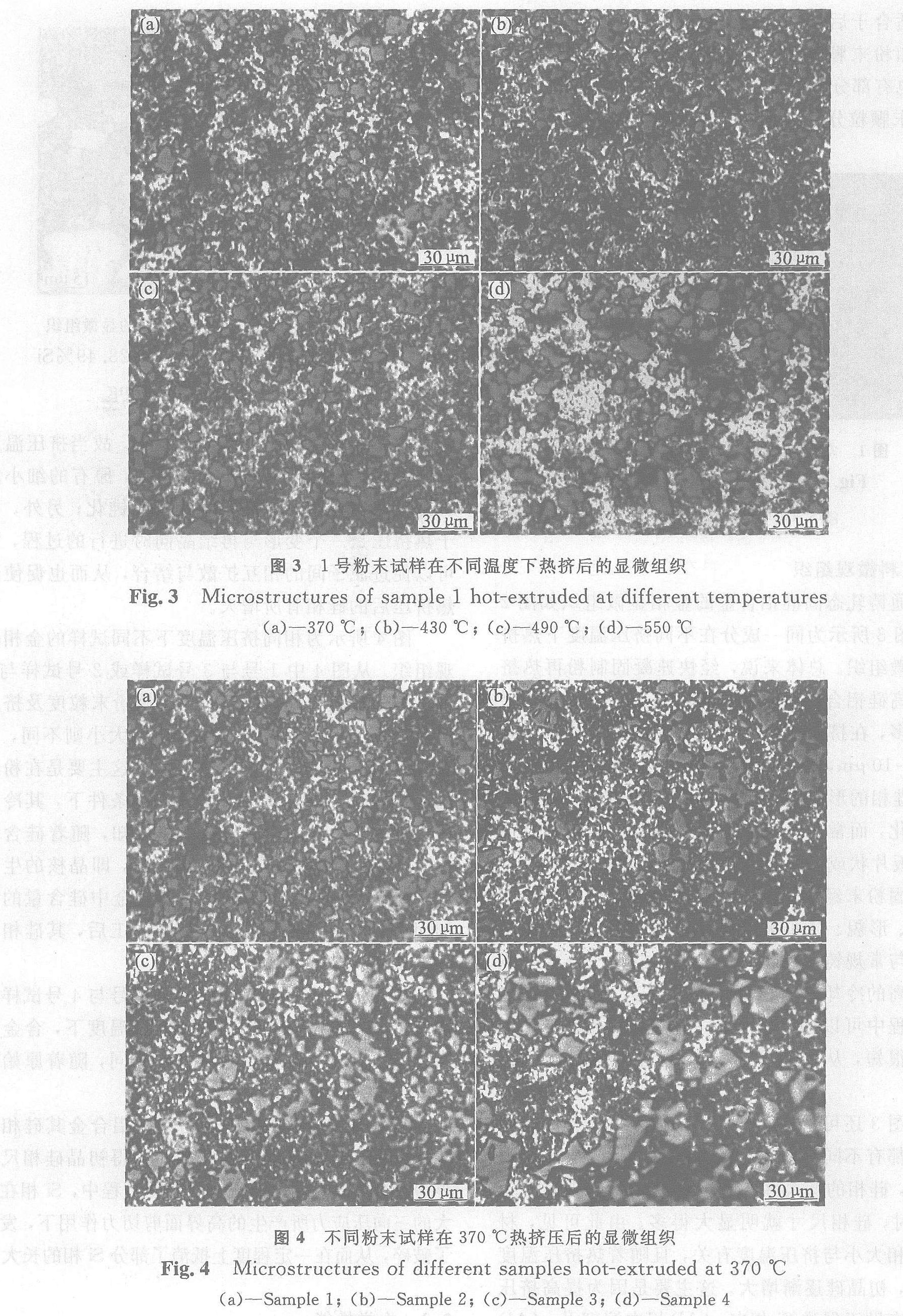
��ͨ����̬�߹����Ͻ�Ľ�������֯��ͼ2��ʾ�� ͼ3��ʾΪͬһ�ɷ��ڲ�ͬ��ѹ�¶����ȼ��������֯�� ������˵, �����������Ʒ����ȼ�ѹ��ĸ߹����Ͻ������������ͨ����Ĺ���ҪϸС�ö�, �ڼ�ѹ�¶�Ϊ370 ��ʱ, ��Si���С����Ϊ2��10 ��m, �ҷֲ�������ɢ; ��ͼ3�л����Կ���, �������״�ǵ���Ŀ�״�����״, ��������Ѷۻ�, ����������̬��֯�еij��������dz���״�� ���Ƭ״��״�� �ɴ˿ɼ�, ������̬���, �������̷�ĩ���ȼ�ѹ��ĸ߹����Ͻ���������Ĵ�С�� ��ò�� �ֲ���Ҫ������̬�ĺá� ����Ҫԭ�������볣���������, �������̼���ʹ�Ͻ�������и��ߵ���ȴ�ٶȺ���Ĺ����, �Ͻ����������̹����п�������������ij���Si����, ������ʱ��ܶ�, �Ӷ�ʹ�Ͻ������֯�õ�����ϸ����
��ͼ3���ɿ���, ���ż�ѹ�¶ȵ�����, �����ߴ綼�в�ͬ�̶ȵ�����, ����ѹ�¶���ǰ3���¶�ʱ, ���������ʮ������, ����ѹ�¶�Ϊ550 ��ʱ, ����ߴ�����Դ�öࡣ �ɴ˿ɼ�, ���ϵĹ����С�뼷ѹ�¶��й�, �������ȼ�ѹ�¶ȵ�����, ������������ ����Ҫ����Ϊ���ѹ�¶Ȼ������ڴٽ�Si������(Al)�����ܽ⼰��(Al)����Si��������� �����ڲ�ϸС��Si����������������ʴ�IJ�λ���б����ܽ�ȶ�������Al�����ܽ�, ͬʱAl���в��ֹ����͵�Siԭ���ڴ�����ı������и����ʵIJ�λ������ �ʵ���ѹ�¶�����ʱ, �����ڲ��Ŀ����ߴ�����, ԭ�е�ϸС��Si��������ʧ, ������״�����ۻ�; ����, �����ȼ�ѹ��һ���������ٽᾧͬʱ���еĹ���, �����Դٽ�ԭ�Ӽ�����ɢ����, �Ӷ�Ҳ��ʹ���ȼ�ѹ��Ĺ�����������
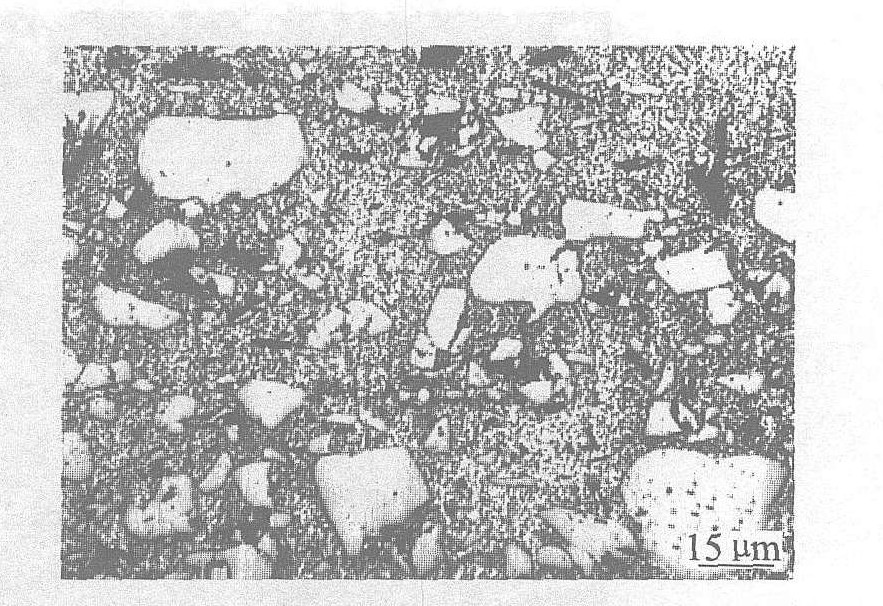
ͼ2 ��������̬Al-28.49%Si������֯
Fig.2 Microstructure of Al-28.49%Si after casting and rolling
ͼ4��ʾΪ��ͬ��ѹ�¶��²�ͬ�����Ľ�������֯�� ��ͼ4��1����3��������2��������4�������ıȽϿ�֪, ����ͬ��ԭʼ��ĩ���ȼ���ѹ�¶���, �Ͻ���Si������ͬ, �����С��ͬ, ����Si����������, �������Ա�� ����Ҫ���ڷ�ĩ���Ʊ�������, ��������ͬ�Ĺ���������, ����ȴ�ٶ���ͬ, ����Al-Si��Ԫ��ͼ��֪, ���Ź躬��������, �Ͻ�Ľᾧ�¶ȷ�Χ���, �����˵�����ʱ���ӳ�, �Ӷ����³��������źϽ��й躬�������Ӷ�����, ���, ����������ѹ�ӹ���, �������ȻҪ��Щ��
��ͼ4��1����2��������3����4�������ıȽϿ�֪, ����ͬ�Ĺ躬���ͼ�ѹ�¶���, �Ͻ���ԭʼ��ĩ���Ȳ�ͬ, �����С�Ͳ�ͬ, ����ԭʼ��ĩ���ȵ�����, �������Ա��
����˵��, ���ȼ�ѹ��ĸ߹����Ͻ������ߴ粢û����Ϊ���ȱ��µ�ԭ���ʹ�ó�������ߴ���������, ����Ҫ����Ϊ���ȼ�ѹ������, Si����ǿ�������ѹӦ���������ĸ߽��������������, ����������, �Ӷ���һ���̶��ϵ����˲���Si��ij���
2.3 ��ѧ����
����������հ����ȼ�ѹ�߹����Ͻ���ϵĿ���ǿ�Ȳ��Խ������3��
�ɱ�3����֪��, ��������̬�߹����Ͻ�, �俹��ǿ��ֻ��135 MPa, ��1��������370 ���ȼ�ѹ��, �俹��ǿ�ȸߴ�239 MPa, ��ȳɷִ�����ͬ����������˵, ǿ�������77%�ࡣ ����Ҫ�������������ԭ��:
������ϸ��ǿ��, ���ݹ�ϵʽ
������vd-1(1-��v)-1 (1)
��3 �߹����Ͻ���Ͽ���ǿ��
Table 3 Tensile strength of high-silicon aluminum alloy at different temperatures(MPa)
| Sample No. | 370 �� | 430 �� | 490 �� | 550 �� |
| 1 | 239 | 229 | 216 | 206 |
| 2 | 210 | 200 | 183 | 172 |
| 3 | 196 | 188 | 174 | 165 |
| 4 | 176 | 168 | 152 | 140 |
| As-cast | 135 | |||
ʽ�� ��Ϊ�Ͻ��ǿ��; ��v��d�ֱ�ΪSi�������������ƽ��ֱ����
��ʽ(1)��֪, ���ں�Si��Ϊ��ͬ��������ĸ߹����Ͻ����, �俹��ǿ����Si��ƽ���ߴ�ɷ��ȡ� ����˵, ������ϸ�����ڲ���ǿ�ȵ������һ���Ĺ���; ����, ����ͬ�ķ�ĩ����������, ����ǿ��Ӧ���źϽ��еڶ���������������Ӷ�����, ������������Ͻ���, �ڶ�������Ϊ����, ������Ϊ������, ���׳�Ϊ�����ڱ��ι����е�����Դ, ���, ���躬������һ����ʱ, �Ͻ���ϵ�ǿ�ȷ������Ź躬�������Ӷ��½���
���, ��ͼ2��4�Ͻ�Ľ�������֯�ȽϿ�֪, ���������̬����, ���������ȼ�ѹ̬�߹����Ͻ���ϵĹ�����dz�ϸС�ҷֲ���ɢ����, �������״Ϊ����Ŀ�״, �����������״�ͷֲ�, �ԺϽ������ѧ���ܵ�������˺ܴ������, ������̬����֯�л������н϶�Ķ���ΰ�Ƭ״�ij�����, ���صظ����˹�����, �ڹ���ļ�˺���Dz�λ�������Ӧ������, ��Ϊ���ι����кϽ���ѵ�����Դ, �Ͻ���������س�����ı߽���ڳ������ڲ�����, ������ºϽ���ϵĴ�������, �Ӷ������˲��ϵ���ѧ���ܡ�
�ٴ����ȼ�ѹ�߹����Ͻ���ϵ����ܻ��̶ȸ�, ����Ҫ�Ƿ�ĩ���в�����Ŀ�����ò, �Ҵ�Ϊ������, ��ĩ����֮������ҧ��, ������״�ķ�ĩ�����ȼ�ѹʱ��ǿ�������ѹӦ��������, ʹ��ĩ�����ƶ�, ����϶, ��ĩ���Ⱥ����������·�������, ����������, ��Ħ��ʹ��ĩ���������Ĥ����, �Ӷ�ʹ��ĩ����֮��ͨ��ҧ�Ϻ�ճ����γ����õ�ұ����, �õ��dz����ܵĸ߹����Ͻ���ϡ�
����, �ӱ�3�����Կ���, �����ȼ�ѹ�¶ȵ�����, �߹����Ͻ���ϵĿ���ǿ����������, ���ʽ(1)��ͼ3����֪��, ���ȼ�ѹ�¶����ߵ�ʱ��, ��������һ���̶ȵij���, ʹ�ò��ϵĿ���ǿ���½�; ���Ź躬�������Ӽ�ԭʼ��ĩ�����ߴ������, �ȼ�ѹ��Ĺ���ߴ�Ҳ������, �Ӷ����ºϽ�Ŀ���ǿ����躬�������Ӻ�ԭʼ��ĩ���ȵ�������½���
��ĩ�ȼ�ѹ�Ͻ�������������ĶϿڴӺ���Ͽ��ʴ��Զ���, �������Ͽ�, ͼ5��ʾΪ���϶Ͽڵ�SEM��, ��ͼ�п���������, �Ͽھ��������͵����Զ�������, �������Դ�����ʽ������, ��Ͽڰ���ƽ, ���д�����С����ƽ̨��ɵ����Ѻͱ�״ͻ��, ������Ҫ��Դ�ڹ��������Ľ�ϴ�, ��Ҳ��һ��˵����Ϊʲô��ĩ�ȼ�ѹ�������߹����Ͻ���ϵ�����ǿ�ȸ�����ͨ����̬��
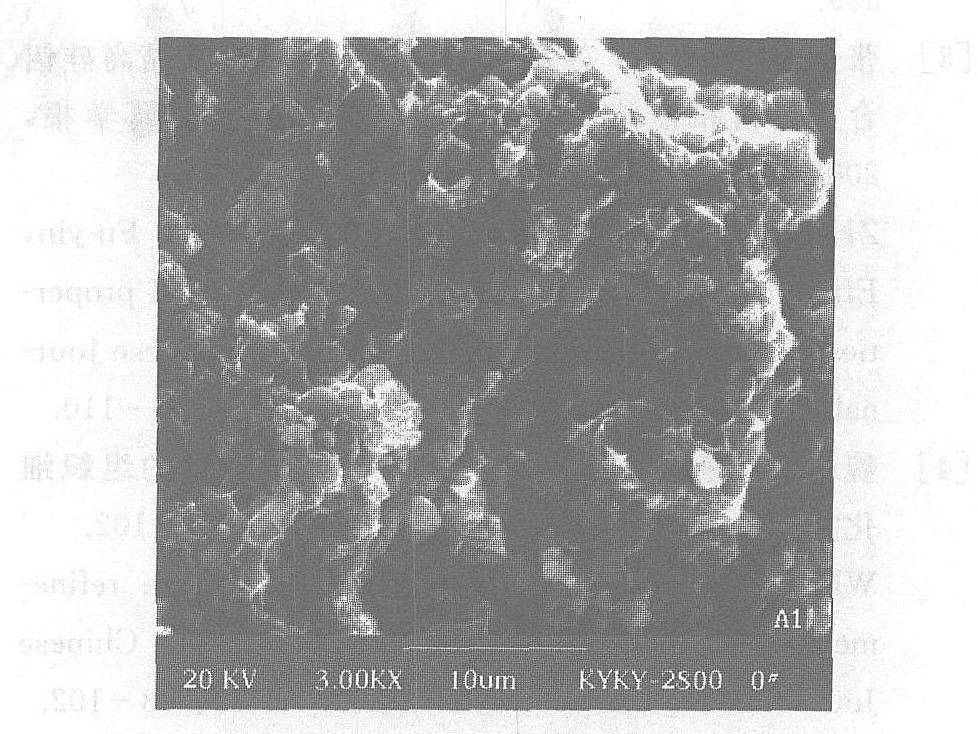
ͼ5 1�����������Ͽڵ�SEM��
Fig.5 SEM image of fracture zone of Sample 1
Ӱ��߹����Ͻ����ܵ����غܶ�, ���˼�ѹ�¶ȡ� �Ͻ�ѧ�ɷּ���ĩ������, �����ȼ�ѹʱ�ı������ʡ� ��ѹ�ȡ� ģ����״���� ��ѹ�ǡ� ����ʱ��ȡ�
3 ����
1) ���ÿ�������-ˮ��Ŀ������̼������Ʊ��ĸ߹����Ͻ��ĩ, ���ĩ������ò�ʲ�������״, ��Һ��״�����ξӶ�, �ҿ����ߴ���2��10 ��m֮�䡣
2) ���÷�ĩұ���ȼ�ѹ�����Ʊ��ĸ߹����Ͻ����, ��370 ���ȼ�ѹ������, �俹��ǿ�ȸߴ�239 MPa, ����ͬ�ɷֵ�����̬�������77%��
3) ���������ȼ�ѹ�¶ȵ����߶�����, ����ǿ�������ȼ�ѹ�¶ȵ����߳��½�������; ����Si���������Ӽ�ԭʼ��ĩ���ȵ�����, ��Ͻ�Ŀ���ǿ��Ҳ��֮�½���
�����
[15] ����,л׳��,������,��.������������Ͻ�����ܡ�Ӧ�úͷ�չ����[J].��ĩұ����,2000,18
