
������ʽ���¯�¶ȷֲ�����ϵͳ��̬��������㷨
�� �1��������1���ؽ���1�����ñ�1��������1������ȫ2
(1. ���ϴ�ѧ ��Ϣ��ѧ�빤��ѧԺ������ ��ɳ��410083��
2. �㶫��ѧԺ ʡ���������г�Ӧ�ü����ص�ʵ���ң��㶫 ���ݣ�510320)
ժ Ҫ��
ժ Ҫ����Դ�����ʽ���¯����Ӵ������ӣ�¯���¶ȷֲ��ʱ����Ǿ����ԣ����ж�����/������������ԡ�ǿ��ϵ����ԣ�����ʵ��¯���¶ȸ߾��ȸ߾����Կ���Ŀ������⣬���һ���¶ȷֲ�����ϵͳ��̬��������㷨����ԭ���ǣ���������ά�ƽ��������������Ϊ�����������ϵͳ����������ʵ�ֹ��̣�ͨ����������ά�ƽ������������ԣ���ñ�֤�����ԵĿռ��ʱ�䲽��Ӧ�������������������ϵͳ������ѧϰPID�����㷨��ʵ��¯���¶ȸ߾��Ⱥ߾����Կ����Լ����¹��̵Ŀ����Ժ�С�������о�����������¶Ⱦ�������ԭ����-6~ 6 ����ߵ�-2~2 �棬����ʱ����ԭ����40 min���̵�25 min���������ɴ���15 ����ٵ�С��7 �档
�ؼ��ʣ�
������ʽ���¯���ֲ�����ϵͳ����̬��������㷨������ά�ƽ�������
��ͼ����ţ�TP273 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)03-0533-07
Dynamically decoupling control algorithm of temperature DPS in large-scale vertical quench furnace
ZHOU Xuan1, YU Shou-yi1, HE Jian-jun1, CAO Yue-bin1, GUI Wei-hua1, LIANG Lie-quan2
(1. School of Information Science and Engineering, Central South University, Changsha 410083, China;
2. Guangdong Province Key Laboratory of Electronic Commerce Market Application Technology,
College of Guandong Business, Guanzhou 510320, China)
Abstract: Since large-scale vertical quench furnace is voluminous, whose working condition is a typically complex process with distributed parameter, nonlinear, multi-inputs/multi-outputs, close coupled variables, etc, dynamically decoupling control algorithm of temperature distributed parameter system in the furnace was presented, by which the whole system was decoupled to several subsystems and the implementation of controller was simplified. With finite difference approximation, the space and time step size was solved to ensure the convergency of finite difference approximation. After decoupling, the subsystems were controlled with self-learning PID control algorithm. The results show that the temperature control precision and homogeneity are improved; the overshoot and process in temperature rising period are reduced simultaneity. The uniformity of axial temperature distribution increases from -6��6 �� to -2��2 ��; the rising period decreases from 40 min to 25 min, and the overshoot decrease from 15 �� to 7 ��.
Key words: large-scale vertical quench furnace; distributed parameter system; dynamically decoupling control algorithm; finite difference approximation
������ʽ���¯�Ǵ���ǿ�����Ͻ�����ȴ����Ĺؼ�װ������Щ�����Ƿɻ�������������Ⱥ��պ���������Ҫ��ɲ��֡�Ϊ��ø�ǿ����ѧ���ܺ;��ȵľ���֯����Ҫ�����ȴ����¶Ȳ�����Χʮ����խ��һ����ﵽ-3~3 �档������ʽ���¯�ߴ��31 m��ֱ��3.5 m���������ӣ����ö����μ��ȷ�ʽ��¯���¶ȷֲ��ʱ����Ǿ����ԣ����зֲ������������ԡ�ǿ��ϵ��ص㣬�¶ȿ��ƾ��Ⱥͷֲ�������Ҫ�ﵽ-3~3 �����൱���ѵġ�������ʽ���¯�¶ȷֲ�����ϵͳ��̬ģ����ƫ�ַ���������ƫ�ַ��̵Ľ�������ά�ģ���ʵ�ֹ���ʵ��Ӧ�ã�ֻ��ͨ������������(ִ����)�ʹ������������¶ȿ���ϵͳ[1]���ڴˣ������������ȶԴ�����ʽ���¯�Ķ�̬����ģ�ͽ�������ά�ƽ�������������������Ŀռ䲽����ʱ�䲽�����ڴ˻����������̬��������㷨������ʽPWM���Ƽ�����ʹ������ʽ���¯���¶ȿ��ƾ��Ⱥ;����Դﵽ-2~2 �棬�����п����¡�С���������ԡ�
1 ������ʽ���¯�ṹ�������
1.1 ���¯�ṹ
���¯�ṹ��ͼ1��ʾ��¯���ؾ����Ϊ¯�ڡ������ҡ������ұڡ�������4���֣��������ھ�2.8 m���������⾶1.5 m�������ȹ��������ڹ��������ģ�¯�ڱ��²���Ϊ�����ޣ������ұڲ���Ϊ����֣���֤�������ǿ¯���¶ȷֲ����ȣ��ڼ��ȹ����У����ȿ����ܶȱ�������ܶȵͣ����¯���¶ȷֲ������ȣ�¯������2̨��ͨ�������ķ�����ٽ�����ѭ������ǿ�������ȣ��ӿ����������ٶȣ������¯�������¶ȷֲ��ľ�������һ�������ã�����Ȼ������������Դ�����¶ȷֲ������Ե�Ҫ��¯��ͨ������Ԫ���ĵ���ͨ�Ͻ��е��ڣ���������������ȷֲ���ɶ���������Σ������������η�����Ӧ���ʵĵ���Ԫ���������ڿ���¯�������¶ȷֲ���
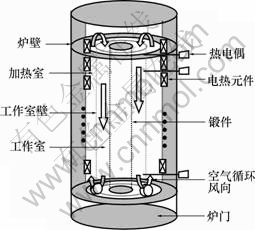
ͼ1 ���¯¯��ṹʾ��ͼ
Fig.1 Structure diagram of the quench furnace
1.2 �����
���������������ǿ�����Ͻ�����Ҫ���ȴ������ա�������ʹ�Ͻ��е�ǿ����������壬�γ�����Ϊ����Ĺ����塣���½ν���ʱ��Ѹ����ȴ����æ�����������[2]������¶�Ӧ���ںϽ�Ĺ����¶ȣ�����һЩǿ������ܽ��Ӱ�����Ͻ��ǿ�ȣ����⣬����¶ȱ�����ںϽ�Ԫ�ص�����ۻ��¶ȣ�����Ӱ��Ͻ�Ļ�е���ܼ���ʴ�ԣ���������Ͻ���գ��������ϡ�Ϊ������õĻ�е���ܣ�����ǿ�����Ͻ��ĺϽ�Ԫ�غ���Ӧ�ϸߣ��γɦ�������������¶���Ӧ��ߣ�����¶ȵ�����������ΧӦ��խ����ˣ��Դ�����ʽ���¯���¶ȷֲ������ԺͿ��ƾ�������˺ܸߵ�Ҫ��
2 ��̬ģ�͵�����ά�ƽ�
������ʽ���¯�¶ȷֲ�����ϵͳ��̬ģ����
![]()
����[9]��������¯�����˵Ķ˲�ЧӦ���߽�����Ϊ
 (2)
(2)
��ʼ����Ϊ![]() ��
��
���У�LΪ¯�ߣ�zΪ�ռ������0��z��L��x(z, t)Ϊ�¶ȣ�u(z, t)Ϊ����������ʾ����Ԫ��������������a1��a2��a3Ϊ��¯��ṹ�йصIJ�����
��ʵ�ʹ���Ӧ���У��ֲ�����ϵͳֻ��ͨ��������������ʵ�ֿ��ƣ�ͨ���Ƚ��ֲ�����ϵͳģ�ͽ�������ά�ƽ����ٽ��п���������ơ������д���������ַ�ʵ������ά�ƽ�[3]����Ҫ���Dz�ָ�ʽ��ѡȡ�Ͳ�����ѡ��ȣ�����ָ�ʽ��ͬ����ض���ͬ���ƽ�����Ҳ��ͬ�����㷨�������ԡ��ȶ����кܴ�Ӱ�졣������ѡ���������ٶȺ;����йأ�������������ȶ��Ժ��������йء�
����¯�ӵ�ʵ�����о��飬�����ε��¶����������ε�Ӱ������ܷ����������¶ȵ�Ӱ����Խ�С��Ϊ�˼���������ƣ����Է����ڱ��������֧·�����������ڱ���֧·��Ӱ�졣�������Ϸ����Զ�̬����ģ�ͽ�������ά�ƽ���ʽ(1)�ұߵĶ���ƫ�����ɶ��ײ�ִ�����һ��ƫ������һ�����IJ�ִ�����
ѡȡ���ײ�ֺ�һ�����IJ�֣�
![]() ��
��
![]() ��
��
ʽ�У�![]() ��Ϊ�ռ�����¯���������Ϊm�ȷ����䣬������ʽ(1)��ɢ��Ϊ
��Ϊ�ռ�����¯���������Ϊm�ȷ����䣬������ʽ(1)��ɢ��Ϊ
 �� (3)
�� (3)
���У�i=1, 2, ��, m-1����������Ľ�⻬�����ڱ߽������㷽��ʽ(2)�����⻬����������1����������![]() ��
��![]() ����
����
 (4)
(4)
�õ� ��![]() ��
��![]() �������Ƿֱ����ʽ(3)����ȥ
�������Ƿֱ����ʽ(3)����ȥ![]() ��
��![]() ��ã�
��ã�
 ��(5)
��(5)
���У���״̬����![]() ���������
���������![]() ���������
���������![]() ��
��![]() ��״̬���̺�������̿�������Ϊ
��״̬���̺�������̿�������Ϊ
![]() (6)
(6)
����![]() ��
��![]() ��
��
![]() ��
��
 ��
��
 ��
�� ��
��
![]() ��
��![]() ��
��![]() ��
��
![]() ��
��![]() ��
��![]() ��
��![]() ��
��
ϵͳ������ά�ƽ����Ƿ�������ԭ�ֲ�����ϵͳ�Ľ⣬��Ҫ���������Է������㣬�õ���֤����ά�ƽ��㷨�����Ŀռ䲽����(��)ʱ�䲽��Ӧ�����������
3 �����Է���
Ϊ���о����Ϸ����Ľ�![]() �Ƿ�������ԭƫ�ַ��̽�
�Ƿ�������ԭƫ�ַ��̽�![]() ������Euler������ʱ��t�ò�������ɢ[4]����ڵ�Ϊ
������Euler������ʱ��t�ò�������ɢ[4]����ڵ�Ϊ![]() ��
��![]() ��
��![]() ����
����![]() ����
����![]()
![]() ���õ���ַ����飺
���õ���ַ����飺
 (7)
(7)
д����ʽ�����ʽΪ��
![]() �� (8)
�� (8)
ʽ�У�
 ��
��
��ʽ(8)Ϊ��ʽ1������ʽ1Ϊ��Σ���![]() ʱ����ʽ1�ĵ�
ʱ����ʽ1�ĵ�![]() �����̼���������k={
�����̼���������k={![]() ��0��i��m}����Ϊ�����ĸ�ʽ2��
��0��i��m}����Ϊ�����ĸ�ʽ2��
���÷���xk={![]() ��0��i��m}�����巶��
��0��i��m}�����巶��![]() ������θ�ʽ��ÿ�������ұ����ϵ���Դ��ڵ���0�����С�ڵ���1ʱ������֤�����Ľⰴ�����Dz�����[5]����
������θ�ʽ��ÿ�������ұ����ϵ���Դ��ڵ���0�����С�ڵ���1ʱ������֤�����Ľⰴ�����Dz�����[5]����![]() ��
��![]() ����
����![]() ���������ʽ��ʽ���ȶ��Խ������ۡ�
���������ʽ��ʽ���ȶ��Խ������ۡ�
����1 �ӣ�0��h��0��a1��0��a2��0��a3��0��
����2 �����¹�ϵʽ������
 (9)
(9)
�ɼ���2�����Ƶ�����ʽ(9)�ĵȼ۹�ϵʽ
h��![]() ���ӡ�
���ӡ�![]() ��
��
����1 ������1�ͼ���2����ʱ�������ʽ(8)���С����������� ����![]() �� �� ��(10)
�� �� ��(10)
֤ �� ![]() ��
��
![]() ��
��
![]() ��
��
ʽ(10)��֤��
����ʽ(8)����η��̣���
![]() ��
��![]() ��
��
������1����������ʱ����![]() ��
��![]() ��
��
����2 ��h�ͦ��������1�ͼ���2������θ�ʽ(8)�Ľ�![]() ����
����![]() ��
��![]() ������ʽ�ȶ���
������ʽ�ȶ���
������1������2�õ�����1��
����1 ��h�ͦ���������0��h��![]() ��0���ӡ�
��0���ӡ�![]() ʱ�����Ϸ���������
ʱ�����Ϸ���������
ͨ�����Ϸ������ֲ�����ģ�ͷֽ�Ϊm�����ν��п��Ʋ�����ռ䲽����Ҫ���ڷ����㷨�����Ե�ͬʱ�õ�ʱ�䲽����ȡֵ��Χ������������Ӧ�����������
4 �ֲ�����ϵͳ��̬��������㷨
������ʽ���¯���ö����μ��ȷ�ʽ��¯���ȴ�����ʽ���ӣ�������������֮�����ǿ������ԡ�ʵ��֤�������ڼ��в���ģ�͵�˫�ջ�PID���ơ�Ԥ������Լ������������Ƶȶ�������¯���¶ȴ�ռ䷶Χ������ֲ��߾����Ժ�¯�¿��Ƹ߾��ȵ�Ҫ�������ģ�����ƣ�ģ�����Ʊ�����ʮ�ָ��ӣ�ģ������ֻ��ȡ���Ŀ��Ƶȼ�����̬���ϴ�����ʵ�ָ߾��ȿ���[6]�����Ľ��ֲ�����ϵͳ��̬����Ϊ�����������ϵͳ���п��ƣ���������ʵ�ֹ��̣�������ѧϰ�㷨�Ŀ�������������߿��ƾ��ȡ��Լ�����Ľ������Ϊ����ֵ������ʵ�����й������Խ�������ϵ���������ߵ������Բ������ֲ�ȷ�����ض��¶ȿ��ƾ��ȵ�Ӱ�졣�ֲ�������������㷨ԭ����ͼ��ͼ2��ʾ��
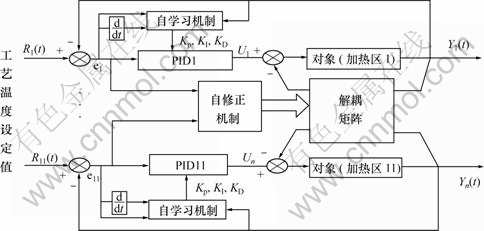
ͼ2 �ֲ�����ϵͳ������ѧϰPID����ԭ����ͼ
Fig.2 Schematic diagram of self-learning PID control algorithm for decoupling in distributed parameter system
4.1 ����������ȡ
��ʽ(6)���Եõ�״̬���̣�
![]() (11)
(11)
ÿ�����ο����������![]() ��״̬����xi-1��xi��xi+1����������״̬�����������[7]Ϊ
��״̬����xi-1��xi��xi+1����������״̬�����������[7]Ϊ
��ջ�ϵͳ��״̬�ռ䷽�̣�
![]() (12)
(12)
ʽ�У�
![]() =
=
 ��
��
״̬�ռ䷽�̻�Ϊ��Խ��������Ϊ��
![]() ��
��![]() ��
��![]() ��
��
![]() ��
��![]() ��
��![]() ��
��![]() ��
��
��ã�
 (13)
(13)
�����õ�״̬����Ϊ��
![]() (14)
(14)
���У�![]() Ϊ�Խ���
Ϊ�Խ���
ͨ��״̬��������K��ϵͳ����Ϊ11����Զ����ļ��п�����ϵͳ��״̬��������K�ֳ�Ϊ����������зǶԽ����ϵ�ϵ����Ϊ����ϵ����������õĽ���ϵ����Ϊ��������֮�����ϵ��������ֵ������ϵ���������������е�ʵ������״̬���������������ܹ�����ʵ�ʹ����в�ȷ�����ص�Ӱ�죬����¶ȿ��ƾ��ȡ�
4.2������ϵ����������
���ڴ��ʹ��¯ʵ������ʱ����绷���¶ȵĸı䡢��ѹ��������������������������ȸ������ظ��Ż�Ӱ��ϵͳ��ģ��ȷ�ԣ����ݾ�ȷģ�ͼ���õ��Ľ���������������ƾ���Ҫ����ˣ���Ҫ������������ϵ���������±�ʶģ�Ͳ������������ε��¶��ڹ����趨ֵ����С��Χ֮�ڲ����������ʵ������״̬���Խ���ϵ������K����С��Χ����������һ���������¶��빤���趨ֵ��ƫ�������������Χ��ģ�Ͳ����������¶ȷ����ϴ�ı仯������Ҫ�Էֲ�����ģ���ٴν��б�ʶ[8]���õ��µĽ����������ֵ��
���i, i-1ei, i-1�ͦ�i, i+1ei, i+1Ϊ��������֮��Ľ����i=1, 2, ��, 11�����У���i, i-1�ͦ�i, i+1Ϊ�������εĽ���ϵ����ei, i-1(k)��ei, i+1(k)Ϊ�������ε��¶Ȳ����������ei, i-1(k)=[Yi(k)-Yi-1(k)]��ei, i+1(k)=[Yi(k)-Yi+1(k)]��
�������εIJ���¶��빤���¶��趨ֵ֮����������Χ��ʱ����������ϵ�������¹���[9]���е������ڱ��¶Σ���������֮����¶Ȳ��С����Ӧ����������Ӱ��Ҳ��С����1����2����3�ͦ�4Ϊ�dz�С�ij�������������Ϊ��
If ei, i-1(k-1)����3 and ei, i+1(k-1)����4 then |��i, i-1|=0��|��i, i+1|=0��
If ei, i-1(k-1)����3 and ei, i+1(k-1)����4 then ![]() ��
��![]() ��
��
If r1����1 then ![]() ��
��
If r2����2 then ![]() ��
��
��i, i-1(k)�ķ�����ei, i-1(k-1)��{ ei, i-1(k) -ei, i-1(k-1)}�ķ��ž�������i, i+1(k)�ķ������ɦ�i, i+1(k-1)��{ ei, i+1(k) -ei, i+1(k-1)}�ķ��ž�����
����ϵ��|��i, i+1|��|��i, i-1|������ֵ����ͨ�����ϼ���õ�[10]���������½ζ�����¯��ľ�����Ҫ��ʮ���ϸ���ˣ����½εĽ���ϵ��ȡΪ�㡣
4.3 ��ѧϰPID�����㷨
Ϊ��֤����ϵͳ���������Ժ��ڱ��½ε��¶ȿ��ƾ��ȣ������ǹ���ʵ�ֵĿ������Լ�ʵʱ�ԣ�����ϵͳ������ѧϰPID�����㷨[11-12]���Լӿ���¯�����½Σ����̼ӹ����ڣ���߲���������֤���½��¶ȿ��ƾ��ȡ���i�����εĿ���ԭ����ͼ3��ʾ��
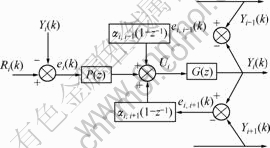
ͼ3 ��i�����εĿ���ԭ����ͼ
Fig.3 Schematic diagram of control in ith sector
��KP, i��TI, i��TD, i�ֱ�Ϊ��i������PID�������ı������ӡ��������Ӻ������ӣ�T0�ǿ������ڣ�Ri(k)Ϊ��i�����εĹ����¶��趨ֵ��Yi(k)Ϊ����¶ȣ�?ui(k)Ϊ��̬�̵�����ͨ�ϱȣ�������֮���������ü�Ϊ���������¶Ȳ�ֵ�Ը������¶ȿ����Ŷ�Ӱ�졣
![]()
![]()
![]()
![]() �� (15)
�� (15)
![]() ��
��
![]()
![]() �� (16)
�� (16)
������ѧϰ����ʽPID�����㷨�����ߵ�������KP, i����TI, I��TD, i����ÿ�����ε��¶Ȳ���ֵYi(k) ���趨ֵRi(k)����õ��¶����ei(k)����������PID���ƵIJ�������ֵ�ɲ����������õ���Ȼ����ר�Ҿ����ж�ϵͳ������״̬����ͨ����ѧϰ�������PID������
4.4 ����ʽPWM���Ƽ���
������ʽ���¯������Ӵ���Ԫ���ĵ繦�ʴ������þ�բ�����ഥ�����Ƶ�ѹ�ı�繦���������¶ȣ�������·�ṹ���ӣ������ʸߣ����һ�Ե�������г����Ⱦ�����ô��ʹ�̬�̵������Ƶ���Ԫ���ĵ���ͨ�ϣ��ṹ�����Ʒ��㣬�����ʺ� ��[13-15]��ͨ��PLC��PWM(������ȵ���)��ʽ���Ƽ���Ԫ���ĵ���ͨ�ϣ�����г���Ե�������Ⱦ��
Ϊ���������ʽ���¯�Ŀ������¡�С���������½��¶ȿ��Ƹ߾��Ⱥ߾�����Ҫ�����½η�Ϊ3�Ρ��������ƹ���ʾ��ͼ��ͼ4��ʾ��

ͼ4 ��i��֧·�Ŀ��ƹ���ʾ��ͼ
Fig.4 Diagram for control process in ith branch
a. ��1��(ei(k)����1i)�����ñ������ƣ�KP, iȡֵ�ϴ�ʹ��ui(k)=100%��
b. ��2��(��1i��ei(k)����2i)����һ�β���PID�����㷨��?KP, i��0��?TI, i��0��?TD, i��0��
�����½Σ�?KP, i��?TI, i��?TD, I�ֱ���KP, i��TI, i��TD, i������ֵȷ���������㳬����Ҫ���ǰ���¾����ܵ���������ٶȡ�
c. ��3�Σ�������������Ҫ�Ǽӿ�ϵͳ����Ӧ�ٶȣ���С������������ϵͳ���Ŷ�����������������Ϊ����߱��½εĿ�������������֤���ƾ��ȣ���һ�ν�����PI�����㷨��?KP, i��0��?TI, i��0����?TD, i =0��KP, i��TI, i��С������ֵ���������ѧϰ�õ��ĸ���֧·�������������ͨ��ռ�ձȣ�ͨ��PLC���Ƶ���Ԫ���ĵ���ͨ�ϣ��Ӷ������½θ������ε��¶ȿ������趨ֵ����������������Χ�ڡ�
4.5������
�¶ȿ���ϵͳͶ�����к����¹��̵ij�������ͣ��ɴ���15 ����ٵ�С��7 �棻����ʱ�����̣���ԭ����40 min���ٵ�25 min�����½ε��¶Ⱦ�������ߣ��¶Ȳ�����ԭ��-6~6 ���С��-2~2 �棻ϵͳ�����ȶ�����Ʒ��Ʒ����Ӧ��ߡ�ͼ5��ʾΪij������¶�ʵ���������ߡ�

1������6��2������9��3������3
ͼ5 ij������¶�ʵʱ��������
Fig.5 Temperature curve of real-time running ofone quench condition
��ͼ5���Կ��������¶�¯��������ֲ����¶Ⱦ����ԺͿ��ƾ��ȿɴﵽ��2�档
4���� ��
a. ��Դ�����ʽ���¯�¶Ⱦ��зֲ������������ԡ�ǿ��ϵ��ص㣬����ֲ�����ϵͳ��̬������ѧϰPID�����㷨���������ͨ�����ض���Ķ�̬��ѧģ����ɢ���õ���
b. ������ά�ƽ��㷨�������Խ��з�������ø����οռ䳤�ȺͿ��Ʋ���Ӧ�����������
c. ��������Ӧ�����ߵ���ר�ҹ���ʹ��̬������ѧϰPID�����㷨�ܼ�ʱ����ϵͳ�����仯�����ϵ���ı仯�������˲�ȷ�����غ���������Ӱ�졣
d. ��֤���¶ȿ��Ƹ߾��Ⱥ߾����ԡ���֧·�����㷨�IJ��������Լ���������ʵ�ּ����ڹ���ʵ�֡�
�ο����ף�
[1] ZHENG Da-guang. System identification and model-based control for a class of distributed parameter systems[D]. Texas: Department of Chemical Engineering, Texas Technology University, 2003.
[2] �����. ���Ͻ��ȴ��������Ͻ���¯�ļ����ؼ�[J]. ��������ȴ�����2002��23(5)��9-10.
WU Guang-zhi. Key technology of heat treatment and quench furnace for aluminum alloys[J]. Heat Treatment of Metals Abroad, 2002��23(5)��9-10.
[3] �۶���, �� �|. �����ͷ��̲�ָ�ʽ���ȶ��Է���[J]. ������ѧѧ��, 2003, 15(4): 94-96.
SHAO Dong-nan, ZHANG Tao. The stability analysis of difference schemes for the parabolic equations[J]. Journal of Shenyang University, 2003, 15(4): 94-96.
[4] Ԭ��. ��ά�������Ʒ��̵�ֱ�߽ⷨ����������[J]. ϵͳ����ѧ����1999��11(6)��395-400.
YUAN Zhao-ding. Line methods for two dimension transpiration control equations and their convergence[J]. Journal of System Simulation, 1999, 11(6): 395-400.
[5] ������. 31 m����ѭ�����¯������¶ȿ���ϵͳ[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ�棬2004��35(2)��285-289.
ZHOU Li-hong. The computer temperature control system of 31 m air-circling quenching furnace[J]. Journal of Central South Univetsity: Science and Technology, 2004, 35(2): 285-289.
[6] Sauermann H, Stenzel C H, Keesmann S, et al. High-stability control of multizone furnaces using optical fibre thermometers[J]. Cryst Res Technol, 2001, 36(12): 1329- 1343.
[7] Ogusu K, Matsumoto N, Otsuka M. Decentralized control for distributed micro actuators[C]//Proceedings of the 35th Conference on Decision and Control. Kobe, Japan, 1996: 2773-2774.
[8] �� �. ������ʽ���¯�¶ȷֲ�����ϵͳ���Ʋ����о���Ӧ��[D]. ��ɳ�����ϴ�ѧ��Ϣ��ѧ�빤��ѧԺ��2006.
ZHOU Xuan. Research and application of temperature control strategies based on distributed parameter system in large-scale vertical quench furnace[D]. Changsha: School of Information Science and Technology, Central South University, 2006.
[9] ZHOU Xuan, YU Shou-yi, YU Jiang, et al. Multivariable temperature measurement and control system of large-scaled vertical quench furnace based on temperature field[J]. Journal of Control Theory and Applications (JCTA), 2004, 2(4): 401-405.
[10] ÷ ��. ��ɫұ��¯Ҥ�������Ż�[M]. ������ұ��ҵ������, 2001.
MEI Chi. Simulation and optimization for nonferrous metal metallurgic stove[M]. Beijing: Metallurgical Industry Press, 2001.
[11] Banks H T, Smith R C. Experimental confirmation of a pde- based approach to design of feedback controls[J]. SIAM Journal of Control and Optimization, 1997, 35(4): 1263- 1296.
[12] ½��. ƫ�ַ��̵���ֵ�ⷨ[M]. �������廪��ѧ������, 2004.
LU Jin-fu. Numerical solution of partial differential equation[M]. Beijing: Tsinghua University Press, 2004.
[13] Gunzburger M D, Hou S L. Finite dimensional approximation of a class of constrained nonlinear optimal control problem[J]. SIAM Journal of Control and Optimization, 1996, 34(4): 1001-1043.
[14] �ܡ�诣�������. �ֲ�����ϵͳ������ʶ����Ѳ���λ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2004, 35(1): 238-242.
ZHOU Xuan, YU Shou-yi. Optimal sensor location for the parameter identification in the distributed parameter system[J]. Journal of Central South Univetsity: Science and Technology, 2004, 35(1): 238-242.
[15] Burns J A, King B B. On the design of feedback controllers for a convecting fluid flow[C]//Proceeding of the 1999 IEEE CCA/CACSD. Kohala Coast, 1999: 1157-1162.
�ո����ڣ�2007-01-31
������Ŀ�����ҡ�973���ƻ���Ŀ(2002CB312200)
����飺�� �(1976-)��Ů�����������ˣ���ʿ�����·ֲ�����ϵͳ���Ʋ��Ե��о�
ͨѶ���ߣ��� 诣�Ů����ʿ���绰��0731-8836739; E-mail: lianglq@mail.csu.edu.cn
[J]. ��������ȴ�����2002��23(5)��9-10." target="blank">[2] �����. ���Ͻ��ȴ��������Ͻ���¯�ļ����ؼ�[J]. ��������ȴ�����2002��23(5)��9-10.
[3] �۶���, �� �|. �����ͷ��̲�ָ�ʽ���ȶ��Է���[J]. ������ѧѧ��, 2003, 15(4): 94-96.
[4] Ԭ��. ��ά�������Ʒ��̵�ֱ�߽ⷨ����������[J]. ϵͳ����ѧ����1999��11(6)��395-400.
[5] ������. 31 m����ѭ�����¯������¶ȿ���ϵͳ[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ�棬2004��35(2)��285-289.
[8] �� �. ������ʽ���¯�¶ȷֲ�����ϵͳ���Ʋ����о���Ӧ��[D]. ��ɳ�����ϴ�ѧ��Ϣ��ѧ�빤��ѧԺ��2006.
[10] ÷ ��. ��ɫұ��¯Ҥ�������Ż�[M]. ������ұ��ҵ������, 2001.
[12] ½��. ƫ�ַ��̵���ֵ�ⷨ[M]. �������廪��ѧ������, 2004.
[14] �ܡ�诣�������. �ֲ�����ϵͳ������ʶ����Ѳ���λ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2004, 35(1): 238-242.
" target="blank">[15] Burns J A, King B B. On the design of feedback controllers for a convecting fluid flow[C]//Proceeding of the 1999 IEEE CCA/CACSD. Kohala Coast, 1999: 1157-1162.
