
���±�ţ�1004-0609(2015)02-0384-08
ECAPT�����´�����ĩ-���ױ�����Ϊ����ֵģ����ʵ��
����Ϫ1, 2���� ��1��½�˻�1��Ѧ����3���� Ƽ3
(1. ���ݹ���ѧԺ ���繤��ѧԺ������ 221111��
2. ���ݹ���ѧԺ ����ʡ������װ�����������ص㽨��ʵ���ң����� 221111��
3. �Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϸ� 230009)
ժҪ�����������ѹ����ճ���������������Ԫ�����Դ�����ĩ-����ECAPT������Ϊ������ֵģ�⣬��ʵ���������ECAPT����������֯����ѧ���ܵ��ݱ���ɡ����������ECAPT���նԴ�����ĩ���Ͼ���ǿ�ҵ����ܺ�ϸ��Ч��������������ģ��ת�Ǻ�����ͨ���������ܼ��б��γ̶����ѹ�غ�������Ϊ���ԣ�ECAPT��������߲���Ӧ���ۻ�����ͬʱ��������������ηֲ��ľ����ԡ�ģ�������ʵ�������нϺõ�һ���ԣ�������ĩ���Ͼ�1����ECAPT���κ�ʵ����Ч�̽ᣬ����֯����ϸ������ѧ���ܴ������ߡ�
�ؼ��ʣ�
������ĩ�������Ա������Ⱦ��Ǽ�Ť����ֵģ����
��ͼ����ţ�TG376 �� �� ���ױ�־�룺A
Numerical simulation and experiment of deformation behavior of pure aluminum powder in tubes by equal channel angular pressing and torsion
WANG Xiao-xi1, 2, HE Min1, LU Xing-hua1, XUE Ke-min3, LI Ping3
(1. School of Mechanical and Electrical Engineering, Xuzhou Institute of Technology, Xuzhou 221111, China;
2. Jiangsu Key Laboratory of Large Engineering Equipment Detection and Control,
Xuzhou Institute of Technology, Xuzhou 221111, China;
3. School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China)
Abstract: The deformation behavior of pure aluminum powder in tubes during ECAPT was obtained by the coupled thermo-mechanical analysis based on the compressible rigid viscoplastic finite element method (FEM). Moreover, the microstructure and mechanical properties evolutions were investigated through experimental analysis. The results show that ECAPT process has a great efficiency on powder consolidation and grain refinement. The intense shear strains are imposed on the billet when passed the intersection part and twist channel, which causes the sharp increase of extrusion load. ECAPT process can lead to higher homogeneity of the effective strain distribution as well as higher values of the imposed strain for each pass. The FEM results and experimental results agree well. After 1 pass of ECAPT, full dense bulk aluminum achieves from powders with refined microstructures and improved mechanical properties.
Key words: pure aluminum powder; severe plastic deformation(SPD); equal channel angular pressing and torsion (ECAPT); numerical simulation
Ŀǰ�����ô����Ա��μ���(Severe plastic deformation��SPD)�Է�ĩұ����Ͻ�����ӹ����й㷺��������о�[1-4]��SPD���ij��֣�Ϊ�Է�ĩ����Ϊԭ�ϡ����ٹ̽��Ʊ������ܶȡ���֯�ṹ��������ѧ���������Ŀ��峬ϸ�������ṩ��һ����Ч�����е���;��������ʮ�ֹ�����Ӧ��ǰ����
�Ⱦ��Ǽ�Ť(Equal channel angular pressing and torsion��ECAPT)�ǽ������������һ��������SPD����[5-7]�����ۺ��˵Ⱦ��Ǽ�ѹ(Equal channel angular pressing��ECAP)[8-10]�ͼ�Ť(Twist extrusion��TE)[11-13]���ִ�ͳSPD�������ŵ㣬ͨ������TE���յ�����ͨ�������Ӳ�����ECAP���ι����еľ�ˮѹ��������Ӧ������ʹ�ñ��β��ϴﵽ��һ�μ�ѹ�����μ��С����ϱ���Ŀ�ģ�������ýϸߵ�Ӧ���ۻ�Ч���ͱ��ξ��ȳ̶ȡ�Ȼ��������ECAPT�����о��������ҷ�ĩ���ϵij��ι��̽�Ϊ���ӣ��йش�����ĩ��ECAPT���ι����е�������Ϊ�ͱ��λ������������������ʼ�������
Ϊ�ˣ������������Դ�����ĩ����Ϊԭ�ϣ�������ֵģ�⼼����ϵͳ�о���ECAPT���ι����д�������ı���������Ϊ���ص�����˼�ѹ�غɡ���ЧӦ�������ܶȵȳ����ı仯���ɣ���������֯�������ݱ���ɽ�����ʵ���������Щ�о���Ϊȫ�������˽��ĩ����ECAPT���λ������Ż�ECAPTģ�߽ṹ�������Ʊ��������ܵĿ��峬ϸ�����ṩ��Ҫ������֧�֡�
1 ����Ԫģ��
1.1 ����Ԫ����ģ��
��������Ԫ����DEFROMTM-3D�����������ѹ���Ը�ճ��������Ԫ�����Դ�����ĩ-����ECAPT���ι��̽����������ģ�⡣Ϊ��ǿ��ĩ���������Ա����������ٽ���ĩ���ϱ��ξ��Ȼ�����߷�ĩ���ϵ����̶ܳȣ����õ���ECAPT���գ�ģ�ߺ������¶�Ϊ200 �棬�����¶�Ϊ20 �档ѡ�ó����Դ��Ĵ���(Al 1100)��Ϊ������ϣ����ϳ�ʼ����ܶ�Ϊ0.75�����γߴ�Ϊd 7 mm��50 mm�����ײ���Ϊ���ܴ���(Al 1100)�����γߴ�Ϊ10 mm��10 mm��60 mm��ECAPTģ�ߵ��ڡ���Ƿֱ�Ϊ90���37�㣬�������ת��Ϊ90�㣬����ͨ������Ϊ15 mm�����ɾ���Ϊ15 mm�������Ľڵ�������Ȳε�Ԫ�Ա������Ͻ�����ɢ��ģ�ߺ����ϼ��Ħ���Ӵ����ó�����ģ�ͣ�Ħ������Ϊ0.05����ECAPT���ι����У������dz�ͷ�Ͱ�ģ���Σ��������Ϊ���壬����Ϊ��ģ�߸�H13����ѹ�ٶ�Ϊ1 mm/s��������������Ӧ�����Լ�Сģ�����������ECAPT���ұ��ζ����µľֲ�������䡣���ս����������Ԫ����ģ����ͼ1��ʾ��
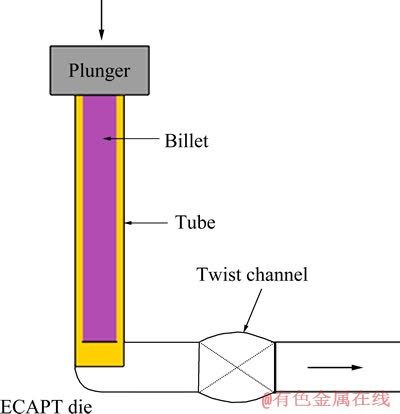
ͼ1 ECAPT��������Ԫ����ģ��
Fig. 1 Finite element model of ECAPT process
1.2 ECAPT���ι��̷���
ͼ2��3��ʾΪ������ECAPT���ι����У�������ĩ-���ı�������Լ���ѹ�غ�-ʱ�����ߡ�
���ݱ��β��ϵ����������ͼ�ѹ�غɵı仯���ƣ��ɽ�ECAPT���ι��̷�Ϊ����5���Ρ�
��) ���γ�ʼ�Σ����ڼ�ѹ������ģ����ǻ֮�����С��϶�������������ȳ���ģ��ģǻ������������ֱ��Σ�����ͨ���ڱڽ������ϡ����ڳ�ʼ�����ڲ���϶�϶࣬�Ҵ��ڱ�ѹ��״̬����ˣ�һ��ʼ�ı��������ڷ������ѹ�ƹ��̣���ѹ�غ��������������ֱ��ͷ�������£��������ϲ�����������������ˮƽͨ��������ECAP���Ρ����ű����в��ϵ����࣬��ѹ�غɼ���������
��) �ڹ���ͨ���ھ����ݵĸ���ƽ�ƺ�������ͷ����ʼ��������ͨ��������ģ����״��Լ���Լ�����ͨ���Ķ��μ������ã����Ϻ�����ڷ����˾��ҵ����Ա��Σ���ѹ�غ�������������ͷ����ȫ��������ͨ����ѹ�غɴﵽһ���ֲ����ֵ��ԼΪ11.7 kN��
��) ���ű������ϲ��ϱ���������ͨ��������������Э����ƽ�ȵط�����ת���б��Σ���ѹ�غɻ������ӣ���ֵ��С����ȶ���
��) ��������ͷ�����ECAPT���Σ��˳�����ͨ�����������ķ��ν���ͨ������ʱ�����ڲ����ѽӽ�����ȫ���ܣ����ο���������������ͨ�����ڴ������������ܵ��˽ϴ��������ͬʱ������ȫ���ε�ͷ�����϶Ժ���δ��ȫ���εIJ�������һ�������ڷ���ѹ�����ã���ѹ�غɳ����ٴ��������ﵽ��ֵ(13.7 kN)��
��) ��ʱ���������Ͼ�����ȫͨ��ģ��ת�ǵش����ýε�ͬ�ڴ�ͳ��TE���Ρ��������ձ��������ϵIJ������࣬����ͨ���ڷ������б��εIJ���Խ��Խ�٣���ѹ�غɳ������½������ơ�
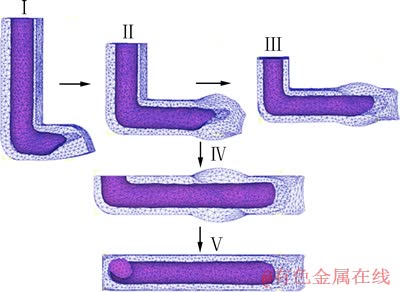
ͼ2 ECAPT���ι���ʾ��ͼ
Fig. 2 Schematic diagram of ECAPT process
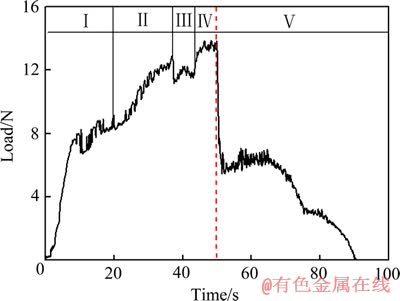
ͼ3 ECAPT���������ϱ��ι����е��غ�-ʱ������
Fig. 3 Load-time curves of billet during ECAPT process
1.3 ��ЧӦ�����
��ЧӦ��Ĵ�С�ͷֲ��ܹ���ӳ���������Ա��ε��ۻ�Ч����������ڲ�����ϸ������֯��������ξ��ȵij̶�������ء�ͼ4��ʾΪECAPT�������������ݽ���ĵ�ЧӦ��ֲ���ͼ��
��ͼ4���Կ��������γ�ʼ�Σ���ģ��ת�ǵļ��������£�ͷ�����θ����Ҳ����ȡ������������±�����������ٶȴ��ڲ��죬ͷ�������ˡ�����������ЧӦ����ֳ������Ե��ݶȷֲ������ϱ���������С������ECAPT���εļ������ѱ������Ͼ����ݸ���ƽ�ƺ��������ͨ�������ο�ʼ�����ȶ��Ρ�����ֱ��ͷ�˶�����ʱ�������������±����Ӧ���ݶ����Լ�С���ڲ��γ���һ���ϴ�ľ��ȱ�������ƽ����ЧӦ����ԼΪ1.4�������ˮƽ��ͷ�����£��������ϼ������TE���Σ���ЧӦ������С�����ӡ�ECAPT���ν���������ͷβ���ڶ˲�ЧӦΪС�������⣬����������ν�Ϊ���ȡ�

ͼ4 ECAPT�������������ݽ���ĵ�ЧӦ��ֲ���ͼ
Fig. 4 Effective strain contours of central longitudinal plane of billet processed by ECAPT
Ϊ�˸�������ر�ʾ�������ڲ����ʵ���ECAPT�����еı���������Ч����ѡȡ�����������ĺ�����ϵ�5����ͬ�ڵ���и��ٷ���(��ͼ5(a))���õ�������ECAPT���ι����еĵ�ЧӦ��ֲ��仯���ɣ�������ͼ5(b)��ʾ��
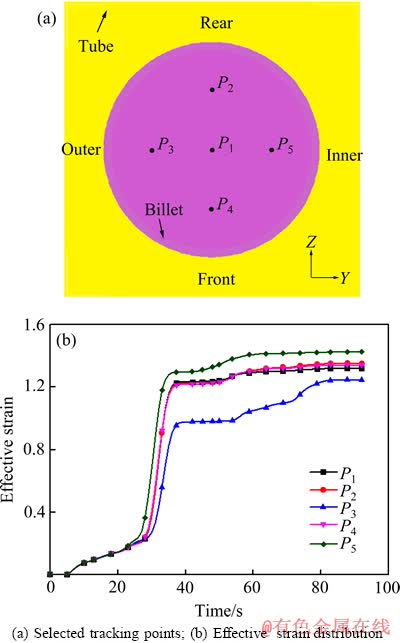
ͼ5 �����������ĺ�����ЧӦ��ֲ�
Fig. 5 Distribution of effective strain on central transverse plane (TP) of billet
�۲�ͼ5(b)���Է��֣������ٵ��ЧӦ��ı仯���ƻ�����ͬ�������ű���ʱ����ӳ�����ЧӦ�����������У���ģ��ת�ǡ�����ͨ����ڼ����ڴ������ھ��ҵļ������ã���ЧӦ������˽ϴ��Ӧ���ݶȣ������ϴ�����ʱ�̱��������ƽ�ȣ���ЧӦ����ֵ�仯����[14]��������������ϣ�����ģ���ڽǴ��ʵ�(P5)�ĵ�ЧӦ��Ҫ���ڿ���ģ����Ǵ����ʵ�(P3)�Լ����Ĵ����ʵ�(P1)�������Ϻ�ȷ�����ĵ�ЧӦ�������ͬ(P1��P2��P4)�����������Ͼ�������ͨ��ʱ��ԭ������ϵ�5���ʵ㱻ͬʱ��ת��90�㣬��ʱP1��P3��P5λ�����ϵ����ĶԳ��棬P2��P4�������±����Ե��������TE����ʹ�ò��Ϸ������μ��У�����õ�Ӧ������ĵ���Ե���ε�������ˣ����ν���ʱ����Ե����P2��P4����õ��ۻ���ЧӦ���Ը������ĵ�P1�����ۻ���ЧӦ�䡣
ͼ6�н�һ��������ECAPTijһ����ʱ��(t=45 s)��������4����ͬ��������(��ѹ�Ʊ�����(����1)��ת�DZ�����(����2)��ECAP������(����3)��ECAPT������(����4))�������ݽ���ĵ�ЧӦ���ۻ��������ͼ6���Կ������ñ���ʱ�̣�����1�ڵ����ϱ��θոտ�ʼ�������ڷ�ĩ���ϵ�ѹ�ƽΣ������ЧӦ���С��ԼΪ0.25������2λ��ģ��ת�ǵش�������ģ��L��ͨ���ľ��Ҽ��б������ã�����Ӧ�俪ʼ�����������п����ڽǴ����ʵ�(P3)������Ϊ���ԡ�����3����ECAP�ȶ����νΣ���ЧӦ���γ��˴��ϵ����ݼ����ݶȷֲ���������4�ڣ���������ͨ���ļ������ã���ЧӦ���һ����������λ�����ĵ��ʵ�P2������С������Ե��������(P1��P3)Ӧ���ۻ�Ч����Ϊ���ԡ����⣬���������3��ECAPT������һ���̶��ϸ����˱��������ݽ����ϵ�ЧӦ�䲻���ȵ�����

ͼ6 t=45 sʱ��ͬ�������������ݽ���ĵ�ЧӦ��
Fig. 6 Effective strain of tracking points on central longitudinal plane (LP) at t=45 s
1.4 ����������
ͼ7(a)ΪECAPT���ν���ʱ�������������ݽ���(LP)������ܶȷֲ���ͼ����ͼ7(a)���Կ����������α��ν������������ϵ�ͷ��Ϊ���ܶ����⣬�����ڲ��γ���һ�����ȷֲ��ĸ��ܶ���������ܶȸߴ�0.999��������ȫ���ܡ�������������ͷ��ΪС���������������ܵļ��б��ηdz����ޣ���ˣ�������ܶ������������λҪ�͡���λ������β���IJ�����Ȼû���ܵ����б������ã��������ѱ��β��϶�δ���β��ϵķ���ѹ�Լ���ѹ��ͷ��ѹ�����ã��ò��ֲ��ϴ��ڽϸߵľ�ˮѹ��״̬���Ӷ�ʹ���ڲ���϶��Ч����������ܶ��������ӡ�
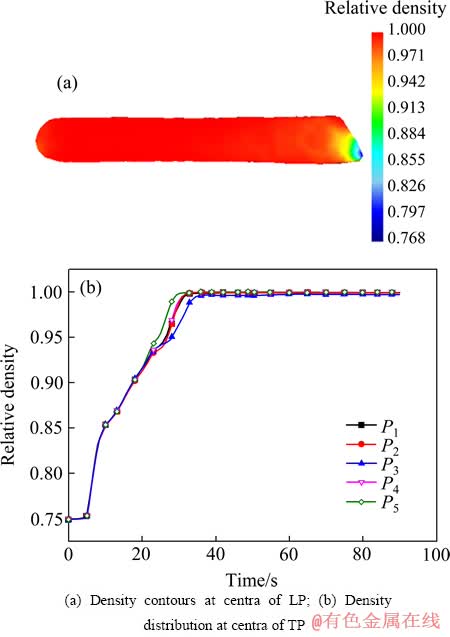
ͼ7 ECAPT���κ���������ڲ�����ܶȷֲ�
Fig. 7 Relative density distribution of billet after ECAPT process
ͼ7(b)��ʾΪECAPT���ι��������ĺ���� (TP)��5�����ٵ������ܶȱ仯�������ͼ7(b)�п��Է��֣�������ϸ�����ܶȱ仯���ƻ�����ͬ���������ϵ����ܹ�����Ҫ������ECAP���νΡ���Ȼ����ͨ���Ķ��μ������ö�����߲������̶ܳȵ������dz����ޣ���ȴ���������˱��������ܶȷֲ��ľ����ԡ���ϸ�Ա�ͼ7��ͼ5(b)��֪��������������ܶȵı仯���������ЧӦ����ڽϺõ�һ���ԣ�ͨ���ڵ�ЧӦ���ۻ����ϴ�������ϵ����ܶ�Ҳ�ϸߡ��������ڼ�������ʹ��ԭʼ��϶����״�����˱仯���ɽ��Ƶ�Բ��״�ݱ��Ϊ������������״�����������ڲ����ڽ�Ϊ�����ľ�ˮѹ��״̬ʱ����϶������ϼ�С����Ч��������պϣ������߱������ϵ���������Ч��[15]��
2 ʵ����֤
2.1 ʵ����ϼ�����
ʵ�����Ϊ��ҵ�ô�����ĩ������Ҫ��ѧ�ɷ�(��������)���£�Fe(��0.6%)��Cu(��0.05%)��Si(��0.3%)������ΪAl��ͼ8��ʾΪ��ʼ������ĩ������SEM����ͼ8���Կ�����������ĩ������ʽ����Σ�����⻬���ߴ��С��һ��������ֲ���Ϊ���ȣ�δ�������ԵĿ����ž�������Mastersizer 2000�ͼ������ȷ����Ƕ�����������Ȳ��ԣ���������ʼ����ƽ���ߴ�ԼΪ40.6 ��m��
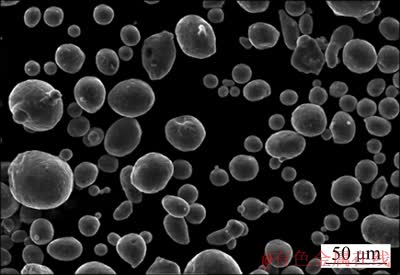
ͼ8 ������ĩ������SEM��
Fig. 8 SEM image of pure aluminum powder particles
ʵ��ǰ��Ϊ��߷�ĩ���ϵ����Ա�������������ɢ�Ĵ�����ĩ����װ�봿�����������ڣ���ʹ�����һ���ij�ʼ��ʵ��(ԼΪ75%)����������Ƶ�ECAPTģ���ϣ����д�����ĩ-����ECAPT���±���ʵ�飬�����¶�Ϊ200 �棬��ѹ�ٶ�ԼΪ 1 mm/s��ʵ������У�Ϊ��С���ι����б���������ģ���ڱ�֮���Ħ��������MoS2������
ʵ����������и�ȥ���ⲿ�������ס�����4XB-TV���ù�ѧ���������۲�������Ϻ�����ϵ�����֯����ʴ��Ϊ3%HF(�������)ˮ��Һ(3mL HF+97 mL H2O)������MH-3����ά��Ӳ�ȼƲ����������Ϻ�����ϵ���Ӳ�ȣ�ʩ���غ�Ϊ25 N������ʱ��Ϊ10 s�����²�����ˮ���Ա������Ͻ�������ܶȲ��ԣ�������������ԼΪ2 cm2��
2.2 ����֯�۲�
200 ��ʱ������ĩ-����˳��������˵�����ECAPT���Ρ�ͼ9��ʾΪECAPT����ǰ���������ʵ����ò��
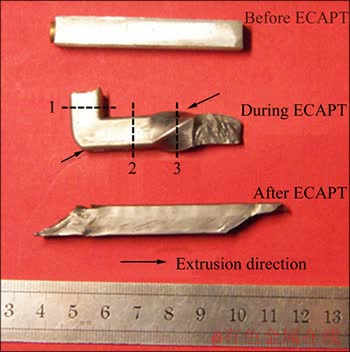
ͼ9 ECAPT����ǰ�����������ò
Fig. 9 Macrographs of billets before, during and after ECAPT process
��ͼ9�п��Կ�����ECAPT���κ��������������ױ���δ�۲쵽���Ƶ�ȱ�ݵij��֡�Ϊ�˸���������о�ECAPT���ι����в����ڲ���ͬ��λ��֯�����ܵ��ݱ������ѡȡ��ͼ9��ʾ��3����ͬ��������(ѹ�ƽΡ�ECAP���νΡ�ECAPT���ν�)���и��ٹ۲졣
ͼ10��ʾΪ������ECAPT���κ�������ͬ��λ�Ĺ�ѧ����֯����ͼ10���Կ��������β��ϵ��ڲ���ֱ֯��ȡ���������������ECAPT���նԷ�ĩ���ϵ����ܶȺ�ϸ��Ч��ʮ��������
����1�IJ��ϴ��ڷ�ĩѹ�Ʊ��νΡ��ڼ�ѹ��ͷ�������£����β����ڲ������˽ϸߵľ�ˮѹ����������ĩ������������Ի�����λ�����ţ����������֮����Ӵ��������ڴ�ʱ���Ա�������С�������ڲ���Ȼ���н϶�Ŀ�϶��������֯�仯���������Ƴʵ���״����С�ͷֲ��������ȡ�����2�IJ���ͨ����ģ��ת�ǣ������ECAP���Ρ����ڱ��β����ܵ�������ת������ǿ�ҵļ��б��Σ�ԭʼ�ִ�ĵ��ᾧ�ؼ����淢�������Ե������ͱ��Σ�����֯�ڲ��γ�������ϸ�����뼷ѹ����Լ��30��~40��ļ��б��δ��������õ�������ϸ�������⣬��������ͨ���ķ���ѹ���ñ��κ��������¶�����(200 ��)����ĩ����֮���ֽӴ������ܵؽ����һ�𣬲����϶�Ĵ�С����Ŀ���Լ��١�����3�IJ��Ͼ���������ͨ���Ķ��μ������ã����γ̶���Ϊ���ҡ�����ת�ͼ��е�˫�������£�������״�����������ߴ������С��ͬʱ�����ڱ��β����ڲ��ۻ��˽ϴ�����Ա����ܣ���ĩ�����ڲ�����ĩ���������֮����õ�����Ч�̽ᣬ�������ܶȽ�һ����ߡ���֮��������ECAPT���ν����������Ϲ̽����ã������϶�ѻ����õ�����ȫ���ϣ���ѧ�������Ѻ��ѹ۲쵽��϶�Ĵ��ڡ�
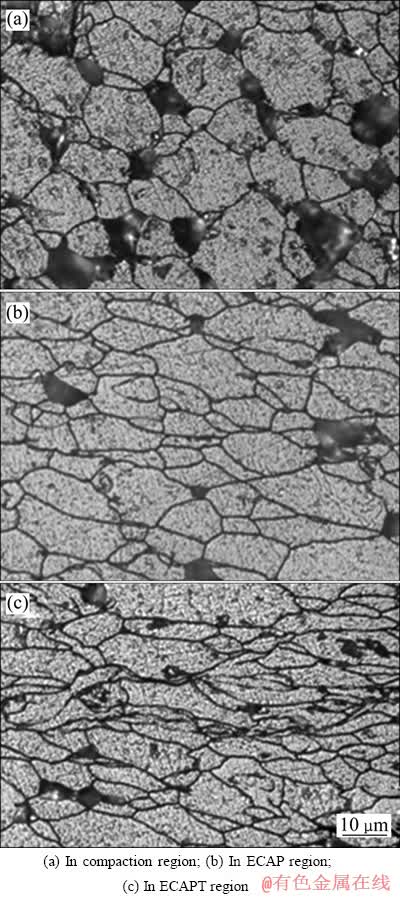
ͼ10 ECAPT������������ͬ��λ�Ľ�������֯
Fig. 10 Optical microstructures of different regions of billet under ECAPT
���ѷ��֣�ECAPT�����·�ĩ���ϵ����ܺ�ϸ��
�����봫ͳ��ĩ�սṤ�մ��ںܴ��𡣷�ĩ�ս����ܳ��εĹ��̽�Ϊ��������Ҫ����Ϊ��ɢ���ƣ�ͨ����Ҫ�ڽϳ���ʱ��ͽϸߵ��¶���(һ�����0.8Tm)���ܽ��У����ս�������ͨ������һ�����IJ����϶�����Ѵﵽ��ȫ���ܡ��෴��ECAPT����ʱ��ǿ��ļ�����������������ѹӦ��״̬ʹ��ԭʼ��ĩ��������״�ʹ�С�������������ı䣬ͨ��������IJ������顢ϸ������ת�����������֮���ڳ�ֽӴ���ͬʱ�õ�����Ч�̽ᡣ��ˣ�ֻ��ϵ͵ı����¶Ⱥͽ϶̵ı���ʱ�䣬��ĩ����֮�������γ����õĹ� ��[16]��
2.3 ��ѧ���ܷ���
ͼ11��ʾΪ��ͬ���������ڲ�����Ӳ�ȼ�����ܶȡ�

ͼ11 ��ͬ���������ڲ�����Ӳ�ȼ�����ܶ�
Fig. 11 Microhardness and relative density of billet at different regions
�Ա�ͼ10���Է��֣����β��ϵ�����֯����ѧ���ܾ��нϺõ�һ���ԡ���ѹ�Ʊ����������ڷ�ĩ�����ڲ����д�����϶���������ܶȽϵ�(ԼΪ82.9%)����Ӳ�Ƚ�Ϊ32.6HV����ECAP���ξ��ҵļ��������£����ϵõ�����Ч�Ĺ̽��ϸ������������ܶ�����93.5%����Ӳ�ȴﵽ41.2HV������ԼΪ20.7%���˺���ECAPT���ι����У�������֯��һ��ϸ�������ܣ�������ܶȺ���Ӳ�ȵ������仺�����շֱ�Ϊ94.6%��44 HV����һ�о������XIA��[17]���õ�BP-ECAC��������Ч�����ƣ��Ӷ���ʾ��ECAPT�����ڼ��ٲ����϶��������պϡ���߱������ϵ���ѧ�����Լ��ٽ�����������ܻ��ȷ�������ơ�
3 ����
1) ECAPT���ι����У������ڲ������˼ӹ�Ӳ��������Խ��Խ���ѡ����У���ģ��ת�Ǻ�����ͨ���������������ܼ��б��γ̶���Ϊ���ң���ѹ�غ����������������ͷ���˳�����ͨ��ʱ����ѹ�غɴﵽ��ֵ��
2) ����ڴ�ͳ��ECAP���գ�ECAPT���εġ�˫���С������ܹ���һ�����Ӳ������ۻ�������Ӧ���������ͬʱ�����������ڲ���ЧӦ��ֲ��ľ�����Ҳ�õ������Ը��ơ�
3) ECAPT���նԷ�ĩ���Ͼ���ǿ�ҵ����ܺ�ϸ��Ч�����ھ��ҵļ��б��κ�ǿ��ľ�ˮѹ��״̬�£�ֻ��ϵ͵ı����¶Ⱥͽ϶̵ı���ʱ�䣬��ĩ����֮�������γ����õĹ̽ᡣ1���α��ν���ʱ��������ĩ����ʵ����Ч�̽ᣬ����ӽ���ȫ���ܣ�����֯����ϸ������ѧ����������ߡ�
REFERENCES
[1] LANGDON T G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement[J]. Acta Materialia, 2013, 61: 7035-7059.
[2] NAGASEKHAR A V, TICK-HON Y, RAMAKANTH K S. Mechanics of single pass equal channel angular extrusion of powder in tubes[J]. Applied Physics A, 2006, 85(2): 185-194.
[3] MANI B, JAHEDI M, PAYDAR M H. Consolidation of commercial pure aluminum powder by torsional-equal channel angular pressing (T-ECAP) at room temperature[J]. Powder Technology, 2012, 219: 1-8.
[4] ZHILYAEV A P, LANGDON T G. Using high-pressure torsion for metal processing: Fundamentals and applications[J]. Progress in Materials Science, 2008, 53: 893-979.
[5] ����Ϫ, �� Ƽ, Ѧ����, �� ѩ, �� ��. �Ⱦ��Ǽ�Ť���ι����д�����ĩ���ϵ�����֯����ѧ����[J]. ���ղ���ѧ��, 2013, 33(2): 14-18.
WANG Xiao-xi, LI Ping, XUE Ke-min, WANG Xue, ZHANG Xiang. Microstructure characteristics and mechanical properties on consolidation of pure Al particles through equal channel angular pressing and torsion[J]. Journal of Aeronautical materials, 2013, 33(2): 14-18.
[6] LI Ping, XUE Ke-min, WANG Xiao-xi, QIAN Chen-hao. Refinement and consolidation of pure Al particles by equal channel angular pressing and torsion[J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 1289-1294.
[7] ����Ϫ, Ѧ����, �� Ƽ. ���õȾ��Ǽ�Ť�����Ʊ����峬ϸ����[J]. �й���ɫ����ѧ��, 2014, 24(6): 1414-1421.
WANG Xiao-xi, XUE Ke-min, LI Ping. Fabrication of bulk ultrafine-grained pure aluminum using multipass equal channel angular pressing and torsion[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(6): 1414-1421.
[8] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science, 2006, 51(7): 881-981.
[9] �� Ƽ, �� ѩ, Ѧ����. �����ĩ-���Ⱦ��Ǽ�ѹ�Ķ�߶��о�[J]. ��ĩұ����Ͽ�ѧ�빤��, 2013, 18(3): 452-458.
LI Ping, WANG Xue, XUE Ke-min. Multi-scale study of pure molybdenum powder material in tubes during equal channel angular pressing[J]. Materials Science and Engineering of Powder Metallurgy, 2013, 18(3): 452-458.
[10] KARAMAN I, HAOUAOUI M, MAIER H J. Nanoparticle consolidation using equal channel angular extrusion at room temperature[J]. Journal of Materials Science, 2007, 42(5): 1561-1576.
[11] ZENDEHDEL H, HASSANI A. Influence of twist extrusion process on microstructure and mechanical properties of 6063 aluminum alloy[J]. Materials and Design, 2012, 37: 13-18.
[12] LATYPOV M I, ALEXANDROV I V, BEYGELZIMER Y E, LEE S, KIM H S. Finite element analysis of plastic deformation in twist extrusion[J]. Computational Materials Science, 2012, 60: 194-200.
[13] ORLOV D, BEYGELZIMER Y, SYNKOV S, VARYUKHIN V, TSUJI N, HORITA Z. Plastic flow, structure and mechanical properties in pure Al deformed by twist extrusion[J]. Materials Science and Engineering A, 2009, 519: 105-111.
[14] KOCICH R, KUNCICKA L, MIHOLA M, SKOTNICOVA K. Numerical and experimental analysis of twist channel angular pressing (TCAP) as a SPD process[J]. Materials Science and Engineering A, 2013, 563: 86-94.
[15] ��ά��, �� ӽ, ���ӱ�, ������, �� ��. ���ѷ�ĩ���µ����εȾ��Ǽ�ѹ������Ϊ[J]. ��ĩұ����Ͽ�ѧ�빤��, 2011, 16(1): 90-95.
LI Wei-jie, LIU Yong, LIU Yan-bin, HE Xiao-yu, WANG Bin. Deformation behavior of pure titanium powder extruded by single-pass equal channel angular pressing at room temperature[J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(1): 90-95.
[16] ELKHODARY K I, SALEM H G, ZIKRY M A. Equal channel angular pressing of canned 2124-Al compacts: Processing, experiments, and modeling[J]. Metallurgical and Materials Transactions A, 2008, 39(9): 2184-2192.
[17] XIA K, WU X, HONMA T, RINGER S P. Ultrafine pure aluminum through back pressure equal channel angular consolidation (BP-ECAC) of particles[J]. Journal of Materials Science, 2007, 42(5): 1551-1560.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51401177)������ʡ��У��Ȼ��ѧ�о�������Ŀ(13KJD430005)������ʡ������װ�����������ص�ʵ���ҿ����Կ���(JSKLEDC201309)������ʡǰհ�Բ�ѧ�����ϴ����ʽ���Ŀ(BY2013022)
�ո����ڣ�2014-05-14�������ڣ�2014-09-15
ͨ�����ߣ�����Ϫ����ʦ����ʿ���绰��0516-83105376��E-mail: wxx19851109@sina.com
