
DOI: 10.11817/j.issn.1672-7207.2019.04.006
���ʯ������Fe��Ԥ�Ͻ�۴�Co����
��־�������ܺ�
(���ϴ�ѧ �����ѧ����Ϣ����ѧԺ����ɫ�����ɿ�Ԥ������ʻ������������ص�ʵ���ң�
��ɫ��Դ������ֺ�̽�����ʡ�ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
���Ʊ�FeCoCuԤ�Ͻ�ۺ�H2��ԭ���Ʊ�����Co�ۣ�����XRD��SEM��2�ַ�ĩ�����ս�����������������ò�۲죬���ⶨ2���ս���������Ӳ�ȡ�����ܶȡ�����ǿ�ȼ�ĥ��������ʧ��������ѧ���ܣ�ͬʱ�о��ֱ���2�ַ�ĩΪ��Ҫ��ϼ��ɷ������Ľ��ʯ����ľ���ʯ�ĵ����ܣ��Ӷ��о�FeCoCuԤ�Ͻ�����Co�����ڽ��ʯ����Ŀ����ԡ��о������������������FeCoCuԤ�Ͻ��ʵ���˺Ͻ���ĩ�ʽ���״��������H2��ԭ������Co�ӽ���FeCoCu��Co�ڸ�������ս��¶��ս�ʱ���ս���������Ӳ�ȡ�����ܶȡ�����ǿ�ȶ�ʮ�ֽӽ���FeCoCu�ս��������Ŀ���ǿ����ʧ�ʦǼ�ĥ��������ʧm�ֱ�ﵽ19.0%��1.412 g����Co�ս��������ĦǺ�m�ֱ�Ϊ15.2%��1.638 g�����߶����нϺõĽ��ʯ�������ܺ������ƥ���ҷ�ĥ������ܣ�FeCoCu�����ʯ�������G1306ʯ��ƽ������Ч�ʴﵽ9.8 m2/h�����Co���������16.7%����������Ϊ13.6 m2/m�����Co�����⽵��6.2%�����Ʒ�Լ۱����Ƹ������ԡ�
�ؼ��ʣ�
FeCoCuԤ�Ͻ�������ʯ��������ѧ�������۽ṹ������������
��ͼ����ţ�TM282 ���ױ�־�룺A ���±�ţ�1672-7207(2019)04-0796�C10
Properties of Fe based pre-alloyed powder substitute Co application in diamond wire saw
LIU Zhihuan, ZHANG Shaohe
(Hunan Key Laboratory of Nonferrous Resources and Geological Hazards Exploration,
Key Laboratory of Metallogenic Prediction of Nonferrous Metals and Geological Environment
Monitoring Ministry of Education, School of Geosciences and Info-Physics, Central South University, Changsha 410083,China)
Abstract: The FeCoCu pre-alloyed powder was fabricated by co-precipitation method and Co powder was fabricated by H2 reduction method. Phase composition and morphology of the two kinds of powder and their sintered bodies were characterized by XRD and SEM. The hardness, relative density, bending strength and wear mass loss of the sintered bodies were measured. The properties of diamond wire saw cutting stone with the two kinds of powder as the main component of the matrix were studied, and then the feasibility of using FeCoCu pre-alloyed powder instead of Co powder in diamond wire saw was studied. The results show that alloying is realized in the FeCoCu pre-alloyed powder, and its particle size is close to that of Co powder by H2 reduction method with near spherical shape. The hardness, relative density and bending strength of FeCoCu and Co sintered bodies are very close when sintered at each optimal sintering temperature, the bending strength loss rate �� and wear mass loss m of FeCoCu sintered body are 19.0% and 1.412 g, respectively, while the �� and m of Co sintered samples are 15.2% and 1.638 g, all of which have good diamond wrapping properties and similar wear resistance suited to rock powder wear. The average sawing efficiency of FeCoCu based diamond wire saw is 9.8 m2/h, which is 16.7% higher than that of Co based sample when cutting stone G1306, and its theoretical tool life is 13.6 m2/m, which is 6.2% lower than that of Co based sample, and so the advantage of product performance to price is more obvious.
Key words: FeCoCu pre-alloyed powder; diamond wire saw; mechanical property; microstructure; diamond wrapping property
���ʯ�����ѹ㷺Ӧ����ʯ�Ŀ�ɽ���ɹ��̡������֧������������У������и�����������ơ���·�������и�����С���ŵ�[1�C4]�������ǽ��ʯ�������Ҫ����������һ����÷�ĩұ�����죬ͨ�������ڲ������ֲ��Ľ��ʯ�����������������ת�����£����á���ĥ���С��ķ�ʽ��ʵ�ֶԼӹ�������и������[5�C6]�����÷�ĩұ��������ʯ����飬Ҫ��̥����Ͼ��нϺõİ�����ʯ�����������⣬����Ҫ�߱�����ʯ����ĥ����ƥ���ĥ�������Լ�һ����ǿ�ȵ�[7�C9]�������̥����ϵ���ɳɷ�һ������Ǽܲ��ϡ����ࡢ���Գɷֵȣ��Ǽܲ��Ͼ�����̥����ϵ���Ҫ����������������(Co)�����ʵ�������ϼ����ϣ����кܺõĶԽ��ʯ��������ʪ�ԣ������ս��忹��ǿ�ȸߣ���Co�������ʯ�����������нϺõ��ۺ�ʹ�����ܣ���Co�۸������ڹ���ս�������ʣ���ˣ��о��ɴ�Co��Ԥ�Ͻ������ϳ�ΪĿǰ���ʯ������Ҫ���о�����֮һ[10�C13]������������ҵ�϶༯����FeCoCuԤ�Ͻ�۵��Ʊ���Ӧ�ü������о���������FeCoCu��Co�������о����б���[14�C16]���������ߴӽ��ʯ�����̥��������ԭ�����֣��о���������FeCoCuԤ�Ͻ���ս������ѧ���ܺ�Ħ��ĥ�����ܣ����뵥��Co�ս����������ܽ��жԱȣ�̽��Fe��Ԥ�Ͻ�����Co�۵Ŀ����ԣ��ֱ���FeCoCu�͵���CoΪ�Ǽܲ����������ʯ��������ʯ�Ŀ�ɽ���ɣ��о�Fe��Ԥ�Ͻ���뵥��Co�۶��и����ܵ�Ӱ����ɣ�ͬʱ̽�ֽ�ϼ����ϵ�������ѧ�����������и����ܵĹ��� ��ϵ��
1 ʵ��
1.1 ��ĩ���Ʊ�
FeCoCuԤ�Ͻ�۲��ù��������Ʊ�������1��ʾ��Ԫ��������ȳ�ȡ��Ӧ�Ȼ���ԭ���ϣ��ֱ�����ȥ����ˮ�У��γ�FeCl2��4H2O��CoCl2��6H2O��CuCl2��2H2O��ˮ�����������Ƴ�Ũ��Ϊ1.0 mol/L�IJ�����Һ������������Һ�Ͳ�����Һͨ����Һ������ͬ���ʷֱ���뵽��Ӧ���н��й�������Ӧ����Ӧ�¶�Ϊ50 �棬��ֽ������백ˮ��Һ������Ӧ��Һ��pH��ʹ�䱣����2���ң���Ӧ20 min���پ��ó���2 h�����FeCoCu���ϲ����γ���������ᆳ�����ˡ���ϴ�����պͻ�ԭ���õ�����Ҫ��Ԥ�Ͻ�ۡ�����Co�۲��ò������ԭ�����������ߴ�Co��ͨ����ȡ�γ�Co�IJ����Σ���ͨ����ѹH2��ԭ�����顢ɸ�֣��õ�����Ҫ�ĵ���Co�ۡ�
�� 1 Ԥ�Ͻ���и�Ԫ������ɷ����(��������)
Table 1 Composition of pre-alloyed powder %

1.2 ��ĩ�ս�����Ʊ�
�ֱ�FeCoCuԤ�Ͻ�ۺ͵���Co�۰�����Ҫ��װ��ʯīģǻ�����ڹ��������ѹ�ս�¯�н�����ѹ�սᣬ�õ�����������Ϊ30 mm��12 mm��6 mm��Ԥ�Ͻ���ս�����������ѹ¯��ն�Ϊ0.1 Pa��FeCoCuԤ�Ͻ���ս��¶�Ϊ840 �棬Co���ս��¶�Ϊ880 �棬���±�ѹʱ����ս�ѹ�����߶���ͬ���ֱ�Ϊ4 min��25 MPa��
�ֱ���FeCoCuԤ�Ͻ�ۺ͵���Co���������������Ϊ7.5%�Ľ��ʯ����(����Ϊ425~355 ��m)����Ͼ��ȣ�Ȼ�����������շֱ������������ʯ�ĸ��ϲ����ս��壬�о�2���ս����������ѧ���ܼ��Խ��ʯ�İ������ܡ�
1.3 �ս�������ܲ�����ṹ����
������ˮ�������������ܶȣ������ݲⶨ���ܶ����ս���������ܶ��������ܶȡ�����TH300������Ӳ�ȼƲ����������ʯ�ս���������Ӳ�ȣ�����CMT4304���ܲ���������ֱ�������ʯ���н��ʯ�����Ķ����غɣ����ɴ˼�����Ե����㿹��ǿ�ȣ���ͨ���ձ�JSM�C6700F��ɨ��羵�۲������Ͽ���ò��
��ĩ�ս���Խ��ʯ�����İ���ǿ���ÿ���ǿ����ʧ�ʦDZ�ʾ�����㹫ʽ���£�
 (1)
(1)
ʽ�У���1Ϊ�������ʯ�ս���Ŀ���ǿ�ȣ���2Ϊ��7.5%���ʯ�������ս���Ŀ���ǿ�ȡ�
����DHM�C1��ɰ��ĥ�ıȲⶨ�Ǽ�����ʯ������ĥ��������ʧm������ͬʵ�������£�mԽС����������ĥ������Խ�ã���֮��Խ���ɰ�ֵ�Ӳ��Ϊ3.2�����ٶ�Ϊ20 m/s��������ѹ����Ϊ5 kg������ʱ��Ϊ60 s��ÿ�ֲⶨ5��������ȡƽ��ֵ��ĥ��������ʧm�ļ��㹫ʽ���£�
m=m1�Cm2 (2)
ʽ�У�mΪĥ��������ʧ��m1Ϊ�����ڶ�ĥǰ��������m2Ϊ������ɰ�ֶ�ĥ���������
1.4 ���ʯ�����и���������
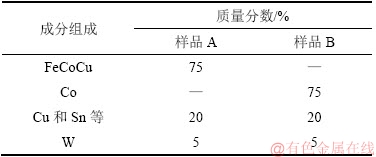
�ֱ���FeCoCuԤ�Ͻ�ۺ͵���Co��Ϊ��Ҫ̥��ɷ֣�����һ������Cu��Sn�ȳ��ͼ������۳ɷ֣�������W��Ϊ̥����ǿ�ɷ֣�����ɷּ���2���������ʯ���Ⲣ����ʯ���и���������и�Ч��(��λΪm2/h)��ʹ������(��λΪm2/m)��2��̥��ɷֵĽ��ʯ��������ͬ�����ʯ���ȶ�ѡ��270~325 ��m��325~380 ��m���������Ϊ9.5%�����ʯ�����ȳ��ǿ��(TTI)Ҫ�����80%��
�������������ѹ�սᷨ�������⾶Ϊ11.5 mm��̥���ھ�Ϊ7.0 mm���սṤ�ղ�������Ҫ̥��ɷֵ��սṤ�ղ�����ͬ������̶���ʽΪ�̶��������¶�Ϊ280 �棬ע��ѹ��Ϊ20 MPa�������и��������55 kWȫ�Զ���ɽ��������и�ʯ��ΪG1306�������и�ƽ����Ϊ86.8 m2���и�5������434 m2��ͳ���и�Ч��ƽ��ֵ���и���������ֵ��
�� 2 ���ʯ����̥��ɷ�
Table 2 Composition of matrix material of diamond wire saw
2 �����и�hc�ļ��㼰��̥�������Ҫ��
���ʯ��������������ִ����£������ٶ�vs������ת���������ٶ�Ϊvwʱ�������н��ʯĥ�����������һ��ѹ����ѹʯ�ı��棬�ڷ���ѹ������������ͬ�����£�ʵ�ֶ�ʯ�ĵIJ���ȥ�����ۼƲ���ȥ�����̼���ʵ�ֶ�ʯ�ĵ��жϡ��������и�������ɴ������ʵ�ʳ��еĽ��ʯ�ۼ�����������ɵģ���ˣ����Ž��ʯƽ���������hc���о������и����ܵĹؼ�ָ�ꡣ�����и��˶�ѧ��������ʯ�߾������ͬ��ֻ�ǹ��߽ṹ��ͬ�������ⵥ�Ž��ʯƽ��������ȼ��㹫ʽΪ[17]
 (3)
(3)
���У�hcΪ���Ž��ʯƽ��������ȣ�vwΪ���ʯ����Ľ����ٶȣ�CΪ���ʯ���ⵥλ���ʵ�ʹ�����������vsΪ�������ٶȣ���Ϊ���ʯ�����еİ��ǡ�
���ⵥλ���ʵ�ʹ���������C�������ֲ��ܶȼ�����̥���й�ϵ���趨�����ڽ��ʯ�������Ϊ��c�����ʯƽ������Ϊd�����������ֲ��ܶ�Ϊ40 ��/m������̥�峤��Ϊ6 mm������ʯ���ⵥλ���ʵ�ʹ���������C�ļ��㹫ʽΪ[18]
 (4)
(4)
���У�CΪ���ⵥλ���ʵ�ʹ�������������Ϊ���ʯʵ�ʹ�������������ϵ������cΪ������ڽ��ʯ���������kΪ���ʯ����ϵ����dΪ�������ʯƽ�����ȡ�
��C����ʽ(3)�����������趨Ϊ�ã������ⵥ�Ž��ʯ������ȹ�ʽ����Ϊ
 (5)
(5)
���Ž��ʯ�������hc��Ϊ���и�������м�ߴ硣ʯ����м������˶���ˮ���������£�������ĥ�ϵ���ʽ��������̥�壬��ʹ�ý��ʯ������ĥ��һ���̶�ʱ���ܼ�ʱ���䣬�µĽ��ʯ�����ܼ�ʱ���У��Ӷ���ɽ��ʯ�����ġ��³´�л��������������������ʯ���и�ʱ�ĵ��Ž��ʯ����������֪��ʯ���и���������̥�������Ҫ��Ӧ��Ҫ����2�����棺һ��̥��߱�һ���ĵֿ���мĥ�����������Ӧ�봮���ڲ����ʯ��������Ʋ�����ƥ�䡣ȷ���˽��ʯ���������й��ղ����Լ��и��������ܣ��������������ʽ���¼�������鹤����ʵ�ʳ��н��ʯ�����������Ž��ʯ����������ȵȲ������ɴ˿�ȷ����м�ߴ磬������̥�����Ħ��ĥ�����ܵ���������и�������м�ߴ硢��м�ɷ���Ӳ��������ġ�����̥��Խ��ʯĥ���İ���������̥��Խ��ʯ�İ�������Խǿ����̥����ĥ��������ͬ�������£����ʯ��������Խ�ߣ�����ʹ�������ܵõ�һ���̶ȵ���������ȻҲҪ�������ڰ�����������ʹ���ʯ���ܼ�ʱ���䣬�Ӷ�����������з����Ƚ��͵Ŀ����ԡ��ۺ����Ϸ����������̥�����ĥ�����ܡ��������ܵ����ܲ������������������������Ӧ������һ���Ĺ�����ϵ�����ܽ���̥���е���ܲ����������������֮��Ĺ�����ϵ�������ͨ����е���ܵļ���������������ѡ��͵���̥��ijɷֺͱ�����
3 ���������
3.1 FeCoCuԤ�Ͻ���뵥��Co�۵���ò������
ͼ1��ʾΪ��������FeCoCuԤ�Ͻ����H2��ԭ������Co�۵�SEM��ò������ͼ1(a)��ʾΪFeCoCu�Ŵ�1 000��SEMͼ��ͼ1(b)��ͼ1(c)��ʾ�ֱ�ΪFeCoCu�͵���Co�Ŵ�10 000��SEMͼ��ͼ2��ʾΪFeCoCuԤ�Ͻ�۵�XRDͼ�ס���ͼ1��֪��FeCoCuԤ�Ͻ��ĩ�͵���Co��ĩ�����λ�����ͬ����Ϊ�����Σ���ĩ��������⻬���������γɾۺ��壬һ�ο���FeCoCu��ĩ������Ϊ0.5~1 ��m��Co�۵�����Ϊ1~2 ��m����ĩ�ۺ�����ָһ�ο���ͨ���ۺ��γɵĶ��ο�����һ������������״��2����ʽ���ͱ�����2�ַ�ĩ��Ϊ����״���߱����¶�Ϊ��״�塣
ͼ2��ʾΪ��������FeCoCuԤ�Ͻ�۵�XRDͼ�ס���ͼ2��֪����������FeCoCu��ĩ��������Fe��Cu�ĵ����࣬���Ҵ���CoFe15.7��Co3Fe7��FeCu4�Ƚ����仯���˵��Co��Cu����Fe�ľ����У��γ��˹����壬���ս�����������ǿ�������ã�������ս����ǿ�ȡ���ͼ2����֪��Ԥ�Ͻ��ĩ������Co�ĵ����࣬������ΪCo�ںϽ���еĺ����ϵͣ���Co��Fe����ͬ��Ԫ�أ�ԭ�Ӱ뾶�����Co�ڦ�-Fe�еĹ��ܶ�Ϊ100%���ڹ����������У�Co��Fe�ײ���ԭ�ӽ������γ��û�������[19]��
3.2 FeCoCuԤ�Ͻ���뵥��Co���ս���Ļ�е����
��3��ʾΪFeCoCuԤ�Ͻ�ۺ͵���Co�۷ֱ��ڸ�������սṤ��ʱ�ս��������Ļ�е���ܣ�����Ӳ�ȡ����㿹��ǿ�ȡ�����ܶȡ�ǿ����ʧ�ʡ�ĥ��������ʧ�ȡ�
�ɱ�3��֪����������FeCoCuԤ�Ͻ���ս����뵥��Co���ս���IJ�����ѧ���ܷdz��ӽ���������Co���ս���ĸ�����ѧ����ָ�궼��FeCoCuԤ�Ͻ���ս�����š���3��ʵ�������һ���棬Co�ĸ�����ѧ���ܽϺã��������Ľ�ϼ����ϣ���һ���棬��������FeCoCuԤ�Ͻ���ս����Ӳ�ȡ�����ܶȼ����㿹��ǿ����Co���ս������ȶ������ر������㿹��ǿ�ȴﵽ1 639.8 MPa����ȳ���Fe�ۡ�FeCu�Ͻ���ս�������㿹��ǿ���нϴ�������˵����������FeCoCu��ĩ����ʵ����Ԥ�Ͻ����й���ǿ�����ã��ս����������ѧ���ܵõ�������
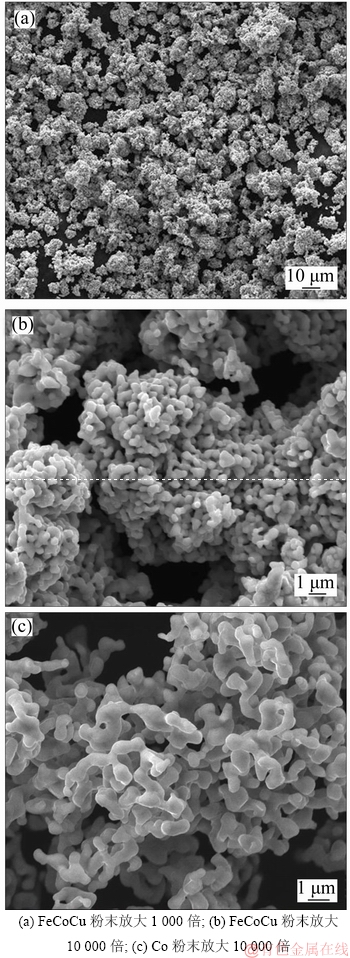
ͼ 1 FeCoCu��Co��ĩSEMͼ
Fig. 1 SEM images of FeCoCu and Co powders
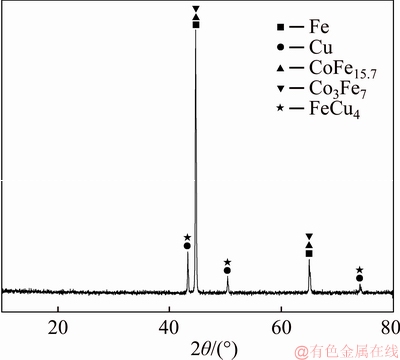
ͼ 2 FeCoCuԤ�Ͻ�۵�XRDͼ��
Fig. 2 XRD pattern of FeCoCu pre-alloyed powder
�� 3 FeCoCuԤ�Ͻ�ۺ͵���Co���ս������ѧ����
Table 3 Mechanical properties of pre-alloyed powders

��3��ʾ�Ŀ���ǿ����ʧ�ʦǾ����ս���Խ��ʯĥ��������������ԽС���ս���Խ��ʯĥ���İ�������Խǿ����֮Խ�����ɱ�3��֪��FeCoCuԤ�Ͻ���ս���Ŀ���ǿ����ʧ�ʦ�Ϊ19.0%���Դ��ڵ���Co���ս���Ħ� (15.2%)���ɴ˿�֪��FeCoCuԤ�Ͻ���ս���Խ��ʯ�İ��������ȵ���Co���ս���ĵͣ������߲���������ʵ���֪��һ����ʯ���߽�ϼ��Ǽܲ��ϵĿ���ǿ����ʧ�ʦ���30%����[20]�������FeCoCuԤ�Ͻ���ս���Ħ���Ȼ�ǽϸߵģ��Խ��ʯĥ���İ���������ǿ��
�ɱ�3��֪��FeCoCuԤ�Ͻ���ս����ĥ��������ʧΪ1.638 g��������Co���ս����ĥ��������ʧΪ1.412 g���ɴ˿�֪��FeCoCuԤ�Ͻ���ս������ĥ�����ܱȵ���Co���ս������ĥ�����ܸ��ͣ�����������ʵ��֤����Co���������Ľ��ʯ���߽�ϼ��Ǽܲ��ϣ�������ʵ��Ӧ���о��нϺõ��ۺϾ������ܣ�������Ϊ����Co����ĥ�������뱻�ӹ������ҷ۵�ĥ�������ƥ��[21]��FeCoCuԤ�Ͻ���ս������ĥ��������Ȼ���ڵ���Co�ս�����������ܣ�������Ȼ�����뵥��Co����ĵֿ��ҷ�ĥ���������
3.3 FeCoCuԤ�Ͻ�ۺ͵���Co���ս���ĶϿ���ò����
ͼ3��ʾΪFeCoCuԤ�Ͻ�ۺ͵���Co�۲������ʯ̥��ĶϿ�SEMͼ�����ʯ����SEMͼ��
��ͼ3(a)��֪��FeCoCuԤ�Ͻ����840 ���ս�ʱ�������������ȣ����쳣���������ս�����֯�ڲ�ȱ���������٣��Ͽ��Ͼ��������������ϸС�ף����ݷ�ĩұ���ս�ԭ�����ս���ڣ����澧��Ǩ�ƹ��̣����ֿ�϶��λǨ�Ƶ������սᾱ���棬�����в��ֿ�϶���ڲ�����ѹ����ԭ��Ǩ�ƶ���������ʵ����ȫ�պ�[22]�����������Ͽ���òһ�����ؾ����ѡ��������Ѻ����Ѷ��ѵ�3�ֶ�����������ͼ3(a)��֪��FeCoCuԤ�Ͻ���ս���Ͽ���ҪΪ�ؾ����Ѻʹ������ѵĻ���ͶϿڣ����ڵ��͵Ĵ��Զ������������������ɵ�CoFe15.7��Co3Fe7��FeCu4�Ƚ����仯���ﱾ���������������ģ������ڹ���ǿ�����ã�����������ǿ�Ƚϸߣ������˾���������ǿ��ʱ������ᴩ�����Ĵ������ѣ�������FeCoCu�ս����������㿹��ǿ�Ƚϸ�����ϵġ�
��ͼ3(b)��֪��FeCoCuԤ�Ͻ��ĩ�ս��������ʯ�Ľ���Ӵ����ܣ����ʯ��������⻬������[23�C24]���о�������������ս������£�870 ��ʱFe�Խ��ʯ���濪ʼ������ʴ�������ʯ�����Ծ���������950 ���Ժ�Fe�Խ��ʯ��ʴ�����أ����ʯ�����е�Cԭ�Ӿ��Ӵ���������-Fe����ɢ����Զ����ʯһ�����������ˣ�FeCoCu̥����840 ���ս�ʱû������ʯ�������������Ӧ��������������ЧӦ�����Ļ�е�������ѳֽ��ʯ��������̥���ս����ܶȸߣ�������ʯ�������ڽ�������С��̥������ս�ʱ�ܺܺõ���չ�ڽ��ʯ�������棬���ܲ����Խ��ʯ������ǿ��֧�����ã���ˣ�FeCoCu̥��Խ��ʯ�����İ�������Ҳ��ǿ��FeCoCuԤ�Ͻ���ս���Ŀ���ǿ����ʧ��Ҳ�ϵ͡�
��ͼ3(c)��֪������Co����880 ���ս�ʱ��������������ϸС��������ȱ�ݣ���϶�����١��ս���Ͽ���ҪΪ���Ѷ�����ò���������Զ����������������ڵ���Coϸ��ĩ�������ս�ʱ�γɵľ���������С������Hall�CPetch��ʽ��֪����������ԽС������������ǿ��Խ�ߣ����ھ�����ǿ�����ӣ����϶���ʱ���Ʋ������ؾ�����չ�����ԣ��ս����ڶ���ǰ�������������Ե����Ա��Σ��γ����Ѷ��ѵ���ò����ˣ�����Co�ս���Ȼû�в����Ͻ���Ĺ���ǿ�����ã�������Co���ϱ������Ժͷ�ĩ�������ս���ԣ��ս�����нϸߵ����㿹��ǿ�ȡ����ܶȼ�Ӳ�ȡ�
��ͼ3(d)��֪������Co̥������ʯ������һ����϶����϶�ߴ�ﵽ9.58 ��m�����ʯ��������ֲڣ��и�������ڡ�
�����ʯ��̥����ȡ����ͨ���Խ��ʯ�����XRD�����������ͼ3(e)��ʾ�����ΪCo�ĵ��ʣ�˵��Co�Խ��ʯ������ʪ�ԽϺã��γ��˽�Ϊ�ι̵�Co�ĸ�Ĥ������˶Խ��ʯ�İ��������������ǵ���Co�ս��忹��ǿ����ʧ�ʽϵ͵�ԭ�����ڵ���Co̥��Խ��ʯ�������нϸߵİ��������ս�������������ʱ�����ʯ�ڽϴ��������������£��������λ���ɶ�����ˣ��۹۲�̥������ʯ������һ���ķ�϶���ڡ�
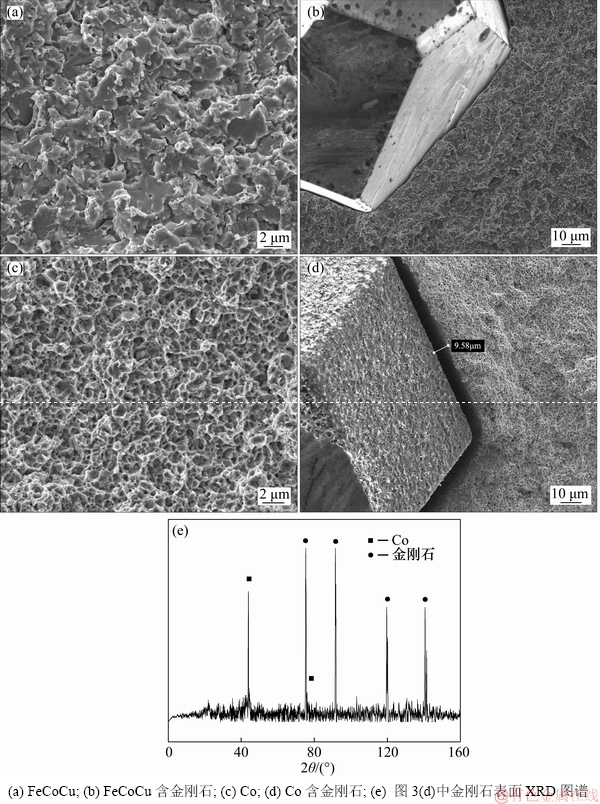
ͼ 3 2�ַ�ĩ�ս���ĶϿ���òSEMͼ
Fig. 3 Fracture SEM images of two kinds of sintered bodies
3.4 FeCoCuԤ�Ͻ�ۺ͵���Co���ս����Ħ��ĥ����������
ͼ4��ʾΪFeCoCuԤ�Ͻ�ۺ͵���Co���ս���ֱ����ɰ�ֶ�ĥ���ս��屻ĥ�������ĥ����������мSEMͼ����ͼ4(a)��ͼ4(d)��֪��FeCoCu�ս���������ĥ�����浥��ĥ�������ۿ�����60~70 ��m֮�䣬�Դ��ڵ���Co�ս��������������ۿ���(40~50 ��m)��FeCoCu������ĥ����������������мճ����������Co������ĥ�����������۱߽�⻬����������мճ������ͼ4(b)��ͼ4(c)��֪��FeCoCu������ĥ������м�Ȱ�������״������м��Ҳ����ͼ4(b)ԲȦ�ڷŴ�ͼ��ʾ������״�ѻ��Ŀ��壬������Co������ĥ������м��ҪΪ����״������м����������IJ���Ҳ�����ս���������������ѧ����������ģ�FeCoCu�ս���������Ӳ�Ƚϵ���Co�ս���������Ӳ�ȵͣ���ɰ�ֵ�ĥ��ѹ������������ȸ����������ۿ��ȸ�����Ҳ��FeCoCu�ս�������ĥ��������ʧ�ȵ���Co�ս��������Ըߵ�ԭ�����⣬����FeCoCu�ս���Ͻ�ɷ־���һ���Ĵ��ԣ������ɰ�ֶ�ĥʱ��������м��Ϊ���ϵĴ��Զ������ѣ��Ӷ��γ���м�ѻ��Ŀ��壬������Co�ս������������Ը��ã���м�����ѣ�����γɳ���״������м�塣
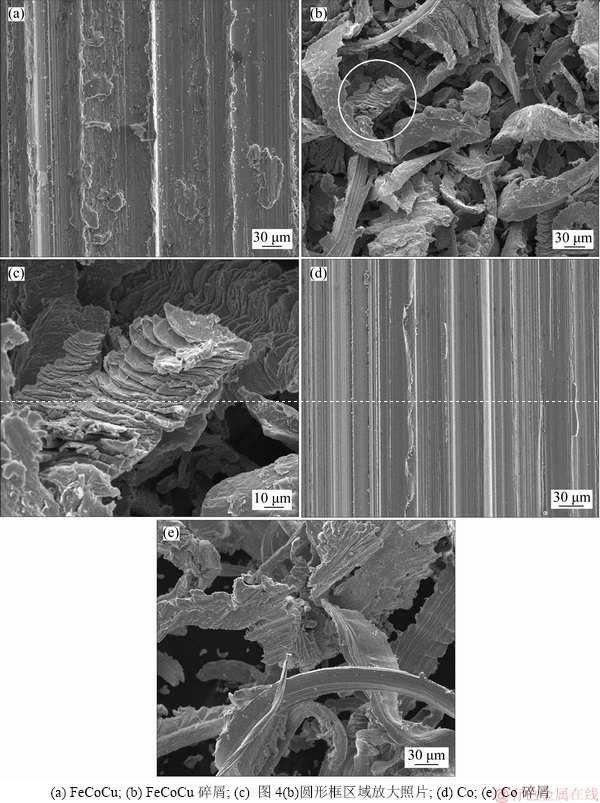
ͼ 4 2�ַ�ĩ�ս����ĥ����漰��мSEM��òͼ
Fig. 4 SEM images of wearing face and detritus of sintered bodies
3.5 ����������ܶԱȷ���
ͼ5��ʾΪ�ֱ���FeCoCuԤ�Ͻ�ۺ͵���Co��Ϊ�Ǽܳɷ������Ľ��ʯ�����и�ʯ�ĵľ����������ߡ�ͼ5(a)��ʾΪ2��̥��ɷֽ��ʯ����ÿ�и�86.8 m2����и�Ч�ʶԱ�ͼ�����и�5�����ϼ�434 m2��ͼ5(b)��ʾΪ�������������������Ա�ͼ��ͼ6��ʾΪ����260.4 m2��̥ͬ��ɷֽ��ʯ����鹤������òSEMͼ������FeCoCuԤ�Ͻ�۵��ս����ԣ�FeCoCu��̥���ս��¶�Ϊ840 �棬����ʱ��Ϊ5 min��Co��̥���ս��¶�Ϊ870 �棬����ʱ��Ϊ5 min����ͼ5(a)��֪��FeCoCu��̥��͵���Co��̥�������Ľ��ʯ������ʯ�ľ��еij��ڣ�����Ч����Խϵͣ�����һ���������Ч�ʴﵽ����ȶ�ֵ�����������¿��е�����������ʯĥ��δ�ﵽ��ѳ��и߶ȣ�����������Ҳδ�γ���ѡ�ƥ�䡱���и�һ�����֮��̥��ĥ�������ڽ��ʯĥ���������и߶ȡ����ߡ��Ľ��ʯĥ����ǰ���䣬�γ�����ӣ����������Ч���������Ľ��ʯ��������ά����һ����Χ�ڣ��и�Ч�������ȶ�����������173.6~347.2 m2֮��ʱ��2��̥��Ľ��ʯ������� Ч�ʶ���С�����������ƣ������������ž����������ӣ����������ģ��⾶��С������������С������Ч����������������347.2 m2�Ժ�FeCoCu��̥���������Ч�ʳʿ������������ƣ���Co��̥���������Ч�ʳ�С���½������ƣ���FeCoCu��̥������ƽ������Ч�����Ա�Co��̥������ĸߣ��ﵽ9.8 m2/h����Co��̥������ƽ������Ч��Ϊ8.4 m2/h�������16.7%����ͼ5(b)��֪��FeCoCu��̥���Co��̥����ʯ����ÿ�и�86.8 m2����������������������½����ƣ�FeCoCu��̥����������������Co��̥��������Եͣ�FeCoCu��̥��������������ƽ��ֵΪ13.6 m2/m����Co��̥��������������ƽ��ֵΪ14.5 m2/m����������6.2%���ɴ˿�֪����FeCoCuԤ�Ͻ��Ϊ�Ǽܳɷ������Ľ��ʯ��������ڴ�ͳ��Co����ϼ���������ʯ���и�ʱ������Ч�ʵõ���������������������С����FeCoCuԤ�Ͻ��Co��������ֻ��25%����ˣ�����ԭ���ϳɱ����٣���Ʒ�Լ۱����Ƹ������ԡ�
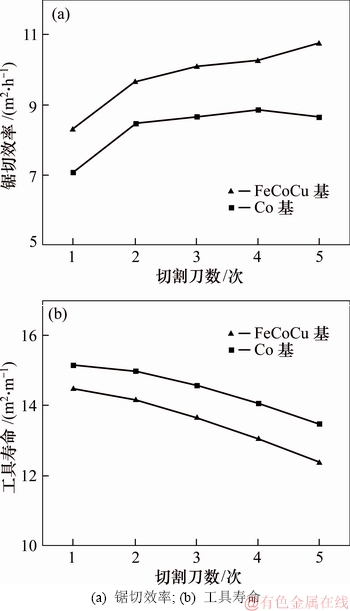
ͼ 5 FeCoCu����Co��̥�����������������ͼ
Fig. 5 Cutting property curves of FeCoCu base and Co base diamond wire saw
��ͼ6(a)��ͼ6(b)���Կ�����FeCoCu��̥���У����ʯĥ�������������������н���Ĺ��ۣ�ĥ����ˡ����״��֧��Ҳ��Ϊ���ԣ�̥��Խ��ʯĥ���İ���������϶�����ֽ��ʯ���������̬��Co��̥����ʯĥ���������Խ�dz��̥��Խ��ʯ�İ���������϶�������и߶���Խ�С�����ʯĥ��������������������2�ִ���Ľ��ʯ���������ȫ��ͬ����ˣ����������к����ò��������̥������������صģ������ʯ����̥�����������Ӽ��ɷ������ͬ����£����ɹǼ���ɷֵ�������������[25]��FeCoCu�ս����ĥ��������ʧ��Co�ս���ĸߣ���ˣ�FeCoCu��̥����ĥ�����ܱ�Co��̥��ĵͣ��ʴ�����湵����Խ������ǰ��hc���㹫ʽ��̥��������ۣ�����̥��ĥ���Կ��ڽ��ʯĥ������Ρ�����FeCoCu�Խ��ʯ����������ǿ�����ʯ�������䣬��ˣ����ʯ���и߶���Խϸߣ�����˽��ʯ�ġ���м�ռ䡱[26]�������и�Ч�ʵõ�������������Ϊ���ʯ���иߣ�����ʯ��ʱ���ʯĥ���ܵ������ظ������ش��ڽ��ʯ�Ķ���ǿ��ʱ�����ʯ�ײ������飬�ҽ��ʯ���ѷ����ؾ������õķ�������ͼ6(b)��ʾ������FeCoCu��̥����ĥ�����ܱ�Co��̥����Եͣ��ҽ��ʯ���������Խϸߣ���ˣ��乤��������Co��̥��ĵ͡��������������������ò����������������Ӧ�ģ�ͬʱ��������������ͬʱ������̥��Ǽ���ɷֵĻ�е�����빤�߾���������һ���Ĺ�����ϵ��ͨ���о��Ǽ���ɷֵĻ�е���ܣ���Ԥ�й��ߵľ������ܣ�Ҳ��Ϊ�Ǽ���ɷֵ�����ر��Ǵ�CoԤ�Ͻ��ĩ������ṩ�������ݡ�
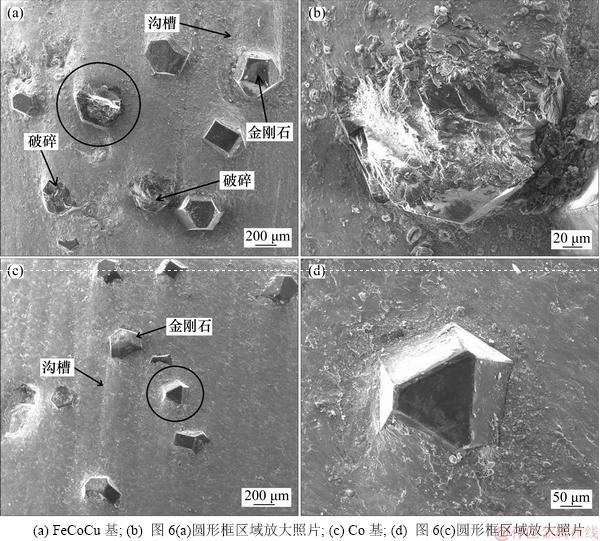
ͼ 6 FeCoCu����Co��̥�����������òͼ
Fig. 6 Surface morphologies of FeCoCu base and Co base diamond wire saw of beads
4 ����
1) ��������FeCoCuԤ�Ͻ��Ϊ�����Σ���ĩ����������H2��ԭ������Co�����������FeCoCuԤ�Ͻ�۲�������Fe��Cu�ĵ����࣬������CoFe15.7��Co3Fe7��FeCu4�Ƚ����仯������ս�ʱ������ǿ�������ã����ڴﵽ��Co��Ч����
2) FeCoCu�ս����Ӳ�ȡ�����ܶȡ�����ǿ�ȶ��뵥��Co�ս���Ľӽ���FeCoCu�ս���Ŀ���ǿ����ʧ�ʦǴﵽ19.0%�����нϸߵĶԽ��ʯĥ���İ������ܣ���ĥ��������ʧΪ1.412 g�뵥��Co�ս���ĽϽӽ������������ƥ���ҷ�ĥ������ܡ�
3) FeCoCuԤ�Ͻ���ս���Ͽ�Ϊ�ؾ����Ѻʹ������ѵĻ���ͶϿڣ����ڴ��Զ���������FeCoCu̥�������ʯ�Ľ�����ܽӴ������ʯ��������⻬������Co�ս���Ͽ���ҪΪ���Ѷ��ѣ��������Զ���������Co�ڽ��ʯ�����γ��ι̵ĸ�Ĥ������˰���������
4) 2��������Ʒ����Ч�ʶ����������������ƣ����������������͵����ƣ�FeCoCu��̥������ƽ������Ч�ʴﵽ9.8 m2/h�������Co��̥�����������16.7%�����������ﵽ13.6 m2/m�����Co��̥������ֻ����6.2%����FeCoCuԤ�Ͻ�������Co��ԭ���ϳɱ����ͣ���Ʒ�Լ۱����Ƹ������ԡ�
�ο����ף�
[1] ERSOY A, ATICI U. Performance characteristics of circular diamond saws in cutting different types of rocks[J]. Diamond and Related Materials, 2004, 13(1): 22�C37.
[2] WRIGHT D N, ENGELS J A. The environment and cost benefits of using diamond wire for quarrying and processing of natural stone[J]. Industrial Diamond Review, 2003, 63(4): 16�C24.
[3] DAVID H. Diamond sawing removes highway hazard[J]. Industrial Diamond Review, 1997(3): 94�C95.
[4] MARTIN J. Dry cutting of concrete parapets with a diamond wire saw[J]. Industrial Diamond Review, 2005, 65(1): 44�C45.
[5] ���컯, ������, ���, ��. ��ѹ���ʯ���߲��ϼ������ܻ�[J]. �й���ɫ����ѧ��, 2001, 11(2): 119�C125.
ZOU Qinghua, TANG Fenglin, YANG Kaihua, et al. Hot pressed sintered matrix composites for diamond tools and its densification[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 119�C125.
[6] л־��, ������, �غ���, ��. ���ʯ��Ʒ��FeCoCu̥����ս�����ѧ�����о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2010, 41(6): 2178�C2182.
XIE Zhigang, LIU Xinyu, QIN Haiqing, et al. Sintering and mechanical properties of FeCoCu fetal body applied for diamond tools[J]. Journal of Central South University (Science and Technology), 2010, 41(6): 2178�C2182.
[7] ����, ����, �½���, ��. Co�����ʯ����̥����W���Ӽ�������[J]. �й���е����ѧ��, 2007, 5(1): 108�C112.
GUO Hua, SU Yu, CHEN Jianzhang, et al. Effect of W in Co-based matrix of diamond beads[J]. 2007, 5(1): 108�C112.
[8] ������, ������, ������. ������ϼ��Խ��ʯ�ѳ�������ǿ��ʩ����ǿ��������[J]. ���Ͽ�ѧ�빤��, 2002, 20(3): 465�C468.
DAI Qiulian, XU Xipeng, WANG Yongchu. Measures used to improve bonding of diamond to matrix and bonding mechanisms[J]. Materials Science & Engineering, 2002, 20(3): 465�C468.
[9] HUANG H, XU X P. Study on the wear of diamond beads in wire sawing[J]. Materials Science Forum, 2006, 532/533: 436�C439.
[10] л����, ��¡, ��־��, ��. ���������Ʊ�Fe-Cu��Ԥ�Ͻ�۵ĵ�����ѹ�ս�[J]. ��ĩұ����Ͽ�ѧ�빤��, 2015, 20(1): 93�C97.
XIE Delong, WAN Long, LIU Zhihuan, et al. Low-temperature hot press sintering of Fe-Cu based pre-alloyed powder manufactured by co-precipitation method[J]. Materials Science and Engineering of Powder Metallurgy, 2015, 20(1): 93�C97.
[11] л־��, �غ���, ������, ��. ���ʯ��Ʒ��FeCoCuԤ�Ͻ��ĩ���Ʊ���Ӧ���о�[J]. ���Ϲ���, 2011(3): 1�C5.
XIE Zhigang, QIN Haiqing, LIU Xinyu, et al. Study on the preparation of the prealloyed powder and its application for diamond tools[J]. Journal of Materials Engineering, 2013(3): 1�C5.
[12] PALUMBO M, CURIOTTO S, BATTEZZATI L A. Thermo-dynamic analysis of the stable and met stable Co-Cu and Co-Cu-Fe phase diagrams[J]. Calphad, 2006, 30: 171�C178.
[13] XIE Delong, WAN Long, SONG Dongdong, et al. Low-temperature sintering of FeCuCo based pre-alloyed powder for diamond bits[J]. Journal of Wuhan University of Technology(Materials Science), 2016, 31(4): 805�C809.
[14] VILLARDEL M, MURO P, SANCHEZ J M, et al. Consolidation of diamond tools using Cu-Co-Fe based alloys as metallic binders[J]. Powder Metallurgy, 2001, 44(1): 81�C90.
[15] ANDERSON P B, GUEROLD S B, ANA D S, et al. Structure, microstructure and mechanical properties of PM Fe-Cu-Co alloys[J]. Materials and Design, 2010, 31: 522�C526.
[16] AN K. Pressure assisted master sintering surface of Co, Cu and Fe powder mixture[J]. Powder Technology, 2013, 234: 117�C122.
[17] ��־��, ������, ������, ��. ���Ž��ʯ�Թ���������ϵļ���ʵ��[J]. ���ʯ��ĥ��ĥ�߹���, 2013, 33(4): 38�C40.
LIU Zhihuan, LUO Wenlai, PAN Xiaoyi, et al. Loading experiments of single diamond grit on photovoltaic materials[J]. Diamond and Abrasives Engineering, 2013, 33(4): 38�C40.
[18] ���ܺ�, ��־��, Ф��Ⱥ. ���ʯ��Ƭ�����������о�[J]. ��ĩұ����, 2006, 24(2): 110�C113.
ZHANG Shaohe, LIU Zhihuan, XIAO Zunqun. Experimental study on sharpness of diamond sawblades[J]. Powder Metallurgy Technology, 2006, 24(2): 110�C113.
[19] ��ع��, ��һ��, ������. ���ʯ���������ѧ����[M]. ����: �й����Ĺ�ҵ������, 1999: 100�C101.
SUN Yuchao, LIU Yibo, WANG Qinsheng. Diamond tools and metallography[M]. Beijing: China Building Materials Industry Press, 1999: 100�C101.
[20] л����, ��¡, �ζ���, ��. ���ʯ������FeCoCuԤ�Ͻ����ɶ��ս����Ե�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(3): 577�C583.
XIE Delong, WAN Long, SONG Dongdong, et al. Effect of composition of FeCoCu pre-alloyed powders on sintering characters used for diamond tools[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(3): 577�C583.
[21] ����, �½���, ����, ��. Co�����ȶ�Co�������̥�����ܵ�Ӱ��[J]. ��Ӳ���Ϲ���, 2006, 18(3): 11�C14.
GUO Hua, CHEN Jianzhang, SU Yu, et al. Influence of cobalt grit on performance of cobalt-based bead matrix of wire saw[J]. Superhard Material Engineering, 2006, 18(3): 11�C14.
[22] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2011: 288�C289.
HUANG Peiyun. Powder metallurgy principle[M]. Beijing: Metallurgical Industry Press, 2011: 264�C268.
[23] ������, ���. Fe��ʴ���ʯ�Ĺ�������[J]. �˹�����ѧ��, 1997, 26(2): 158�C160.
GUO Ximian, WANG Lan. Influence factories of technology for etching diamond[J]. Journal of Synthetic Crystals, 1997, 26(2): 158�C160.
[24] ��ϼ. ���ʯԲ��Ƭ��������ϼ����о�[J]. ��ĩұ����Ͽ�ѧ�빤��, 1998, 3(2): 135�C138.
CHEN Xia. The research of iron-based matrix for circular sawing sawblades[J]. Materials Science and Engineering of Powder Metallurgy, 1998, 3(2): 135�C138.
[25] ��־ǿ, ��ѧ��, ������. ���ʯ��Ʒ̥�������ĩ���ϵķ��������Ԫ�ص����û���[J]. ����������ұ��, 2016(5): 8�C12.
CHU Zhiqiang, GUO Xueyi, LIU Donghua. Classification of diamond products matrix powder materials and mechanism of its constituent elements[J]. Metal Materials and Metallurgy Engineering, 2016(5): 8�C12.
[26] ����. ��м�ȶ�ʯ�ľ��й��̵�Ӱ��[J]. ʯ��, 1998(6): 29�C31.
CHEN Xian. Effect of chip-holding ratio on sawing process of stone[J]. Stone, 1998(6): 29�C31.
(�༭ ����ƽ)
�ո����ڣ�2018-07-13�������ڣ�2018-10-12
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(41872186) (Project(41872186) supported by the National Natural Science Foundation of China)
ͨ�����ߣ����ܺͣ���ʿ�����ڣ���ʿ����ʦ�����µ��ʹ��̵��о���E-mail��zhangshaohe@163.com
ժҪ���ֱ���ù��������Ʊ�FeCoCuԤ�Ͻ�ۺ�H2��ԭ���Ʊ�����Co�ۣ�����XRD��SEM��2�ַ�ĩ�����ս�����������������ò�۲죬���ⶨ2���ս���������Ӳ�ȡ�����ܶȡ�����ǿ�ȼ�ĥ��������ʧ��������ѧ���ܣ�ͬʱ�о��ֱ���2�ַ�ĩΪ��Ҫ��ϼ��ɷ������Ľ��ʯ����ľ���ʯ�ĵ����ܣ��Ӷ��о�FeCoCuԤ�Ͻ�����Co�����ڽ��ʯ����Ŀ����ԡ��о������������������FeCoCuԤ�Ͻ��ʵ���˺Ͻ���ĩ�ʽ���״��������H2��ԭ������Co�ӽ���FeCoCu��Co�ڸ�������ս��¶��ս�ʱ���ս���������Ӳ�ȡ�����ܶȡ�����ǿ�ȶ�ʮ�ֽӽ���FeCoCu�ս��������Ŀ���ǿ����ʧ�ʦǼ�ĥ��������ʧm�ֱ�ﵽ19.0%��1.412 g����Co�ս��������ĦǺ�m�ֱ�Ϊ15.2%��1.638 g�����߶����нϺõĽ��ʯ�������ܺ������ƥ���ҷ�ĥ������ܣ�FeCoCu�����ʯ�������G1306ʯ��ƽ������Ч�ʴﵽ9.8 m2/h�����Co���������16.7%����������Ϊ13.6 m2/m�����Co�����⽵��6.2%�����Ʒ�Լ۱����Ƹ������ԡ�
[3] DAVID H. Diamond sawing removes highway hazard[J]. Industrial Diamond Review, 1997(3): 94�C95.
[5] ���컯, ������, ���, ��. ��ѹ���ʯ���߲��ϼ������ܻ�[J]. �й���ɫ����ѧ��, 2001, 11(2): 119�C125.
[7] ����, ����, �½���, ��. Co�����ʯ����̥����W���Ӽ�������[J]. �й���е����ѧ��, 2007, 5(1): 108�C112.
[11] л־��, �غ���, ������, ��. ���ʯ��Ʒ��FeCoCuԤ�Ͻ��ĩ���Ʊ���Ӧ���о�[J]. ���Ϲ���, 2011(3): 1�C5.
[17] ��־��, ������, ������, ��. ���Ž��ʯ�Թ���������ϵļ���ʵ��[J]. ���ʯ��ĥ��ĥ�߹���, 2013, 33(4): 38�C40.
[18] ���ܺ�, ��־��, Ф��Ⱥ. ���ʯ��Ƭ�����������о�[J]. ��ĩұ����, 2006, 24(2): 110�C113.
[19] ��ع��, ��һ��, ������. ���ʯ���������ѧ����[M]. ����: �й����Ĺ�ҵ������, 1999: 100�C101.
[21] ����, �½���, ����, ��. Co�����ȶ�Co�������̥�����ܵ�Ӱ��[J]. ��Ӳ���Ϲ���, 2006, 18(3): 11�C14.
[22] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2011: 288�C289.
[23] ������, ���. Fe��ʴ���ʯ�Ĺ�������[J]. �˹�����ѧ��, 1997, 26(2): 158�C160.
[24] ��ϼ. ���ʯԲ��Ƭ��������ϼ����о�[J]. ��ĩұ����Ͽ�ѧ�빤��, 1998, 3(2): 135�C138.
