
һ�ֱ�����������������۵���ȴ���ʵ��·���
ŷ�����䣬�� ���������⣬�Ʋ���
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
ժ��Ҫ��ͨ��������������ģʽ�ͷǾ�̬�������γɻ��ƣ����һ�ֱ���������������������۵���ȴ���ʵ��·����������������һ���Ĺ��������£���������������ڶ�������ģʽ���۵ε���ȴ������ֱ��������λ�õIJ��죬��ֱͬ���۵ξ����ᾧ�ͷǾ���2�ֲ�ͬ��ȴ��Ϊ�� ����Al���Ͻ��ĩ�����ȷֲ����۽ṹ�����������������̼���ȴģʽ��ȷ���۵���ȴ���ʵ��ϡ����ޣ�ʵ��ó��۵ε���ȴ����Ϊ104~108 K/s��Al-Ni-Y�Ͻ�ķǾ����ٽ���ȴ����Ϊ105 K/s�����γɷǾ�̬���۵����ֱ��Ϊ25 ��m���ң�ʵ���������۷���������Ǻϣ��ȽϿ۵ط�ӳ������������ĸ��ӹ��̡�
�ؼ��ʣ�
�Ǿ�����ĩ�����������������ȴ������
��ͼ����ţ�TF123.1 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)03-375-06
A new approach to evaluate cooling rates of melt droplets in
close-coupled gas atomization
OUYANG Hong-wu, CHEN Xin, YU Wen-tao, HUANG Bai-yun
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Based on the formation mechanism of amorphous particle in atomized Al-Ni-Y alloy powders, combining with the analysis of breakup modes of melt, a new approach to evaluate cooling rates of melt droplets in close-coupled gas atomization was presented. The results indicate that the cooling rate of melt droplet that can not break further depends not only on its diameter, but also on its position in atomizing chamber. As a result, the same sized particles in different positions show different cooling rates and two different kinds of microstructures (amorphous and crystal). The cooling rates of melt droplets range from 104 to 108 K/s, and the critical cooling rate for glass formation of Al-Ni-Y is about 105 K/s. Moreover, the corresponding maximum diameter of amorphous particles is 25 ��m, which accords well to the theoretical analysis results. The new approach, reflecting the complexity of close-coupled gas atomization objectively, is available and effective to evaluate the cooling behaviors of close-coupled gas atomization (CCGA).
Key words: amorphous; powder; close-coupled nozzle; cooling rate
������������У��������������Һ���ĵ�Һ�ܿھ���dz��̣������������������֮�������ת���ʸߣ��۵λ�õ���ȴ���ʸߣ����п��������������������γɷǾ�̬��ĩ�����Ǿ���ĩ�̽���Σ���Ϊ�Ʊ�����Ǿ����ϵĿ���;���������˹㷺����[1-3]��
�Ǿ�̬���γ�ȡ���ںϽ�ķǾ��γ�����(GFA) �Լ���ȴ���ʣ�����ȷ���Ͻ�ɷ֣���Ȼ��ȴ�����Ǿ���������[4]�������̽����������������۵ε���ȴ����������Ϊ�Ǿ���ĩ�ĸ�Ч�Ʊ��ṩһ���Ļ����Ͳο������������۵ε���ȴ���̣�Sobolev��[5-6]���������������۵���ȴ����ֵģ�ͣ� Liu��[7]�о��˶༶�����еĴ���估�κ˻��ƣ��」�ɵ�[8]������������۵εĽᾧ��Ϊ�������о���Krauss��[9]��������۵η��й����е���ȴ�����Լ��¶ȳ���������Щ�о�������������������̵ľ����ص㣬û�н��۵ε���ȴ��Ϊͬ������������ĸ���������ϵ����������ķ���(�����֦����෨)�����۶�ȫ���������ĩ(�����Ƕ��ڷǾ�����)����ȴ���ʡ���ˣ���������������۵ε���ȴ��Ϊ��δ���ˡ���ʵ���о���Ӧ���У��������������ĩ�����������ȷֲ��Ͽ�����֯�ṹ������һ�Լ��Ǿ�������������С�����ؽ�����������[10]��
�������߸���ȷ���ɷֺϽ���зǾ����ٽ���ȴ�����Լ�Al���Ͻ�Ǿ����ٽ���ȴ���ʸߵ��ص�[11]����Ͻ������������������ģʽ�ĸ������Լ�Al-Ni-Y�Ͻ�Ǿ��������γɻ��ƣ����һ�ֱ����۵���ȴ���ʵ���;�������Դ�������������������۵εĶ�����ȴ��Ϊ��
1 ʵ ��
ʵ�������úϽ�ɷ�ΪNi 10.00%, Y 5.00%������Al�������Ĵ��ȷֱ�Ϊ��Al 99.995%��Ni 99.9%��Y 99.99%������Ӣ��PSI������������Ʒ��豸��GP30(30 kW)��Ƶ��ո�Ӧ¯(ʯī����)������Ӧ¯ǻ�������10-2 Pa���£����������������Ʒֱ����������������Ʋ���ȡ������Ͷ�뵽ʯī�����У��������ۻ����Ⱥ�����Ϊ��֤Ԫ�طֲ����ȣ�����������1�Ρ�Ȼ���ڸ�����������ദȡ������Ͼ��ȣ��ٲⶨ�����и�Ԫ�ص�ʵ�ʺ�����
������������������������һ����������ҳ������13.3 Pa�����¡����Ͻ����ۻ����ڹ��ȶ�Ϊ200 Kʱ����������������������Ϊ�������ѹΪ1.96 MPa��
��������ĩ�ռ����ɸ���Ի�����ȷֲ��������ձ���ѧRigaku X���������Ƕ�ɸ�ֺ�ϸ�ۺʹַ۷ֱ����X�������䣬ɨ���ٶ�Ϊ4(?)/min��Cu K���С���ϸ����502���Ƴɽ���������������е��ĥ�����ʴ�����ձ���JEOL JSM-6500LVɨ��羵�Ϲ۲�����ò������֯��
2 �� ��
Al-Ni-Y�Ͻ��ĩ��SEM������ò��ͼ1����ĩ������С��һ�����ȷֲ��Ͽ�����ĩ����ò��������أ�����ԽС�����ζ�Խ�ã�����Խ�⻬����ĩԽ�������Խ�ֲڡ�

ͼ1 Al-Ni-Y�Ͻ��ĩ��SEM������ò
Fig.1 Surface morphology of Al-Ni-Y alloy powder
ͼ2��ʾΪAl-Ni-Y�Ͻ��ĩ��X��������ͼ�ף���ͼ��֪��ϸ��(ֱ��С��25 ��m)��X������������ַ���ȳ��������Եķ�ۻ���������X�����������г��ֿ�����;����Ĺ��棬˵���Ǿ��мд�����[12]�������ڷǾ�������ͼ3��ʾΪAl-Ni-Y�Ͻ��ĩ������֯��Ƭ����ͼ3(a)�ɼ����ϴ�������ֳ����Եľ�̬��֯������С������δ�����Ծ�̬�ṹ����������ֱ��Ϊ25 ��m���ҡ�˾���̵�[12]���ֵ�����ֱ��С��25 ��mʱΪ�Ǿ�����Ҳ��һ��֤ʵ���Ƶ÷�ĩ�к��зǾ�������ͼ3(b)�У�С��25 ��m�Ŀ���Ҳ���Ƕ��ǷǾ�̬��ֱ��С��25 ��m�Ŀ������ֳ����͵ľ�̬��֯��

ͼ2 Al-Ni-Y�Ͻ��ĩ��X����������
Fig.2 XRD patterns of Al-based alloy powder
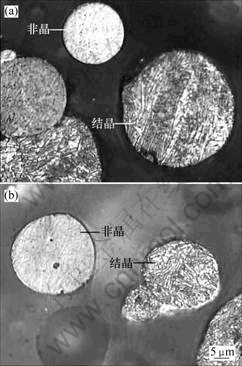
ͼ3 Al���Ͻ��ĩ������֯
Fig.3 Microstructures of Al-based alloy powder
3 �� ��
3.1 ��������������������������
�봫ͳ�����������ƣ��������������������������̴��´��ڳ�ʼ���顢�����������ȴ����3���Ρ������ڽ���������·�����һ�������ṹʮ�ָ��ӵ��������������ͼ4��ʾ�����������ٶȷֲ��������ȣ�����������������쳣���ӡ�ͼ5��ʾΪ��ʵ����ѹ1.96 MPaʱ�������ٶ������������ߵķֲ�����[1]��

ͼ4 ����������������ṹʾ��ͼ
Fig.4 Schematic profile of recirculation zone

ͼ5 ��ѹΪ1.96 MPaʱ�����������ߵ������ٶȷֲ�
Fig.5 Gas velocity along centerline of nozzle at 1.96 MPa
3.1.1 ��ʼ����
�ڳ�ʼ��������У��ӵ�Һ�ܳ�������״����Һ����������������ȱ����ɱ�Ĥ���ȶ���Ĥ����С���Hminȡ������Һ����ĽӴ��Ǧȣ�����ʽ��ʾ[13]��
![]()
Һ�屡Ĥ�����������������������±����γɲ��ƣ����沨�IJ��ȶ��Է�չ��ҺĤ��һ�������˿���״��˿�����ֱ��dLȡ����ҺĤ�ĺ��H�Լ�����ȶ�������s[14]��

��״�Ľ���Һ����Rayleigh-Taylor���ȶ��ԣ����������ϸС���۵Ρ��۵ε�ֱ��dD������ʽ����[14]��

3.1.2 ��������
��ʼ�������۵��漴���ж������飬�ý���ѭWeber����

ֻ�е��۵ε�We���ﵽ�ٽ�ֵ(һ����Ϊ��10.7)���ܽ�һ���������飻��We���Ĵ�С����仯���۵εĶ���������Ӧ����Ϊ������ʽ��(Twins)������ʽ��(Bag)������չʽ��(Film stripping)�͡���ըʽ��(Catastrophic)��4��ģʽ[15]����ÿһ������ģʽ�£��۵λᾭ����ͬ���α�������̣���õ��۵�ֱ������ϴ�
������ʽ�����У�����������õ��۵�ֱ��dp������ʽ���㣺
![]()
���ڴ�ʽ����ģʽ�����α�Ե����ɽϴ��۵Σ���ֱ����dpr��ʾ�����Ĵ��������۵�ֱ����С������dpb��ʾΪ[16]��
![]()
����չʽ����ģʽ�У�����������۵�ֱ��dp������ʽ��ʾΪ[17]��
![]()
һ����˵����ʼ�������γɵ�ҺĤ�����������������ʼ�����õ����۵δ�СҲ�����ȡ��ڽ������Ķ��������У����ڻ��������ӽṹ�Լ������ٶȷֲ���������(�ʸ�˹�ֲ�)����ͬλ�õ��۵�U��dD����ϴ���ʽ(4)����We����Ӧ����ϴ��۵�(We��10.7�����Լ�������)�Ķ�������ģʽ����Ϊ����ģʽ�Ļ������(���湤�������±�ըʽ����һ�����ʵ��)����ˣ�����������������õ����۵�ֱ���ʸ�˹�ֲ��ҷֲ��Ͽ������յõ��ķ�ĩ���ɱ���ش������ȷֲ��Ͽ�����֯�ṹ�����ȵ����⣬��1����Ϊʵ��õ��ķ�ĩ���ȷֲ���
��1 Al-Ni-Y�Ͻ��ĩ�����ȷֲ�
Table1 Particle size distribution of powders

3.1.3 ��������������������ȴ��������
���������У����������۵Σ������Ĵ�����Ҫ�Զ����ͷ���Ϊ����������ʽ��ʾ[18]��
![]()
ʽ�У�TdΪ�۵��¶ȣ�TgΪ�����¶ȣ�TwΪ�������¶ȣ�cd,lΪ�۵β��ϵĶ����ݣ�hΪ��������ϵ�����Һͦŷֱ�Ϊ����ϵ�����۵β��ϵĺڶȣ���d��d�ֱ�Ϊ�۵��ܶȺ�ֱ������Ϊ���ϵĵ����ʡ�����Һ���ȴ����Ըߣ���ˣ������ǽ�����Biot���ϵ�(Bi=hd/��?1)�����Ժ����۵��ڲ����¶��ݶȣ���Ϊţ����ȴ��
�۵ο�ʼ��ȴ���¶��½��ܿ죬ֱ�����̳ɷ�ĩ������ȴ����һ�㾭��ͼ6�����ߢ���ʾ��5�����̣�Һ�����ȴ���ٻԡ�ƫ�����̡�����ת���̬�����ȴ�����У�Tm��Tl��Tr��Tper��Tx��Tg�ֱ�Ϊ�۵㡢Һ���ߡ��ٻԡ��������ᾧ�ͷǾ�ת���¶ȡ�����������۵ξ߱����ߵ���ȴ����(�ﵽ�Ǿ���ת��ֵ)�����ܹ��ɸ���ֱ��ͨ���۵�Tm�������ᾧ������Ϊ�����۵κ��ټ�����ȴ������ת���¶�Tg�����̳�Ϊ�Ǿ�̬��������ͼ6�����ߢ���ʾ�����������Ҫȡ������ȴ���ʣ���ˣ��۵�Ҫת��ɷǾ�̬���ͱ����Լ��ߵ���ȴ�ٶȽ��¶Ƚ��͵�Tg���¡�

ͼ6 �����۵ε���ȴ����
Fig.6 Cooling curve of melt droplets
3.2 ��������������۵ε���ȴ���ʱ���
����������ٶ�Զ������ȴ�죬��ˣ�ֻ�в��ټ���������۵βſ�ʼ�������ȴ���̡���Щ�۵ΰ�����ʼ���������������������۵�(�۵�ֱ���Ѿ��㹻С��We��С���ٽ�ֵ10.7)������ʽ(8)���ڹ��ղ���ȷ��������£��۵���ȴ�����е���ȴ����(dT/dt)ȡ���ڶ�������ϵ��h�����䴫��ϵ���ҡ��²T�Լ��۵ε�ֱ��d����������ϵ��h�ļ��㹫ʽΪ��

ʽ�У�NuΪ����Ŭ��������ReΪ��ŵ����PrΪ������������Ϊ����ճ�ȣ�uΪ�۵��ٶȡ��ڴ��Ƚ��ʡ�����Լ������Ѿ�ȷ��������£����ٶ������ڻ�ýϸߵĶ�������ϵ�����Ӷ������ȴ���ʡ������۵�ֱ��d�ﵽ����ճ�����ٶȵ�Ӱ�����ֱ����˵�Ǵ�Ҫ��[10]��
���䴫��ϵ����Ҫȡ���ڴ��Ⱦ��롣�����������У��۵���ȴ�Ļ�������ΪԲͲ�ڣ�������ԲͲ�ڲ����ⲿ������������Ȼ���䴫�����������������ľ�������������ͬʱ���ӻ��������¶ȳ��������ٶȷֲ���������ֱͬ���۵��ڱ��ص��ٶ��Լ��²T(�����¶Ƚϵ�)Ҳ��Խϴ���ˣ�������ֱͬ�����۵Σ����������ұ���ʱ���ڴ���ϵ�������²T�����õ���ȴ�����������λ���۵νϸߣ���ֱͬ���۵���ȴ���ʷֲ�����Ϊ�����������ľ������������ߡ�
����ͬһλ�ò�ֱͬ�����۵Σ�����ȴ����ȡ��������ֱ���Ĵ�С������ʽ(8)������ȴ������d�ɷ��ȡ���ˣ���ͬһλ�ô���ֱ����С���۵λ�õ���ȴ���ʸߣ�ֱ���ϴ���۵λ����ȴ���ʽϵ͡�
����۵���ȴ���ʴﵽ�Ǿ���ת��ֵ�����̳ɷǾ�̬��һ����˵��С�۵θ��������̳ɷǾ�̬�����۵ν��Ѵﵽ�Ǿ�����ȴ���ʶ�ֻ���κ˽ᾧ�����ǣ����ڴ���ϵ���IJ��죬��ֱͬ�����۵δ��ڲ�ͬλ��ʱ���ܻ�ò�ͬ����ȴ���ʴӶ�������ͬ����ȴ����(�ᾧ����Ǿ���)��ʵ������ͼ3��ʾ����ͬλ�ò�ֱͬ�����۵ο��ܻ����ͬ����ȴ���ʡ�
��������������۵���ȴ������ֱ����λ�õĸ��ӹ�ϵ����ͼ7��ʾ������Ϊ�۵ξ����������ĵľ������(ԭ��Ϊ����)������Ϊ�۵ε���ȴ���ʣ���ͬ����Ϊ��ֱͬ���۵��ڲ�ͬλ�õ���ȴ�������ߡ�������۵�������ֱ��һ�����̬�ֲ�����˿���ȡռ���������������ֵ��۵�(����ռ��С�����ij�ϸ�������۵�)��������dmax��dmin�ֱ��ʾ��Чֱ���е�������Сֵ�����ߢ�͢��ֱ�Ϊ��Ӧֱ��������С�۵ε���ȴ���ʷֲ����ߣ�Rmax��RminΪ��Ӧ����ȴ������ߺ����ֵ����Ϊ������������Чֱ���۵���ȴ���ʵ����¼��ޡ����ߢ��ʾ�ܴﵽ�Ǿ���ת��ֵ�����ֱ��dc�۵ε���ȴ���ʷֲ���RcΪ�Ǿ����ٽ�ת�����ʣ�������dc���۵ζ����γɷǾ�ֻ̬���κ˽ᾧ��С��dc���۵����п���ʵ�ַǾ�ת�䡣���ߢ��ʾijһֱ��d(dmin��d��dc)�۵ε���ȴ���ʷֲ����ߣ���Ȼֻ�о����İ뾶����L���۵β��ܴﵽ�Ǿ�����ȴ���ʣ���λ��X��X��֮����۵�ֻ���κ˽ᾧ��

ͼ7 �۵ε���ȴ���ʷֲ�ʾ��ͼ
Fig.7 Schematic diagram of distribution of cooling rate
������������������ȴ���ʽ��м��㣬��������2��ȡռ��������99%���ϵĿ�����Ϊ��Чֱ����Χ���ֱ�������ֱ��Ϊ104 ��m����Сֱ��Ϊ2 ��m�Լ��Ǿ��������ֱ��Ϊ25 ��m��3��ֱ���۵������������ļ�����λ�õ���ȴ���ʣ������ͼ8��ʾ���ɼ�����ʵ�����۵���ȴ���ʷ�ΧΪ104~108 K/s�����⣬���ݹ�ʽ�ã�Tx/(Tl+Tg)�����У�Tx��Tl��Tg�ֱ�Ϊ�����¶ȡ�Һ�����¶ȺͷǾ���ת���¶�[4]��Al-Ni-Y�Ͻ���ٽ���ȴ����Rc���Դ��¹���Ϊ105 K/s���ٸ���ʽ(8)�ɷ��Ƶõ��ٽ�ֱ��dcΪ25 ��m���ң�ֱ��С��25 ��m�Ŀ������п���Ϊ�Ǿ�̬���������۵���������λ�ò�ͬ��������ȴ���ʲ�һ�£���Щ�۵δﲻ��Rc�����̳�֦����֯������Ƶõ�Al-Ni-Y�Ͻ��ĩ�г�������ֱͬ���������ֲ�ͬ��֯��̬������
��2 ��ȴ���̵Ĵ��Ȳ���
Table 2 Heat transmission parameters


ͼ8 Al-Ni-Y�Ͻ��۵���ȴ���ʵķֲ�
Fig.8 Maximum and minimum of cooling rates droplets
4 �� ��
a. ������������У�������������̼�Ϊ���ӣ��۵ε���ȴ�����ܵ�ֱ��������λ�õȶ����ص�Ӱ�죬�����ó���ķ�����Ч������
b. ��Ͻ���������������Լ��Ǿ��������γɻ��ƣ�����ȷ���ɷֺϽ���зǾ����ٽ���ȴ�����Լ�Al���Ͻ�Ǿ����ٽ���ȴ���ʸߵ��ص㣬�����һ�ֱ���������������۵���ȴ���ʵ��·������ȽϿ۵ط�ӳ�˽�����������ĸ��ӹ��̡�
c. ʵ��ó��۵ε���ȴ����Ϊ104~108 K/s��Al-Ni-Y�Ͻ�ķǾ����ٽ���ȴ����Ϊ105 K/s�����γɷǾ�̬���۵ε����ֱ��Ϊ25 ��m����ֱͬ�����۵�(С��25 ��m)��������λ�õIJ����õ���ȴ���ʲ�ͬ�����ֳ��ᾧ�ͷǾ���2����ȴ��Ϊ��ʵ���������۷���������Ǻϡ�
�ο����ף�
[1] Ting J, Anderson I E. A computational fluid dynamics (CFD) investigation of the wake closure phenomenon[J]. Mater Sci Eng A, 2004, A379: 264-276.
[2] Inoue A, Kita K, Ohtera K. Al-Ni-Y amorphous powders prepared by high pressure gas atomization[J]. Journal of Materials Science Letter, 1988, 11(7): 1287-1290.
[3] Cardoso K R, Escorial A G, Lieblich M, et al. Amorphous and nanostructured Al-Fe-Nd powders obtained by gas atomization[J]. Mater Sci Eng A, 2001, A305: 89-97.
[4] Lu Z P, Liu C T. A new approach to understanding and measuring glass formation in bulk amorphous materials[J]. Intermetallic, 2004, 12: 1035-1043.
[5] Sobolev V V, Guilemany J M, Martin A J. Formation of powder particles during thermal interaction of liquid and solidified drops in the process of metal atomization[J]. Journal of Materials Processing Technology, 1996, 62: 216-224.
[6] Liu D M, Zhao J Z, Ye H Q. Modeling of the solidification of gas-atomized alloy droplets during spray forming[J]. Materials Science and Engineering A, 2004, 372: 229-234.
[7] Liu Y Z. Large undercooling, rapid solidification, and nucleation mechanism during multistage atomization[J]. Powder Metallurgy, 2002,45 (2): 134-138.
[8] Sun J F, Shen J, Li Z Y, et al. Heat transfer behavior of superalloy droplets during spray forming[J]. Acta Metallurgica Sinica, 2000, 13(2): 800-805.
[9] Krauss M, Bergmann D, Fritsching U. In-situ particle temperature,velocity and size measurements in the spray forming process[J]. Mater Sci Eng A, 2002, A326: 154-164.
[10] ����Ȫ. ����������������Ʒ�ԭ��[J]. ��ĩұ��ҵ, 1999, 9(5): 3-16.
Li Qing-quan. The principle of powder production by the close-coupled gas atomization[J]. Powder Metallurgy Industry, 1999, 9(5): 3-16.
[11] Inoue A, Kimura H. Fabrications and mechanical properties of bulk amorphous, noncrystalline, nanoquasicrystalline alloys in aluminum-based system[J]. Journal of Light Metals, 2001, 1(1): 31-41.
[12] ˾����, �� ��, ��ϸ��, ��. ���Ǿ��Ͻ��γɵĿ����������Ʊ�����[J]. ���Ϲ���, 1998, 11(2): 3-7.
SI Peng-cheng, RAO Xiong, LI Xi-jiang, et al. Controlling factors and fabrication technologies of bulk metallic glass[J]. Journal of Materials Engineering, 1998, 11(2): 3-7.
[13] El-Genk M S, Saber H H. Minimum thickness of a flowing down liquid film on a vertical surface[J]. International Journal of Heat and Mass Transfer, 2001, 44(4): 2809-2825.
[14] Senecal P K, Schmidt D P, Nouar I, et al. Modeling high-speed viscous liquid sheet atomization[J]. International Journal of Multiphase Flow, 1999, 25(3): 1073-1097.
[15] Joseph D, Belanger J, Beavers G S. Breakup of a liquid drop suddenly exposed to a high-speed air stream[J]. International Journal of Multiphase Flow, 1999, 25(4): 1263-1303.
[16] Chou W H, Faeth G M. Temporal properties of secondary drop breakup in the bag breakup regime[J]. International Journal of Multiphase Flow, 1998, 24(9): 889-912.
[17] Fritsching U, Huang Z, Czisch C, et al. Powder production from melts by controlled gas atomization[C]//Euro PM2004 Conference Proceedings. Shrewsbury, Vienna: European Powder Metallurgy Association, 2004: 65-70.
[18] Bergmann D, Fritsching U, Bauckhage K. A mathematical model for cooling and rapid solidification of molten metal droplets[J]. International Journal of Thermal Science, 2000, 39(2): 53-62.
�ո����ڣ�2007-01-08
������Ŀ��������Ȼ��ѧ����������Ŀ(50574103)��(10476043)
����飺ŷ������(1964-)���У����ϳ�ɳ�ˣ����ڣ���ʿ�����·�ĩ�Ʊ��ͷǾ��Ͻ���о�
ͨѶ���ߣ�ŷ�����䣬�У����ڣ���������ʿ���绰��0731-8877192��E-mail��oyhw@mail.csu.edu.cn
[10] ����Ȫ. ����������������Ʒ�ԭ��[J]. ��ĩұ��ҵ, 1999, 9(5): 3-16.
[12] ˾����, �� ��, ��ϸ��, ��. ���Ǿ��Ͻ��γɵĿ����������Ʊ�����[J]. ���Ϲ���, 1998, 11(2): 3-7.
" target="blank">[18] Bergmann D, Fritsching U, Bauckhage K. A mathematical model for cooling and rapid solidification of molten metal droplets[J]. International Journal of Thermal Science, 2000, 39(2): 53-62.
