
Trans. Nonferrous Met. Soc. China 27(2017) 1215-1223
High cyclic fatigue performance of Al-Cu-Mg-Ag alloy under T6 and T840 conditions
Marat GAZIZOV, Rustam KAIBYSHEV
Belgorod State University, Pobeda 85, Belgorod 308015, Russia
Received 28 April 2016; accepted 6 October 2016
Abstract:
High cyclic fatigue (HCF) behavior of an AA2139 alloy belonging to Al-Cu-Mg-Ag system in T6 and T840 conditions was examined. The T840 treatment involving cold rolling with a 40% reduction prior to peak ageing provides an increase in tensile strength compared with the T6 condition. However, fatigue lifetime for two material conditions was nearly the same since there is weak effect of thermomechanical processing on micro-mechanisms of crack initiation and growth.
Key words:
Al-Cu-Mg-Ag alloy; thermomechanical processing; microstructure; fatigue life; fractography;
1 Introduction
Age-hardenable aluminum alloys belonging to Al-Cu-Mg-Ag system as an AA2139 alloy are used in the aerospace industry because of their attractive combination of high specific strength, good fracture toughness and superior creep resistance, which can be attributed to the highly efficient strengthening by the ��-phase [1-9]. This precipitate forms as a uniform dispersion of thin, hexagonal plates with large aspect ratios (diameter/thickness) on {111}�� habit planes and has a coherent structure of broad interfacial boundaries [1-8]. Several structures for the ��-phase have been proposed, although the most widely accepted structure is orthorhombic (Fmmm, a=0.496 nm, b= 0.859 nm, c=0.848 nm), which has very small difference in its atomic coordinates compared with the equilibrium ��-phase (Al2Cu, body-centered tetragonal lattice, I4/mcm, a=b=0.6066 nm, c=0.495 nm) in Al-Cu alloys [1-5,9]. The Ag and Mg atoms segregate on the board interfaces of the ��-phase plate and provide a coherence of structure of these interfacial boundaries [1-6,9]. The edge interfacial boundaries of the �� plates are able to lose coherency due to thickening of the plates during ageing [2].
AA2139 alloy exhibits high yield stresses (YS) and ultimate tensile strengths (UTS) with high levels of damage tolerance after the T8 treatment, which involves cold working to small strains (<10%) between quenching and artificial aging [1-6,10,11]. It is known [3,11,12] that the plastic deformation of the supersaturated solid solution leads to an increase in the dislocation density and promotes the nucleation of more stable phases at the expense of the less thermodynamically stable phases. The T8 treatment increases significantly the number density of the predominantly non-shearable �ȡ�-phase [9], which nucleates on lattice dislocations and forms as rectangular or octagonal plates oriented parallel to the {100}�� planes at the expense of the {111}�� platelets of the ��-phase in Al-Cu-Mg-Ag alloys containing more than 5% Cu and with a high Cu-to-Mg ratio [1-6,8-11]. Therefore, the T8 treatment modifies the network of reinforcement particles in addition to increasing dislocation density that provides its positive effect on strength [5].
Al-Cu-Mg-Ag alloys are aviation grade materials which have to withstand cyclic loading, and therefore, the fatigue performance is an important characteristic for these alloys [1,3,13-15]. The poor fatigue performance of age-hardenable Al alloys is attributed to the instability of a dispersion of secondary phase particles under cyclic loading [3,13,14]. It has recently been shown [5] that T840 treatment involving extensive cold rolling with a 40% reduction leads to the formation of thin and thick plates of the ��-phase within the subgrain/grain interiors and on boundaries of the deformation bands, respectively. The formation of thick boundary precipitates deteriorates the mechanical properties of Sc-modified and Cu-enriched type of the AA2139 alloy. In spite of the fact that our previous works showed a positive effect of T840 treatment on low-cyclic fatigue behavior of the AA2139 alloy [13,14], there are no reports concerning the effect of thermomechanical processing on high cyclic fatigue (HCF) performance of Al-Cu-Mg-Ag alloys. The aim of the present study is to examine the HCF behavior of an AA2139 alloy processed in the peak-aged condition (T6 treatment) or subjected to cold rolling with a 40% reduction followed by peak-ageing (T840 treatment). Specific attention is paid to statistical interpretation of experimental results in accordance with ASTM E739-91 standard and examination of the role of microstructure in fatigue lifetime of the AA2139 alloy.
2 Experimental
The AA2139 alloy with the chemical composition of Al-4.5Cu-0.56Mg-0.77Ag-0.42Mn-0.12Ti-0.05V- 0.02Fe (mass fraction, %) was prepared using a direct-chill, semi-continuous casting process with a high cooling rate [3,5]. Chemical composition was measured using a Foundry Master UVR optical emission spectrometer. The ingots were homogenized at 510 ��C for 24 h, extruded at ~400 ��C and then hot-rolled along the main ingot axis into plates with a thickness of ~20 mm. The 20 mm thick plates were solution treated for 1 h at 510 ��C, water quenched and finally aged for 2 h at 190 ��C. This condition is denoted as T6 temper. During the T840 process, the part of plates with an initial 20 mm thickness were solution treated, water quenched, cold rolled with reduction of 40% (to 12 mm) and finally aged for 2 h at 190 ��C.
The smooth cylindrical specimens with gauge length of 18 mm and diameter of 5 mm were machined from 20 mm and 12 mm plates of alloy under the T6 and T840 conditions, respectively. The high cyclic fatigue (HCF) tests were performed in accordance with ASTM E466-96 using an Instron 8801 servohydraulic testing machine at room temperature in air with loading frequency of 50 Hz. The stress ratio (R=Smin/Smax) was 0.1 and stress amplitude (Sa=0.5��(Smax-Smin)) was ranged from 130.5 to 184.5 MPa.
Metallographic analysis was performed using an Olympus GX70 optical microscope, the mean linear intercept method was used to measure the average grain size in longitudinal (L) and transversal (T) test directions. The fracture surfaces were examined using a Quanta 600FEG scanning electron microscope (SEM). The thin foils were examined using a FEI Tecnai G2 F20 transmission electron microscope (TEM) with a double-tilt stage and a field-emission gun operated at accelerating potential of 200 kV. TEM observations were carried out in dark-field scanning modes (DF-STEM). The apparent diameter (D) and thickness (h) of the ��-phase plates were measured from TEM images with the electron beam orientated parallel to the [001]�� and [011]�� zone axis. Approximately 300-400 measurements of the plate size for each state were performed using at least ten arbitrarily selected typical TEM images for each data point. The foil thickness was determined by the convergent beam electron diffraction (CBED) method using  fringes in two-beam condition, which is based on the fact that the distance between a weak fringe and a strong bright fringe in an excited hkl CBED disc of high-order Laue zone is sensitive to foil thickness [5,13,14,16,17]. The number density per unit volume, NV, of the ��-phase precipitates was defined using the equation in Refs. [5,13,14]. The standard deviations associated with the measurements of the diameters and thicknesses of the �� plates were derived from the particle size distributions.
fringes in two-beam condition, which is based on the fact that the distance between a weak fringe and a strong bright fringe in an excited hkl CBED disc of high-order Laue zone is sensitive to foil thickness [5,13,14,16,17]. The number density per unit volume, NV, of the ��-phase precipitates was defined using the equation in Refs. [5,13,14]. The standard deviations associated with the measurements of the diameters and thicknesses of the �� plates were derived from the particle size distributions.
3 Results and discussion
3.1 Mechanical properties
The mechanical properties of the AA2139 alloy under the T6 and T840 conditions were described in details in the previous work [13]. The effect of TMP on the engineering stress-strain curves of the AA2139 alloy are presented in Fig. 1. Shapes of these engineering stress-strain curves are similar for two material conditions and typical for peak-aged aluminum alloys with high YS/UTS ratios, which is equal to ~0.89 for the T6 and ~0.91 for the T840 conditions (Fig. 1). In the L test direction, the T840 treatment provides 12% and 10% increase in the YS and UTS, respectively, whereas the elongation-to-fracture decreases from ~14.5% to ~12.5% compared with the T6 condition (Fig. 1).
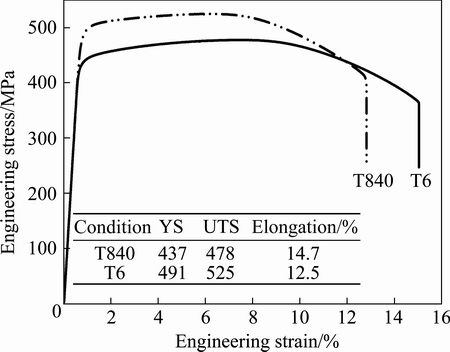
Fig. 1 Engineering stress-strain curves for alloy under T6 and T840 conditions
3.2 Microstructure and precipitation
The microstructure of the AA2139-T6 alloy was described in details in previous works [5,13,14]. The grains are elongated in shape with dimensions of (26.7��2.5) ��m and (17.3��1.2) ��m in the L and T test directions, respectively (Fig. 2(a)). The precipitation of plate-like particles along the {111}�� and {001}�� planes were identified as the ��- and �ȡ�-phases, respectively [1-11,13,14,16]. The number density of the ��-phase is significantly greater than that of �ȡ�-phase that precipitated within subgrains/grains as agglomerates in chains along the dislocation lines (Fig. 3(a)). Characterization of the precipitates shows that the diameter/thickness dimensions were (32.2��16.2)/ (1.9��0.5) nm for the ��-phase and (32.9��15.1)/(3.1��0.9) nm for the �ȡ�-phase, respectively [13,14]. The number density of the �� plates (NV) is (4.6��0.5)��1021 m-3. The fraction of the �ȡ�-phase is ~10% of the total number density of all particles [13,14]. Relatively coarse inclusions with dimension ranging from 200 to 300 nm are observed within the grains, which was identified as the T-phase (Al20Cu2Mn3, orthorhombic, Bbmm) [4,13,14].
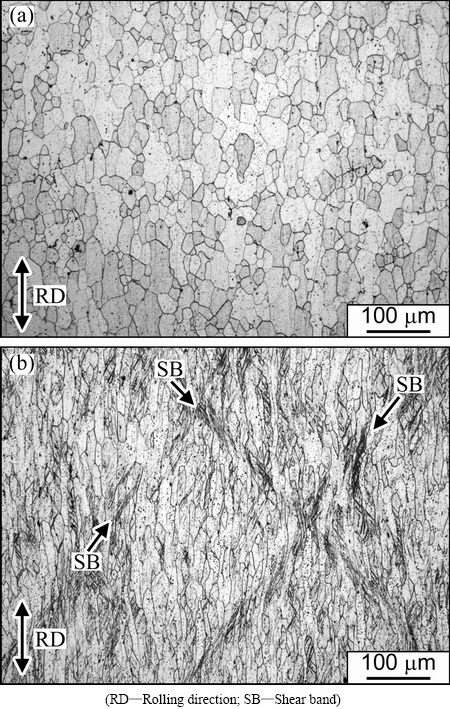
Fig. 2 Optical micrographs of AA2139 alloy under T6 (a) and T840 (b) conditions
Typical grain structure of the AA2139-T840 alloy is shown in Fig. 2(b). The average grain size was (42.5��4.7) ��m and (10.1��2.5) ��m in the L and T test directions, respectively [13]. Poorly defined shear bands (SB) could be distinguished (Fig. 2(b)). It was shown that deformation bands (DB) evolve under similar treatment within the grains in Cu-enriched modification of AA2139 alloy [13,14]. Two types of plate-like particles with {111}�� and {001}�� habit planes were also identified as the ��-phase and the �ȡ�-phase (Fig. 3(b)), respectively [1-11,13,14,16]. It should be noted that the volume fraction of the ��-phase was significantly higher than that for the �ȡ�-phase, which precipitated uniformly in the aluminum matrix on dislocations as contrasted to the T6 condition (Figs. 3(a) and (b)). Increased dislocation density provides numerous nucleation sites for uniform precipitation of the �ȡ�-phase [3,5]. The number density of the ��-phase was (12.7��1.4)��1021 m-3, whereas the number fraction of the �ȡ�-phase was ~3.7% of the total number density of all particles. Therefore, the T840 treatment leads to three-fold decrease in portion of the �ȡ�-phase [13]. No formation of thick �� plates along boundaries of shear bands was revealed in the AA2139-T840 alloy that is in contrast with the Cu-enriched Al-Cu-Mg-Ag alloy [2,5,13].
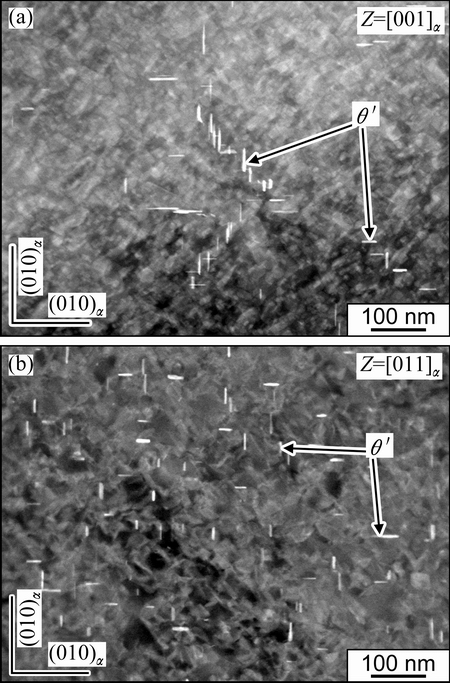
Fig. 3 DF-STEM images of microstructure within subgrains/ grains taken along [001]�� zone axis for AA2139 alloy under T6 (a) and T840 (b) conditions
The results of the quantitative analysis of secondary phase distribution in the AA2139-T840 alloy show that lengths and thicknesses of platelets are (20.7��9.2) nm and (1.6��0.5) nm for the ��-phase and (20.8��5.7) nm and (3.4��1.0) nm for the �ȡ�-phase, respectively [13]. The relatively coarse inclusions with size ranging from 50 to 200 nm were observed at grain boundaries and within the aluminum matrix. This phase was interpreted as ��-phase (Al2Cu, tetragonal, I4/mcm) having incoherent interfaces [4,9,12,13,15].
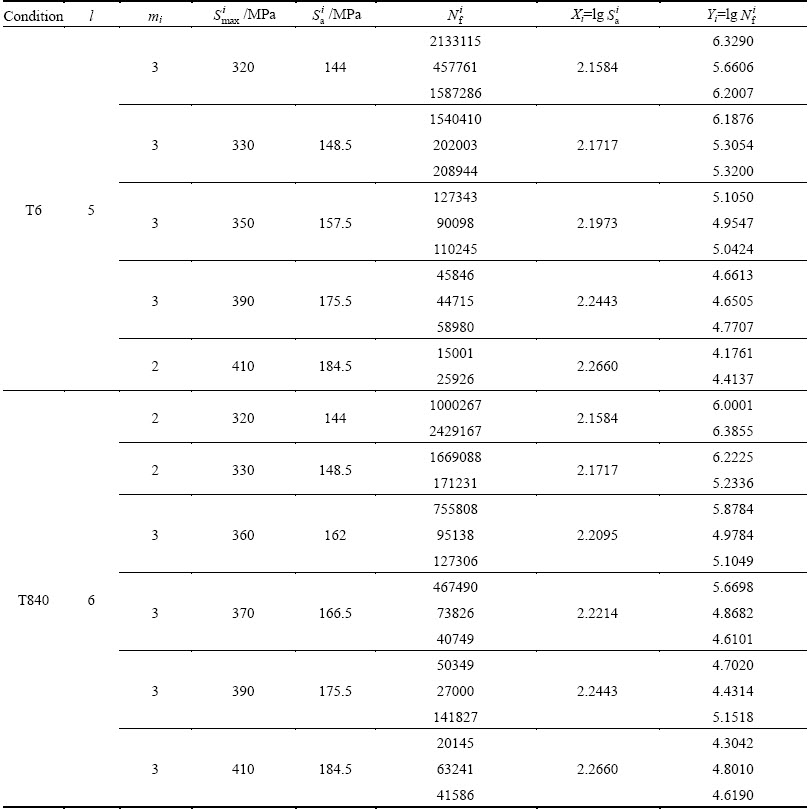
Table 1 Fatigue life data for alloy under T6 and T840 conditions used for calculations
3.3 HCF analysis
For more correct interpretation of fatigue data, the hypothesis of linearity of stress-fatigue lifetime relationship plotted in double logarithmical coordinates were verified using statistical analysis in accordance with ASTM E739-91 standard. Applied stress (Sa) and stress-dependent fatigue life (Nf) were transformed to decimal logarithmic expression as Xi and Yi. These values used for linearization are summarized in Table 1. It can be seen that the total numbers of stress levels (l) were 5 and 6 for the alloy under the T6 and T840 conditions, respectively. The number of specimens (mi) examined was 2-3 at each stress level. At Smax of 290 and 310 MPa, no fatigue fractures were found up to 1��107 loading cycles in both material conditions. These specimens were not used for linearization.
Following conditions were fulfilled for appropriate statistical interpretation of HCF data obtained in accordance with ASTM E739-91 standard:
1) the fatigue life data pertain to a random sample (all Yi are independent);
2) there are neither run-outs nor suspended tests and where, for the entire interval of X used in testing;
3) the Sa-Nf relationship is described by the linear model Y=A+BX (more precisely by ��Y|X=A+BX, where ��Y|X is the expected value of Y given X);
4) the (two parameter) log-normal distribution describes the fatigue life Nf;
5) the variance of the log-normal distribution is constant, the maximum likelihood estimators of A and B can be described as follows:
 (1)
(1)
 (2)
(2)
where the symbol ��care��(^) denotes estimate (estimator), the symbol ��overbar��(-) denotes average (for example,  and
and  , Yi=lgNfi, Xi=lg Sai (refer to Eqs. (1) and (2)), and
, Yi=lgNfi, Xi=lg Sai (refer to Eqs. (1) and (2)), and  is the total number of test specimens and equals 14 and 16 for T6 and T840 conditions, respectively. The recommended expression for estimating the variance of the normal distribution for lg Nf is
is the total number of test specimens and equals 14 and 16 for T6 and T840 conditions, respectively. The recommended expression for estimating the variance of the normal distribution for lg Nf is
 (3)
(3)
where  and the (k-2) term in the denominator is used instead of k to make
and the (k-2) term in the denominator is used instead of k to make  an unbiased estimator of the normal population variance ��2. The fitted line
an unbiased estimator of the normal population variance ��2. The fitted line  with the 95% confidence band for the T6 and T840 conditions are displayed in Figs. 4(a) and (b), respectively. The confidence band is defined as interval form Y-��Y to Y+��Y, where ��Y is computed as follows:
with the 95% confidence band for the T6 and T840 conditions are displayed in Figs. 4(a) and (b), respectively. The confidence band is defined as interval form Y-��Y to Y+��Y, where ��Y is computed as follows:
 (4)
(4)
where FP (Table 2) is given in ASTM E739-91 standard for desired value of confidence level (P) of 95% (significance level of 5%) and corresponding statistical degrees of freedom n1=(l-2) and n2=(k-l).
The line fitted to experimental datum points can be transformed to the Morrow relationship in the following form [15].
 (5)
(5)
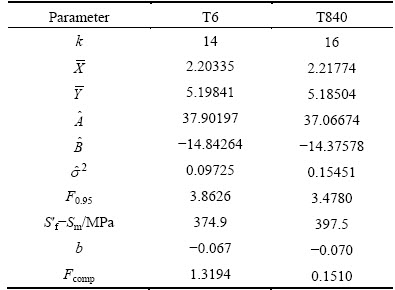
where S��f is the fatigue strength coefficient, Sm is the mean stress (calculated as Sm=(Smax+Smin)/2) and b is the fatigue strength exponent [15]. These parameters are summarized in Table 2 and plotted in Fig. 4(c).

Fig. 4 Fitted relationships between fatigue life (Nf) and stress amplitude (Sa) for AA2139 alloy under T6 (a) and T840 (b) conditions, comparison of Sa-2Nf curves for both conditions (c)
The examination of adequacy of the linear model was also performed. It is assumed that a linear model is valid, namely ��Y|X=A+BX if the test program has been planned in such a manner that there is more than one value of Y obtained at some of the Xi levels where i��3. Next, a statistical test for linearity based on the F-distribution presented in ASTM E739-91 standard should be done. The log-life of the jth replicate specimen tested in the ith level of X is subsequently denoted Yij. It is supposed that fatigue tests conducted at l different levels of Xi and mi replicate values of Y at each Xi. The hypothesis of linearity (that Y=A+BX) is not fulfilled if the computed value Fcomp is determined as
 (6)
(6)
exceeds a Fp value, which was given in ASTM E739-91 standard for desired significance level (P=95% or 99%) and degrees of freedom n1 and n2. Accordingly, F0.95=3.8626 (P=95%, n1=3, n2=9), whereas F was computed using Eq. (6) as 1.3194 for T6 condition and F0.95=3.4780 (P=95%, n1=4, n2=10), Fcomp=0.1510 for T840 condition. Hence, the proposed linear model is adequate for the description of fatigue behavior of the alloy under both T6 and T840 conditions.
Table 2 Statistical parameters for alloys under T6 and T840 conditions
3.4 Fractography
Character of fatigue fracture of the AA2139 alloy under the T6 and T840 conditions depends on stress, Smax (or Sa), and is different for 320 MPa (144 MPa) and 410 MPa (184.5 MPa) (Figs. 5 and 6, respectively). At Smax=320 MPa, the fatigue crack initiation (Stage I) and fatigue crack growth (Stage II) were poorly defined (Figs. 5(a) and 6(a)), as for the most materials subjected to cyclic loading [13-15]. The alloy in both T6 and T840 conditions was highly resistant to fatigue crack initiation during Stage I, which occurred due to slip-plane cracking. However, portions of areas for fatigue crack initiation and propagation are not high for both material conditions (Figs. 5(a) and 6(a)). At Smax=320 MPa, the relative surface area of the initiation and propagation of the fatigue crack (Stages I and II) occupied about 40% of overall fracture surface for the alloy in both conditions. In general, fracture surfaces belonging to areas of fatigue crack growth are nearly the same for both material conditions (Figs. 5(c) and 6(c)). Crack-arrest marks are poorly defined and distance between visible fatigue cracks is very low. Fracture surfaces in this area are smooth and relatively featureless. No continuous striations were found in both material conditions. It seems that temporal arrest of fatigue crack propagation takes place within separate grains that leads to propagation of secondary cracks in transgranular manner. The striation-forming mode was displaced by static fracture modes (Figs. 5(e) and 6(e)). Small dimples with a round shape are in dominance in zone of static fracture in the AA2139-T6 alloy (Fig. 5(e)). Areas of brittle transgranular fracture could be distinguished in the AA2139-T840 alloy (Fig. 6(e)). However, their portion is low and these areas are surrounded by very small dimples.
At Smax=410 MPa, Stage I and Stage II are also poorly distinguished under both material conditions (Figs. 5(b) and 6(b)). Portion of areas related to crack initiation and fatigue crack growth decreases from 42%-43% to ~30% with increasing Smax value from 320 to 410 MPa. The extended and spaced striations are observed in the AA2139-T6 alloy (Fig. 5(d)). During Stage II, the TMP hinders fatigue crack propagation. The density of striations is significantly lower and their height is higher in comparison with the T840 condition (Fig. 6(d)). The secondary cracks appear perpendicular to the direction of fatigue crack propagation and crack branching is observed in the AA2139 alloy under both T6 and T840 conditions (Figs. 5(d) and 6(d)). The saw-tooth profile of the fracture surface, the wave shape of the striations, their concavity are all indicative of a lower rate of fatigue crack propagation for the T840 condition in comparison with the T6 condition. Dimple transgranular static fracture occurs in both T6 and T840 conditions (Figs. 5(f) and 6(f)). Thus, the transition from the low (320 MPa) to high (410 MPa) maximum stress levels facilitates the propagation of the fatigue crack significantly during Stage II; the onset of static facture mode occurs at lower length of fatigue crack. The effect of the high Smax (Sa) values on the fatigue life is attributed to the promotion of fatigue crack propagation. The TMP could slightly hinder this propagation at high stresses and has no effect on this process at low stresses.
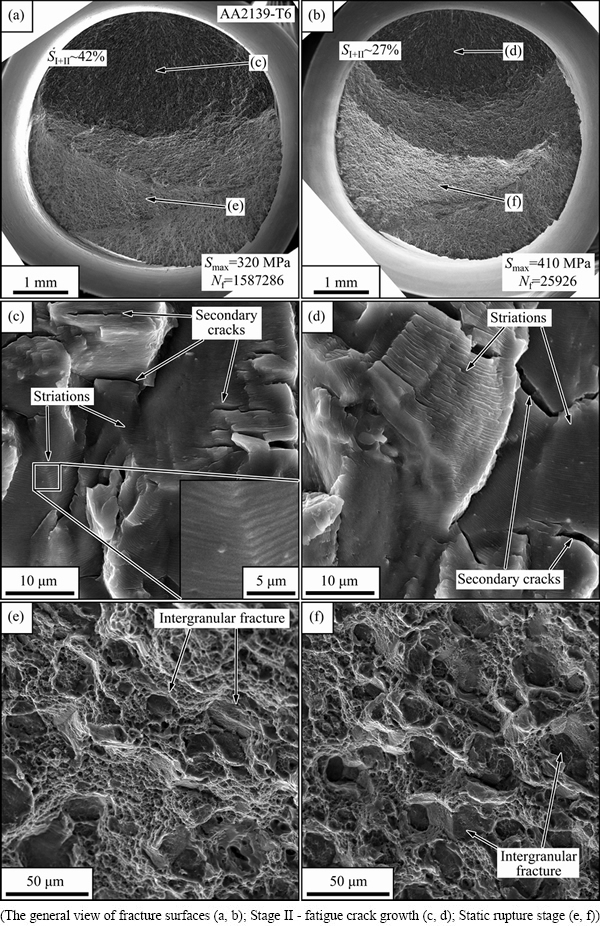
Fig. 5 SEM images of fracture surfaces for AA2139-T6 alloy after HCF test with Smax of 320 MPa (a, c, e) and 410 MPa (b, d, f)
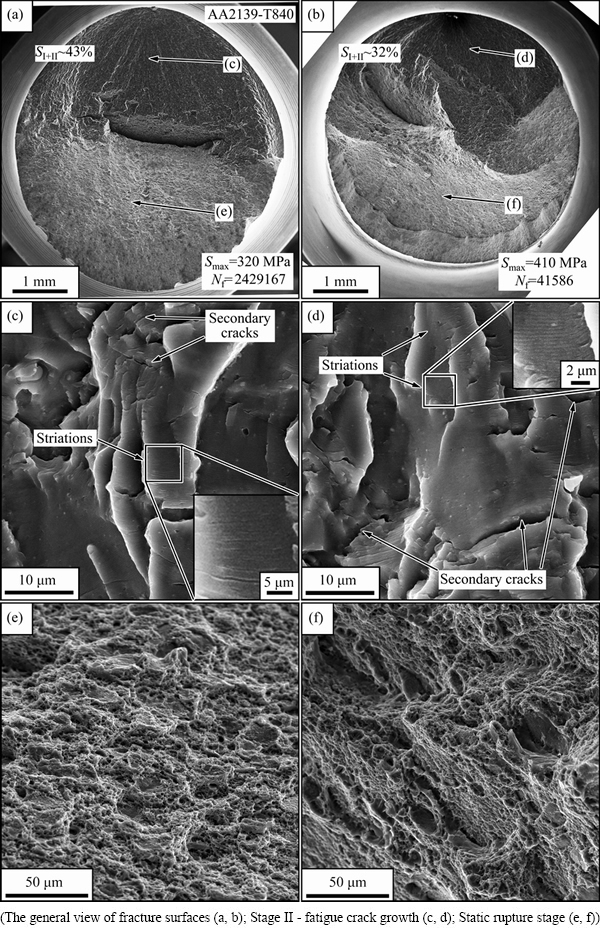
Fig. 6 SEM images of fracture surfaces for AA2139-T840 alloy after HCF test with Smax of 320 MPa (a, c, e) and 410 MPa (b, d, f)
4 Conclusions
Examination of HCF behavior of the AA2139 alloy under the T6 and T840 conditions using stress-controlled cyclic testing at a given stress amplitudes in range from 130.5 to 184.5 MPa showed high fatigue performance of these material and insignificant effect of TMP on fatigue resistance. A new TMP route involving the cold rolling with a 40% reduction prior to ageing is effective for increasing the YS from 437 to 478 MPa and UTS from 491 to 525 MPa and slightly improves fatigue performance under high cyclic loading in comparison with T6 condition. The fatigue life of AA2139 alloy in stress range of 144-184.5 MPa can be described as linear function Sa-Nf in double logarithmic axes by Morrow relationship  where the parameters of Sf��-Sm are 374.9 and 397.5 MPa and fatigue strength exponents, b, are -0.067 and -0.070 for the alloy under the T6 and T840 conditions, respectively. At stress amplitude ranging from 130.5 to 144 MPa, the fatigue lifetime of the alloy in both T6 and T840 conditions is higher than 1��107 loading cycles. There is weak effect of thermomechanical processing on micro-mechanisms of crack initiation and growth for the AA2139 alloy.
where the parameters of Sf��-Sm are 374.9 and 397.5 MPa and fatigue strength exponents, b, are -0.067 and -0.070 for the alloy under the T6 and T840 conditions, respectively. At stress amplitude ranging from 130.5 to 144 MPa, the fatigue lifetime of the alloy in both T6 and T840 conditions is higher than 1��107 loading cycles. There is weak effect of thermomechanical processing on micro-mechanisms of crack initiation and growth for the AA2139 alloy.
Acknowledgements
The results of this work were obtained as a joint project between USATU (Ufa State Aviation Technical University) and UMPO (Ufa Engine Industrial Association), which is entitled ��Elaboration and industrial development of high-precision shaping coordinated technologies and superficial hardening of responsible details from Al-alloys with heightened constructional energy efficiency��. This project was implemented under contract No. 40/10-30976/NCh-NCh- 01-13-KhG and was sponsored by the Ministry of Education and Science of the Russian Federation (contract No. 02.G25.31.0010 between UMPO and the Ministry of Education and Science of the Russian Federation) via the Resolution of the Russian Federation Government No. 218 from April 9, 2010. The authors are grateful to the staff of the Joint Research Center at Belgorod State University for their assistance with the mechanical and structural characterizations.
References
[1] POLMEAR I J, PONS G, BARBAUX Y, OCTOR H, SANCHEZ C, MORTON A J, BORBIDGE W E, ROGERS S. After concorde: Evaluation of creep resistant: Al-Cu-Mg-Ag alloys [J]. Materials Science and Technology, 1999, 15: 861-868.
[2] HUTCHINSON C R, FAN X, PENNYCOOK S J, SHIFLET G J. On the origin of the high coarsening resistance of �� plates in Al-Cu-Mg-Ag alloys [J]. Acta Materialia, 2001, 49: 2827-2841.
[3] POLMEAR I J. Light alloys: From traditional alloys to nanocrystals [M]. 4th ed. Oxford: Butterworth-Heinemann (Elsevier), 2006.
[4] WANG S C, STARINK M J. Precipitates and intermetallic phases in precipitation hardening Al-Cu-Mg-(Li) based alloys [J]. International Materials Reviews, 2005, 50(4): 193-215.
[5] GAZIZOV M, KAIBYSHEV R. Effect of pre-straining on the aging behavior and mechanical properties of an Al-Cu-Mg-Ag alloy [J]. Materials Science and Engineering A, 2015, 625: 119-130.
[6] BAKAVOS D, PRANGNELL P B, BESB B, EBERL F. The effect of silver on microstructural evolution in two 2xxx series Al-alloys with a high Cu:Mg ratio during ageing to a T8 temper [J]. Materials Science and Engineering A, 2008, 491: 214-223.
[7] HOU Y, GU Y, LIU Z, LI Y, CHEN X. Modeling of whole process of ageing precipitation and strengthening in Al-Cu-Mg-Ag alloys with high Cu-to-Mg mass ratio [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: 863-869.
[8] XIA Q, LIU Z, LI Y. Microstructure and properties of Al-Cu-Mg-Ag alloy exposed at 200 ��C with and without stress [J]. Transactions of Nonferrous Metals Society of China, 2008, 18: 789-794.
[9] XIAO D, HUANG B. Effect of Yb addition on precipitation and microstructure of Al-Cu-Mg-Ag alloys [J]. Transactions of Nonferrous Metals Society of China, 2007, 17: 1181-1185.
[10] RINGER S P, MUDDLE B C, POLMEAR I J. Effect of cold work on precipitation in Al-Cu-Mg-(Ag) and Al-Cu-Li-(Mg-Ag) alloys [J]. Metallurgical Materials Transaction A, 1995, 26: 1659-1671.
[11] GAZIZOV M, ZUIKO I, KAIBYSHEV R. Effect of cold plastic deformation prior to ageing on creep resistance of an Al-Cu-Mg-Ag alloy [J]. Materials Science Forum, 2014, 794-796: 278-283.
[12] LI H, LIU R, LIANG X, DENG M, LIAO H, HUANG L. Effect of pre-deformation on microstructures and mechanical properties of high purity Al-Cu-Mg alloy [J]. Transactions of Nonferrous Metals Society of China, 2016, 16: 1482-1490.
[13] GAZIZOV M, KAIBYSHEV R. Low-cyclic fatigue behavior of an Al-Cu-Mg-Ag alloy under T6 and T840 conditions [J]. Materials Science and Technology, 2016, 33(6): 688-698.
[14] GAZIZOV M, KAIBYSHEV R. Kinetics and fracture behavior under cycle loading of AA2139 alloy belonging to Al-Cu-Mg-Ag system [J]. The Physics of Metals and Metallography, 2016, 117(5): 1-10.
[15] SURESH S. Fatigue of materials [M]. 2nd ed. Cambridge: Cambridge University Press, 1998.
[16] GAZIZOV M, KAIBYSHEV R. The precipitation behavior of an Al-Cu-Mg-Ag alloy under ECAP [J]. Materials Science and Engineering A, 2013, 588: 65-75.
[17] WILLIAMS D B, CARTER C B. Transmission electron microscopy [M]. 2nd ed. New York: Springer, 2009.
Al-Cu-Mg-Ag�Ͻ�T6��T840�����µĸ���ƣ������
Marat GAZIZOV, Rustam KAIBYSHEV
Belgorod State University, Pobeda 85, Belgorod 308015, Russia
ժ Ҫ���о�Al-Cu-Mg-Ag�Ͻ�ϵAA2139�Ͻ���T6��T840�����µĸ���ƣ����Ϊ��T840�������ڷ�ʱЧǰ����ѹ����Ϊ40%����������T6̬��ȣ�T840����ߺϽ������ǿ�ȡ��������������µ�ƣ������������ͬ����Ϊ�����ӹ����̶����Ƶ���������չ��Ӱ���С��
�ؼ��ʣ�Al-Cu-Mg-Ag�Ͻ������ӹ�������֯��ƣ���������Ͽ���ò
(Edited by Yun-bin HE)
Corresponding author: Marat GAZIZOV; E-mail: gazizov@bsu.edu.ru
DOI: 10.1016/S1003-6326(17)60142-0
Abstract: High cyclic fatigue (HCF) behavior of an AA2139 alloy belonging to Al-Cu-Mg-Ag system in T6 and T840 conditions was examined. The T840 treatment involving cold rolling with a 40% reduction prior to peak ageing provides an increase in tensile strength compared with the T6 condition. However, fatigue lifetime for two material conditions was nearly the same since there is weak effect of thermomechanical processing on micro-mechanisms of crack initiation and growth.
