
DOI: 10.11817/j.issn.1672-7207.2017.06.011
�������������Է�������������̬��������
����1�����Ƿ�2��������1���ŵ1
(1. ������ѧ ���Ƽ����������Զ��������ص�ʵ���ң����� ������110819��
2. ̫ԭ�Ƽ���ѧ ���ͻ�е�����������о����ģ�ɽ�� ̫ԭ��030024)
ժ Ҫ��
�ź�ȿ��Ʋ��ԣ���һ����ߺ�ȿ��ƾ��ȣ������������Թ��̷������������ƹ����й��졢���Ϻ�Ⱥ��¶ȵȶԳ��ڳ�Ʒ��ȵ�Ӱ�죬�õ���Ӱ�����صĺ��Ӱ��ϵ������Ժ�ȼ�AGC�ͼ��AGC��������ŵ����⣬���һ�ֶ�̬�������������Ʋ��ԣ������Ż���ĺ�Ȳ���Ӧ����ij��������ȿ���ϵͳ�С��о�������������ڵ����Ĵ��֣�ƽ�����ƫ���ڡ�25 ��m��Χ�ں��Ԥ�⾫�ȿɴ�96.8%���ϣ�ƫ���ڡ�50 ��m��Χ�ں��Ԥ�⾫�ȿɴ�98.8%���ϣ������ֳ�����Ҫ��
�ؼ��ʣ�
����������̬����������������Ӱ��ϵ�������AGC����ȼ�AGC��
��ͼ����ţ�TG333.5 ���ױ�־�룺A ���±�ţ�1672-7207(2017)06-1492-07
Rolling characteristics analysis and dynamic roll force locking strategy for hot strip mill
PENG Wen1, JI Yafeng2, CHEN Shuzong1, ZHANG Dianhua1
(1. The State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110819, China;
2. Engineering Research Center for Department of Heavy Machinery Education,
Taiyuan University of Science and Technology, Taiyuan 030024, China)
Abstract: In order to obtain the thickness control scheme and improve the thickness precision in hot strip rolling, the rolling characteristics process was discussed, and the gap-position, primary thickness and the temperature which were related to the target thickness were taken into consideration, and finally the influences coefficients was received. Aiming at the problem which is mutual interference when the monitor automatic gauge control (AGC) is also used simultaneously with gauge meter AGC, a kind of novel dynamic locking force control strategy was proposed. The optimized control strategy was applied in the AGC system in one hot strip mill. The result indicates that the strip thickness deviation can be controlled within the target tolerances ��25 ��m over 96.8%, and tolerances ��50 ��m over 98.8%, satisfying the requirement of production.
Key words: hot strip mill; dynamic locking force control strategy; influence coefficient; monitor AGC; gauge meter AGC
����������Ϊұ��ҵ����Ҫ��Ʒ�㷺Ӧ���ڹ��õ������������������ͼ����ķ�չ����������Ʒ��ȿ��ƾ��������Խ��Խ�ߵ�Ҫ����Զ�����(automatic gauge control��AGC)ϵͳ�㷺Ӧ�����Զ�����ϵͳ���У��Ա�֤����ȫ����Ⱦ�������������Ҫ�����ã����ִ����������������Ҫ����ɲ���[1-5]��AGCϵͳ��Ҫ����ǰ��AGC����ȼ�AGC�ͼ��AGC������ǰ��AGC���ȼ�AGC���Էֱ�����AGC����ʹ���Ի�����õĺ�Ⱦ��ȣ���ȼ�AGC����AGC����ʹ����Ϊ�������ֺ��ƫ�����Ҫ���Ʋ��ԣ�����֮���������ŵ����⣬�������ͨ�����۷�����ʾ������ŵ�ԭ�����ɲ���Dz������ƫ���Ϻ�ȼ�AGC���ݵ������̼���ó����ƫ��IJ��Խ����ȼ�AGC����AGC����������⣬��ͬʱ�����˼��AGC�Ŀ��ƾ���[6-9]���������߲���Ӱ��ϵ��������Ӱ���ȿ��ƾ��ȵĹؼ����أ����ڴ˻����������̬�������������Ʋ��ԣ�����˺�ȿ����е���������⣬������ȼ�AGC����AGC֮�������ţ�����˺�ȿ��ƾ��ȣ���Ӧ�о��ɹ��ѳɹ�Ӧ�������������������У���ȡ�������õĺ�ȿ���Ч����
1 Ӱ���ȵĹؼ����ط���
1.1 �����������
���������������У�ÿ��������(��ں�Ȳ������¶Ȳ�����)�����ڻ��ܼ�����ݣ���ɻ��ܲ����ı任����ֱ��Ӱ�챾���ܹ���֮�⣬������Ӱ���������ܵĹ�����������Ӱ���Ʒ��ȡ�
���������������У���������������ģ�� ���뵯�����̵�������ʽ
���뵯�����̵�������ʽ �������ٶȲ����;������ƹ����п��ȱ仯������Ŀǰ�����������ܿ����ڼ�С��Χ�ڣ�������������ȷ��̿���д��һ�����������ʽ��
�������ٶȲ����;������ƹ����п��ȱ仯������Ŀǰ�����������ܿ����ڼ�С��Χ�ڣ�������������ȷ��̿���д��һ�����������ʽ��
 (1)
(1)
ʽ�У�iΪ���ܺţ�(As)iΪ����Ӱ��ϵ���� ��
�� Ϊ���Ϻ��Ӱ��ϵ����
Ϊ���Ϻ��Ӱ��ϵ���� ��
�� Ϊ���ο���Ӱ��ϵ����
Ϊ���ο���Ӱ��ϵ���� ��
��
���ǵ������о��Ķ����Ǹ������ı䶯����ƫ��ϵ����������ͨ��������С�仯��Χ�ڽ������Ժ������Ի��ķ��������о��������������ߵĽ��Ʒ������м���(��ͼ1��ʾ)���� Ϊ����ͨ���ı���ܵij��ں��
Ϊ����ͨ���ı���ܵij��ں�� ������µ�������
������µ������� ���Ӷ�����õ�ƫ��ϵ����
���Ӷ�����õ�ƫ��ϵ����
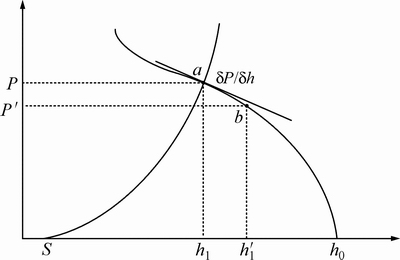
ͼ1 ���������ʾ��ͼ
Fig. 1 Schematic of secant method
 (2)
(2)
��b�����ӽ���a��ʱ���Ҽ���Ϊ���ߣ�ʹ��ͬ���ķ������Լ��� ��
�� ��ƫ��ϵ����
��ƫ��ϵ����
1.2 Ӱ��ϵ������
�ڴ��ֵ������������У�Ϊ�˷����Ŷ�������������Ŀ������Ӱ�죬һ�㽨����Ŀ�������Ŷ����Ϳ�������ɵľ�̬�ۺϷ���������ѧģ�͡�����������������˵�������¶ȱ仯��ɵ�Ӳ�Ȳ����Լ����Ϻ�ȵı仯Ϊ�Ŷ�����ѹ��λ�ñ䶯Ϊ������������Ŀ����ΪĿ����������Ӱ��ϵ��������Ӱ���������������ʽ���������飬������Ч������Ӱ�����ضԳ��ں�ȵ�Ӱ��[10-11]��
���ǵ�������ǰһ�ܵij��ں�ȱ仯Ϊ��һ������ں�ȱ仯��һ�ص㣬�ڷ�����һ�Ŷ������������Ŀ������Ӱ��ʱ������Ҫ������Ա����ܳ��ں��Ӱ�죬����Ҫ���㱾���ܳ��ں�ȱ仯�Գ�Ʒ��ȵ�Ӱ�졣
���о�����λ�ñ仯 �����ճ�Ʒ���hn��Ӱ�죬����i���ܵ�ѹ�¶����Գ�Ʒ��ȵ�Ӱ��ʱ������ʽ���м��㣺
�����ճ�Ʒ���hn��Ӱ�죬����i���ܵ�ѹ�¶����Գ�Ʒ��ȵ�Ӱ��ʱ������ʽ���м��㣺
 (3)
(3)
��һ���У�
 (4)
(4)
���Ϻ�Ȳ��� �����ճ�Ʒ���hn��Ӱ��ϵ��Ϊ
�����ճ�Ʒ���hn��Ӱ��ϵ��Ϊ
 (5)
(5)
�ʣ�
 (6)
(6)
���о�����¶Ȳ�����ɵı��ο������� �Գ�Ʒ���hn��Ӱ��ʱ����Ҫ��������2�����棺
�Գ�Ʒ���hn��Ӱ��ʱ����Ҫ��������2�����棺
1) ��ÿ�����ܶ������Ӱ�죬��ÿ���ܻ��� (
( )��
)��
2) ��ʹi���ܲ��� �����ֻ�Ӱ���������ܵij��ں�ȡ�
�����ֻ�Ӱ���������ܵij��ں�ȡ�
 һ���ɴ����¶ȱ仯��ɣ���ˣ�
һ���ɴ����¶ȱ仯��ɣ���ˣ�
(7)
ʽ�У� Ϊ�¶ȶԱ��ο�����Ӱ��ϵ����Ϊ����¶Ȳ�����ɵı��ο����仯����
Ϊ�¶ȶԱ��ο�����Ӱ��ϵ����Ϊ����¶Ȳ�����ɵı��ο����仯����
���Եó��¶Ȳ����Ժ�ȵ�Ӱ��ϵ�� ��
��
 (8)
(8)
�ʣ�
 (9)
(9)
1.3 �������������Է���
1.3.1 ƫ��ϵ������
ij1 580 mm����������Ϊ��������ֱ��760 mm�������ն�Ϊ5 800 kN/mm���Կ���1 250 mm����Q235�ĵ��ͺ�ȴ��ֽ���Ӱ��ϵ�����㡣
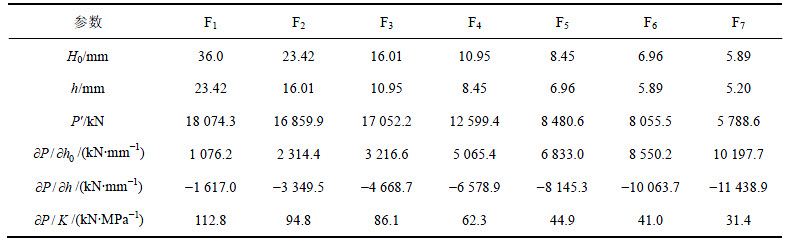
�Ժ����������Ϊ�������ֱ��ʵ�����������еĵ������ƺ�Ƚ���ƫ��ϵ�����㣬���к��5.20 mm���ֵ�ƫ��ϵ�����1��ʾ���Դ�Ϊ����������ں�Ȳ���1 mm������¶Ȳ���20 �棬�����ܹ���ƫ��1 mm����һ�������˴��ֺ�ȷֱ�Ϊ2.00 mm��3.52 mm�Լ�7.00 mm��Ӱ��ϵ����
1.3.2 �������Է���
����Ӱ��ϵ���仯������ͼ2��ʾ����ͼ2���Կ��������ڸ���ͬ��ȵĴ��֣����λ��ܹ���仯��Ӱ����������ƣ��������ų�Ʒ��ȵ����ӣ������Ӱ���ø�����Ҫ��
���λ���F1~F3����仯�Բ�ͬ��ȴ��ֵij�Ʒ�����һ��Ӱ�죬����Ŀ���ȵļ�С���Գ�Ʒ��ȵ�Ӱ���������ڽϺ����(���7.0 mm)��F3����Ӱ��ϵ��С��0.02��Ͷ��AGC�Գ�Ʒ���Ӱ���С�������ڱ�����(���2.0 mm)��F3����Ӱ��ϵ����0.05���ң��Գ�Ʒ���Ӱ����Խϴ�
��ĩ����F6��F7����仯�Գ�Ʒ��Ⱦ��кܴ�Ӱ�죬��������2������Ͷ��AGC���ڱ�֤��Ʒ�����������Ҫ�����á�
���Ӱ��ϵ���仯������ͼ3��ʾ����ͼ3���Կ��������Ϻ�ȶ�F1��F2���ܳ��ں�ȵ�Ӱ��ϴ������λ��ܵ�Ӱ���С��˵�����������鱾�����м�Сԭ�Ͼ��Ժ����������Ҿ�����������ƺ����Ϻ�ȼ����Գ�Ʒ�����Ӱ�졣
�¶ȶԳ��ں�ȵ�Ӱ����Ҫ�������¶Ȳ����Ա��ο�����Ӱ�죬���ο����ı仯��һ��Ӱ����ں�ȡ��¶�Ӱ��ϵ���仯������ͼ4��ʾ����ͼ4���Կ��������ϱ��ο����仯��ǰ�Ļ��ܳ��ں���нϴ�Ӱ�죬���ں������ܵ�Ӱ��ϵ����Ȼ�½�������Ȼ�Ƚϴ���Ӱ����ܳ��ں�ȵ���Ҫ���أ���Ҳ��ַ�ӳ�����¶Ȳ�����ɵı��ο������������л��ܳ��ں�ȵ�Ӱ�춼�ϴ����ط��ԡ�
ͨ������Ӱ��ϵ���������Եó����������ں��ƫ������������������ƺ�Գ�Ʒ���Ӱ�켫С�����ɴ���ȫ���¶Ȳ�����ɵı��ο������������ط��ԣ��Դ��ֳ�Ʒ���ƫ���кܴ�Ӱ�졣
��1 ���5.20 mm���ֵ�ƫ��ϵ��
Table 1 Partial differential coefficients for strip steel with thickness of 5.20 mm
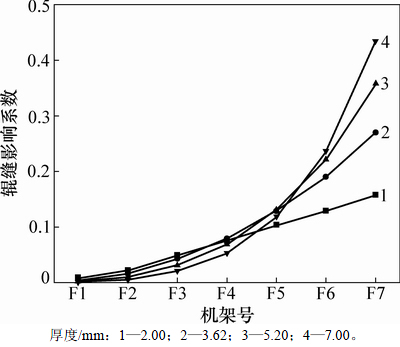
ͼ2 ����Ӱ��ϵ���仯����
Fig. 2 Trend of gap influence coefficient
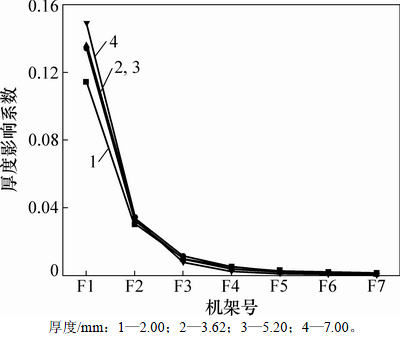
ͼ3 ���Ӱ��ϵ���仯����
Fig. 3 Trend of thickness influence coefficient
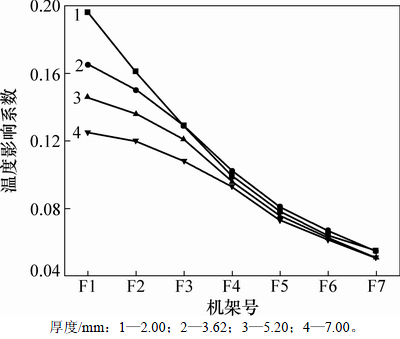
ͼ4 �¶�Ӱ��ϵ���仯����
Fig. 4 Trend of temperature influence coefficient
2 ��ȼ�AGC����AGC�������
��AGC���ƹ����У�һ����ú�ȼ�AGC�ͼ��AGC���ϵIJ��Ա�֤��Ʒ��ȵĿ��ƾ��ȣ������ȼ�AGC�ͼ��AGC���������������ߺ�ȿ��ƾ��ȵĹؼ����ڡ�
�¶ȶԳ�Ʒ��ȵ�Ӱ����Ҫ�������¶Ȳ����Ա��ο�����ɵ�Ӱ�졣�����������������У������¶Ȳ�����ԭ��������2��[12-14]��1) ���ڴ�β��ʱ�䱩¶�ڿ���������ɴ�ͷ����β���¶������Խ��ͣ�2) ����¯�ڵ����ڸ���������ɵĵ��¶Σ��˶��¶Ȳ�����������ɽϴ��Ȳ�����
����ͬ�����ֺ��ƫ�����Ҫ�����Dz��ú�ȼ�AGC����˺�ȼ�AGC����Ҫ������ˮӡ��ɵĺ�Ȳ�������Ҫ��������ͷβ�²���ɵĴ���ȫ�������Ժ��ƫ��ڴ���ͷβ�²�ϴ�ʱ����ɺ�ȼ�AGC�������ϴ�������AGC���ڷ����෴�������ʹ���AGC������;ֹͣ������Ϊ����������⣬��ȡ�ɺ�ȼ�AGC����ˮӡ��ɵĺ��ƫ��ɼ��AGC�����ɴ���ͷβ�²���ɵ������Ժ��ƫ��Ŀ��Ʋ��ԡ�
2.1 ��̬�������������Ʋ���
��ȼ�AGC�������������������ֵ�������������������������������ߵó�[15-16]������ˮӡ��Ҫͨ�����������������Ȳ�������˿��Բ��ö�̬�����������ķ�ʽ����С�ɴ���ͷβ�²���ɵ������������Ժ�ȼ�AGC��Ӱ�졣
��ȼ�AGC���̣�
 (10)
(10)
ʽ�У�KmΪ�����նȣ�kN/mm��QΪ��������ϵ����kN/mm��fHΪ�����Ʒ��������̣�fMΪ��ϵ�������̣���Ϊ��ϵ�����������ӣ�SΪ���죬mm��SLΪ�������죬mm��
��ʽ(9)�ɵö�̬���ƫ�
 (11)
(11)
ʽ�У� Ϊ��̬������������kN��
Ϊ��̬������������kN��
����ͷβ�²���ɵ��������������ǰ�������¶ȱ仯���仯�����Կ��ɻ�ǰ�����ǵ��¶ȱ仯����ȷ�������������仯���ơ�
Ϊ�������ٶȱ仯�Դ����¶Ȳ������ٵ�Ӱ�죬�����������ٷ�ʽ���㵥λ���������¶�ƫ�
 (12)
(12)
ʽ�У� Ϊ��λ���������¶�ƫ��棻tsΪ��λ�������ȴ����¶ȣ��棻tLΪ����ͷ���¶�����ֵ���档
Ϊ��λ���������¶�ƫ��棻tsΪ��λ�������ȴ����¶ȣ��棻tLΪ����ͷ���¶�����ֵ���档
���� Ϊ����������¶ȵĵ�λ���������¶Ȳ���������
Ϊ����������¶ȵĵ�λ���������¶Ȳ���������
 (13)
(13)
��i�������ƴ�����������Ϊ
 (14)
(14)
ʽ�У�LΪ���ֵ�λ�������ȣ�mm��HΪ�������Ϻ�ȣ�mm��hiΪ��i���ִܸ��ֺ�ȣ�mm��
��i���ܶ�̬���������� ��
��
 (15)
(15)
ʽ�У� Ϊ���ܴ���ͷ��������������kN����Ϊ�������������ӣ�����ֲ��ʡ����ȼ�����йء�
Ϊ���ܴ���ͷ��������������kN����Ϊ�������������ӣ�����ֲ��ʡ����ȼ�����йء�
��ʽ(11)��ʽ(15)�����ɵö�̬�������������Ʒ�ʽ�µĺ��ƫ�



 (16)
(16)
ʽ�У�SiΪ��i���ܹ��죬mm��
2.2 ��ȼ�AGC����AGC������Է���
Ϊʹ��ȼ�AGC�ͼ��AGC�ĺ�Ȼ�����һ�£��ڼ����������ʱӦ�ۺϿ������������еij��ں��ƫ�� �������ƫ��
�������ƫ�� Ϊ
Ϊ

 (17)
(17)
�Ӷ��õ����AGCͶ��ʱ����ȼ�AGC�Ĺ�������� Ϊ
Ϊ

 (18)
(18)
3 �ֳ�Ӧ��Ч������
���ĵĿ��Ʋ����ѳɹ�Ӧ����ij�����������ߣ����öԱ���������ķ�ʽ����ʵ��Ч��������ͼ5��ͼ6��ʾ�ֱ�Ϊ����ΪQ235B����Ʒ���5.20 mm�IJ�Ʒ�ڴ�ͳAGC���ƺͻ��ڶ�̬����������AGC���Ʋ����µ�ʵ�ʺ�ȿ���Ч�����ߡ�
��ͼ5���Կ������ڴ���ͷ����ȿ��ƹ����д��ڼ��AGC���ںܿ�ﵽ�������⣬��������ȼ�AGC���ѱ�֤���ֵij�Ʒ��Ⱦ��ȣ���ɳ�Ʒ���ֺ��ƫ��ϴ���ͼ6���Կ��������û��ڶ�̬������������AGC����ʱ��������Ч�ر���2��AGC���ŵ����⣬�����ֵĺ��ƫ������ڽϸ߾������ڣ�ȡ�������õĿ���Ч����
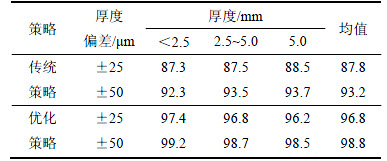
������ʱ��ĵ��ԺͲ����Ż��������Ʋ������ȶ�Ӧ����������������Ʒ�����������У���һ������������252����ֽ��к��ƫ��ͳ�ƣ�ͳ�ƽ�����2��ʾ��ͳ�����ݱ������봫ͳ���Ʋ�����ȣ����ƫ���25 ��m�Ŀ��ƾ�����87.8%�����96.8%�����ƫ���50 ��m�Ŀ��ƾ�����93.2%�����98.8%����������˲�Ʒ������
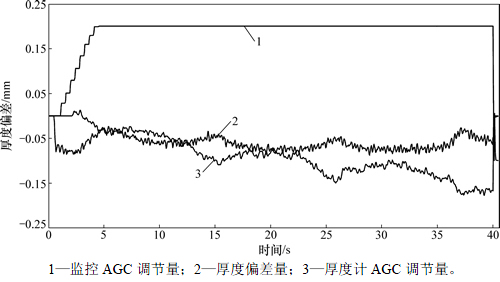
ͼ5 ��ͳAGCϵͳ����Ч��
Fig. 5 Control effect of traditional AGC controlling system in hot strip mill
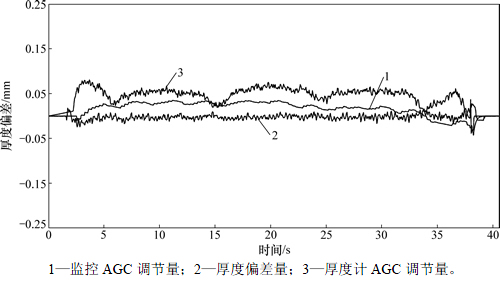
ͼ6 ���ڶ�̬������������AGC����Ч��
Fig. 6 Control effect of AGC controlling system based on dynamic locking force in hot strip mill
��2 ��ȿ��ƾ���ͳ��
Table 2 Thickness precision statistic %
4 ����
1) ����Ӱ��ϵ�����������졢���Ϻ�Ⱥ��¶ȵȲ����Դ��ֳ��ں�ȵ�Ӱ�죬��ȷ�����¶���ɵı��ο�������ʱ��Ӱ����ں�ȵ���Ҫ���ء�
2) ��Ӱ��ϵ���������Ϊ�����������̬�������������Ʋ����Ż�AGC����AGC������ԣ����AGC������������߿���ϵͳ���ȡ�
3) ������AGC�Ż����ԵĿ���ϵͳӦ���������������ߡ�ͳ�����ݱ��������ڵ��ͺ�ȵĴ��ֲ�Ʒ�����ƫ���25 ��m��Χ�ں��Ԥ�⾫���ܹ��ﵽ96.8%�����ƫ���50 ��m��Χ�ں��Ԥ�⾫�ȿɴ�98.8%������˺�ȿ��ƾ��ȣ�ȡ�������õĿ���Ч����
�ο����ף�
[1] GINZBURG V B. High quality steel rolling: theory and practice[M]. New York: Marcel Dekker Inc, 1993: 159-162.
[2] ZHANG Dianhua, ZHANG Hao, SUN Tao, et al. Monitor automatic gauge control strategy with a smith predictor for steel strip rolling[J]. Journal of University of Science and Technology Beijing, 2008, 15(6): 827-832.
[3] TAN Shubin, LIU Jianchang. Research on Mill Modulus Control of Strip Rolling AGC Systems[C]//2007 IEEE International Conference on Control and Automation, Washington: IEEE Computer Society, 2007: 497-500.
[4] ���, �ź���, ����, ��. ����Ԥ������ڼ�� AGC ϵͳ�е�Ӧ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(10): 3852-3856.
SUN Jie, ZHANG Haoyu, LI Xu, et al. Generalized predictive control scheme for monitor AGC system[J]. Journal of Central South University (Science and Technology), 2012, 43(10): 3852-3856.
[5] ͯ����, ��һ��, �°ٺ�, ��. �������ۺ�AGCϵͳ�����ܻ�����[J]. �����Ƽ���ѧѧ��, 2002, 24(5): 553-555.
TONG Chaonan, SUN Yikang, CHEN Baihong, et al. Intelligent control of a multi-function AGC system in hot strip mills[J]. Journal of University of Science and Technology Beijing, 2002, 24(5): 553-555.
[6] HU Xianlei, WANG Zhaodong, ZHAO Zhong, et al. Gauge-meter model building based on the effect of the elastic deformation of rolls in plate mill[J]. Journal of University of Science and Technology Beijing, 2007, 14(4): 381-385.
[7] ���, �ŵ, ����, ��. ��ȼ�AGCӦ���д��ڵ����⼰�Բ�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2009, 30(11): 1621-1627.
SUN Jie, ZHANG Dianhua, LI Xu, et al. Existing problems of gauge meter AGC in application and solutions[J]. Journal of Northeastern University (Natural Science), 2009, 30(11): 1621-1627.
[8] DONG Min, LIU Cai. Design and fault diagnosis observer for HAGC system on strip rolling mill[J]. Journal of Iron and Steel Research, International, 2010, 17(2): 22-22.
[9] ������. ����������AGCϵͳ������ì��[J]. �����Ƽ���ѧѧ��, 1996, 18(1): 23-27.
YANF Weidong. Inhere contradictory of hot strip rolling AGC system[J]. Journal of University of Science and Technology Beijing, 1996, 18(1): 23-27.
[10] LIU Guangrning, DI Hongshuan, ZHOU Cunlong, et al. Tension and thickness control strategy analysis of two stands reversible cold rolling mill[J]. Journal of Iron and Steel Research, International, 2012, 19(10): 20-25.
[11] ������, ۡ��˫, ����Ծ, ��. ˫���ܿ����������鶯̬���Է���[J]. �����о�ѧ��, 2010, 22(3): 9-12.
LIU Guangrning, DI Hongshuan, HOU Zeyue, et al. Analysis on dynamic characteristics of twin stand reversible cold rolling mill[J]. Journal of Iron and Steel Research, 2010, 22(3): 9-12.
[12] �����, �ܽ�, ��־ǿ, ��. ����ȫ���̴����¶ȳ���ֵģ��[J]. �廪��ѧѧ��(��Ȼ��ѧ��), 2003, 43(5): 601-604.
SHEN Bingzhen, ZHOU Jin, HAN Zhiqiang, et al. Numerical simulation of plate temperature distribution during hot rolling[J]. Journal of Tsinghua University (Science and Technology), 2003, 43(5): 601-604.
[13] MOONA C H, LEE Y. An approximate method for computing the temperature distribution over material thickness during hot flat rolling[J]. International Journal of Heat and Mass Transfer, 2012, 55: 310-315.
[14] GUO W M, WANG Z C, Liu S, et al. Effects of finish rolling temperature on microstructure and mechanical properties of ferritic-rolled p-added high strength interstitial-free steel sheets[J]. Journal of Iron and Steel Research: International, 2011, 18(5): 42-46
[15] JI Yafeng, ZHANG Dianhua, SUN Jie, et al. Algorithm design and application of novel GM-AGC based on mill stretch characteristic curve[J]. Journal of Central South University, 2014, 21(3): 942-947.
[16] SUN Jie, ZHANG Dianhua, LI Xu, et al. Smith prediction monitor AGC system based on fuzzy self-tuning PID control[J]. Journal of Iron and Steel Research, International, 2010, 17(2): 22-22.
(�༭ �Կ�)
�ո����ڣ�2016-06-02�������ڣ�2016-09-27
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51074051)������ʡ��ʿ��������������Ŀ(20131033)�������У��������ҵ���ר���ʽ�������Ŀ(N160704004)(Project(51074051) supported by the National Natural Science Foundation of China; Project(20131033) supported by the PhD Start-up Fund of Natural Science Foundation of Liaoning Province, China; Project(N160704004) supported by the Fundamental Research Funds for the Central University)
ͨ�����ߣ����ģ���ʿ���������ƹ����Զ���������о���E-mail��pengwen233@163.com
ժҪ��Ϊ������������ź�ȿ��Ʋ��ԣ���һ����ߺ�ȿ��ƾ��ȣ������������Թ��̷������������ƹ����й��졢���Ϻ�Ⱥ��¶ȵȶԳ��ڳ�Ʒ��ȵ�Ӱ�죬�õ���Ӱ�����صĺ��Ӱ��ϵ������Ժ�ȼ�AGC�ͼ��AGC��������ŵ����⣬���һ�ֶ�̬�������������Ʋ��ԣ������Ż���ĺ�Ȳ���Ӧ����ij��������ȿ���ϵͳ�С��о�������������ڵ����Ĵ��֣�ƽ�����ƫ���ڡ�25 ��m��Χ�ں��Ԥ�⾫�ȿɴ�96.8%���ϣ�ƫ���ڡ�50 ��m��Χ�ں��Ԥ�⾫�ȿɴ�98.8%���ϣ������ֳ�����Ҫ��
[5] ͯ����, ��һ��, �°ٺ�, ��. �������ۺ�AGCϵͳ�����ܻ�����[J]. �����Ƽ���ѧѧ��, 2002, 24(5): 553-555.
[7] ���, �ŵ, ����, ��. ��ȼ�AGCӦ���д��ڵ����⼰�Բ�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2009, 30(11): 1621-1627.
[9] ������. ����������AGCϵͳ������ì��[J]. �����Ƽ���ѧѧ��, 1996, 18(1): 23-27.
[11] ������, ۡ��˫, ����Ծ, ��. ˫���ܿ����������鶯̬���Է���[J]. �����о�ѧ��, 2010, 22(3): 9-12.
[12] �����, �ܽ�, ��־ǿ, ��. ����ȫ���̴����¶ȳ���ֵģ��[J]. �廪��ѧѧ��(��Ȼ��ѧ��), 2003, 43(5): 601-604.
