
���±�ţ�1004-0609(2010)S1-s0654-05
�����ȴ������ն�Ti40�Ͻ�������ܵ�Ӱ��
����ΰ�������죬�� ٻ���� �������
(������ɫ�����о�Ժ �ѺϽ��о��������� 710016)
ժ Ҫ��
�о���(600 ��, 4 h, AC)(����1)��(850 ��, 1 h, WQ)+(550 ��, 6 h, AC)(����2)��2�ֵ����ȴ��������ºϽ��������ܣ���������й۲졣�о�����������ڽϵ�����¶�ʱ(500~520 ��)������1�ȴ������и��õĿ�������ܣ��ڽϸ�����¶�ʱ(535~550 ��)������2�ȴ������и��õĿ�������ܡ�����Ҫ��������2���ȴ������ն�Ӧ����֯��ͬ���Ӷ�������ն���ͬ����Ӧ����Ӧ�����ֲ��ϰ������λ���谭��ͬ��
�ؼ���: Ti40�Ͻ��ȴ��������
��ͼ����ţ�TG 146.3���� ���ױ�־�룺A
Effects of typical heat treatments on creep properties of Ti40 alloy
XIN She-wei, ZHAO Yong-qing, LI Qian,WU Huan, YANG Hai-ying
(Titanium Alloy Research Center, Northwest Institute for Nonferrous Metal Research, Xi��an 710016, China)
Abstract: Two typical heat treatments were designed to study the creep behavior of Ti40 alloy: 1#, 600 ��, 4 h, AC; 2#, (850 ��, 1 h, WQ)+(550 ��, 6 h, AC). The results show that as-1# samples heat treated have higher creep resistance in 500- 520 �� and as-2# samples heat treated in 535-550 ��. This is mainly due to the different microstructures after two heat treatments. The different microstructures lead to different creep cavities and internal stresses during creep process, and indicate different creep characteristics at different temperatures.
Key words: Ti40 alloy; heat treatment; creep
Ti40�Ͻ�Ϊ�ҹ������з�����ȼ�ѺϽ𡣸úϽ������������ȼ�Ժ��ۺ���ѧ���ܣ����ºͳ��ص��ۺϷ�������Ҫ��úϽ�ҲҪ���нϺõĸ������ܡ�������������Ti40�Ͻ����ʹ�õ��¶�Ϊ500 �棬�������¶Ȼ�������ȶ���������ܲ�ƥ������⡣�Ͻ���550 ��ʱ�����ȶ���ʵ�����������ؾ����γɵ���������ǺϽ����ȶ����ܽ��͵���Ҫԭ��[1]�������������Ŀǰ�Ͻ�ʹ�õ��ȴ������գ�ͨ���е����˻�������Ч������������к�Ӱ����һ�����еķ������Ƽ��Ͻ���Բ���(600~700 ��, 4 h)��������ȴ�������[2]��ͨ���Ա��о��е����˻������պ�ԭʼ�ȴ��������ºϽ��������ܺ������ƣ��������˽�Ͻ����ȶ����ܺ�������ܹ�ϵ���ҳ�ƽ��㣬Э��Ti40�Ͻ��ڸ���ʹ�ù������������ȶ����ܵ�ì�ܣ��Ա�ԺϽ�Ľ�һ������ʹ��������顣
1 ʵ��
�������ȡ��������ɫ�����о�Ժ����500 kg Ti40(Ti-25V-15Cr-0.2Si)�Ͻ�����ͨ��������췽���Ʊ��Ļ��ģ����и��12 mm��12 mm��120 mm������������ȶ��������в�ͬ���ȴ������ȴ�������Ϊ����ǰ���о��ó��ĵ����ȴ������գ�����1, 600 ��,4 h, AC������2, (850 ��, 1 h, WQ)+(550 ��, 6 h, AC) (ԭ�ȴ�������)��Ȼ���ӹ��ɹ�����Ϊd5 mm�ı������������RD2�����������Ͻ���������飬����¶ȷֱ�Ϊ500��520��535��550 �棬���Ӧ��Ϊ250 MPa��OM(����ʵ��)��SEM(ɨ��羵ʵ��)�ֱ���OLMPUS PMG��ѧ������S-2700��ɨ��羵�½��С�
2 ��������
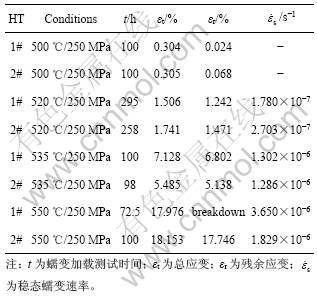
��1��ʾΪ�Ͻ���2���ȴ��������µ�������ܡ��ӱ�1���Կ���������2���ȴ������գ���500~550 ��ʱ�����Է�Ϊ2���¶�������з�����500~520 �棬����1���и��õĿ�������ܣ���535~550 �棬����2���и��õĿ�������ܡ�������1����Ӧ�Ͻ�ĵ�����䣬����2��Ӧ�Ͻ�ϸ��¶���䡣
��1 Ti40�Ͻ��ڲ�ͬ�ȴ��������µ��������
Table 1 Creep parameters of alloy after heat treatments
2.2.1 ԭʼ��֯
ͼ1��ʾΪ�Ͻ��ڶ�̬������1����2�ȴ����µ�OM��֯������֯�ԱȽ�����Կ�����������1���������֯(��ͼ1(b))�Ͷ�̬(��ͼ1(a))���Ͻ���Ȼ��������Ĵִ����¾����������ľ��磬����600 �棬4 h���˻������ǶԺϽ��̬��Ӧ����ȱ�ݵIJ��ֻظ�����û�жԺϽ���ò�����ı䡣������2�ȴ�������Ȼ�����ߴ�û�б仯�����ǣ�������ò�õ������ı䣬��ԭ������������ı�Ϊ������ƽֱ���磬�¾�������̶ȸ��á�����ΰ��[3]��Ϊ��ɹ���2�ȴ�����֯����Ҫ��ʽ��ͨ����ɢ���еģ�ֻ���˻��¶����ߵ�һ���̶ȣ��Ͻ�ԭ�Ӳ��ܻ���㹻������(������)ͨ����ɢ�����ƽֱ�����ƽ����֯ת�䣬�õ��������͵�ƽ����֯������ΰ��[3]��֤��������ȫƽֱ���ٽ��¶�Ϊ800~820 �档
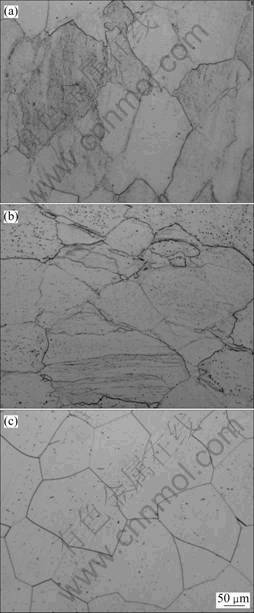
ͼ1 ��̬��2���ȴ��������ºϽ����֯
Fig.1 Original OM microstructures of alloy after forging treatment(a), 1# heat treatment(b) and 2# heat treatment(c) condition
2.2.2 �����֯
���ڵ羵�����ľ����ԣ����Ѹ�����ͬ�ȴ������������λ����������IJ�ͬ����ͨ���۲������֯�����Թ۲쵽��ͬ�����ն���ͼ2��ʾ�ǺϽ��ڲ�ͬ��乤�������¶�Ӧ��SEM���Կ�������Ӧ2�ֲ�ͬ���ȴ������գ��ڽ����������εij���(��ͼ2(a)��(d))�����۲첻�����Ե����ն���һ����Ϊ�����ն����κ�������̬���(���ڶ���)��ĩ�ڣ����ԣ���Ϊ�˽������ն������Ӻͳ����ڣ��γɵ����ն���SEM���ܹ۲쵽���������������ε����ڻ�ĩ�ڣ���2���ȴ������ն�Ӧ�������֯�����Եؿ��Թ۲쵽�ؾ���ֲ��Ŀն�����������ڹ���2(��ͼ2(e)��(f))������1(��ͼ 2(b)��(c))��Ӧ�����ն������ȡ�ϸС����ɢ��
3 ����
Ŀǰ�����о�������ʱ���Կն����γ���2��
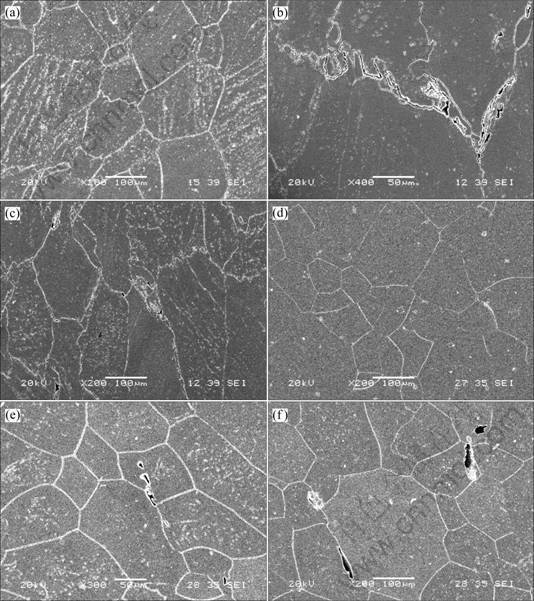
ͼ2 ��ͬ��乤�������ºϽ��SEM��
Fig.2 SEM images of alloys under creep conditions of 520 ��/250 MPa/295 h (a), 535 ��/250 MPa/100 h (b), 550 ��/250 MPa/72.5 h (c) for alloy after (600 ��, 4 h, AC) and 520 ��/250 MPa/258 h (d), 535 ��/250 MPa/98 h (e) and 550 ��/250 MPa/100 h (f) for alloy after (850 ��, 1 h, WQ)+(550 ��, 6 h, AC)
��Ҫ����[4-6]����λ�ۼ����ۺ�Ӧ���������ۡ�
��λ�ۼ�������Ϊ����Ӧ������ɧ���Ĺ�ͬ�����£���������λ���������������˶�������ͣ��������Ӧ���ľ����ϡ�����λ�ڴ�ֱ��Ӧ������ľ������ۼ��ﵽһ��������ʱ���������ѣ������ն�����λ��ն��ۼ����ù����ǿն�����Ĺ��̡���������У�һ����ʹ�ն��ı��������ӣ���һ���棬�ۼ�һ���Ŀ�λ��ʹ�����ܼ��١��������һ���ٽ�ն��뾶�������1����λ���ɳ�Ϊ�ȶ����Ķ�����ʧȥ1����λ�ߴ�ͻ��Զ���С��������ʧ����ˣ��ն����κ���ȡ����2�����أ�һ�ǵ�λ�������뾶�ϵĿն���Ŀ�����ǵ�λʱ����ת�Ƶ��ն������ϵĿ�λ�����Ա�ʵ���2���ȴ������գ�����1��������ľ��磬���������ṩ����Ŀն��κ�λ�ã��γɵ��ٽ�뾶�Ŀն���ĿҲԽ�ࣻ���⣬��λ����Ͼ����ܶ����ӣ��������Ծ�����ɢ�Ŀ�λ�ĸ��ʸߣ����ԣ��л���õ�����Ŀն��Ͷ࣬�������ͬ�������£�����1���õ����ն������϶��ԭ�����ɹ���2���õ�ƽֱ���磬�ն��κ�λ�ý��٣������ھ����κ˵Ŀն��������Ծ�����ɢ��λ�ĸ��ʽϵ�(�ն�������)������ֻ�������ն��л��᳤��һ����Щ�����Ŀն������ٽ�߶ȣ����������٣����ǽ��տ�λ�ĸ��ʷ�������(�ն������)�����Գ���Ѹ�١�������ɹ���2���õ����ն������١��Ұ뾶���Աȹ���1�Ĵ��ԭ��
Ӧ������������Ϊ�������澧�罻�紦������ͻ����ߵĽ��ش����α������Ӧ�����У��γ��ؾ����ƣ����Ƽ�����չ���¾�����ѡ�ͼ3��ʾΪƽֱ������������������澧�紦�γ�Ӧ�����е�ʾ��ͼ���ɼ����ڽ��紦��A��B��C�������������ʱ��A��B�����ı߽���Ӧ���������ؼ�ͷ��ʾ�����ƣ���������C��֮��ϣ��ھ����ڲ����α��������ǣ�������C�ı���û������һ���绬����Э�����������ڹ���ǿ�������ױ��Σ���C�������������α�Ӳ�������ܼ������������ʵ��ľ���Ǩ�������ʱ����A��B��C�������紦�ᷢ��Ӧ�����С�Ӧ���ֲ���ͼ3�ϲ���ʾ���ڽ����O��Ӧ����ߣ���O��ԽԶ��Ӧ��ԽС��һ�����Ӧ����������������0�����������紦���γ�һ������������Դ�����������������£��ѷ�ǰ��P���Ϊ�µ�Ӧ�����е㡣��AC����ƽֱ����ǿ�������赲ʱ(������ΪO��P��R��M)���ѷ�����ǰ��չ��R�㣬��һֱ��չ���������������������ӣ�����·������ѣ����γ�Ш������(W��)�����ǣ�������������(������ΪO��P��Q��M)����P���γɹյ㣬������Pת��Q����P���γɵ�Ӧ�����еõ��ͷţ�Ӧ����p˲���½���p?�����ؾ����߿���˥��(��p?-s��ʾ)���������������£����澧�紦����Ӧ�����ж�����������չ���谭���µ�����Դ�������²�����Ӧ��Ӧ�����С��������絥λ��������ܶȸߣ��ܲ�������Ӧ�����е����澧��࣬���ԣ������γ�λ�ö࣬����������չ������ǹ���1���õĿն�ϸС���ֲ����ȵ�ԭ���ù���2�����澧���γɵ�Ш������������չ�����ԣ�һ���γɣ��ܿ쳤���γ�����ͼ2(e)��(f)��ʾ�ķֲ����ز������ߴ�ϴ�Ŀն������¶Ƚϵ�ʱ��������䳤ʱ�䲻�ܽ�������Σ�û�����ԵĿն������ǣ��ڸ���ʱ���ն����γɳ�Ϊ�����ѵ���Ҫԭ����1�ȴ�����Ӧ�Ŀɳ�������ն��࣬�ڸ��¸�Ӧ���£���Щ�ն���������ɢ���ӣ���Ϊ����Դ�����һ���̶��Ϸ�ӳ�˹���1�ȴ�������Ӧ�ڽϵ��¶���䣬����2�ȴ�����Ӧ��ƽֱ�������Ӧ�ڸ�������ԭ��
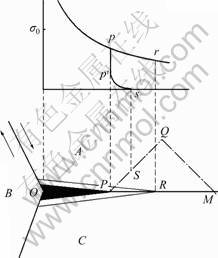
ͼ3 ����Ш�����Ƶ��γ�����չʾ��ͼ
Fig.3 Sketch diagram of formation and expansion of wedge crack on grain boundary
һ����Ϊ���ϰ���λ���˶���������Ϊ2��[7]��һ���dz�����Ӧ�����Ǿ���������λ����ȱ�ݵĵ���Ӧ�����ĵ��ӣ�����Ӧ�����൱��IJ����ھ���ռ䲨�����ڶ����Ƕ̵̳ľֲ��ϰ����粻ͬ���͵����š�����λ��������ԭ�ӵȡ�����2�ֲ�ͬ�ȴ�����Ti40�Ͻ���֯����Ϊ�ڶ�������������Ϊ�����忼�ǣ������ǹ���ԭ�ӣ����������﷽�棬�����ȴ����IJ�������ڵ�һ����������Ȼ����1�ȴ���������������и�ǿ����Ӧ�������Ͻ��ڽϵ��¶����ʱ�������¶ȵͣ��ȼ�����С�����������������Ӧ������λ���Ļ����Ե���Ϊ��Ҫ������Ӧ����Խ���谭�IJ��ܼ����λ��Խ�࣬����Խ�ѽ��С�������ڽϵ��¶����ʱ������1�ȴ�����Ӧ����֯���нϺõ�������ܵ�ԭ���¶�����ʱ����ɢԽ��Խ�����������Ͻ����Ӧ�����Ҫ����ת�����ɢ���̣�����1�ȴ�������ڹ���2�ȴ�����֯�����ȶ�������ȱ�������࣬��Щ����Ϊ�����������е���ɢͨ����������ɢ�����������Ρ�����ǹ���2�ȴ�����Ӧ����֯���и��õĸ���������ܵ�ԭ��
4 ����
1) ����Ti40�Ͻ���500~550 ����䣬(600 ��, 4 h, AC)�ȴ������վ��нϺõĵ��¿�������ܣ�(850 ��, 1 h, WQ)+(550 ��, 6 h, AC)�ȴ������վ��нϺõĸ��¿�������ܡ�
2) �ڽϵ��¶����ʱ����(600 ��, 4 h, AC)�ȴ�������֯�ڲ����нϸߵij�����Ӧ���;ֲ��ϰ�Ӧ������ʹ�����λ���˶�(����)���ѣ��γɵĿն�Ҳ������չ����Ӧ���õĿ�������ܡ�������¶�����ʱ����ɢ�Ӿ磬(850 ��, 1 h, WQ)+(550 ��, 6 h, AC)�����µ�ƽ���ȴ�����֯���ȶ�����ɢ�����ѣ���Ӧ���õĸ���������ܡ�
REFERENCES
[1] XIN S W, ZHAO Y Q, ZENG W D, WU H. Research on thermal stability of Ti40 burn-resistant titanium alloy[J]. Materials Science and Engineering A, 2008, 477: 372-378.
[2] XIN She-wei, ZHAO Yong-qing, ZENG Wei-dong. Effect of heat treatment on thermal stability of Ti40 alloy[J]. Trans Nonferrous Met Soc China, 2007, 17: s526-s531.
[3] ����ΰ, ������, ������. Ti40��ȼ�ѺϽ���ܹ����о����ݻ�����[J]. ϡ�н��������빤��, 2008, 37(S3): 416-419.
XIN She-wei, ZHAO Yong-qing, ZENG Wei-dong. Grain boundary evolution of Ti40 alloy during solution treatment[J]. Rare Metal Materials and Engineering, 2008, 37(S3): 416-419.
[4] AYENSU A, LANGDON T G. The inter-relationship between grain boundary sliding and cavitations during creep of polycrystalline copper[J]. Metall Trans A, 1996, 27(4): 901-907.
[5] ANDERSON P M, SHEWMON P G. Stree redistribution and cavity nucleation near a diffusively growing grain boundary cavity[J]. Mech Mater, 2000, 32(3): 175-191.
[6] KASSNER M E, HAYES T A. Creep cavitations in metals[J]. International Journal of Plasticity, 2003, 19: 1715-1784.
[7] �ſ���. ���ϵĸ��±��������[M]. ����: ��ѧ������, 2006: 267-300.
ZHANG Jun-shan. Materials deformation and fracture at higher temperature[M]. Beijing: Science Press, 2006: 267-300.
������Ŀ�����ҿƼ�֧�żƻ�������Ŀ(2007BAE07B01, 2007BAE07B03)�������ص�����о���չ�ƻ�������Ŀ(2007CB613807)
ͨ�����ߣ�����ΰ���绰��029-86231078-401��E-mail: nwpu_xsw@126.com
