
Trans. Nonferrous Met. Soc. China 25(2015) 22-29
Microstructures and mechanical properties of Mg-Al-Sm series heat-resistant magnesium alloys
Zheng-hua HUANG, Wen-jun QI, Jing XU, Chang CAI
Guangzhou Research Institute of Non-ferrous Metals, Guangzhou 510650, China
Received 8 January 2014; accepted 5 March 2014
Abstract:
The microstructures and phase compositions of the as-cast and die-cast Mg-6.02Al-1.03Sm, Mg-6.05Al-0.98Sm-0.56Bi and Mg-5.95Al-1.01Sm-0.57Zn alloys were investigated. Meanwhile, the tensile mechanical and flow properties were tested. The results show that the as-cast microstructure of Mg-6.02Al-1.03Sm alloy is composed of a-Mg matrix, discontinuous b-Mg17Al12 phase and small block Al2Sm phase with high thermal stability. Rod Mg3Bi2 phase precipitates when Bi is added, while the added metal Zn dissolves into a-Mg matrix and b-Mg17Al12 phase. The as-cast alloys exhibit the excellent tensile mechanical property. The tensile strength (sb) and elongation (d) can reach 205-235 MPa and 8.5%-16.0% at ambient temperature, respectively. Meanwhile, they can also exceed 160 MPa and 14.0% at 423 K, respectively. The die-cast microstructures are refined obviously, and meanwhile the broken second phases distribute dispersedly. The die-cast alloys exhibit better tensile mechanical properties with the values of sb and d of 240-285 MPa and 8.5%-16.5% at ambient temperature, respectively, and excellent flow property with the flow length of 1870-2420 mm. The die-cast tensile fractures at ambient temperature exhibit a typical character of ductile fracture.
Key words:
heat-resistant magnesium alloy; Mg-Al-Sm alloy; microstructure; mechanical property; flow property; fracture morphology;
1 Introduction
Magnesium alloys, one of the most important structural materials with high specific strength, are used widely in the automotive, communicated, electronic and aerial industries [1]. Mg-Al series alloys such as AZ91D and AM60B are the most widely used commercial heat-resistant magnesium alloys. However, the main strengthening phase b-Mg17Al12 exhibits low thermal stability owing to the low melting temperature of 710 K. When the temperature rises, the microstructure will become soft and coarse easily, and then the strength and creep resistance will decrease significantly. Thus, the alloys cannot usually be fabricated to the parts used under high temperature condition above 393 K for long time. Researchers often enhance the elevated temperature performance through precipitating the phases with high thermal stability such as Al2Ca, Al2Sr, Mg2Si and Al-RE by adding alkaline earth metal [2-4], Si [5,6] and rare earth (RE) [7-13], respectively. RE with unique atomic electron and chemical property can purify the alloy melt, ameliorate the microstructure, and then enhance the mechanical property and corrosion resistance. Compared with other RE, the effects of cheaper Sm on the microstructure and mechanical properties of Mg-Al series alloys have been rarely studied yet [9,10]. Meanwhile, the addition of Bi can also enhance the elevated temperature performance effectively through precipitating the Mg3Bi2 phase with high thermal stability. Therefore, in this work, the microstructures, mechanical and flow properties of the as-cast and die-cast Mg-6.02Al-1.03Sm, Mg-6.05Al-0.98Sm- 0.56Bi and Mg-5.95Al-1.01Sm-0.57Zn alloys were investigated, and the strengthening mechanism was discussed.
2 Experimental
The chemical compositions of the fabricated alloys were measured by inductively coupled plasma analyzer (ICP, JY Ultima2). The alloy ingots were prepared by melting Mg, Al, Bi, Zn and Mg-30%Sm (mass fraction) master alloy in an electric resistance furnace under the mixed atmosphere of CO2 and 0.1% SF6 (volume fraction). When the melt temperature of Mg reached 1003 K, the pure metals and master alloy were added into the melt in turn. Then, the melt was stirred twice within 1 h to ensure the compositional homogeneity. After adding the refine agent, the melt was held at 1023 K for 25 min. When the temperature was cooled to 988 K, the melt was poured into the wedge permanent and spiral flow molds with the preheated temperature of 523 K, and then the samples for testing as-cast tensile and flow properties were obtained, respectively. The die-cast samples were obtained by a 400T die-casting machine with the injection force, injection time, cooling time and mold temperature of 370 kN, 4.0 s, 5 s and 463 K, respectively.
The specimens were etched with 4% HNO3 (volume fraction) in ethanol. The microstructural observation was carried out on an optical microscope (OM, Leica DM IRM) and a scanning electron microscope (SEM, JEOL JXA-8100) with an energy dispersive spectroscope (EDS, OXFORD 7412). The phase analysis was carried out on an X-ray diffractometer (XRD, D/MAX-RC) with Cu Ka radiation. The tensile test at temperatures of 298 and 423 K was performed on a material test machine (GP-TS2000) at a rate of 2 mm/min. The tensile fractograph at ambient temperature was observed using SEM.
3 Results and discussion
3.1 Microstructure and mechanical property of as-cast alloys
Figure 1 shows the optical and SEM micrographs of the as-cast alloys. All as-cast microstructures consist of a-Mg matrix, few discontinuous b-Mg17Al12 phase and small block compound. In addition, rod compound can be observed in the microstructure of Mg-6.05Al- 0.98Sm-0.56Bi alloy.
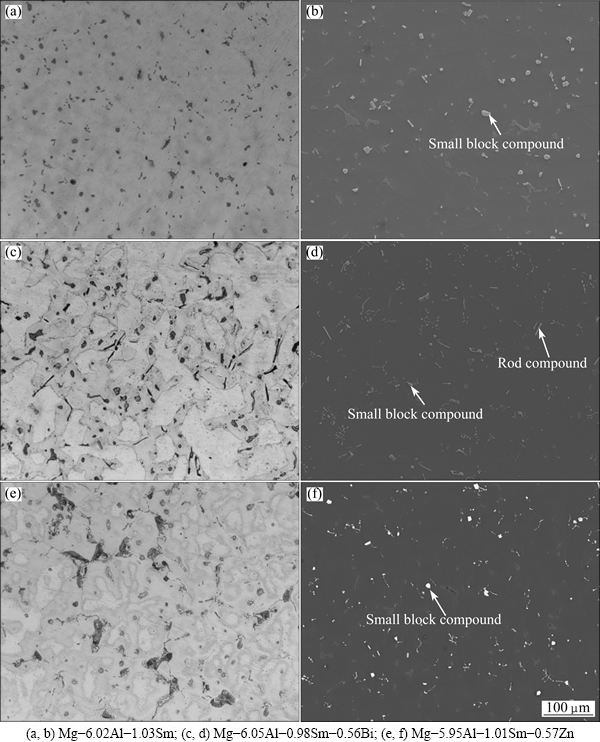
Fig. 1 Optical (a, c, e) and SEM (b, d, f) micrographs of as-cast alloys (arrows denote small block and rod compounds)
Figure 2 shows the EDS spectra of the as-cast alloys, and the results are listed in Table 1. It is seen that the gray phase is Mg-Al phase, i.e. b-Mg17Al12 for the three alloys. Small block compound is Al-Sm phase (spectrum 1 in Figs. 2(a) and (c) and spectrum 3 in Fig. 2(b). Rod compound is Mg-Bi phase containing few Al and Sm for Mg-6.05Al-0.98Sm-0.56Bi alloy (spectrum 1 in Fig. 2(b)). The added metal Zn dissolves into a-Mg matrix and b-Mg17Al12 phase.
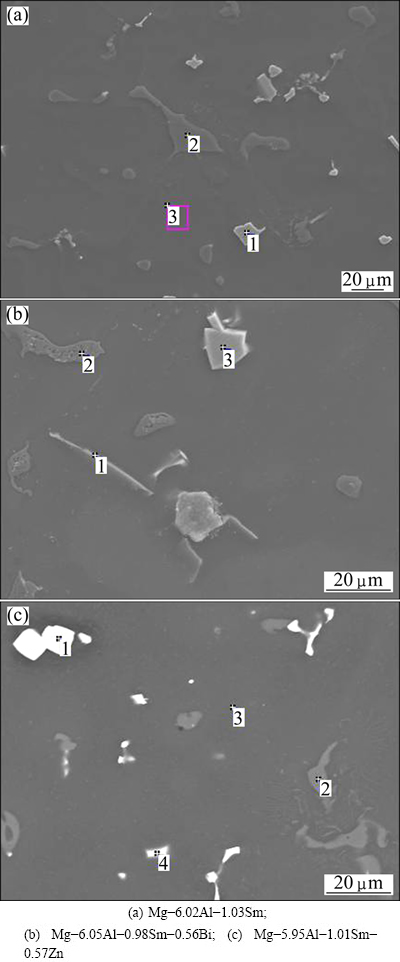
Fig. 2 EDS spectra of as-cast alloys
Figure 3 shows the XRD patterns of the as-cast alloys. It is seen that all XRD patters consist of peaks of a-Mg, b-Mg17Al12 and Al2Sm phases. In addition, the peak of Mg3Bi2 phase can be observed among the XRD pattern of as-cast Mg-6.05Al-0.98Sm-0.56Bi alloy. Combined with the above mentioned EDS results, the small block and rod compounds are considered Al2Sm and Mg3Bi2 phases, respectively.
Table 1 EDS results of as-cast alloys
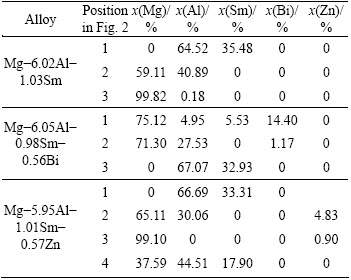
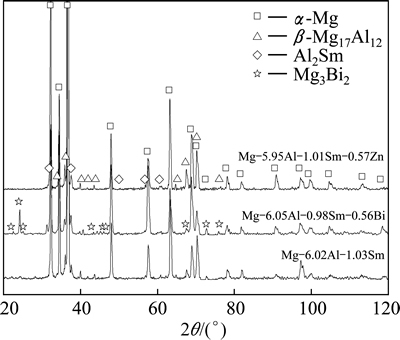
Fig. 3 XRD patterns of as-cast alloys
The degree of difficulty in forming compounds between different elements can be judged by electronegativity difference ����. The greater the value of Dc is, the larger the binding force is, and then the easier the formation of compounds is [14]. Electronegativities c are 1.31, 1.61, 1.17 and 1.9 for elements Mg, Al, Sm and Bi, respectively [15]. Adding the RE into Mg-Al series alloys may form Al-RE, Mg-RE or Mg-Al-RE compounds. Sm-Al exhibits the larger value of Dc (0.44) than Sm-Mg (0.14), which indicates the greater binding force between Sm and Al. From the thermodynamic point of view, small block Al2Sm rather than Mg-Sm or Mg-Al-Sm phase precipitates on the priority when Sm is added into Mg-Al alloy. Meanwhile, Bi-Mg alloy exhibits larger value of Dc (0.59) than Bi-Al alloy (0.29). Therefore, rod Mg3Bi2 compound can precipitate on the priority when Bi is added.
Table 2 Tensile mechanical properties of as-cast and die-cast alloys
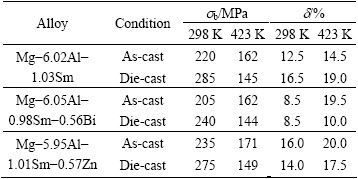
The as-cast alloys exhibit the excellent tensile mechanical property at ambient and elevated temperatures, respectively (Table 2). For Mg-6.02Al- 1.03Sm alloy, tensile strength (sb) can reach 220 and 162 MPa at 298 and 423 K, respectively, and the corresponding elongation (d) can reach 12.5% and 14.5%, respectively. At ambient temperature, sb and d slightly decrease to 205 MPa and 8.5%, respectively when 0.56%Bi is added, while they slightly increase to 235 MPa and 16.0%, respectively when 0.57%Zn is added. Meanwhile, the two alloys exhibit the slightly higher comprehensive tensile mechanical property at elevated temperature.
All as-cast tensile fractures at ambient temperature exhibit a complex mode of ductile and brittle fractures (Figs. 4(a), (c) and (e)). Dimples and cleavage steps exist simultaneously for Mg-6.02Al-1.03Sm alloy. Cleavage steps increase slightly when 0.56% Bi is added, which is consistent with the rapid decrease in the elongation. Dimples still increase slightly when 0.57% Zn is added, which is consistent with the slightly increasing comprehensive tensile mechanical property. Meanwhile, few fine second phase particles can be observed at the bottom of dimples for the three alloys (see illustrations).
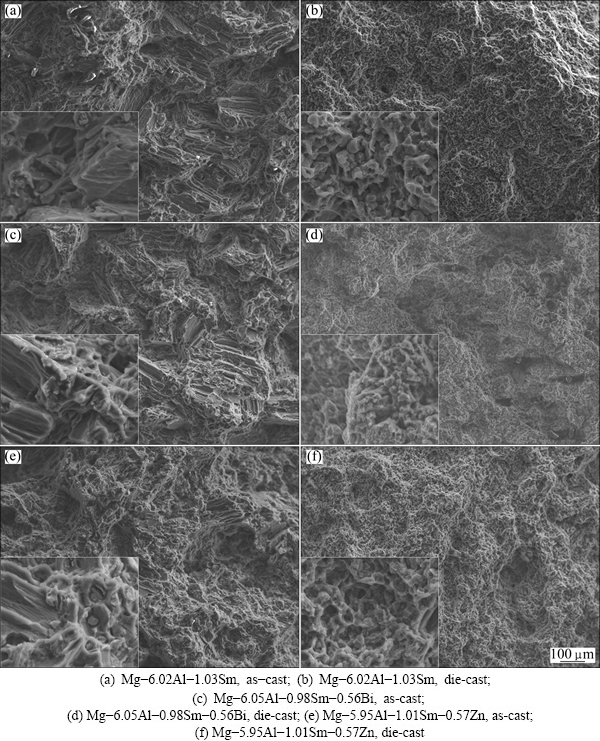
Fig. 4 SEM morphologies of tensile fractures of as-cast and die-cast alloys at ambient temperature (Illustrations indicate local enlarged regions)
The strengthening mechanism of magnesium alloys mainly includes the grain-refinement strengthening, solid-solution strengthening, precipitation strengthening, dispersion strengthening and strain hardening. During the solidification process of Mg-6.02Al-1.03Sm alloy, Sm participates in the eutectic reaction to form small block Al2Sm phase with high thermal stability, which can form the eutectic microstructure together with a-Mg and b-Mg17Al12 phases. Al2Sm phase can be pushed into the growth interface, and then the free growth of dendrite can be impeded. Meanwhile, the second phases distribute dispersedly. The phase with high thermal stability can pin the grain boundary, and inhibit the sliding of the grain boundary and the movement of the dislocation at the elevated temperature effectively. Therefore, the as-cast alloy exhibits the excellent tensile mechanical property at ambient and elevated temperatures, respectively. When 0.56% Bi is added, the as-cast microstructure is not refined significantly. Meanwhile, new rod phase Mg3Bi2 plays a weaker strengthening effect than small block Al2Sm phase. Therefore, the tensile mechanical property at ambient temperature decreases slightly. When 0.57% Zn is added, metal Zn dissolves into a-Mg matrix and b-Mg17Al12 phase, which leads to a slight increase in the tensile mechanical property at ambient and elevated temperatures owing to the solid-solution strengthening.
The as-cast alloys exhibit the relatively excellent flow property (Fig. 5(a)). The flow length can reach 460 mm for Mg-6.02Al-1.03Sm alloy. It decreases to 430 and 320 mm when 0.56% Bi and 0.57% Zn are added, respectively.
3.2 Microstructure and mechanical property of die- cast alloy
Figures 6 and 7 show the optical and SEM micrographs of the die-cast alloys, respectively. Obviously, the die-cast microstructures are different from those of the as-cast. The microstructures are refined significantly owing to the higher cooling rate. Meanwhile, the broken and refined second phases including discontinuous b-Mg17Al12, small block Al2Sm and rod Mg3Bi2 phases mainly distribute along the grain boundary dispersedly.

Fig. 5 Flow samples of as-cast (a) and die-cast (b) alloys
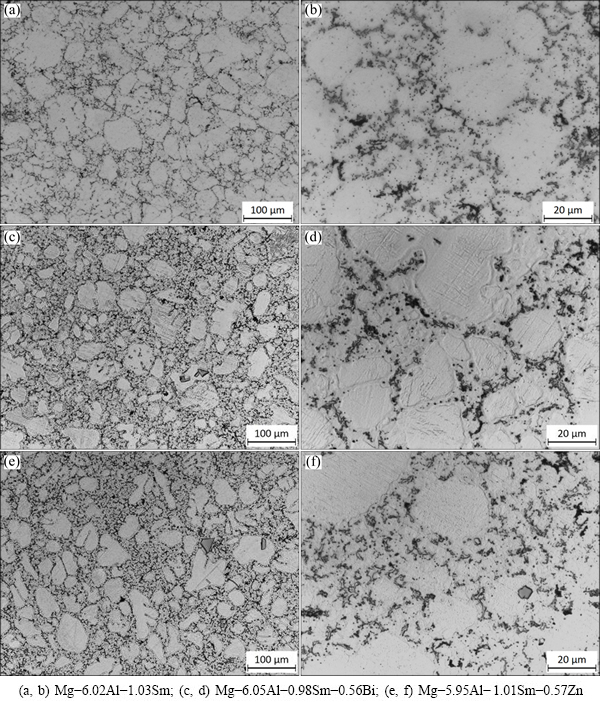
Fig. 6 Optical micrographs of die-cast alloys
The die-cast alloys exhibit better tensile mechanical properties at ambient temperature (Table 2). sb can increase to 285, 240 and 275 MPa for Mg-6.02Al- 1.03Sm, Mg-6.05Al-0.98Sm-0.56Bi and Mg-5.95Al- 1.01Sm-0.57Zn alloys with the increasing amplitude of 35-65 MPa, respectively. Meanwhile, the three alloys still exhibit the better plasticity, where d is equal to or slightly higher than that of the as-cast value. This is owing to the grain-refining strengthening by the obviously refined microstructure and dispersion strengthening by the refined and dispersed second phases. Because gas cannot be exhausted opportunely and effectively during the commercial die-cast process, more or less gas cavities exist in the die-cast microstructures (see arrows in Fig. 7). They can expand during the tensile process at elevated temperature. Therefore, sb decreases to about 150 MPa at 423 K for the three alloys, which is even lower than that of the as-cast. How to reduce the gas cavities for the die-cast sample is a task to be resolved urgently. Researchers often ameliorate the problem by optimizing the die-cast process parameters or using advanced die-cast technology such as vacuum die casting.
Compared with the as-cast state, all die-cast tensile fractures at ambient temperature are different significantly (Figs. 4(b), (d) and (f)). Dimples occupy the majority, and meanwhile become deep. The dimples for Mg-6.05Al-0.98Sm-0.56Bi alloy are shallower than those for the other two alloys, which is consistent with its relatively poor tensile mechanical property.
Under the die-cast condition, the three alloys exhibit more excellent flow property (Fig. 5(b)). The flow lengths reach 1870, 2420 and 2300 mm for Mg-6.02Al-1.03Sm, Mg-6.05Al-0.98Sm-0.56Bi and Mg-5.95Al-1.01Sm-0.57Zn alloys, respectively. Meanwhile, the change in the flow property for die-cast samples is different from that for as-cast samples. It may be related to different flow rules for each element and different microstructures under different cooling conditions.
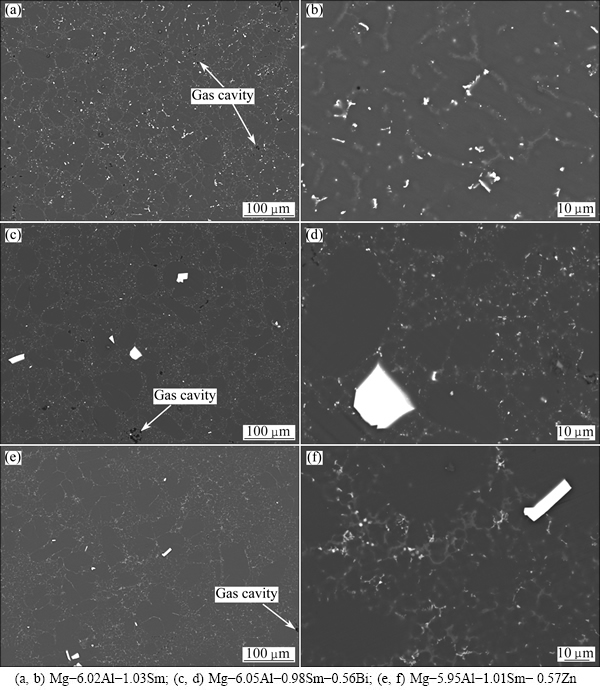
Fig. 7 SEM images of die-cast alloys
4 Conclusions
1) The microstructure of as-cast Mg-6.02Al- 1.03Sm alloy is composed of a-Mg matrix, discontinuous b-Mg17Al12 phase and small block Al2Sm phase. The rod Mg3Bi2 phase precipitates when 0.56%Bi is added, while the added metal Zn dissolves into a-Mg matrix and b-Mg17Al12 phase. The as-cast alloys exhibit excellent tensile mechanical properties. sb and d reach 205-235 MPa and 8.5%-16.0% at ambient temperature, respectively. Meanwhile, they also exceed 160 MPa and 14.0% at 423 K, respectively.
2) The die-cast microstructures are refined obviously, and the broken second phases distribute along the grain boundary dispersedly. The die-cast alloys exhibit better tensile mechanical properties with sb and d of 240-285 MPa and 8.5%-16.5% at ambient temperature, respectively, and excellent flow property with the flow length of 1870-2420 mm.
3) The die-cast tensile fractures at ambient temperature exhibit a typical character of ductile fracture. Deep dimples occupy the majority.
References
[1] POLMEAR I J. Magnesium alloys and applications [J]. Materials Science and Technology, 1994, 10(1): 1-16.
[2] WANG Q D, CHEN W Z, ZENG X Q, LU Y Z, DING W J, ZHU Y P, XU X P. Effects of Ca addition on the microstructure and mechanical properties of AZ91 magnesium alloy [J]. Journal of Materials Science, 2001, 36 (12): 3035-3040.
[3] XU C X, JU H, ZHOU Y. Effect of Ca on microstructure and properties of Mg-Al-Si alloys [J]. Advanced Materials Research, 2011, 194-196: 1369-1373.
[4] LOU Yan, BAI Xing, LI Luo-xing. Effect of Sr addition on microstructure of as-cast Mg-Al-Ca alloy [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(6): 1247-1252.
[5] YUAN G Y, LIU Z L, WANG Q D, DING W J. Microstructure refinement of Mg-Al-Zn-Si alloys [J]. Materials Letters, 2002, 56: 53-58.
[6] LU Y Z, WANG Q D, ZENG X Q, ZHU Y P, DING W J. Behavior of Mg-6Al-xSi alloys during solution heat treatment at 420 ��C [J]. Materials Science and Engineering A, 2001, 301: 255-258.
[7] ASL K M, TARI A, KHOMAMIZADEH F. The effect of different content of Al, RE and Si element on the microstructure, mechanical and creep properties of Mg-Al alloys [J]. Materials Science and Engineering A, 2009, 523(1-2): 1-6.
[8] YOKOBAYASHI H, KISHIDA K, INUI H, YAMASAKI M, KAWAMURA Y. Enrichment of Gd and Al atoms in the quadruple close packed planes and their in-plane long-range ordering in the long period stacking-ordered phase in the Mg-Al-Gd system [J]. Acta Materialia, 2011, 59(19): 7287-7299.
[9] SON H T, LEE J S, KIM D G, YOSHIMI K, MARUYAMA K. Effects of samarium (Sm) additions on the microstructure and mechanical properties of as-cast and hot-extruded Mg-5wt%Al- 3wt%Ca-based alloys [J]. Journal of Alloys and Compounds, 2009, 473(1-2): 446-452.
[10] LI Ke-jin, LI Quan-an, JING Xiao-tian, CHEN Jun, ZHANG Xing-yuan. Effects of Sb, Sm and Sn additions on the microstructure and mechanical properties of Mg-6Al-1.2Y-0.9Nd alloy [J]. Rare Metals, 2009, 28(5): 516-522.
[11] ZHANG Shi-chang, WEI Bo-kang, CAI Qi-zhou, WANG Li-shi. Effect of mischmetal and yttrium on microstructures and mechanical properties of Mg-Al alloy [J]. Transactions of Nonferrous Metals Society of China, 2003, 13(1): 83-87.
[12] ZHANG J H, YU P, LIU K, FANG D Q, TANG D X, MENG J. Effect of substituting cerium-rich mischmetal with lanthanum on microstructure and mechanical properties of die-cast Mg-Al-RE alloys [J]. Materials and Design, 2009, 30(7): 2372-2378.
[13] ZHANG J H, LENG Z, LIU S J, ZHANG M L, MENG J, WU R Z. Structure stability and mechanical properties of Mg-Al-based alloy modified with Y-rich and Ce-rich mischmetals [J]. Journal of Alloys and Compounds, 2011, 509(20): L187-L193.
[14] HUANG Zheng-hua, GUO Xue-feng, ZHANG Zhong-ming. Effects of Ce on damping capacity of AZ91D magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2004, 14(2): 311-315.
[15] DEAN J A. Lange��s handbook of chemistry [M]. 15th ed. New York: McGraw-Hill Press, 1999: 429-435.
Mg-Al-Smϵ����þ�Ͻ������֯����ѧ����
�����������ľ����� ��, �� ��
������ɫ�����о�Ժ������ 510650
ժ Ҫ��������̬��ѹ��̬Mg-6.02Al-1.03Sm��Mg-6.05Al-0.98Sm-0.56Bi��Mg-5.95Al-1.01Sm-0.57Zn�Ͻ������֯������ɣ�������������ѧ�������������ܡ����������Mg-6.02Al-1.03Sm�Ͻ���̬��֯��a-Mg���塢��������b-Mg17Al12������ȶ��Ե�С��״Al2Sm����ɡ�����Bi�����ɸ�״Mg3Bi2�࣬�����ӵ�Zn������a-Mg�����b-Mg17Al12���С���̬�Ͻ���������������ѧ���ܣ�����ʱ�俹��ǿ��(sb)���쳤��(d)�ֱ�ﵽ205~235 MPa��8.5%~16.0%����423 Kʱ�ֱ�160 MPa��14.0%��ѹ��̬��֯����ϸ�����ڶ�������飬����ɢ�ֲ���ѹ��̬�Ͻ���ָ��ߵ�������ѧ���ܺ�������������ܣ�����sb��d�ֱ�ﵽ240~285 MPa��8.5%~16.5%���������ȿɴ�1870~2420 mm��ѹ��̬��������Ͽڳ������ԵĶ���������
�ؼ��ʣ�����þ�Ͻ�Mg-Al-Sm�Ͻ�����֯����ѧ���ܣ��������ܣ��Ͽ���ò
(Edited by Wei-ping CHEN)
Foundation item: Project (2013AA031001) supported by the National High-tech Research and Development Program of China; Project (2011A080403008) supported by the Major Science and Technology Project of Guangdong Province, China
Corresponding author: Zheng-hua HUANG; Tel/Fax: +86-20-37238039; E-mail: zhhuang@live.cn
DOI: 10.1016/S1003-6326(15)63574-9
Abstract: The microstructures and phase compositions of the as-cast and die-cast Mg-6.02Al-1.03Sm, Mg-6.05Al-0.98Sm-0.56Bi and Mg-5.95Al-1.01Sm-0.57Zn alloys were investigated. Meanwhile, the tensile mechanical and flow properties were tested. The results show that the as-cast microstructure of Mg-6.02Al-1.03Sm alloy is composed of a-Mg matrix, discontinuous b-Mg17Al12 phase and small block Al2Sm phase with high thermal stability. Rod Mg3Bi2 phase precipitates when Bi is added, while the added metal Zn dissolves into a-Mg matrix and b-Mg17Al12 phase. The as-cast alloys exhibit the excellent tensile mechanical property. The tensile strength (sb) and elongation (d) can reach 205-235 MPa and 8.5%-16.0% at ambient temperature, respectively. Meanwhile, they can also exceed 160 MPa and 14.0% at 423 K, respectively. The die-cast microstructures are refined obviously, and meanwhile the broken second phases distribute dispersedly. The die-cast alloys exhibit better tensile mechanical properties with the values of sb and d of 240-285 MPa and 8.5%-16.5% at ambient temperature, respectively, and excellent flow property with the flow length of 1870-2420 mm. The die-cast tensile fractures at ambient temperature exhibit a typical character of ductile fracture.
