
BNi73CrSiB-40Niǥ�ϵ�ǥ���������ܼ���ͷ��֯�о�
�������ղ����о�Ժ,�������ղ����о�Ժ,�������ղ����о�Ժ,�������ղ����о�Ժ,�������ղ����о�Ժ ����100095 ,����100095 ,����100095 ,����100095 ,����100095
ժ Ҫ��
Ϊ�˽�BNi73CrSiB 40Niǥ�ϵ�ǥ���������� , �Ը�ǥ�Ͻ����˱���������������ѧ�ɷַ�����DTA���� , ��GH3 0 44 , ����70 8���ºϽ�Ϊĸ�� , �о���ǥ�ϵ���չ���������϶�������������ȵ�ǥ���������ܡ�������� :��ǥ�Ͼ������õ��������ܡ����õ�����϶���� , ���˴��϶�Ͳ��ȼ�϶��ͷ��ǥ������ǥ�ϵ�ǥ����ͷ���д����Ĺ�������֯ , ��ͬ�ڳ���ǥ��BNi82CrSiB��ǥ����ͷ����֯
�ؼ��ʣ�
��ͼ����ţ� TG407
�ո����ڣ�2003-08-28
Brazing Property and Joint Structure of BNi73CrSiB-40Ni Filler Metal
Abstract��
Examination of surface quality and chemical composition as well as melting temperature were carried out to investigate the brazing property of BNi73CrSiB 40Ni filler metal. In addition, its spreading area, seam filling performances and flowing length on base metal GH3044, ����708 super alloys were tested. The result shows that the BNi73CrSiB 40Ni filler metal has favorable fluidity and seam filling performances, and it is suitable for wide gap brazing and wedge gap brazing. Also, there are many solid solutions found in the brazing joint structure which are different from that of Ni82CrSiB filler metal in common use.
Keyword��
brazing; brazing property;nickel based filler methal;
Received�� 2003-08-28
���õĸ�������ǥ�Ϸ�ĩ, ���ɶ���Ԫ�������ɺϽ��, �����ƳɵĺϽ��
������GH3044�ͧ���708Ϊĸ��, ��Ni73CrSiB-40Niǥ�ϵĹ������ܽ����������о�, ���볣��HBNi82CrSiBǥ�Ͻ����˶Աȷ�����
1 ���鷽��
1.1 ������
������ĸ��ΪGH3044��� (���1.5 mm) �ͧ���708��� (���1.2 mm) �� ǥ��ΪB-Ni73CrSiB-40Ni, ��ĩ (������Ϊ-150Ŀ��+300Ŀ) ��HBNi82CrSiB (������Ϊ-200Ŀ) �� �����ò����ƺż���ѧ�ɷּ���1��
1.2 �豸
������������ǥ�����ç�����-301�����ǥ��¯�� ZKH-1�������ɢ��¯, ����¶�1250 ��, ������ն�2��10-3 Pa, ¯�¾����ԡ�5 �档 ����400J���ܵ㺸��, ����������λ�� ��������ϴ��������ϴ����, ����������ç�����-8����������
1.3 �о����̼�����
���ȶ�B-Ni73CrSiB-40Niǥ�Ͻ����˱��������� ��ѧ�ɷ֡� DTA���ԡ� �ڲ�ͬ���ǥ�����չ淶�� ( (1) 1080 ��/15 min; (2) 1100 ��/15 min; (3) 1120 ��/15 min; (4) 1140 ��/15 min) , ��GH3044, ����708Ϊĸ��, ��������������� ����϶�� ��������ǥ���������ܵ����顣 ��չ��������ߴ�Ϊ40 mm��40 mm, ǥ������0.5 g�� ����϶�� ������������Ϊ��100 mm�� ��25 mm, ����϶ǥ������1.0 g�� ����϶������ñ��϶���鷽��, ����϶1 mm�� ��������ǥ������0.5 g�� ��Ni73CrSiB, Ni73CrSiB-40Niǥ�ϵ�ǥ����ͷ��֯�����˹۲����, ���볣�õ�BNi82CrSiBǥ�ϵĽ�ͷ��֯�����˶Աȷ����о���
��1 �����ò����ƺż���ѧ�ɷ� (%)
Table 1 Chemical composition and designation of sample alloys (%)
���� |
Ni | Cr | Co | W | Mo | Al | Ti | Nb | Fe | C | B | Si |
����708 |
�� | 18.72 | 0.01 | 5.87 | 4.48 | 1.97 | 1.19 | - | 0.22 | 0.05 | 0.0065 | 0.09 |
GH3044 |
�� | 24.4 | 14.9 | 0.6 | 0.36 | 0.5 | - | 0.4 | 0.05 | - | 0.34 | |
Ni73CrSiB-40Ni |
�� | 9.52 | 0.013 | - | - | 0.52 | - | 0.014 | 2.16 | 0.33 | 2.12 | 3.27 |
HBNi82CrSiB |
�� | 7.15 | - | - | - | 0.003 | 0.005 | - | 2.84 | 0.019 | 3.14 | 4.54 |
2 ���������
2.1 ǥ�ϵ��������ܲ���
����RCR-2�Ͳ����Dz�����ǥ�ϵ��ۻ��¶�, ���ǥ�ϵ��ۻ��¶ȷ�ΧΪ969��1022.8 ��, ����ͬ��ǥ�ϵ��ۻ���ΧΪ970.5��1040.7 ��, Ni73CrSiB�Ͻ���ۻ��¶�967.1��1054.9 ��, 40Ni�Ͻ����ϵ��ۻ��¶ȷ�ΧΪ1075.4��1084.5 ��, ��ͼ1ͼ�ɿ���, B-Ni73CrSiB-40Ni��Ϸ�ĩǥ�ϵĹ�����TsΪ969 ��, Һ����TLΪ1022.8 �档 1098.8 �滹��һС�ķ��ȷ�, ������Ϊ���ȵ�Һ����1022.8 ��ʱ, ���ǥ�������м�������40Ni�ʵ�δ��ȫ�ۻ�, ������1098.8 ��ʱ, ����Щ�ʵ���ȫ�ۻ���
2.2 ǥ�ϵ�ǥ����������
����4��ǥ������ (1080, 1100, 1120, 1140 ��, 15 min) ������ǥ���ڧ���708, GH3044ĸ���ϵ�����϶�� �������ȡ� ��չ�������, ����������3�� ��������������3��������ƽ��ֵ��

ͼ1 B-Ni73CrSiB-40Ni ǥ��DTAͼ
Fig.1 DTA Curve of B-Ni73CrSiB filler metal
��2 ǥ�Ϲ̡� Һ����
Table 2 Liquid and solid temprature of the filler metal
ǥ�� |
������tS/�� | Һ����tL/�� |
Ni73CrSiB |
967.1 | 1054.9 |
40Ni |
1075.4 | 1084.5 |
Ni73CrSiB-40Ni |
969 | 1022.8 |
Ni73CrSiB-40Ni (���) |
970.5 | 1027.7 |
�ɱ�3�������ɿ���, ǥ���ڧ���708ĸ���������������ǥ���¶ȵ���߶�����, ��1080 ��ǥ��, ����15 min�������Ϊ220 mm2, 1140 ��ǥ��, ����15 min�������Ϊ418 mm2, ���ӷ��Ƚϴ� ����϶�������¶ȵ���߶�����, 1080 ��ǥ��, ����15 min����϶Ϊ0.67 mm, 1140 ��ǥ��, ����15 min����϶�ﵽ0.81 mm�� ��ǥ���ڧ���708ĸ���ϵĹ������ܶ�ǥ���¶ȱ仯�Ƚ�����, ��ǥ���㲿��ʱ�ɸ������Ҫ��, ѡ���ʵ���ǥ���¶�, �Ի�����õ�ǥ����ͷ��
�ӱ�3�пɿ���, GH3044ĸ����������, ǥ���¶ȸı�, ǥ����GH3044ĸ���ϵ���������仯����, ������ͬһˮƽ�� �ɱ�3������϶��������ɿ���, ��1100 ��, 15 min�����±���1080 ��, 15 min���������ӽϴ�, ����1120 ��ǥ��, ����15 min����϶���ܼ���δ���ӡ� ����ǥ����GH3044ĸ���ϱ��ڧ���708ĸ�����������Ҫ�á�
��ǥ����չ���������пɿ���, ǥ���ۻ����ڱ߽��γ�ǥ�ϻ�, ���м��ǥ�ϲ�δȫ����, �γ�Сɽ��, �����ȵ�ǥ���¶�ʱ���۵�ǥ���ۻ�, ���۵����ϲ��ۻ��� ������ֺϽ�ۻ�϶��ɵ�ǥ���ص��Ǹ��ʺ��ڲ��ȼ�϶�ʹ��϶��ǥ��, ����ѽṹ�� ҶƬ�¸ǵ���IJ�Ʒ��
ǥ���ڧ���708�� GH3044ĸ���ϵ�������չ��������, ����϶�����á� �������Ⱦ��ɴﵽ100 mm�� ��ǥ�ϵ��ۺ�ǥ�������������á�
2.3 ǥ�����֯
Ϊ�о���ǥ��ǥ����ͷ��֯, ��Ni73CrSiB��Ni73CrSiB-40Niǥ�Ϸֱ�ǥ��GH3044, ����708ĸ�ĵĽ�ͷ��֯�����˹۲���� (ͼ2) �� ͼ3Ϊ����ǥ��BNi82CrSiB (BNi-2) ��ǥ����ͷ��֯, �����ǥ��ǥ����ͷ��֯���жԱȷ�����
��3 ��ͬǥ�����յ�ǥ����������
Table 3 Brazing properties of different brazing processes
| ĸ�� | ǥ������ | ��չ���/ mm2 |
����϶/ mm |
��������/ mm |
����708 |
1080 ��/15 min | 220 | 0.67 | 100 |
| 1100 ��/15 min | 297 | 0.73 | 100 | |
| 1140 ��/15 min | 418 | 0.81 | 100 | |
GH3044 |
1080 ��/15 min | 284 | 0.75 | 100 |
| 1100 ��/15 min | 272 | 0.9 | 100 | |
| 1120 ��/15 min | 287 | 0.91 | 100 | |
| 1140 ��/15 min | 296 | - | 100 |
��ͼ2 (a, b) �пɿ����������õ��۵�۶����Ӹ��۵�����ǥ��ʱ, ǥ���м��ǹ�������������, ������۵����Ϻ�ǥ�����γɴ����Ĺ�������֯ (ͼ2 (c, d) ) , ����ǥ����ͷ����֯����ϴ�, ��Ȼ��������֯��ǥ���ͷ����ѧ���ܷdz������� ��ͼ3�Ƚ�, ����HBNi82CrSiBǥ��ǥ����ͷ��֯Ҳ��Ҫ�ǻ����P������֯, ��ͼ4�� (a, b) ����� ���û�Ϸ�ĩǥ��, ���Ը���ǥ���������ܺͽ�ͷ����֯�ṹ, ���ǥ����ͷ�Ļ�е���ܡ�
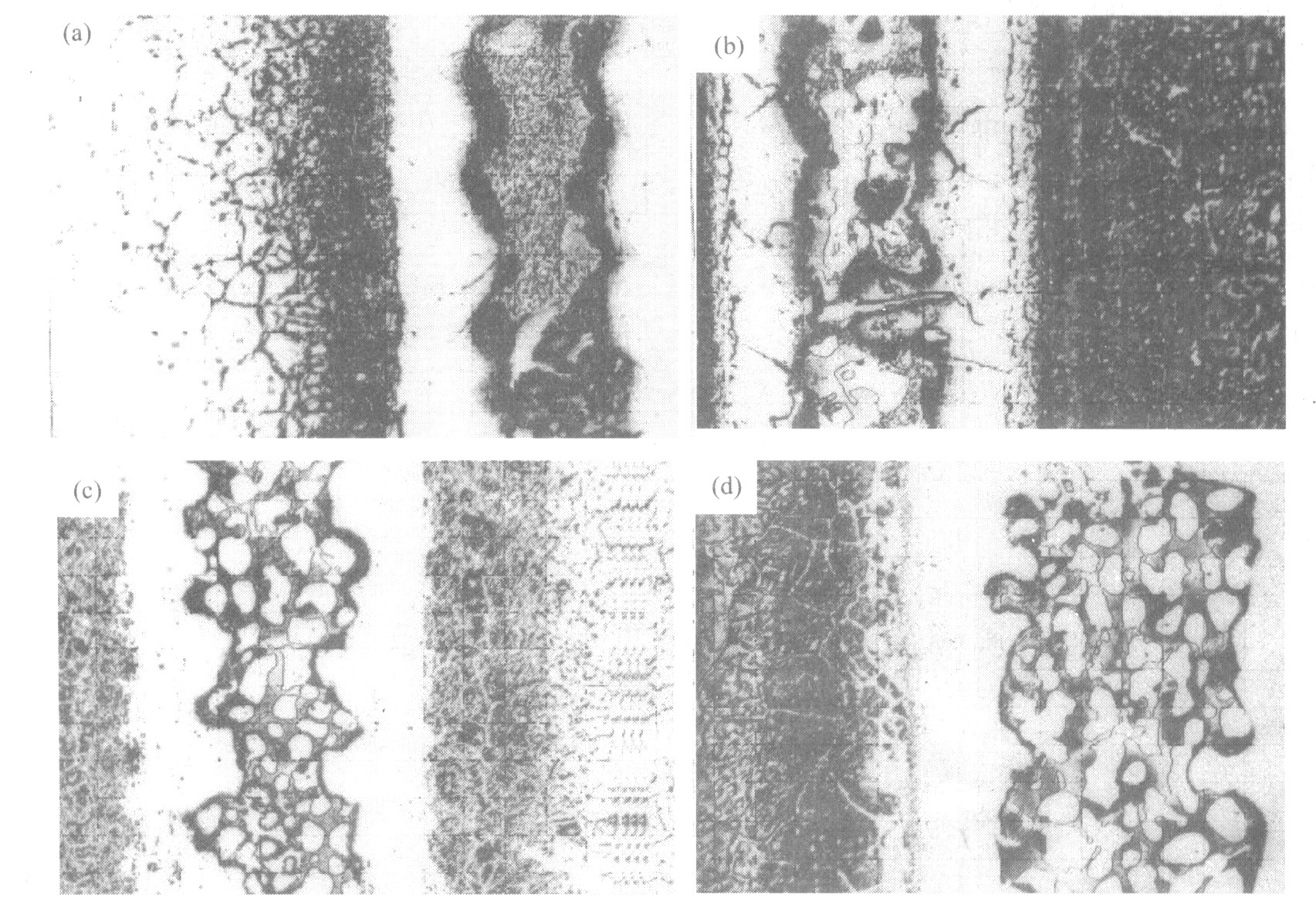
ͼ2 HBNi73CrSiBϵǥ��ǥ����֯ (��200)
Fig.2 Brazing seam structures of HBNi73CrSiB series filler metal (��200)
(a) GH3044ĸ��HBNi73CrSiBǥ��; (b) ����708ĸ��HBNi73CrSiBǥ��; (c) GH3044ĸ��HBNi73CrSiB-40Niǥ��; (d) ����708ĸ��HBNi73CrSiB-40Niǥ��

ͼ3 HBNi82CrSiBǥ�Ͻ�ͷ��֯ (��200)
Fig.3 Joint structure of HBNi82CrSiB filler metal (��200)
3 �� ��
1. ���Ƶ�BNi73CrSiB-40Niǥ�ϵ��ۻ��¶ȷ�ΧΪ969��1022.8 �档
2. BNi73CrSiB-40Niǥ���ڧ���708, GH3044ĸ���ϼ������õ���չ����, ���нϺõ�����϶����, �����õ��ۺ�ǥ���������ܡ� ��ǥ�������ڴ��϶�Ͳ��ȼ�϶��ǥ����
3. BNi73CrSiB-40Niǥ�ϵ�ǥ����ͷ��֯�뵥һ�Ͻ�ǥ��ǥ����֯��ͬ, ǥ�����д����Ĺ�������֯, ��������߽�ͷ����ѧ���ܡ�
�����
[1] ���Ĺ�������θ��ºϽ�.������ºϽ�.�й����ղ����ֲ�[M].����:�����й���������, 1989.03.
[2] ��������, ׯ��������.��ǥ���ֲ�[M].����:������е��ҵ������, 1999.01.
