
���±�ţ�1004-0609(2014)02-0293-09
Al-Mg-Si��Al-Zn-Mg�Ͻ����ʺ��ӽ�ͷ��ѧ���ܺ��۽ṹ�Ĺ�ϵ
�춫�ͣ��½����������ԣ��Ʋ�������ʱ������ ������ ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��
ͨ��Ӳ�Ȳ��ԡ����������Լ�ƣ�������Al-Mg-Si (T5)��Al-Zn-Mg (T4)���ʺ��Ӽ�����ѧ���ܽ����˲��ԣ���ͨ��ɨ��羵(SEM)����ɢ��������似��(EBSD)��������(EDS)�Լ���羵(TEM)�Ժ��ӽ�ͷ���۽ṹ���й۲졣������������ʺ��Ӽ����������Ե����������ں�����ѭ�������£������������ƹ�ʱЧ�����������˴ִ�Ħ¡����U2�࣬������ǿ��ԶԶС����ĸ�ĵ�ǿ�ȣ�����������ѷ�������������ƣ����������ʾ��ƣ�Ͷ��ѷ�����Al-Mg-Siĸ��һ����ۺ��ߴ�����������Al-Mg-Siĸ��һ����ۺ���ǿ�ȵͣ����Ҵ��ڴ������Լ���ĸ����࣬��ѭ���غ���������������ƣ�����ơ�
�ؼ��ʣ�
���Ͻ�����������Ӱ��������ѧ�������۽ṹ����������
��ͼ����ţ�TG111.5��TG113.25 �� �� ���ױ�־�룺A
Relationship between mechanical properties and microstructure of Al-Mg-Si and Al-Zn-Mg dissimilar welded joint
ZHU Dong-hui, CHEN Jiang-hua, LIU Chun-hui, HUANG Chang-jun, WANG Shi-hao, CHEN Jing, GU Yuan
(College of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The mechanical properties of an Al-Mg-Si-T5 and Al-Zn-Mg-T4 dissimilar weld joint were tested through hardness test, tensile test and fatigue test, and the microstructure was investigated by scanning electron microcopy (SEM), backscattered-electron diffraction (EBSD), energy dispersive spectrometer (EDS) and transmission electron microscopy (TEM). The results show that a softened zone, which seems to experience an over-aged treatment because of the weld heat, appears in the dissimilar weld joint. And the tensile test specimen fails in the softened zone, where coarse �¡� phase and U2 phase exist. It is found that the fatigue testing specimen fractures approximately at the fusion line, which is near the heat affected zone of Al-Mg-Si base metal. The combined effect of the brittle Si-rich particles and the low strength leads to the fatigue crack initiation at this place.
Key words: aluminum alloy; weld; heat affected zone; mechanical properties; microstructure; precipitate
���ʽ�����ĺ��ӣ��������ں�������ҵ����������ҵ�������ڴ�������ҵ�ȣ����й㷺��Ӧ�á���ʵ�������У����Ը��ݲ�ͬ��λ�ij��غͻ����������ѡ��ͬ�IJ���������Ҫ�����������ܼ�������ɱ������һ��������ۺͼ��ص����á���ˣ����ʽ�����ĺ��������˴���������Ա����Ȥ[1-12]�����磬������ͨ����ˮ���²��ò���ֲ��϶�ˮ���ϲ��������Ͻ������ȼ����ֽ��������ĵ�λ�ã������г����Ͻ����У�6xxx��7xxx���Ͻ�ͬʱʹ����ͬһ�����IJ�ͬ��λ�������ȿ��Ի��6xxxϵ���õij����ԣ�Ҳ������7xxxϵ��ǿ�ȵ����ԣ��տͷɻ������ι������AA6056���Ͻ���Ti6Al4V���Ӷ��ɣ�������Ӧ��ͬʱ���м���(���Ͻ�)�����ǿ�ȼ�����ʴ��(Ti6Al4V)��Ч��[1]��
���Ͻ����ʲ��ϵĺ��ӣ����������Ͻ���������ϵĺ��ӣ�Ҳ�����Dz�ͬ�ͺŵ����Ͻ�֮��ĺ��ӡ������е������У������Ͻ�ֵ��о��϶�[2-7]��Ҳ�й������Ͻ��������������Ͻ�ı���[1, 8-10]��Ȼ�����Բ�ͬϵ�����Ͻ�֮�亸�ӵ��о���Խ���[11-12]���������߲�������MIG���ӷ����Խ�ͨ��������㷺Ӧ�õ�Al-Mg-Si��Al-Zn-Mg�������Ͻ���к��ӡ������ֺϽ����ۺ��������õ����Ͻ𣬵���������������ԭ�ӵ�����ͺ�����ͬ�Լ��ӹ���ʱЧ״̬��ͬ����ˣ����ຸ�ӽ�ͷ���۽ṹ�����ܾ��в��Գ��ԡ������ṹ�ĽǶ�̽���ú��Ӽ���ѧ���ܲ����ȵ�ԭ�ɼ������Ƕ����Ͻ���Ӱ�����ʶ��Ϊ�Ż����ӹ����ṩ�ο���
1 ʵ��
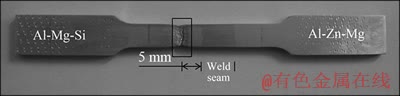
���о����õIJ�������������ͨ���乤���ϴ���ʹ�õ����Ͻ����Al-Mg-Si��Al-Zn-Mg������Al-Mg-SiΪT5(���³��ͺ���ȴȻ���˹�ʱЧ)״���Ͳ���Al-Zn-MgΪT4(���ܴ�������ȻʱЧ)״�İ�ģ����ϵĺ��Ϊ3 mm����������MIG��ƴ����һ�𣬲�������亸˿ER5356����˿��ֱ��Ϊ1.6 mm��ĸ�ĺͺ�˿�Ļ�ѧ�ɷּ���1����ǰ���ñ�ͪȥ��֬����и��Ȼ����ɰֽ��ˢȥ������Ĥ������������ô���Ϊ99.99%�ĸߴ��������������Ϊ24 L/min����������ð��Զ�����MIG���ӣ����ӵ���Ϊ260 A����ѹΪ27 V������ֱ�����ӣ�������Ϊ12.034 J/cm������ʱ��ǹ�غ��ӷ�����35 cm/min���ٶ��ƶ��������б5��(��ͼ 1)��ʹ��ĵķ����뺸ǹ֮��ļн�Ϊ5�㣬����ƴ����
�ں�������˳���30 d���ϵ�����ͣ�����ٽ��к������顣����ά��Ӳ�ȼƶԺ��ӽ�ͷ��Ӳ�Ƚ��в��ԡ�����Instron 3369��������Ժ��ӽ�ͷ������Al-Mg-Siĸ�ĺ�Al-Zn-Mgĸ���������������飬������Ʒ�Ǹ���ASTM E8M-04��ơ�ƣ��������MTS 810��Һѹ�ŷ�����������Ͻ��У�Ӧ����0.1��Ƶ��Ϊ50 Hz�����Ҳ���ƣ����Ʒ�Ǹ���ASTM E466-07��ơ�
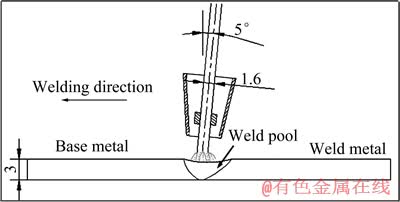
ͼ1 ���ӹ��̵�ʾ��ͼ
Fig. 1 Schematic diagram of welding process (Unit: mm)
�۽ṹ������������������(EDS)�͵��ӱ�ɢ������(EBSD)̽ͷ��FEI Quanta200ɨ��羵�����ñ�ɢ�������۲캸�ӽ�ͷ�ڶ���ֲ������ ��EDSԪ���߷���ȷ�����ӽ�ͷ�ۺ����Ŀ��Ⱥ�Ԫ����ɢ�������EBSD����������ۺ����ľ����ṹ����Tecnai G2 F20 S-TWIN��羵(TEM)��������������ṹ�۲��Ի�ø����������������ͷֲ���
2 ��������
2.1 ���ӽ�ͷ��Ӳ�ȷֲ�����
���������������Ӳ�ȷֲ���ͼ2���С������ϱ��溸���Լ11.5 mm���±����Լ8.5 mm����ͼ2���Կ�����Al-Zn-Mgĸ��һ�����Ӱ������û�г���Ӳ��ֵ�����½��������Ǻ�������Ӳ��ֵ��73HV�������ӵ�115HV������Ӳ��ֵ�ı仯��������Լ1 mm����խ��Χ�ڡ�Al-Zn-Mg�Ͻ�Ĺ����¶ȱȽϵͣ������������൱�ڶ�Al-Zn-Mg�����˹��ܴ���������Al-Zn-Mgĸ����T4״̬(���ܴ�������ȻʱЧ)��Al-Zn-Mgĸ�ĵ���Ӱ�����ں������ȻʱЧ������Ӳ��ֵ���ṹ�õ��ָ�����ĸ����ͬ��
��1 Al-Mg-Si�Ͻ�Al-Zn-Mg�Ͻ�˿ER5356�Ļ�ѧ�ɷ�
Table 1 Chemical composition of Al-Mg-Si, Al-Zn-Mg and ER5356 alloy

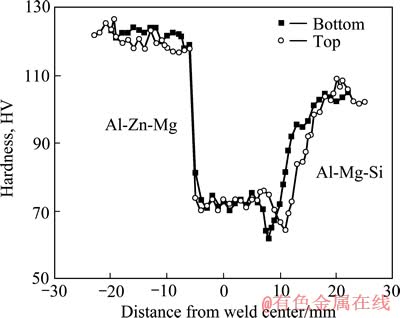
ͼ2 ���ӽ�ͷ���±����Ӳ�ȷֲ�
Fig. 2 Hardness distribution of top and bottom surfaces of Al-Mg-Si and Al-Zn-Mg welded joints
�ں��������ϱ�����±����Ӳ��ֵ����ԱȽ�ƽ����û�����ԵIJ��Al-Mg-Siһ�����Ӱ�����������ϱ��滹���±��涼������һ��Ӳ��ֵ�����½�������Ϊ������������������������Ӳ��ֵ��ԼΪ62.2HV���Ⱥ����Ӳ��ֵ������Լ14.8%����Al-Mg-Siĸ��(Ӳ��ֵΪ102.5HV)������39.3%���ϱ�����±��溸�ӽ�ͷӲ��ֵ��͵ĵط������ۺ��߶�Լ5 mm��
2.2 ��������
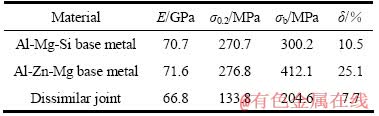
������ĸ�ĵ������������2���У�Ӧ����Ӧ��������ͼ3��ʾ��Al-Zn-Mgĸ������ߵĿ���ǿ��412.1 MPa��������Ʒ�Ŀ���ǿ����ͣ���204.6 MPa��������Ʒ�Ŀ���ǿ�Ƚ�ΪAl-Zn-Mgĸ�ĵ�49.7%��ΪAl-Mg-Siĸ�ĵ�68.2%��Al-Zn-Mgĸ����Al-Mg-Siĸ�ĵ�����ǿ�ȷdz��ӽ����������ʺ�����Ʒ������ǿ��ȴ���������Ľ��ͣ���Ϊ133.84 MPa����Al-Mg-Siĸ�ĵ�49.4%��Al-Zn-Mgĸ�ľ������õ���չ�ԣ��쳤�ʴﵽ25.1%��Al-Mg-Siĸ�ĵ��쳤��Ҳ��10.5%�������ʺ�����Ʒ���쳤�ʽ�Ϊ7.7%��
��2 ���ӽ�ͷ��ĸ������ʵ������
Table 2 Tensile properties of welded joint and base materials
��ͼ3��ʾ���������߿���֪�������ʺ������������Ա��κ��Ӧ��Ӳ���������Ա���ĸ�ĵ�Ҫ�ߣ��ﵽ���Ӧ�����������Եľ���������������ѡ����ʺ�����Ʒ��������ѷ�����Al-Mg-Si�Ͻ�һ�����±��������������ͼ4��ʾ���ۺ�Ӳ�Ⱥ��������������Կ������������Ǻ��ӽ�ͷ����IJ�λ��
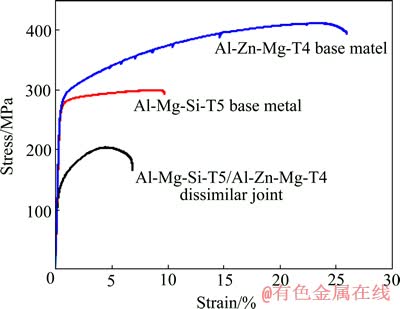
ͼ3 ������Ʒ��ĸ����Ʒ��Ӧ����Ӧ������
Fig. 3 Stress��strain curves of weld specimen and parental materials
ͼ4 ���ӽ�ͷ��Ʒ�������λ��
Fig. 4 Fractured position of welded specimen employed for tensile test
2.3 ƣ�Ͳ��Լ���Ͽ���ò����
Ӧ�����Ƶ�ƣ�Ͳ��Խ�������������ú�����max=a(Nf)b��ϳ����ߺ���ں�����ʶ����仯��ͼ5�С�ͼ5��ʾΪ������ĸ�ĵ�ƣ�����ܶԱȡ�ͬϵ���Ͻ�֮���Լ���ͬϵ���Ͻ�֮��ĺ�����Ʒƣ�����߶Աȡ���ͼ5��֪��Al-Zn-Mgĸ������õĿ�ѭ���غ����õ���������������Ʒƣ�����ߵ�б�ʸ���ƽ����������ΪAl-Zn-Mg�Ͻ�������ߵ�ǿ�ȣ�Al-Mg-Siĸ�ĵĿ�ƣ�����ܴ���Al-Zn-Mgĸ�ĵģ�������S��N����λ�����к�����ƷS��N���ߵ��Ϸ�����˵���Ⱥ�����Ʒ��ѭ���غ����õ�����Ҫ�á�
���к�����Ʒ�У�Al-Mg-Siͬ�ֽ���������Ʒ��S��N����λ��������Ʒ����Ͷˣ�Զ����Al-Mg-Siĸ�ĵ�S��N���ߣ��ⷴӳ���ӽ�ͷ�Ĵ��ڼ���ؽ�����Al-Mg-Si��ƣ�����ܡ�Al-Zn-Mgͬ�ֽ���������Ʒ����ĸ�ĵ���ȣ���ƣ������Ҳ���ִ���ȵ��� �����������ڸ���ƣ�������ֵ���Ϊ���ԣ����DZ�Al-Mg-Siͬ�ֽ���������ƷҪ�á�Al-Mg-Si��Al-Zn-Mg������ͬϵ�����Ͻ���һ��(���ʺ���)���俹��ѭ���غ����õ��������ֵø���һЩ����106ѭ���ܴ�֮ǰ��ƣ���������ʺ�����Ʒ��S��N������Al-Zn-Mgͬ�ֽ���������Ʒ֮��ȴ��Al-Mg-Siͬ�ֽ���������Ʒ֮�ϣ���������ʺ�����Ʒƣ�����ܲ���Al-Zn-Mgͬ�ֽ���������Ʒ�����DZ�Al-Mg-Siͬ�ֽ���������ƷҪ�á�������106ѭ���ܴ�֮�����ż��ص��غɱ�С�����ʺ�����Ʒ���ֳ��Ŀ�ƣ��������Al-Zn-Mgͬ�ֽ���������Ʒ�൱�������ʺ����������������ƣ��������������Al-Mg-Siͬ�ֽ���������Ʒ��
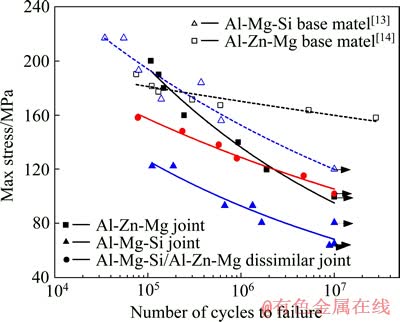
ͼ5 ������Ʒ��ĸ����Ʒ��S��Nƣ������[13-14]
Fig. 5 S��N fatigue curves of welded specimen and base materials[13-14]
��ƣ�Ͷ�����Ʒ����ɨ��羵�۲죬����ƣ�Ͷ�����Al-Mg-Siһ����ۺ��߸�������ͼ6(a)�е����߿���ʾ������Դ���ĶϿ���òһ���Ϊƽ̹���ҹ���[15]��ƣ��������������Ʒ����(��ͼ6(b))��������ѭ���غɵ����������ž��绺������չ���γ������ڽ������ѵĶϿ���ò������ѭ���غɵļ������ã�ƣ��������չ����Խ��Խ�죬�Ͽڴ�����������Դ��Ϊ��������״���ƣ��γ�������չ����������������������ƣ������(��ͼ6(c))��ͼ6(c)��ͼ6(b)�����߿�ķŴ���ƣ�����Ƶ��γ���ƣ�����Ƽ����ѭ���غ������·������Ա��β������Ƽ�˵��ź���أ��غ�Խ��ƣ������Խ����ƣ�����Ƶij�����ͨ�����������Զۻ�/���Լ�λ�������Ƽ�˵����������ƵĽ����
2.4 �����ṹ����
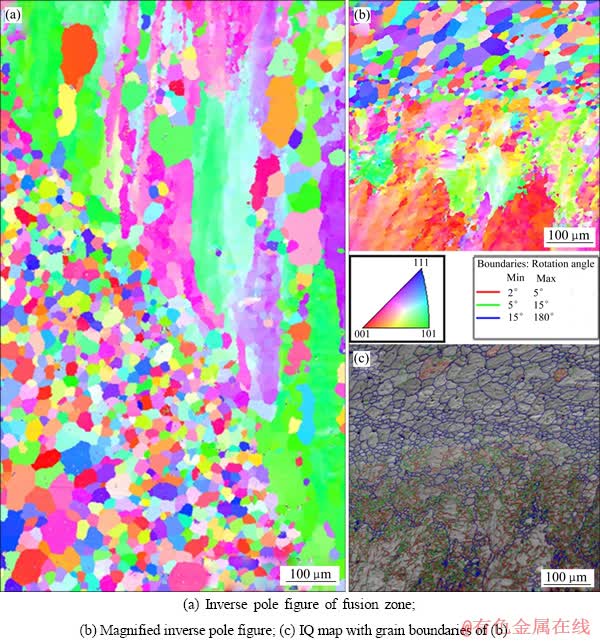
ͼ7��ʾΪAl-Mg-Siĸ���뺸��֮���ۺ�����EBSD����ͼ7�ɼ����ۺ����ɿ�������һ��ĸ�ϸС�ľ������Ϳ���Al-Mg-Siһ����ֵ���Խϴִ�ľ�������ɡ���ͼ7(a)���������ع۲쵽������С����̬������ȡ�����ۺ����������ľ���ȡ��������ֲ��ġ�����ĸ��һ����ۺ�������һЩ�쳣����ľ�������Щ�ִ�ľ������ߴ�ԼΪ300 ��m��������Щ�ִ�������Χ��������һ��������������dz�ϸС�ľ�������Щ�����ijߴ�ֲ���10~60 ��m֮�䡣ͼ7(b)��ʾΪ�ۺ����ĸ߱�EBSD��ͼ����һ�������Ե�����������ۺ��߸���������һ�����Ե�ȡ��ȷ���ġ��ӵ㡱�����������ֱ��״��ͼ7(c)��ʾΪ��ͼ7(b)��Ӧ�Ļ�������ͼ�����������ؿ���ͼ 7(b)�еġ��ӵ㡱���Ǻܶ�ͼ�������궨���õĺ�ɫ���γɵġ���һ�����ᴩ�ִ�ľ�����ϸС�ľ����������γ���һЩ�Ǿ���(��ͼ�е�����)��ͼ7(c)�еĺ�ɫ���˵����������ܴ��ڽ϶�ĵڶ��࣬Ӱ���˾ճ�����Ϣ�IJɼ���
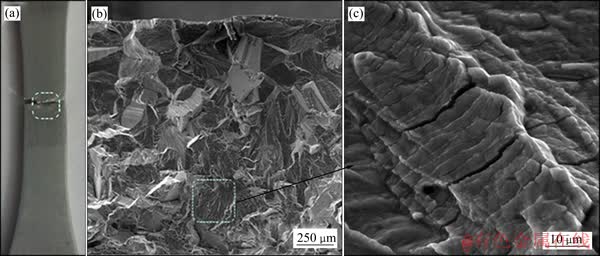
ͼ6 ƣ�Ͷ������������������㼰�Ͽ���ò
Fig. 6 Location of fatigue fracture(a), fracture surface(b) of fatigue sample showing crack initiation and propagation, and enlarged fatigue striations(c) in box shown in (b)
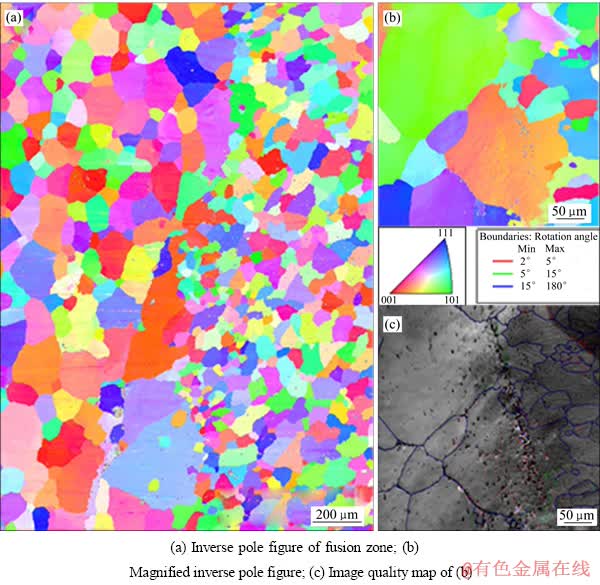
ͼ7 Al-Mg-Siĸ���뺸��֮���ۺ�����EBSD��
Fig. 7 EBSD images of fusion zone between weld seam and Al-Mg-Si base material
ͼ8��ʾΪAl-Zn-Mgĸ���뺸��֮���ۺ�����EBSD��ͼ8(a)��ʾΪAl-Zn-Mg�뺸��֮���ۺ����ľ���ȡ��ͼ����ͼ8(a)�ɷ��֣�������ƺ����������Ʒ����������������������εľ�����Χ����ϸС�ĵ����ٽᾧ���������ں��촦�����ۺ��ߴ�����ϸ������ƽ���ߴ�Ϊ8.04 ��m����ͼ8(b)���������ؿ�����Al-Zn-Mg�Ͻ����ƺ����ڲ�����ȡ����ͼ8(c)�ɼ������ۺ���ƫ���촦���ڵľ���������Ǵ�ǶȾ��磬���ۺ���ƫĸ�Ĵ����ڴ�����С�ǶȾ���(��ͼ8(c)�е�����)��Al-Zn-Mgĸ����Ҳ���ںܶ��Ǿ��磬����������Ҫ���ڿ����ۺ�����ĸ�ġ�������Ӱ�����ã��ۺ�����Χ�����˻ظ��Ͳ����ٽᾧ����Ӱ����ݶȱ仯����ˣ�Al-Zn-Mgĸ�Ŀ����ۺ��ߴ������ظ��Ͳ����ٽᾧ�̶�Ҫ�����γ��˸�����ٽᾧ�����ʹ������Ǿ��硣���ۺ����ϣ�ϸС�ľ����Լ�һЩ�Ǿ���Ĵ��ڿ����Ǹ���Ӳ��ֵ��Al-Mg-Si�Ͻ���Ӧ�����Ըߵ�һ��ԭ��Ȼ������Al-Zn-Mgһ����ۺ��߸�����δ�����к�ɫ�ĵ�����֣�˵����������û�н϶�ڶ�����ڡ�
2.5 ���촦�ɷֲַ��͵ڶ������
2.5.1 Al-Mg-Siĸ���뺸��֮���ۺ�����Ԫ�طֲ��͵ڶ������
Al-Mg-Siĸ���뺸��֮���ۺ�����EDS��ɨ�������ͼ9����ͼ9�ɼ����Ӻ��쵽Al-Mg-Siĸ�ģ�MgԪ�صĺ����������������½���ER5356��˿��Mg�����ϸߵ�5xxxϵ�����Ͻ�Al-Mg-Siĸ��Mg������Խϵͣ��ۺ����Ǻ���ʱ�۳���ĸ��֮�����������Ͻ�Ԫ���ڴ����ɢ����ͼ9(a)��֪��MgԪ�س����½����ٴﵽһ������ȶ���ƽ̨������½����Ŀ���ԼΪ40 ��m��Si��ZnԪ���ں����ĸ�ĵĺ������ܵͣ�SiԪ����Al-Mg-Siһ������˺�������������ZnԪ��ȴû�����Եı仯��
ͼ8 Al-Zn-Mgĸ���뺸��֮���ۺ�����EBSD��
Fig. 8 EBSD images of fusion zone between Al-Zn-Mg base material and weld seam
��ͼ9(b)�ı�ɢ������Թ۲�ڶ�������Ĵ�С�ͷֲ������Al-Mg-Siĸ��һ���ۺ�����������Խϴ�ĵڶ��������ɢ�ֲ��š����ۺ���(��ͼ8(b)�е�������֮��)�ֲ�������ߴ��ϸС�������ܶȽϴ�ĵڶ���������˽����EBSD���һ�¡�
2.5.2 Al-Zn-Mgĸ���뺸��֮���ۺ�����Ԫ�طֲ��͵ڶ������
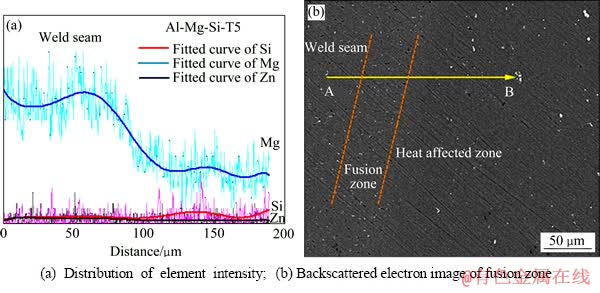
ͼ10(a)��ʾΪMgԪ��EDS�ռ��ź���ͼ10(b)�е�A��(λ�ں�����)��B��(Al-Zn-Mgĸ��)�ƶ���MgԪ�غ����������Ե��½���ֱ������A��Լ60 ��m������ԱȽ�ƽ�ȡ�ZnԪ�صĺ����Ӿ���A��Լ10 ��m����ʼ���ֻ���������������A��80 ��m��֮��ʼ���ƽ�ȡ�SiԪ�ص�EDS�ź�ǿ��һֱ�ܵͣ�������EDS�߷����ƶ�������û�з������Եı仯����ͼ10(a)�ɼ�������Ԫ�غ����ı仯�ɴ���ȷ���ۺ�����λ�ã������ԼΪ45 ��m����ͼ10(b)��������֮����ۺ�������������ڶ����������Al-Mg-Siһ����ۺ����еĵڶ��������ȣ���ߴ�������١��ֲ���ɢ��
�ۺ���������ƣ�������У�ƣ�Ͷ��ѷ�����Al-Mg-Si�ͺ���֮����ۺ���������ܺ������ڴ����ĵڶ��������Ԫ�غ������ݶȱ仯���ϵ͵�ǿ���йء���ȻAl-Zn-Mg�뺸��֮����ۺ���Ҳ���ڴ����ĵڶ��������Ԫ�غ������ݶȱ仯�����Ǹ�����ǿ��ȴ��Al-Mg-Si�뺸��֮����ۺ���Ҫ�ߣ�����ǿ����͵�Al-Mg-Siһ�����������������Ԫ�طֲ������Ҳ����ڴ����ĵڶ����������ˣ������ĵڶ��������Ԫ�غ������ݶȱ仯�ͽϵ͵�ǿ�����ߵ��ۺ����úܿ��������ƣ������������Al-Mg-Si�뺸����ۺ�������Ҫԭ��ƣ�Ͷ���λ�����������λ�ò�ͬ˵��ƣ�Ͷ��ѶԼ���ĵڶ�����������У���������Ѹ�������ǿ�Ƚϵʹ�������
ͼ9 Al-Mg-Siĸ���뺸��֮���ۺ�����EDS�߷���
Fig. 9 EDS line analysis of fusion between Al-Mg-Si base material and weld seam

ͼ10 Al-Zn-Mgĸ���뺸��֮���ۺ�����EDS�߷���
Fig. 10 EDS line analysis of fusion between Al-Zn-Mg base material and weld seam
2.6 TEM�۲�
2.6.1 ��������TEM����
���ӽ�ͷAl-Mg-Siһ�����������Ӳ��ֵ��͵ĵط��ͷ���������ѵĵط�����������ֺܶ��������� ����Ĵִ������ࡣ��Щ��������е�Ϊ120~200 nm������һЩ�϶̵����������40~100 nm֮�䡣�۲�����������Ĵ�ֱ�˲������ֶ��ǽ��Ƶ�Բ�Ρ����⣬������������˸߷ֱ���羵(HRTEM)�۲졣������֣���Щ��������ǵ���Ϊ������ϵ��U2��(��ͼ11(c)����õ�������Ϊa=0.675 nm��c=0.795 nm)�����۲쵽�������ĵ���Ϊ���ǽṹ�Ħ¡���(��ͼ11(b)����������Ϊa=b=0.715 nm����=120��)�����ں����ȵ����ã��൱�ڶԸ������˹�ʱЧ������ʹ�䴦�ڹ�ʱЧ״̬��U2��ͦ¡�����Al-Mg-Si�Ͻ���ʱЧ�¶Ƚϸ�ʱЧʱ��ܳ�ʱ�ų��ֵ�[16-18]��ǿ��Ч���ϲ��U2��ͦ¡���ij����Ǹ�������Ӳ�Ⱥ�ǿ���½��ĸ���ԭ��
����Ĵִ������ࡣ��Щ��������е�Ϊ120~200 nm������һЩ�϶̵����������40~100 nm֮�䡣�۲�����������Ĵ�ֱ�˲������ֶ��ǽ��Ƶ�Բ�Ρ����⣬������������˸߷ֱ���羵(HRTEM)�۲졣������֣���Щ��������ǵ���Ϊ������ϵ��U2��(��ͼ11(c)����õ�������Ϊa=0.675 nm��c=0.795 nm)�����۲쵽�������ĵ���Ϊ���ǽṹ�Ħ¡���(��ͼ11(b)����������Ϊa=b=0.715 nm����=120��)�����ں����ȵ����ã��൱�ڶԸ������˹�ʱЧ������ʹ�䴦�ڹ�ʱЧ״̬��U2��ͦ¡�����Al-Mg-Si�Ͻ���ʱЧ�¶Ƚϸ�ʱЧʱ��ܳ�ʱ�ų��ֵ�[16-18]��ǿ��Ч���ϲ��U2��ͦ¡���ij����Ǹ�������Ӳ�Ⱥ�ǿ���½��ĸ���ԭ��
2.6.2 Al-Mg-Siĸ���뺸����ۺ��ߴ���TEM����
����ƣ������������Al-Mg-Si�뺸��֮����ۺ��߸�������ˣ��Ը���������TEM�۲�, ���ָ�����û�����׳߶ȵ������ֻ࣬�гߴ�ϴ�Ŀ���(��ͼ12(a))�����ֿ���ֱ��ԼΪ1 ��m���ֲ���ɢ������Щ��������EDS�ɷַ�������ɷ�Ϊ���Ǻ���Si��Mg�ĸ�����(��ͼ12(b))�����ֿ���Ϊ�����Ҽ���Ŀ�����������Ӧ�������¿��Ѳ��γ�ƣ������Դ�������е�OԪ������Ʒ�Ʊ����ڿ����б�����������ġ�
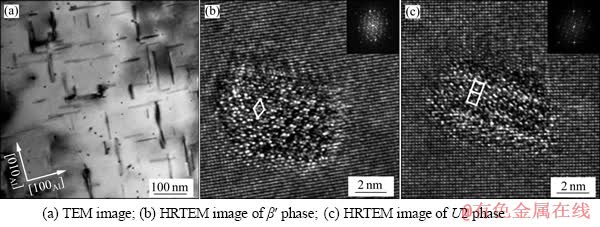
ͼ11 Al-Mg-Siĸ��һ����������TEM��HRTEM��
Fig. 11 TEM and HRTEM images of softened zone in Al-Mg-Si base material side
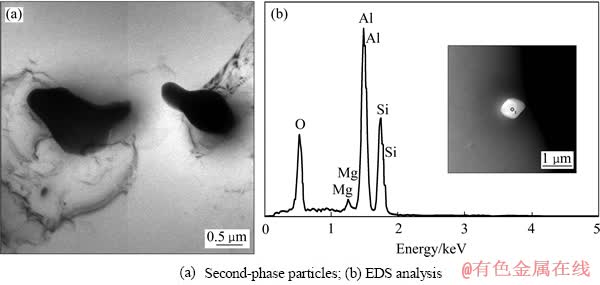
ͼ12 Al-Mg-Siĸ���뺸��֮���ۺ��ߴ��ĵڶ����������EDS�ɷַ���
Fig. 12 Second-phase particles near fusion line between Al-Mg-Si base material and weld seam and EDS composition analysis
3 ����
1) Al-Mg-Si��Al-Zn-Mg���Ͻ�ͨ������MIG���Ʊ������ʺ��ӽ�ͷ���������Ӳ�ȷֲ����Գƣ�������Al-Zn-Mgĸ�Ĺ��ɵ��ۺ���Ӳ�ȳ����˾������ӣ�Al-Mg-Siĸ��һ�����±��涼������һ��Ӳ��ֵ�����½�����������
2) ���ʺ��ӽ�ͷ��������������ĸ����ȳ����˼���Ľ��ͣ����������Al-Mg-Siĸ��һ����������������ִ�Ħ¡����U2����ǿ�Ƚ��͵���Ҫԭ��
3) ���ۺ������б�ɢ�������۲��EDSԪ���߷������������ۺ��߸����ֲ�������ϴִ��������ܶȽϴ�ĵڶ�����������ۺ�����ֻ��Һ̬�������������ڵ�ĸ������֮����������Ե�Ԫ���ݶ���ɢ����û�г���Һ̬������������ĸ��֮�������ϡ�
4) ���ʺ��ӽ�ͷ��ƣ�Ͷ��ѷ�����Al-Mg-Siĸ��һ����ۺ��߸���������ڶ������������Ԫ�غ����ֲ����ݶȱ仯�����ϵ͵�ǿ�������ۺ����������ƣ�����������ڴ˴���ԭ�����⣬���ۺ���û�з������׳߶ȵ������ࡣ
REFERENCES
[1] VAIDYA W V, HORSTMANN M, VENTZKE V, PETROVSKI B, KOCAK M, KOCIK R, TEMPUS G. Improving interfacial properties of a laser beam welded dissimilar joint of aluminum AA6056 and titanium Ti6Al4V for aeronautical applications[J]. Journal of Materials Science, 2010, 45: 6242-6254.
[2] LEE W B, SCHMUECKER M, MERCARDO U A, BIALLAS G, JUNG S B. Interfacial reaction in steel-aluminum joints made by friction stir welding[J]. Scripta Materialia, 2006, 55: 355-358.
[3] UZUN H, DONNE C D, ARGAGNOTTO A, GHIDINI T,GAMBARO C. Friction stir welding of dissimilar Al 6013-T4 to X5CrNi18-10 stainless steel[J]. Materials and Design, 2005, 26: 41-46.
[4] TABAN E, J E. GOULD J E, LIPPOLD J C. Dissimilar friction welding of 6061-T6 aluminum and AISI 1018 steel: Properties and microstructural characterization[J]. Materials and Design, 2010, 31: 2305-2311.
[5] SPRINGER H, KOSTKA A, PAYTON E J, RAABE D, KAYSSER-PYZALLA A, EGGELER G. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys[J]. Acta Materialia, 2011, 59: 1586-1600.
[6] COELHO R S, KOSTKA A, SANTOS J F D, KAYSSER- PYZALLA A. Friction-stir dissimilar welding of aluminum alloy to high strength steels: Mechanical properties and their relation to microstructure[J]. Materials Science and Engineering A, 2012, 556: 175-183.
[7] DONG Hong-gang, YANG Li-qun, DONG Chuang, KOU S. Improving arc joining of Al to steel and Al to stainless steel[J]. Materials Science and Engineering A, 2012, 534: 424-435.
[8] YAN Yong, ZHANG Da-tong, QIU Cheng, ZHANG Wen. Dissimilar friction stir welding between 5052 aluminum alloy and AZ31 magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S2): s619-s623
[9] SUTTON M A, YANG B, A. REYNOLDS P, TAYLOR R. Microstructural studies of friction stir welds in 2024-T3 aluminum[J]. Materials Science and Engineering A, 2002, 323:160-166.
[10] YAN Jiu-chun, XU Zhi-wu, LI Zhi-yuan, LI Lei, YANG Shi-qin. Microstructure characteristics and performance of dissimilar welds between magnesium alloy and aluminum formed by friction stirring[J]. Scripta Materialia, 2005, 53: 585-589.
[11] AVAL H J, SERAIZADEH S, KOKABI A H. Evolution of microstructures and mechanical properties in similar and dissimilar friction stir welding of AA5086 and AA6061[J]. Materials Science and Engineering A, 2011, 528: 8071-8083.
[12] LUIIENDIIK T. Welding of dissimilar aluminum alloys[J]. Journal of Materials Processing Technology, 2000, 103: 29-35.
[13] ��ѩ��, ������, �� ƻ, ������, ����Զ. 6N01-T5���Ͻӽ�ͷƣ�Ͷ��ѷ���[J]. ����ѧ��, 2009, 30(1): 25-28.
LIU Xue-song, LI Shu-qi, WANG Ping, MENG Li-chun,  Ren-yuan. Fatigue fracture analysis of 6N01-T5 aluminum alloy welded joint[J]. Welding Journal, 2009, 30(1): 25-28.
Ren-yuan. Fatigue fracture analysis of 6N01-T5 aluminum alloy welded joint[J]. Welding Journal, 2009, 30(1): 25-28.
[14] HIRUKAWA H, MATSUOKA S, TAKEUSHI E, NISHIJIMA S. Fatigue properties of welded joint for JIS aluminum alloys[J]. JSME International Journal A, 1996, 62: 1972-1978.
[15] �Ʋ���, ������, �½���, �����, ɣ ��, ��Ԫ��, �� ��. AlMgSiCu�Ͻ�ʱЧ״̬��ƣ���̼�����������Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(1): 35-43.
HUANG Chang-jun, LIU Chun-hui, CHEN Jiang-hua, FENG Jia-ni, SANG Yi, LIAO Yuan-fei, CHEN Gang. Effect of precipitation state on fatigue process and fracture characteristics of AlMgSiCualloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(1): 35-43.
[16] ANDERSEN S J, MARIOARA C D, FROSETH A, VISSERS R, ZANDBERGEN H W. Crystal structure of the orthorhombic U2-Al4Mg4Si4 precipitate in the Al-Mg-Si alloy system and its relation to the �¡� and �¡� phases[J]. Materials Science and Engineering A, 2005, 390: 127-138.
[17] VISSERS R, HUIS M A V, JANSEN J, ZANDBERGEN H W, MARIOARA C D, ANDERSEN S J. The crystal structure of the �¡� phase in Al-Mg-Si alloys[J]. Acta Materialia, 2007, 55: 3815-3823.
[18] �½���, ������. AlMgSi(Cu)�Ͻ�������������Ľṹ�ݱ�[J]. �й���ɫ����ѧ��, 2010, 21(10): 2352-2360.
CHEN Jiang-hua, LIU Chun-hui. Microstructure evolution of precipitates in AlMgSi(Cu) alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 21(10): 2352-2360.
(�༭ ��ѧ��)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2009CB623704)��������Ȼ��ѧ����������Ŀ(51171063)������ʡ��У�Ƽ������Ŷ���Ŀ
�ո����ڣ�2013-06-08�������ڣ�2013-11-22
ͨ�����ߣ������ԣ���ʿ�о������绰��0731-88664009��E-mail: chliu@hnu.edu.cn
ժ Ҫ��ͨ��Ӳ�Ȳ��ԡ����������Լ�ƣ�������Al-Mg-Si (T5)��Al-Zn-Mg (T4)���ʺ��Ӽ�����ѧ���ܽ����˲��ԣ���ͨ��ɨ��羵(SEM)����ɢ��������似��(EBSD)��������(EDS)�Լ���羵(TEM)�Ժ��ӽ�ͷ���۽ṹ���й۲졣������������ʺ��Ӽ����������Ե����������ں�����ѭ�������£������������ƹ�ʱЧ�����������˴ִ�Ħ¡����U2�࣬������ǿ��ԶԶС����ĸ�ĵ�ǿ�ȣ�����������ѷ�������������ƣ����������ʾ��ƣ�Ͷ��ѷ�����Al-Mg-Siĸ��һ����ۺ��ߴ�����������Al-Mg-Siĸ��һ����ۺ���ǿ�ȵͣ����Ҵ��ڴ������Լ���ĸ����࣬��ѭ���غ���������������ƣ�����ơ�
