
���±�ţ�1004-0609(2010)S1-s0743-05
CT20�ѺϽ�ܲĵ��������
�� ΰ���� �¬�Ƿ壬ëС�ϣ����������� Ƽ
(������ɫ�����о�Ժ������ 710016)
ժ Ҫ��
���췢����Һ���·��CT20�ѺϽ�ܲ���������̸��ӣ�ʵ�������з���ԭʼ�ܲĵı��������֯����Ӱ��ϴ���������ܻ��Բ�ͬԭʼ״̬�ܲĽ������䣬����ɨ��羵��ѧ�����ȹ۲���֯�ͶϿڣ�������ܶ��Ѽ�����ȱ�ݵIJ���ԭ������������洦���Թܲ��������Ӱ�첻������֯�ܲ�����������ã�Ƭ״��֯�ܲIJ���������ͣ�����������ܻ���ģ�ߺ��ղ������Ʊ������������õ�����ܲġ�
�ؼ��ʣ�
CT20�ѺϽ����ܲ�����֯�����䡡�� ���ױ�־�룺A��
Cold bending of CT20 titanium alloy tubes
LIU Wei, DU Yu , LU Ya-feng, MAO Xiao-nan, QI Yun-lian, GUO Ping
(Northwest Institute for Nonferrous Metal Research, Xi��an 710016, China)
Abstract: The cold bending process of CT20 titanium alloy tubes used for spaceflight engine tube to carry liquid hydrogen is complex. Numerical control bending tube machine was used to bend the tubes of different original conditions, and the reason for rupture and surface defect of the bending tubes was studied by SEM and TEM. The results show that surface processing has a limited influence on tubes bending, and tubes with isometric microstructure can be bended while those with lath microstructure cannot be bended. The bending tubes with good quality can be processed by adjusting the die and parameter of numerical control bending tube machine.
Key words: CT20 titanium alloy; tube; microstructure; cold bending
�Ѽ��ѺϽ�����ܶ�С����ǿ�ȸߵ������ۺ����ܣ����㷺Ӧ���ں��պ��������[1]��CT20�ѺϽ�(Ti-Al-Zr-Moϵ)��������ɫ�����о�Ժ���ƿ�����һ�ֽ����͵����ѺϽ���������ǿ�ȡ�600 MPa���쳤�ʡ�16%����20 K�����£���ǿ�Ƚ��������һ�����쳤�����ܱ�����10%���ϡ�����������������ã��ɽ��úϽ���ӹ��ɹܲġ�Ŀǰ�����øúϽ��Ʊ��Ĺܲ���Ӧ����ij���췢����Һ���·ϵͳ��[2]��
���ڷ��������ڲ��ռ�ṹ���ӣ�CT20�ѺϽ𱡱ڹܲ���ʹ��ǰ��Ҫͨ������ķ�ʽ���Ƴ����������������������̸��ӣ��ܵ�ֱ��ԭʼ״̬���������ա�ģ���������ˮƽ�����ص�Ӱ�죬���׳����������ں����(��������)���ڲ�ʧ�����塢������䡢�ص������⣬������ܳ�Ʒ�ʽ��͡����ڹܲĵ����䣬��������о���Ҫ���������۽�������ֵģ���ʵ��ģ�߸Ľ��ȷ���[3-8]����ʵ�����������з����ѹܲĵı��洦��������֯���������Ҳ���кܴ��Ӱ�졣�����������CT20ֱ�ܲ�ͬ��ԭʼ״̬(���洦��������֯)���������ղ�����������͵�Ӱ������о���Ϊ�ѹܲĵ��������ͼ�ȱ�ݳ����ṩ���ݺͲο���
1 ʵ��
ѡȡCT20�Ͻ�d35 mm��1.5 mm�����ܲķֱ�����������ϱ���1 h��¯����ٽᾧ�¶ȱ���1 h��¯�������ȴ�����Ȼ���2�ֲ�ͬ��֯�Ĺܲķֱ�ͨ����ϴ����ɰ+��ϴ����+��ϴ�ķ�ʽ���б��洦���� ��ɰ����ΪʯӢɰ������Ϊ0.3 mm���������ڹܲ�����Ͻ��С�
d35 mm��1.5 mm�ܲ�����������VB300HP������ܻ��Ͻ��У������뾶R=2D0=70 mm(D0Ϊֱ�ܵ��⾶)�������Ǧ�=120?��
�������ܲ�����Instron1195��������������Ͻ��У�����֯�ͶϿڹ۲�ֱ���OLYMPUS PMG3��ѧ������JSM5800ɨ��羵�Ͻ��С������������������ܲĽ���ʵ�����ա��������и�������������ʷ���ܺ��þ��ܲ������߲����ܲĵ��⾶�ͱں�ߴ硣
2 ʵ����
�����ܲľ��ٽᾧ�¶��˻�������ٽᾧ�Ĺ��̣�����֯��ȫ���ữ(��ͼ1(a))��ƽ�������ȴ�С
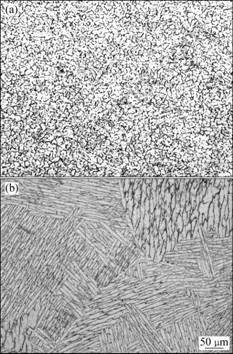
ͼ1 CT20�ܲľ���ͬ�ȴ����������֯
Fig.1 Microstructures of CT20 alloy tube after different heat treatments: (a) Annealing at recrystallization temperature; (b) Annealing in �� region
ԼΪ10 ?m�����������˻��ΪƬ״��֯(ͼ1(b))���ɿ���ԭʼ�Ħ¾��磬ԭʼ�¾����ߴ糬��250 ?m��������������Ƭ״������ƽ����Լ100 ?m����Լ10 ?m��
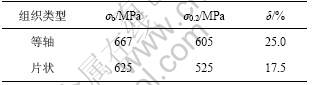
�ܲIJ�ͬ�˻���֯��300 Kʱ����ѧ���ܼ���1������Ƭ״��֯�ܲĵ�ǿ�����Աȵ�����֯�ĵͣ����쳤��Ҳ�ȵ�����֯�Ĺܲĵ�30%��
��1 ���в�ͬ��֯CT20�Ͻ���300 Kʱ����������
Table 1 Tensile properties of CT20 with different microstructures at 300 K
������ϴ����ɰ+��ϴ����+��ϴ�ȷ�ʽ�����Ĺܲ������ֲڶȷֱ�Ϊ1.5��1.6��1.5 ?m�����۹۲첻ͬ��ʽ�����Ĺܲı�����в�ͬ�Ĺ�������ֲڶȲ���С��
Ϊ�˵�����ܻ����������ղ�����ȡ2��������֯��������������䣬о��ֱ��Ϊd 31.6 mmʱ��������������ڲ����壬����ֱ��Ϊd 31.8 mm��о�����������������á�
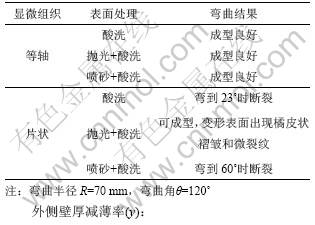
��ͬԭʼ״̬CT20ֱ����������������2�����Կ��������е�����֯3�ֱ��洦���Ĺܲ�����������ã�������Ƭ״��֯3�ֱ��洦���Ĺܲľ��������Ƴ��������õ���ܡ�
����ܵ������������ں�����ʺͱ��ν�������ʿ������й�ʽ���㡣
��2 d 35 mm��1.5 mmֱ������ʵ��
Table 2 Cold bending experiment of d 35 mm��1.5 mm straight tube
���ں������(y)��
y=(t-t0)/t0 (1)
ʽ�У�tΪ��������������ں�t0Ϊֱ�ܱں�
���ν��������Բ��(x)��
x=(Dmax-Dmin)/D0 (2)
ʽ�У�Dmax��Dmin�ֱ�Ϊ��ܵ�������Сֱ����D0Ϊֱ�ܵ�ֱ����
ͨ�������ͼ��㣬�ܲ����ں��������10%���ڣ����ν����������3%���ڡ�
ͼ2(a)��(b)��ʾ�ֱ�Ϊ������֯�ܲı����ڲ���ѹ�������������������֯��ͼ2(c)��(d)��ʾ�ֱ�ΪƬ״��֯�۲�����ڲ���ѹ�������������������֯���ɿ��������۵��ỹ��Ƭ״��֯���ܲ��ڲ�������֯���γ̶ȶ���̫���ԣ���ԭʼ��֯�IJ��
ͼ3(a)��(b)��ʾΪ������֯�ܲ�����Ͽڵ�SEM��ͼ3(c)��(d)��ʾΪƬ״��֯����Ͽڵ�SEM������Ͽڿ��Կ�����Ƭ״�ȵ�����֯�ĺ�۶Ͽ������������ά״˺�ѵĺۼ���������(��ͼ3(a)��(c))���ɶ�Ӧ�ķ�������ò��֪���Ͻ�Ϊ������֯ʱ���Ѵ�С���ֲ��Ͼ���(��ͼ3(b))��Ϊ���͵����Զ���������Ƭ״��֯�����ѱ���ߴ������˽����˺�Ѽ���������(��ͼ3(d))�����ֳ����ԵĽ�������������
������ܻ��Ľṹ��ͼ4��ʾ������ʱ���п�3ǣ���ܼ�������ģһ��ת�����趨�������Ƕȣ��ܼ�������ģ������ʹ�ùܼ��ﵽ��Ҫ�������뾶��Ȼ��п��ѹ��4�ɿ���о��6�����ȡ���ܼ�������ģ�ͼп鸴λ�����һ������������
3 ����������
�����ܲ�ԭʼ��֯Ϊ��������ά��֯�����ٽᾧ�¶��˻��ԭʼ��֯�����ٽᾧ��Ϊ������ࡣ���ȵ����������¶��˻�ʱ���¾���Ѹ�ٳ�����ȴ�����о����������Ƭ��״�����������������һ����ȡ��������ȴ�ٶȽ���������Ƭ״���ߴ�ϴӱ�1�ɿ�����300 K�¶��²��ϵ��쳤�ʺ�ǿ�Ⱦ�����֯���ͱȽ����У�ǿ���뾧���ȷ���Hall-Petch��ϵ�������ž����ȳ���ǿ�Ƚ��ͣ���Ƭ״��֯�����Աȵ�����֯��Ҳ�ͣ���ֿ����Ա��ε����� ���
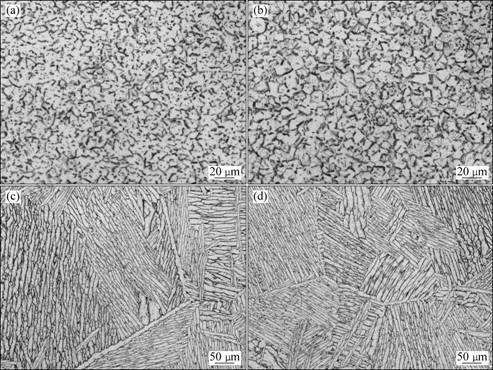
ͼ2 ��ܱ���������֯
Fig.2 Microstructures in distorting zone of CT20 bend tube: (a), (b) Isometric; (c), (d) Lath
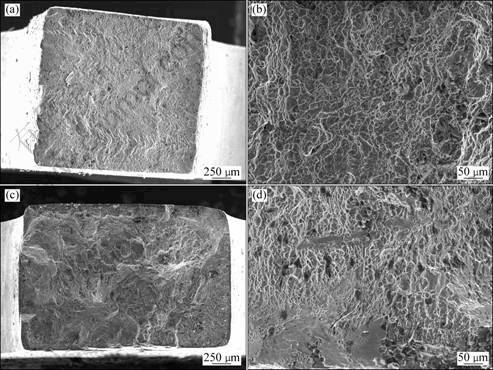
ͼ3 �������Ͽڵ�SEM��
Fig.3 Tensile SEM images of fracture surface of alloy: (a), (b) Isometric; (c), (d) Lath
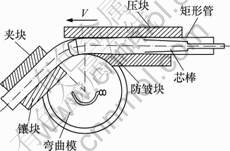
ͼ4 ������ܻ��Ľṹʾ��ͼ[9]
Fig.4 Schematic diagram of structure of numerical control pipe bender[9]
�ɱ�2��֪�����洦���Ծ��е�����֯��ֱ�ܵ��������ͻ���û��Ӱ�죬ԭ�����������ɰ�ܲı��������ϸ�ۼ�����Һ��ʴ��ۻ���ʹ��3�ִ�����ı�����������Բ��졣
������֯�Թܲĵ�����������������Ӱ�졣�ӱ�2���Կ��������е�����֯�Ĺܲ������������ã���Ƭ״��֯�Ĺܲ�������������2���������ѣ�ֻ�о�����+��ϴ����ĹܲĿ��������ͣ���������������������Ƥ״��������ơ��ܲ�������ʱ�����������ֵ�����ܵ���Ӧ�����ã��ڲ��ܵ�ѹӦ�����ã������������̷������Ա��Ρ����е�����֯�Ĺܲķ������Ա������ڦ���ĸ��������Ի��ƿ�ʼ�ģ�����������ӣ�λ��������Խ��Խ��Ħ������з������ն��κˡ����Ӻ���չ�ϳ٣�����ǰ�ɲ�������ı��Σ���Ƭ״��֯�Ĺܲķ������Σ������������������ͬ�Ĺ�ϰ�棬���Ի���һ��ʼ���ܺ����谭�ش�������ƽ�еĦ������γɿ��ٷ�չ�Ĵֻ��ƴ������ھ�������ײ���λ�����������������β����ȣ���ʹ�ն���ǰ�γɺͷ�չ�����ϵֿ����Ա��ε��������ͣ�����ڹܲ�����������Ƥ״��������ߺܿ췢�����ѡ���ͼ3������Ͽڿ��Կ�����������֯�ܲ�Ϊ���͵����Զ�����������Ƭ״��֯�ܲı��ֳ��������ѵ���������һ���棬�ܲĵ���������뾶(R/D0)���ж��ܲ������ӹ��̶ȵ���Ҫ����ָ�ꡣ��������[10]��Ϊ����С��������뾶(R/D0)min�濹��ǿ�Ȧ�b�������С�������Ͽ�������Խǿ�������������γ̶�Խ��Ƭ״��֯�ܲĵĿ���ǿ�ȱȵ�����֯�ĵ�42 MPa����(R/D0)minҲ�ȵ�����֯�Ĺܲĵͣ��������������εļ���Ҳ��Խϲ��ˣ�������ʱ�������ѻ��߱���������ơ�
�����������У����ڲ��ܵ�ѹӦ�����ã��������ԶԹ��ڲ���֧�����ã�ͬʱ����о���ijߴ��λ��ʹ����ܲ����϶ȸ����ܣ����Ա���ܲ��ڲ���ֲ��������塣����ģ��Ե���л��ۿ�ǿ��������λ�ܱڣ�������ܱ��ν�������ʡ��ѺϽ�ĸߵ���ģ��ʹ�������ص����ϴ������뾶�ص���ͨ��Ԥ����С���ģ�뾶�ķ����������ǶȻص��ɽ����Ӷ���һ���Ƕ�����������ȡ���ϵĴ�ʩ����ʹ������ں��������10%���ڣ����ν����������3%���ڡ�
4 ����
1) ������ϴ����ɰ+��ϴ����+��ϴ���ֶν��б��洦���Թܲĵ��������Ӱ�첻��
2) ���е�����֯�Ĺܲ���������������ã�Ƭ״��֯�ܲ�����ʱ���ֶ��ѻ������Ƥ״���壬����������͡�
3) ����������ܻ���ģ�ߺ��ղ������Ʊ��������������õ�����ܲģ�������ں��������10%���ڣ����ν����������3%���ڡ�
REFERENCES
[1] ��ھ�, ������, ������, �� ��. �ѺϽ��о����ӹ���Ӧ�õ��½�չ[J]. ���ϵ���, 2001, 15(10): 19-21.
YANG Guan-jun, ZHAO Yong-qing, YU Zhen-tao, ZHOU Lian. New advances in titanium alloy research, processing and applications[J]. Materials Rwview, 2001, 15(10): 19-21.
[2] �� ΰ, �� ��. �����ѺϽ���о���״[J]. ϡ�н����챨, 2007, 26(9): 6-10.
LIU Wei, DU Yu. Research situation of the cryogenic titanium alloy[J]. Rare Metals Letters, 2007, 26(9): 6-10.
[3] ղ ÷, �� ��, ��־ǿ. �ܲ��������εĹ������о���״����չ����[J]. ��е��ѧ�뼼��, 2004, 23(12): 1509-1514.
ZHAN Mei, YANG He, JIANG Zhi-qian. State of the art of research on tube bending process[J]. Mechanical Science and Technology, 2004, 23(12): 1509-1514.
[4] LIN Yan, YANG He. Thin-walled tube precision bending process and FEM simulation[C]//Proceedings of the 4th International Conference on Frontiers of Design and Manufacturing. Beijing: International Academic Press, 2000: 305-308.
[5] ������, �� ��, �� ��, ղ ÷. �ܲ����������о��½�չ[J]. �������ι���, 2002, 20(2): 1-5.
ZHAO Zhen-song, YANG He, LIN Yan, ZHAN Mei. State of the art of the bending process and research of tube[J]. Metal Forming Technology, 2002, 20(2): 1-5.
[6] SUNMOO H, SEUNG P J. 360 degree cold bending of Ti-6Al-4V large-diameter seamless tube[J]. JOM, 1999, 51(6): 28-30.
[7] AL-QURESHI H A. Elastic-plastic analysis of tube bending[J]. International Journal of Machine Tools & Manufacture, 1999, 39: 87-104.
[8] PAULSEN F, WELO T, SOVIK O P. A design method for rectangular hollow sections in bending[J]. Journal of Materials Processing Technology, 2001, 113: 699-704.
[9] �� ��, �����. �����ܼ�����μ����о���չ[J]. ��е�������Զ���, 2009, 38(4): 1-5.
TAO Jie, LIU Hong-bing. Reviewing of cold forming technology for T-shape tube and elbow[J]. Machine Building and Automation, 2009, 38(4): 1-5.
[10] ������, ������, �Ƴ�ͳ, �� ��. �ں���ζ������С��������뾶��Ӱ��[J]. ��ѹ����, 2006(1): 90-93.
E Da-xin, NING Ru-xin, TANG Cheng-tong, YAN Yan. Influence of wall thickness deformation upon the minimum bending radius of bending tube[J]. Forging and Stamping Technology, 2006(1): 90-93.
(�༭ ����Ƽ)
ͨ�����ߣ��� ΰ������ʦ���绰��029-86231078��E-mail��neuanakin@126.com
