
�е����������ʯ���ڴ�ͷ��Ĺ���
������,Ф ��,���κ�,������
(���ϴ�ѧ ���繤��ѧԺ, ���� ��ɳ,410083)
ժҪ: ���ø�������ĥ���,�о��е����������ʯ��Һ����Ӳ�̴�ͷ��ʱ�������С��������Һ�ķ�ɢ�ȶ������ͷ���������Ĺ�ϵ,�Լ�����������в�������������Ĺ�ϵ����ͷ������������ԭ���������۲������ͨ������������в���������ʵ��,���е����������ʯ���ڴ�ͷ��Ĺ��չ��̽����Ż���ʵ��������:��ͷ����ֲڶ����Ž��ʯ�����ļ�С����С,�����߲��������Թ�ϵ;��Һ�ķ�ɢ�ȶ��Ա���Һ������������Ӱ����滮�۵����;����ĥ����Чȥ�����滮��;��������Ч���ͱ���ֲڶ�,����Ի��۵��������羫ĥ��Ч;�������Ա���ֲڶȺͻ��۵�Ӱ��̶Ȳ�ͬ,�����Ż������ȡֵ��ͬ��
�ؼ���: �����ʯ; ����Һ; ��ͷ; ��
��ͼ�����:TG580.692 ���ױ�ʶ��:A ���±��: 1672-7207(2005)04-0610-05
Technique research on magnetic head polished by slurries with medium-sized nanodiamond particles
GONG Yan-ling, XIAO Gang, WU Ren-he, SHEN Ru-lin
(School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: With the float-pieces polisher, the effect of the stability of polishing slurries and the nanodiamond particle size on the surface quality of magnetic head was studied. The relationship between polishing procedure and the surface quality was analyzed. The surface quality of magnetic head was observed and analyzed with atomic force microscope (AFM). With the orthogonal experiment method, the polishing parameters were optimized. The results show that the smaller the nanodiamond size, the smaller the average surface roughness value Ra. The depth of nick is affected more obviously by the stability of the slurry than by the particle size in the slurry. The deep nick can be erased by fine lapping effectively, while Ra can be reduced effectively by fine polishing. The effect of polishing parameters on Ra is different from that on the nick, but they have the same optimized values.
Key words: nanodiamond; slurry; magnetic head; polishing
�������Ӽ����ķ�չ,Ӳ�̵�����Խ��Խ��,�ҷ�չ�dz�Ѹ��,Ŀǰ,��洢����������1000G��չ[1]��Ӳ�̳ߴ�Խ��ԽС,���Թ㷺�����ֻ������������MP3�ȡ�Ϊ�����������,��ͷ�Ĺ�����ʽ�ɽӴ���ͣ��ʽ�������س���ʽת��,ͬʱ��ͷ��Ӳ�̱���ķ��и߶�Ҳ���Ͻ���[2]��Ϊ���⻮�˴��̱���,Ӳ�̴�ͷ�ı���ֲڶȱ����㹻С,��һ����ͷ����Ĵֲڶ�Ҫ��С��0.2 nm[3,4]��Ŀǰ,��ͷ�����������ʯ��Һ��,���Ѳ���������һ����ͷ�ӹ���Ҫ�������ʯ�������н��ʯ��������Ļ�е��������,���Ҿ��б���ЧӦ�������������������ʯ�����ȱ����һ��Ϊ200~400 m2/g ,���ɴ�450 m2/g[4-6]������,С���������ʯ�����γ�Ӳ�ž�,�Һ��ѷ�ɢ��[4,7,8]���ñ��䷨��õ������ʯ����������Ϊ1~50 nm,����90%�Ŀ�������Ϊ1~16 nm(��С��X����ɢ�䷨����)[9],���ж��ص����λ������ο������������ʯ������Щ����ʹ������ǿ������ȼ�������õ��㷺Ӧ��[6,10,11]���е����ȵ������ʯ�������ǵ��������ʯ��Ӳ�ž���,�ž�ʱ���������λ������ν��,������������״,�����εȡ�
�����ʯ���ڴ�ͷ��,��Ҫ����2������:һ��С���������ʯ������20 nm���µĽ��ʯ����Һ�����Ʊ�;���Ƕ�����̫С�Ŀ���,ȥ���������ϵ�Ч�ʽϵ͡�����Ϊ50~100 nm�Ľ��ʯ����Һ��������Ʊ�,���п��ܽ����һ����ͷ����ļӹ����⡣�ڴ�,����ͨ���о����,̽���е����ȵ������ʯ�Ŀ���������������Һ�ķ�ɢ�ȶ�������������Ĺ�ϵ,�����������������Ĺ�ϵ,�Լ�������и������Ա���������Ӱ�졣
1 ʵ ��
1.1 ʵ���豸������
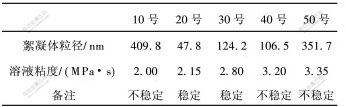
���ø��������,��ʵ�����2������̨,�ֱ����ڴ���ĥ������ĥ����ա�����ĥʱ����Ǧĥ��,2����ĥ�̷ֱ����ھ���ĥ���⡣������Ӳ�Ⱥ�ǿ������,�Լ��ٽᾧ�¶Ƚϵ�,�ʺ��ھ�����[12-14]��������1̨�������,�ٶ������ɵ�����ʱ���ɶ�ʱ������,��ѹ��������������,��ƿ�е���Һ���빤����,�����ѹ��Ϊ0.07~0.08 MPa,��Һ����ʱ��ij��̺ͼ��ʱ����Ե�����ʵ���ô�ͷ�Ļ������ΪCaTiO3,5�������ʯ��Һ����ʵ��,�ֱ���Ϊ10�š�20�š�30�š�40�š�50�š�����ZETASIZER-3000HS��λ���Ȳ����Dz�����Һ�����ͷֲ������ɢ�ȶ���,���������ָ�����1��ʾ������ʱ,װ�д�ͷ�Ĺ̶���װ����Բ����,������ת����ʱ,����Ħ�����ͱ��ּܵĶ�λ����,Բ������ת�˶�,��ͷ�����������������˶�,�γ��ض�����ĥ�켣������ԭ�������������Ĵ�ͷ������й۲�ͷ���[15]��
�� 1 ���ͺ������ʯ��������ָ��
Table 1 Basic characteristic indexes of various nanodiamonds
1.2 ʵ�����
����Ϊ50~100 nm�Ľ��ʯ����ڸ�ϸ�������ʯ��˵,�����Ʊ�������״����Һ,��������ʱ��̫��,Ҳ��������žۡ�ʵ��1�ص㿼����Һ��ɢ�ȶ���(���ž�)�����ȶ������������Ӱ�졣����,10������Һ���ڴ�ĥ,20������Һ���ھ�ĥ,20�š�30�š�40�š�50������Һ�ֱ�����1�š�2�š�3�š�4����ʵ�顣
��ǰҪ�Ա�����д���,�����ĥ������ĥ����ɰֽ��,�Ի����ѵı���������ʵ��2�������ĥ������ĥ������3�����ڶԱ���������Ӱ�졣4��ʵ��������ֱ�Ϊ:����10����Һ��ĥ;��ĥ����20����Һ��ĥ;��ĥ��ĥ,ֱ����20����Һ��;��ĥ����ĥ������20����Һ�⡣
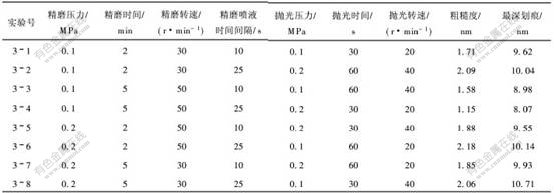
ʵ��3�����������Ϊ50~100 nm���ʯ����Һ��Ϊ��Һ������ʱ�����в������Ż��� ����ʵ�ʾ���, �ص㿼�쾫ĥʱ��ѹ���� ʱ�䡢 ת�١� ��Һ����Լ���ʱ��ѹ���� ʱ�䡢 ת�ٵ�Ӱ�졣 ���ǵ�Ӱ�����ؽ϶�, ��������ʵ�鷨���ʵ��, ÿ������ѡ��2��ˮƽ, ����L8(27)������, ���2��ʾ��
ʵ����δע�������в�������:��ĥѹ��Ϊ0.1 MPa,ת��Ϊ40 r/min,ʱ��Ϊ10 min,��Һ���ÿ25 s��1 s;��ĥѹ��Ϊ0.1 MPa,ת��Ϊ30 r/min,ʱ��Ϊ2 min,��Һ���ÿ25 s��1 s;��ѹ��Ϊ0.1 MPa,ת��Ϊ20 r/min,ʱ��Ϊ30 s,��Һ���ÿ25 s��1 s��
�� 2 L8(27)���������ʵ���
Table 2 L8(27) orthogonal experiment array for polishing parameters
2 ʵ���������
2.1 ��Һ�Ա���������Ӱ��
�������ı���ֲڶ�Ra�ͱ�����������ld�ֱ����3��ͼ1��
�� 3 ��Һ�Ա���������Ӱ��
Table 3 Effect of slurry on surface quality
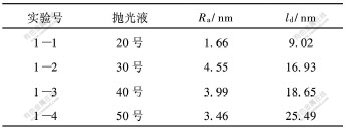
��ͼ1��֪:20����Һ�н��ʯ���������ƽ��ֵ��С,��ֲڶ�RaҲ��С,Ȼ������Ϊ50�š�40�š�30����Һ�����ֳ������ʯ����Һ����ԽС,�������Խ�⻬,�������ʼ����Թ�ϵ;������滮�����ld��С��������Ϊ20�š�30�š�40�š�50����Һ,����ʯ��������û��һһ��Ӧ��ϵ����ԭ������DZ��滮��������Һ���ȶ����йء���Ϊ40�ź�50������Һ���ȶ����žۺ��������ƽ�������ֱ��106 nm��351 nm,����,���滮��û�������ֲڶ�һ����������Һ���ʯ��ɢ���������ļ�С���½�,�������ɼ�,��ɢ�õ������ʯ����Һ�������滮�۽�dz,�žۺ�Ľ��ʯ�����˱��档
2.2 �������������Ĺ�ϵ
��ͼ2��֪,��ĥ����滮�۱Ƚ�����,����ĥЧ���ȽϺ�,����ֲڶȺͱ��滮�۶����Խ��͡���������ĥ��ֱ�ӽ�����Ļ��۱���ֲڶȽϴ�,���۽���,�����DZ��滮�����Լ�� ��ĥ����[CM(22]ĥ������������������ߡ���Ȥ����,ֻ��ĥ��δ��Ĵ�ͷ����滮����ȱȴ�ĥ����ĥ�����Ĵ�ͷ���滮����ȸ�С��ֻ������ĥ��δ��Ĵ�ͷ���ĥ����ĥ�����Ĵ�ͷ������òԭ��������ͼƬ�Ա���ͼ3��ʾ���ɼ�,��ĥ����dz��ؼ�����ĥ�Կ��Ʊ��滮�۱Ƚ���Ч,����Ա���ֲڶȵĿ��Ƹ���Ч��
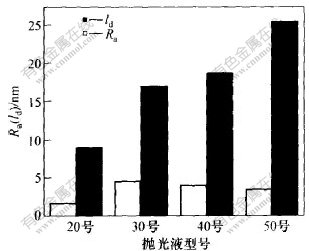
ͼ 1 ��Һ����������������ϵͼ
Fig. 1 Surface characteristic parameters vs different slurries
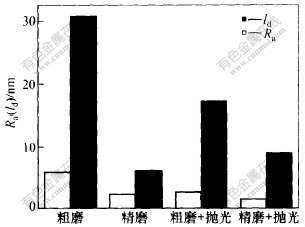
ͼ 2 ����������������ϵͼ
Fig. 2 Surface characteristic parameters vs working procedures
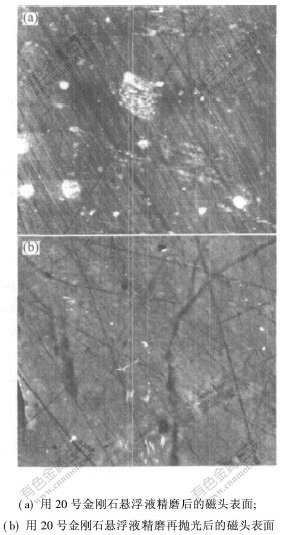
ͼ 3 ��ĥ������ͷ����ĶԱ�
Fig. 3 Comparison of magnetic head surface texture produced by fine lapping and fine polishing
2.3 ������в����Ա���������Ӱ��
��������������2����Ҫָ��:һ���DZ���ֲڶ�,��һ��������ۡ���ÿ��ָ�굥������,�������:��ĥѹ������ĥʱ�䡢��ĥת�١���ĥ��Һ�������ѹ������ʱ�䡢��ת�ٶԱ���ֲڶȵ�Ӱ�����ӷֱ�Ϊ0.72,0.61,0.46.0.23,0.28,0.45,0.36;���������ȵ�Ӱ�����ӷֱ�Ϊ1.81,0.83,1.78,0.44,0.88,0.57,0.76��
ͨ������ʵ�����֪,���ڱ���ֲڶ�,�����ص�Ӱ���ɴ�С����Ϊ:��ĥѹ������ĥʱ�䡢��ĥת�١���ʱ�䡢��ת�١���ѹ������ĥ��Һ������ϺõIJ���ѡ����:��ĥѹ��Ϊ0.1 MPa,��ĥʱ��Ϊ5 min,��ĥת��Ϊ50 r/min,��ĥ��ҺΪ���10 s,��ѹ��Ϊ0.2 MPa,��ʱ��Ϊ30 s,��ת��Ϊ20 r/min��
�����ڱ������,������Ӱ���˳������Ϊ:��ĥѹ������ĥת�١���ѹ������ĥʱ�䡢��ת�١���ʱ�䡢��ĥ��Һ������ϺõIJ���ѡ��Ҳ�Ǿ�ĥѹ��Ϊ0.1 MPa,��ĥʱ��Ϊ5 min,��ĥת��Ϊ50 r/min,��ĥ��Һ���Ϊ10 s,��ѹ��Ϊ0.2 MPa,��ʱ��Ϊ30 s,��ת��Ϊ20 r/min��
�������Ա���ֲڶȺͱ��滮�۵�Ӱ������˳���������,���Dz�����ѡ����һ�µġ�
3 �� ��
a. �����ʯ����Խϸ,�����ֲڶ�ԽС,�����߲������ɼ����Թ�ϵ;����Һ�ķ�ɢ�ȶ���Ӱ����滮�ۡ���ʹ���ʯ������С,����ɢ�ȶ��Բ���,Ҳ���ܻ�øߵı�������������,����Һ��������,Ӧ�ص㿼����Һ���ȶ���ɢ�ԡ�
b. ��ĥ������Ҫ��ȥ���������,�������Ƚϴֲ�;��ĥ����Ч��������ĥ�����ı��滮��;������Ի�ýϸߵı���ֲڶ�,���������۵�Ч���Ⱦ�ĥ�����Ч�������,�о����ʱ,����ͬʱ���Ǿ�ĥ������̡�
c. ����̵���Ҫ���в����Ա���ֲڶȺͱ�����۵�Ӱ��̶Ȳ�ͬ,���ڱ���ֲڶ�,�ɴ�С��˳�������Ǿ�ĥѹ������ĥʱ�䡢��ĥת�١���ʱ�䡢��ת�١���ѹ������ĥ��Һ���;���ڱ��滮��,������Ӱ���˳������Ϊ:��ĥѹ������ĥת�١���ѹ������ĥʱ�䡢��ת�١���ʱ�䡢��ĥ��Һ��������DZȽ�����IJ���ѡ�������ͬ,����:��ĥѹ��Ϊ0.1 MPa,��ĥʱ��Ϊ5 min,��ĥת��Ϊ50 r/min,��ĥ��Һ���Ϊ10 s,��ѹ��Ϊ0.2 MPa,��ʱ��Ϊ30 s,��ת��Ϊ20 r/min��
�����:
[1]��Դ��,����,�ý���.����������еĹؼ���ѧ��������[J].�ִ����칤��, 2001(11): 73-75.
LEI Yuan-zhong, DING Han, LUO Jian-bin. Key science and technology problem of computer manufacturing[J]. Modern Manufacturing Engineering, 2001(11): 73-75.
[2]Tambe N S, Bhushan B. Durability studies of head-disk interface using padded and load/unload picosliders for magnetic rigid disk drives[J]. Wear, 2003, 255: 1334-1343.
[3]LUO Jian-bin, GAO Feng, HU Zhi-ment, et al. Surface finish and performances of read/write heads by using ultra-fine diamond slurry in polishing process[J]. Inter J of Nonlinear Sci and Numer Simu, 2002, 3: 3-4.
[4]��־��,�ý���,��ͬ��. �����ʯ�������ͷ��Һ�����Ƽ�Ӧ��[J].���Ͽ�ѧ�빤��ѧ��, 2004,22(3):323-327.
HU Zhi-meng, LUO Jian-bin, LI Tong-sheng. Dvelopment and application of nano scale diamond polishing slurry of computer magnetic head[J]. Journal of Materials Science & Engineering, 2004, 22(3): 323-327.
[5]��־��,�ý���,��ʫ��,��. �����ʯ������ͷ����ϵ��о�[J]. ���ϱ���, 2001,34(12):94-98.
HU Zhi-meng, LUO Jian-bin, WEN Shi-zhu, et al. Study of nanoscale diamond using as abrasive for magnetic head[J]. Journal of Materials Protection, 2001, 34(12): 94-98.
[6]������,������,����.�����ʯ�Ľṹ��������Ӧ��[J].���ʯ��ĥ��ĥ�߹���, 2000(5):9-12.
WANG Guang-zu, HU Jian-gen, LUO Ming. The structure, property and application of nanodiamonds[J]. Diamond and Abrasives Engineering, 2000(5): 9-12.
[7]���ش�,����ΰ,������,��. �����ʯӲ�ž���ij�ϸ�����е��ѧ����о�[J]. ��ұ����, 2003, 23(6): 86-92.
WANG Bai-chun, ZHU Yong-wei, XU Xiang-yang, et al. Disaggregation of nanodiamond hard-aggregates by mechano-chemical superfine crushing[J]. Mining and Metallurgical Engineering, 2003, 23(6): 86-92.
[8]XU Xiang-yang, ZHU Yong-wei, WANG Bai-chun, et al. Surface modification of nanodiamond in aqueous medium[J]. Trans Nonferrous Met Soc China, 2003, 13(6): 1415-1418.
[9]������,�����,�Ʒ���, ��. ����ϳ����׳����ʯ�����Ա���[J]. �����о�ѧ��, 2000,14(����):94-98.
CHEN Peng-wan, YUN Shou-rong, HUANG Feng-lei, et al. Characterization of ultrafine diamond obtained from explosive detonation[J]. Chinese Journal of Material Research, 2000, 14(Supplement): 94-98.
[10]�ߺ��,������.Ӧ���������ʯ���������⻬����[J].���ܹ���, 1999,7(5):80-84.
GAO Hong-gang, WANG Jian-ming. Application of UFD on polishing surfaces with sub-nanometer scale roughness[J]. Optics and Precision Engineering, 1999, 7(5): 80-84.
[11]XIE Yong-song, Bhushan B. Effects of particle size, polishing pad and contact pressure in free abrasive polishing[J]. Wear, 1996, 200: 281-295.
[12]�ߺ��,�±�,�ſ�ƽ,��.�����������⻬����ij�������[J].�����DZ�ѧ��,1997,18(1):75-79.
GAO Hong-gang, CHEN Bin, ZHANG Jun-ping, et al. Superpolishing of sub-nanometer smooth surfaces[J]. Chinese Journal of Scientific Instrument, 1997, 18(1): 75-79.
[13]�¿���,����,�ߺ��, ��. ���������-Al2O3�����ij���ʵ���о�[J]. ��ѧ���ܹ���,1997,5(5):69-72.
CHEN Jun-pan, CAI Li, GAO Hong-gang, et al. Preliminary study of superpolishing sapphire single crystal using tin lap[J]. Optics and Precision Engineering, 1997, 5(5): 69-72.
[14]����,ʷ�˿�,������,��.����������е���ܼ��Ծ�����������Ӱ��[J].���վ������켼��,1996,32(1):9-12.
TENG Lin, SHI Xing-kuan, SONG Shao-zhong, et al. The effect of mechanical property of Sn on the crystal polishing quality[J]. Aviation Precision Manufacture Technology, 1996, 32(1): 9-12.
[15]��ɹ�,����. ���ױ���ͱ�������������۷���[J].���վ������켼��, 2000, 36(3): 6-11.
LI Cheng-gui, DONG Shen. Assessing micro-nano surface and subsurface integrity[J]. Aviation Precision Manufacture Techology, 2000, 36(3): 6-11.
�ո�����:2004 -12 -09
������Ŀ:������Ȼ��ѧ����������Ŀ(50390061)
�����:������(1968-),Ů,����������,��ʿ�о���,��ʦ,�����Ƚ����켼�����о�
������ϵ��: ������,��,��ʿ�о���; �绰: 0731-8836499(O),13808480496(�ֻ�); E-mail:srl1234@126.com
[1]��Դ��,����,�ý���.����������еĹؼ���ѧ��������[J].�ִ����칤��, 2001(11): 73-75.
[4]��־��,�ý���,��ͬ��. �����ʯ�������ͷ��Һ�����Ƽ�Ӧ��[J].���Ͽ�ѧ�빤��ѧ��, 2004,22(3):323-327.
[5]��־��,�ý���,��ʫ��,��. �����ʯ������ͷ����ϵ��о�[J]. ���ϱ���, 2001,34(12):94-98.
[6]������,������,����.�����ʯ�Ľṹ��������Ӧ��[J].���ʯ��ĥ��ĥ�߹���, 2000(5):9-12.
[7]���ش�,����ΰ,������,��. �����ʯӲ�ž���ij�ϸ�����е��ѧ����о�[J]. ��ұ����, 2003, 23(6): 86-92.
[9]������,�����,�Ʒ���, ��. ����ϳ����׳����ʯ�����Ա���[J]. �����о�ѧ��, 2000,14(����):94-98.
[10]�ߺ��,������.Ӧ���������ʯ���������⻬����[J].���ܹ���, 1999,7(5):80-84.
[12]�ߺ��,�±�,�ſ�ƽ,��.�����������⻬����ij�������[J].�����DZ�ѧ��,1997,18(1):75-79.
[13]�¿���,����,�ߺ��, ��. ���������-Al2O3�����ij���ʵ���о�[J]. ��ѧ���ܹ���,1997,5(5):69-72.
[14]����,ʷ�˿�,������,��.����������е���ܼ��Ծ�����������Ӱ��[J].���վ������켼��,1996,32(1):9-12.
[15]��ɹ�,����. ���ױ���ͱ�������������۷���[J].���վ������켼��, 2000, 36(3): 6-11.
