
ZK60þ�Ͻ��CO2���⺸�ӹ����о�
л����1������2�����ջ�2
(1. ����ѧԺ ��е����Դ����ϵ������ ������422000��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410082)
ժҪ������CO2���⺸��ZK60��ǿþ�Ͻ𱡰壬��ʹ�ý������������������������ɨ����������ȷ��������ֶΣ��о�CO2���⺸�ӽ�ͷ�����������֯����ͷ����ѧ���ܡ��Ͽ���ò�����ȣ�������Ҫ���Ӳ���(��������ʡ������ٶ�)�Ժ���������Ӱ�죬̽�ָ�ǿþ�Ͻ�ļ��⺸�ӹ����ص㡣�о�����������ڱ�ʵ�������£�����CO2���⺸�ӹ����ܹ�ʵ��þ�Ͻ�ZK60�����ӣ�ͨ���ʵ���ѡ���ղ������Ի�ñȽ�����ĺ��죬��ͷ����ǿ�ȿɴ�ĸ��ǿ�ȵ�80.4%��
�ؼ��ʣ�
þ�Ͻ������⺸����������������ٶ�������֯��
��ͼ����ţ�TG456.7 ���ױ�־�룺A ���±�ţ�1672-7207(2011)05-1332-06
CO2 laser welding process on ZK60 magnesium alloy
XIE Li-chu1, CHEN Zhen-hua2, YU Zhao-hui2
(1. Department of Mechanical and Energy Engineering, Shaoyang College, Shaoyang 422000, China;
2. School of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The CO2 laser beam was used to weld ZK60 magnesium alloy plates. The microstructure, mechanical properties and fracture surface were investigated by optical microscope (OM) and scanning electron microscope (SEM). And the effect of processing parameters including laser power and welding speed on the welding quality was researched. The results show that the ZK60 magnesium alloy can be joined successfully by CO2 laser welding process under the condition of this experiment. Laser power and welding speed have the important influence on the weld seam, and the joint ultimate tensile strength is up to 80.4% of that of the base metal.
Key words: magnesium alloys; laser welding; laser power; welding speed; microstructure
���Ż�������Դ����Խ��Խͻ��������������������ɫ���족��������ǻ���Ӱ�����Դ���ĵ��ִ�����ģʽ[1-2]��þ�Ͻ���нϸߵı�ǿ�Ⱥͱȸնȡ��������ܺá�����Ⱦ����Դ�ḻ���ص㣬�ѳ�Ϊ�����о���Ӧ�õ�һ�����ţ����㷺��Ӧ���ں��պ��졢��������Ѷ������[3-4]���볣�õ�AZ(Mg-Al-Zn)��AM(Mg-Al-Mn)ϵþ�Ͻ���ȣ�ZK(Mg-Zn-Zr)ϵþ�Ͻ���и��ߵ�ǿ�ȡ�����Ŀ�Ӧ����ʴ�������ܼ����ȴ���ǿ�����ŵ㣬�㷺��Ӧ�������������ᡢǿ�ȸߵĺ����㲿������ɻ������ߡ�ֱ���ɻ��ij������[5]����������͵�ZK60þ�Ͻ����ȼӹ�̬�¾��нϸߵ����ԣ������������µ���ѧ����Ҳ�ܸߣ���ѹ��ZK60þ�Ͻ�ʵЧ������ǿ���dz������ñ���þ�Ͻ�����ߵġ���ˣ�ZK60þ�Ͻ���Գ�Ϊ��չ��ǿ��þ�Ͻ����DZ����һ�ֻ����Ͻ�[6]�����ǣ���ϵ�Ͻ��е���Ҫǿ��Ԫ����Zn������Zn���������ӣ��ᾧ�¶��������������������������ܱ��[7]�����ڴ�ͳ�ĵ绡������[8-9]���нϸߵ������룬���ӽ�ͷ���ܽϲͬʱ�����½ϴ�ĺ��ӱ��κͽϸߵIJ���Ӧ�������Զ�ZK60þ�Ͻ�ʵ���ȶ����ӡ����⺸����Ϊһ���Ƚ������Ӽ����������ٶȿ졢����������͡��������С����ͷǿ�ȸߵ��ŵ�[10-15]����Ϊ����ZK60þ�Ͻ����ѡ������Ŀǰ��þ�Ͻ⺸�Ӽ������о��������Σ���þ�Ͻ�ļ��⺸���о���Ҫ������þ�Ͻ������CO2���⺸�Ӻ�����YAG���⺸�������ӵIJ���Ҳ�༯����AZ��AMϵ�У���ZKϵ��þ�Ͻӵ��о����١��ڴˣ��������߲�������CO2���⺸���豸�Ը�ǿ��ZK60þ�Ͻ𱡰���к��ӣ����Ժ��ӹ��ղ���(����ʡ������ٶ�)��ZK60þ�Ͻ⺸�ӽ�ͷ�ij������ܡ�����֯����ѧ���ܽ����о���
1 ���鷽��
������þ���ѹ�����Ƽӹ����ɵ�ZK60þ�Ͻ𱡰壬���Ϊ2 mm���俹��ǿ��Ϊ355 MPa���쳤��Ϊ9.6%���仯ѧ�ɷּ���1�����ü��������ļ��ɳ�����Ϊ120 mm��50 mm�ij�����������Ȼ�����ٴ���ƽ���棬���ø�˿ˢȥ�������������㡣��ǰ���ñ�ͪ��ϴ��ȥ���������֬�������ֱ���ɰ����ˢȥ������Ĥ����99.99%�ĸߴ������Ϊ���ӱ������塣
��1 ZK60þ�Ͻ�Ļ�ѧ�ɷ�(��������)
Table 1 Chemical composition of ZK60 magnesium alloy %

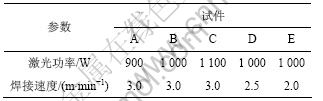
�����豸����GS-TFL-5KW�߹��ʺ���CO2���������������������������ʱ���öԽӷ�ʽ��������������˫��������������溸˫����Ρ�Ϊ��ֹ���ӱ��Σ��������˲��üо߹̶����������������Ҫ�о�����ʺͺ����ٶȱ仯��ZK60þ�Ͻ�������Ӱ�죬���幤�ղ������2��ʾ����������������и�Ժ��������и��ĥ��ȥ������İ��Ӽ��������ߣ��������WDW-E200�������Ƶ�������������Ժ��ӽ�ͷ�������죬ȡ������������3�������IJ���ƽ��ֵ��Ϊ��״̬�µ�ǿ�ȣ�����JSM-5610ɨ��羵�Ϲ۲���Ͽ���ò����Leitz MM-6���������Ϲ۲�����֯��
��2 ZK60þ�Ͻ⺸������Ĺ��ղ���
Table 2 Process parameters of ZK60 magnesium alloy in laser welding
2 ������������
2.1 ��������ص�
ZK60þ�Ͻ⺸�ӵ��͵ĺ��������ò��ͼ1��ʾ����ͼ1�ɼ����ں��ʵĹ��������£�ZK60þ�Ͻ�������ȫ��������������Ŀ���ԼΪ2.0 mm��������Ŀ���Ϊ1.5 mm���ҡ����ڼ���������ܶȼ�ZK60þ�Ͻ���Խϵ͵��۵�(341 ��)��ʹ�������������˰��ݵĻӷ��ӡ�������ı���������ۣ������ƾ��������ȣ������Ե����ס����Ƽ�δ�ۺϵȱ���ȱ�ݴ��ڡ�
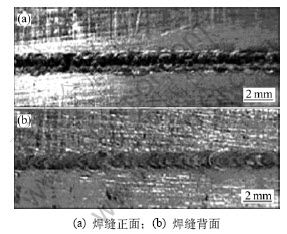
ͼ1 ZK60þ�Ͻ⺸�ӵĵ��ͺ�����ò
Fig.1 Typical weld appearance of laser welded ZK60 magnesium alloys
2.2 ���ղ����Ժ���������Ӱ��
2.2.1 �����۳���
�������Ӱ�캸�ӽ�ͷ��������Ҫ���ء�ͼ2��ʾΪ��ͬ����������µ�ZK60þ�Ͻӽ�ͷ�����ò����ͼ2���Կ���������������ۿ��漤��ʵ����Ӷ�����ͼ2(a)���Լ�Aû����ȫ����
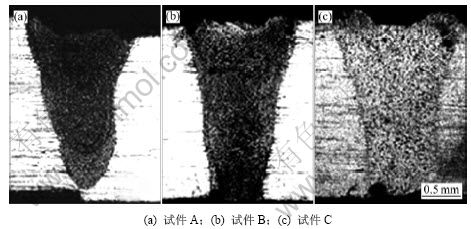
ͼ2 ����ʶԺ�����ε�Ӱ��
Fig.2 Effects of laser power on weld shaping
˵�������̫�ͣ������ʹ���ӽ��洦������ȫ�ۻ�����������������γ��ȶ��ĺ��죬����һ���Ĵ��ߡ�ͼ2(c)���Լ�C�����ۿ����������Ϊ������������������ӣ�ʹ���ۻ��Ľ��������ӣ��ۿ�Ҳ����Ӧ�������⣬�ں�����ϱ��������һ�����ݡ�����ԭ��һ������þ�Ͻ��������С���ڸ߹��ʼ���ij�������У��������������ۻ�����׳�����һ�����ǺϽ�ɷֶ���������Ӱ��Ҳ�ϴϽ��еĵ��۵�Ԫ��Mg��Zn�ڼ���������������ºܿ�ﵽ�е���������γɽ����������������������������۳ز����ܴ�ķ���������ʹ���۳ز�����ը�Էɽ���Ҳ�ᵼ�º���������ͬʱ�������ķɽ�����ɷ���۽�����Ⱦ���ټ��Ϲ��ߵļ����Ҳ����ʹ�����ȱ��Σ�������֮�ı䣬�Ӷ���ɺ��ӹ��̵IJ��ȶ���
�ڼ����һ���������£������ٶ���Ӱ�캸���۳���״��������������Ҫ����֮һ�������ٶȲ�ͬ�����۳����ļ���Ե�¶��ݶȡ��۳���״��ͬ��ͼ3��ʾΪ�����ٶȶԺ�����ε�Ӱ�졣��ͼ3���Կ������Լ�E�ĺ����ۿ����Դ����Լ�D�ĺ����ۿ��������Ƕ�����ͼ2���Լ�B�ĺ����ۿ���˵����һ���ļ�����£����ź����ٶȵļ�С���������������ӣ��۳������������ۿ��������ӡ�������Ϊ���ź����ٶȵı�С���۳�������ʽ�ͳߴ罫��ı䣬�������۳ش�����������ײ�������(��ͼ3(b)��ʾ)����ʱ���ۻ������ĺ����ϴ����۳ص�����̫������������ά�ִ��ں����е��۳أ����Ӻ����м������³����ڱ����γɰ��ӣ�ͬʱ�������ٶȼ�С����ʹ��λ���ȵ����������ӣ������ۻ��������࣬��ͷ�ߴ�����ͬʱ��С�������¶�������С���ڵĽ�������ѹ�����ӵ���С�׳ߴ����Լ��������Ҳ���ӣ���ˣ��ۿ�Ҳ����Ӧ�����ٺ���ʱ����β��ԭ��������ǿ��������Һ̬�����������������·ֲ������ں����������̣��γ�ҧ��ȱ��[16]����ͼ2(b)��ʾ���ɼ��������ٶȶԺ����ۿ��������� Ӱ�졣
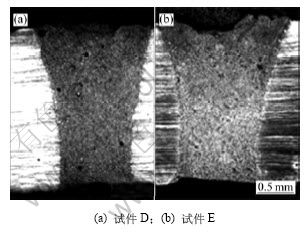
ͼ3 �����ٶȶԺ�����ε�Ӱ��
Fig.3 Effects of welding speed on weld shaping
2.2.2 ��ͷ����֯
ͼ4��ʾΪZK60þ�Ͻ�ĸ�ĵ�����֯����ͼ4������ĸ�ĵľ����ʵ������Ǿ��������Ϊ��ǶȾ��磬�����Եı����Ͼ���Ϊ���͵ľ����Ƴ��κ������ȫ���˻��ٽᾧ��֯��
Ϊ�˸��õضԱȺ��ӹ��ղ�����ZK60þ�Ͻӽ�ͷ����֯��Ӱ�죬������Ƭ��ȡ���ں����ϱ�������1 mm�ĺ�����������ͼ5��ʾΪ����ʶԺ������Ĺ���֯��Ӱ�졣��ͼ5���Կ�����������
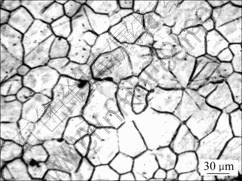
ͼ4 ZK60þ�Ͻ�ĸ�ĵ�����֯
Fig.4 Microstructure of base metal of ZK60 magnesium alloys
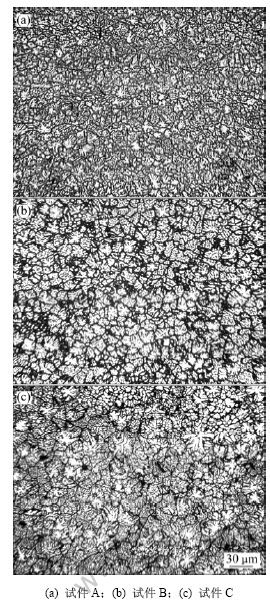
ͼ5 ����ʶԺ��ӽ�ͷ����֯��Ӱ��
Fig.5 Effects of laser power on microstructure of weld joint
�ٶ�һ��ʱ�����ż���ʵ�����������֯������������ʽ�Сʱ�����ȵ����µ������С���ڸ��µ�ͣ��ʱ��̣��۳ص���ȴ�ٶȺܴ�ʹ����ϸ�����γ�ϸС�ĵ��ᾧ(��ͼ5(a)��ʾ)��������ʽϴ�ʱ���������������ӣ��ڸ��µ�ͣ��ʱ���������۳ص���ȴ�ٶȼ�С���������̹��̵Ľ��У������ڽ��渽�����������³ɷֹ���ij��֣�ͬʱ���¶��ݶ�Ҳ�������̹��̵Ľ��ж���С���γ��˱Ƚϴ�ĵ��ᾧ(��ͼ5(c)��ʾ)��������ʽ�����������֮��ʱ����ȴ�ٶȺ��¶��ݶȵı仯��ԱȽ�ƽ�Ȳ��γɾ��ȵĵ��ᾧ���侧�����������Լ�A���Լ�C��֮��(��ͼ5(b)��ʾ)��
ͼ6��ʾΪ�����ٶȶԽ�ͷ����֯��Ӱ�졣��ͼ6�ɼ����ڼ���ʲ��������£������ٶȣ������������ߴ��С��������Ϊ��ߺ����ٶȽ���ʹ�۳����ĵ��¶��ݶ��½����ɷֹ����������ɳ���ƽ�����ٶ�(���ᾧ�ٶ�)Ҳ���ᾧ�ӿ죻���������ߣ�þ�Ͻ���ϵ���ߣ���ʹ���ӽ�ͷ�����¶��ݶȺܴ�ͬʱ������ϸ��Ԫ�������˾���������ˣ����ٺ���ʱ���ں����������������ϸС���ȵĵ��ᾧ(��ͼ5(b)��ʾ)�������ٺ���ʱ����λʱ���������۳ص������϶༴���������ӣ���ȴ�ٶȼ����������г��ֵĵ��ᾧ�ϴ�(��ͼ6(b)��ʾ)����������
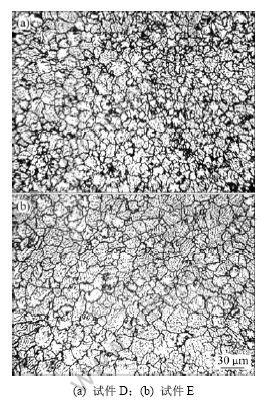
ͼ6 �����ٶȶԺ��ӽ�ͷ����֯��Ӱ��
Fig.6 Effects of welding speed on microstructure of weld joint
�Ⱦ���ʱ���ں��ӽ�ͷ�г����˽�ϸ�ĵ��ᾧ(��ͼ6(a)��ʾ)�����ڼ��⺸�����ܶȸߣ������ٶȴ���ˣ��������ĵľ�����ϸ��
2.3 ����������
�Բ�ͬ���ղ������γɵĺ��ӽ�ͷ�����˿���ǿ�ȵIJ��������������3��ʾ�������������з��֣�����Ӧ�������£����������ں��촦�����ϡ��ӱ�3�ɼ����ڼ����Ϊ1 kW�����������������Ϊ15 L/min�������ٶ�Ϊ3 m/min�������£����ӽ�ͷ�Ŀ���ǿ����ߣ��ɴ�284.2 MPa��Ϊĸ��ǿ�ȵ�80.4%��ͼ7��ʾΪ���ӽ�ͷ����Ͽڵ�SEM��ò�����ѷ����ں���������ʾΪ��϶Ͽ���ʽ�����촦û�����Եľ�������ͼ7(a)���Կ��������⺸�Ӽ����������ִ��Զ��ѵ�����������ʱ���������棻��������λ�ó��ֶ����������ֲ��д������ѣ����ֳ����Զ���������Ҳ�в��ִ��Զ��ѣ��������Զ���Ϊ������ͼ7(b)��֪���Ͽڱ�����һЩ�����ڣ�������Ϊ��ͷ
��3 ZK60þ�Ͻ⺸�ӽ�ͷ�Ŀ���ǿ��
Table 3 Joint ultimate tensile strength of ZK60 magnesium alloy in laser welding MPa


ͼ7 �Ͽ���ò��ɨ��羵��Ƭ
Fig.7 SEM images of fracture surface
�������ѵ�����Դ����Ϊ�����ܽ�������ܽ�ȼ����С��������ȴ����һ�������������ݳ����γ����ף����ԣ���ǰ���������ͷ���洦�����ۺ�����Ĥ����ǿ���۳صı��������ø���������ǿ�Լ����۳صı����������ƺ������������ʵ��֤������ǰ��þ�Ͻ��Ľ��г�����ϴ�ͼ�ǿ������������Ч�ؼ��ٺ������ס�
3 ����
(1) ����CO2���⺸��ϵͳ���ӵ�ZK60þ�Ͻ��ͷ����С������������Ⱦ�С��2 mm������������Ʊ�״��Ϊ���͵����ۺ���ͷ��
(2) ����ʺͺ����ٶ���Ӱ�캸����κͽ�ͷ����֯��2����Ҫ���ղ�������������ӣ������ٶȼ�С����������������������ۿ��������еľ����ߴ����ż���ʵ�����������溸���ٶȵı�С�������ʵĺ��ӹ��ղ��������ں�����ϸС�ĵ��ᾧ��֯��
(3) ������뺸���ٶȶ�þ�Ͻ��ĺ��ӽ�ͷ����ѧ�����кܴ��Ӱ�졣�������Ϊ1 kW�����������������Ϊ15 L/min�������ٶ�Ϊ3 m/minʱ�����ӽ�ͷ�Ŀ���ǿ�ȿɴﵽĸ��ǿ�ȵ�80.4%���Ͽڱ���Ϊ��϶��ѡ�
�ο����ף�
[1] Friedrich H, Schumann S. Research for a ��New Age of Magnesium�� in the automotive industry[J]. Journal of Materials Processing Technology, 2001, 117(3): 276-281.
[2] Clow B B. Magnesium industry overview[J]. Advanced Mater & Proc, 1996(10): 33-36.
[3] ��С��, ������, ������, ��. þ�Ͻ�Ӧ���½�չ[J]. ����, 1998(11): 39-43.
ZENG Xiao-qing, WANG Qu-dong, L? Yi-zhen, et al. The latest progress of magnesium alloy application[J]. Casting, 1998(11): 39-43.
[4] ������, �Ի۽�. þ�Ͻ�ѹ��������������ҵ�е�Ӧ��[J]. ����, 1999(10): 45-57.
CHEN Li-he, ZHAO Hui-jie. Magnesium die casting and its application in automobile industry[J]. Casting, 1999(10): 45-57.
[5] Avedesian M M, Baker H. Magnesium and magnesium alloys (ASM specialty handbook)[M]. Ohio: ASM Metals Park, 1999: 30.
[6] ����, ��ΰ��, �Ϻ��, ��. ����þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2005: 28.
CHEN Zhen-hua, XIA Wei-jun, YAN Hong-ge, et al. Wrought magnesium alloy[M]. Beijing: Chemical Industry Press, 2005: 28.
[7] Kearns W H. Welding handbook, Vol 4[M]. 7th ed. Florida: American Welding Society, 1982: 396.
[8] �����, ������, ���̷�, ��. þ�Ͻ𱡰�TIG������Ӧ��������[J]. ����ѧ��, 2003, 24(6): 33-36.
MIAO Yu-gang, LIU Li-ming, WANG Ji-feng, et al. Adaptive arc length control for magnesium alloy sheets TIG welding[J]. Transaction of the China Welding Institution, 2003, 24(6): 33-36.
[9] Asahina T, Tokisue H, Katoh K. Solidification crack sensitivity of TIG welded AZ31 magnesium alloy[J]. Journal of the Japan Institute of Light Metal, 1999, 49(12): 595-599.
[10] Weisheit A, Galun R, Mordike B L. CO2 laser beam welding of magnesium-based alloys[J]. Welding Journal, 1998, 77(4): 148-154.
[11] Hirage H, Inoue T, KZKado S, et al. Effect of shielding gas and laser wave length in laser welding of magnesium alloy sheet[J]. Quarterly Journal of the Japan Welding Society, 2001, 19(4): 591-599.
[12] Barrallier L, Fabre A, Masse J E, et al. Residual stress measurements using neutron diffraction in magnesium alloy laser welded joints[J]. Material Science Forum, 2002, 404/407: 399-404.
[13] �θ�, ������, ���̷�, ��. ����þ�Ͻ�AZ31B�ļ��⺸�ӹ����о�[J]. Ӧ�ü���, 2003, 23(6): 327-330.
SONG Gang, LIU Li-ming, WANG Ji-feng, et al. Study of YAG laser welding process on wrought magnesium[J]. Applied Laser, 2003, 23(6): 327-330.
[14] ����Ӣ, ��־��. ���ӹ��ղ�����þ�Ͻ�CO2���⺸���������ε�Ӱ��[J]. ����ѧ��, 2006, 27(2): 64-68.
WANG Hong-ying, LI Zhi-jun. Effect of welding parameters on CO2 laser welding of magnesium alloys[J]. Transaction of the China Welding Institution, 2006, 27(2): 64-68.
[15] ȫ�ǽ�, ����, ��÷, ��. AM60����þ�Ͻ𱡰弤�⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2007, 17(4): 525-529.
QUAN Ya-jie, CHEN Zhen-hua, LI Mei, et al. Microstructure and properties of joint of wrought magnesium alloy AM60 plates welded by laser beam welding[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(4): 525-529.
[16] �����. �ִ����⺸�Ӽ���[M]. ����: ��ѧ������, 2005: 70-78.
CHEN Yan-bin. Modern laser welding technology[M]. Beijing: Science Press, 2005: 70-78.
�ո����ڣ�2010-07-10�������ڣ�2010-11-24
������Ŀ������ʡ��Ȼ��ѧ����������Ŀ(07JJ6083)
ͨ�����ߣ�л����(1966-)��Ů��������ˮ���ˣ���ʦ�����½������Ϻ����о����绰��13973963790��E-mail: Xielichu@163.com
